selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Мда, баланс в "попугаях" да ладно. 999ГЦ с АС током , требую видео , очень интересно . Даже не обязательно дугу , звук . На Ево можно добавить к АС ВЧ импульс и он от 600гц до 15000гц и да дуга делается другая то есть ей легче управлять.
-
Петр, я понял что частота 50-250гц АС тока и разделил, меня интересует частота импульса на АС токе какова и 999гц для DC тока это нормально а вот для АС это очень очень много и по этому переспросил. И баланс АС тока крайние значения если можно.
-
@kostein, Чуток уточнений по придиркам . 1 к аппаратику идет довольно богатый ЗИП с наконечниками М8 и М6 тефлон канал и даже ролики под Ал , на ЕВМ180 который дороже этого нет да еще горелку отдельно предложат купить (кстати Меркле покупал так и было горелка отдельной ценой , ролики по Ал тоже отдельно ) и роликов под Ал нема , впрочем чтобы Ал ЕВМ180 варить нужно до купить даже не ролики а KIT в который входят ролики и доп шестерни , чтобы верхние ролики были активны , так как в продажной комплектации они без шестерен и поэтому пассивны. 2 Что касается 2Т и 4Т , то сейчас почти у всех так , на "ходу" то есть при сварке этот режим все равно не переключить да думаю и не кому это не нужно будет . 3 Нормальная дуга , а коррекция на всех нужна и у немцев и т.д. , много изменчивых параметров , температура воздуха да и газа который с баллона , проволока разного качества, да и материал коей свариваете и т.д. Вот на Хелви нет режима COLD , но в аппарате много настроек и очень хорошая коррекция и без труда настроил Cold режим и дуга даже стабильнее чем на MOBIMIG180 который имеет режим COLD
-
Петр , чуток уточнений если можно , импульс 999гц это в DC токе или в АС тоже. На Селко импульс в АС токе до 25гц и этого уже много для АЛ сплава , на Ево загнали до 100ГЦ , попробовал ну где то на спец. можно применить но не более. Каков диапазон баланса АС на Малыше, что то я не нашел .
-
Может здесь что подберете , замещение но наверное не полное и прокатит у вас али нет не знаю. http://invertika.ru/o-nas.html P.S. Кстати есть здесь их представитель но кажись давно уже не заходил к нам. http://websvarka.ru/talk/user/11986-invertika/
- 41 ответ
-
- 2
-

-
Георгий, кто говорит и если начальство то дай им горелку и пусть сами варят , можно даже вообще без аргона . Пост да и пред газ сжирает львиную долю , но без них не куды и вот на эти изделия правда швы сложные и не удобные ушло в общей сложности два баллона. http://websvarka.ru/talk/topic/10271-nerzhavejka-2/?p=294969
-
, Не, Володя кожура на вид обычная но сама картошка очень желтая вроде Галла называется, белую не кто не ест в семье она какая то безвкусная.
-
Картошечка своя правда в этом году не особо много ее , морковка тоже своя и чесночек для зрения сварщика самое оно , сметана не домик в деревне и не в какое сравнение , сестра свою подгоняет иногда , помидорка с огурчиком пока тоже свои но уже последки . У вас аппаратура сложнее чем смеситель газов , не нужно прекращать это

-
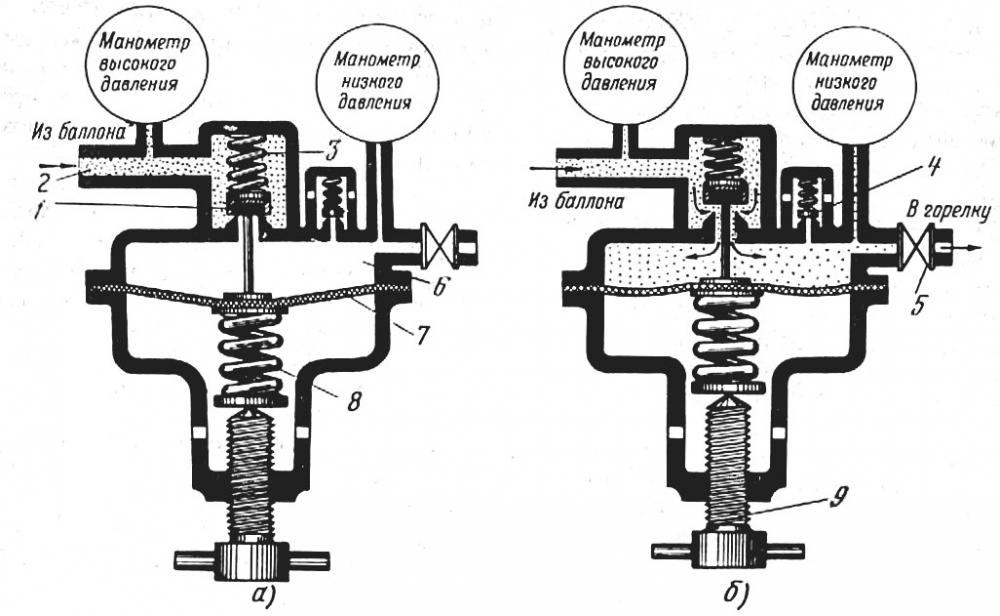
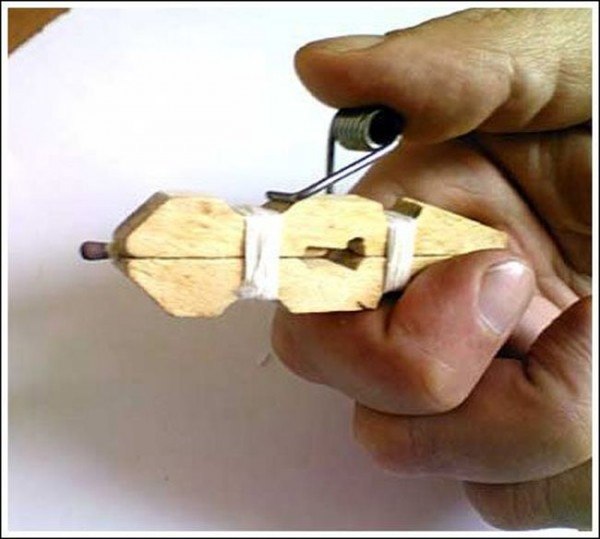
Сергей , я тоже в принципе не понял что у него показывает электронная игрушка (где то видел такую в инет магазинах) , но он регулировал под себя редуктор. Сейчас видишь какие стали делать без барашка и считают что на заводе они оптимальный поджим диафрагмы выбрали , но это не так и на старых добрых редукторах крутанул барашек и усе , здесь нужно ключик ослабить контр гайку потом шестигранник и тогда только возможна регулировка. Они сейчас там не чем не заморачиваются и на бумажке можно что хош нарисовать и по сему берете ключики и под себя не чего сложного нет.
-
@bkn1, Просто нужна регулировка вашему . А поведение у него верное и примерно одноступенчатые делают тоже самое при сбросе давления. https://www.youtube.com/watch?v=bFnMjK3V5cE
-
Вадим это точно невозможно и только в "порошке" оно или что то похожее есть в избытке.
-
@ugaida, Юрий , как то ко мне брат жены принес втулку от шнека снегоуборочника Китай которая держит пропелер на валу , лопнула а шнек новенький да и масла там и в помине нет . Завари да нет проблем на вид сталь , стал варить огонь, дым, вонизм , поднимаю маску а под втулкой лужа масла . Что за хрень , промываем уайт и снова сварка и опять масло , но в общем кое как прилепил и она и полчаса не отработала и на две части развалилась . Позвонил на завод Электросталь технологам так они в один голос и причем сразу сказали "порошок" и мы потом с Точмаш23 где то здесь не помню в какой теме обсуждали.
-
Юрий, и правильно подумал , "железная" или стальная втулка не когда не напитает в себя столько "масла" но это может быть и не масло . Да и Ал сплавы много не напитывают и я вот практически не когда не чего из них не выжигаю , а чернота и т.д это сплавы сейчас таковы гонят. https://ru.wikipedia.org/wiki/Порошковая_металлургия
-
 Виктор , вот его наверное надо было за место "зоны" , сразу Лехе ИБН-ХАТАБЫЧУ отправить он я думаю бы из него "человека" сделал .
Виктор , вот его наверное надо было за место "зоны" , сразу Лехе ИБН-ХАТАБЫЧУ отправить он я думаю бы из него "человека" сделал . -
@Вад11, Порошковая металлургия все глыбже и глыбже проникает в "одноразовые" (не ремонтопригодные и так задумано) моторы.
-
Николай , как это нету . Будет , мы чо хуже китайцев .
-
Не , ну моя только сварка и это совсем малая часть . Андрей , остальное от чертежей и деталей да и инструмент и под сварку ( замечательный стол сварочный) и т.д. твое . P.S. Плюс за мной , как только откроют . Да открыли бы пораньше кто этим занимается.
-
Ну не совсем абсолютная , так как для чистоты эксперимента надо хоть разов пять "поломать" , но какой не какой результат есть. Вот не как не найду советскую книгу куды то запихал , там все подробно про импульс и его преимущества , чешуйка к чешуйке и в результате крепче чем монолит . Найду , найду где то есть. Ну а пока можно вот здесь чуток почитать http://www.intertehno.ru/articles/c4/33/
-
!!! Вы в профиле имя свое пропишете , а то вроде свой сварщик а звать не знаем как . Ну и как в песне " Эх хвост чешуя не поймал ......" , не но мы сегодня кой чаво поймали,,,, не технологов кои ярые противники "чешуи" их похоже не поймать , все про них пишут но не кто не когда не видел где скрываются. Ну и по меньше слов , побольше дела и думаю сами разберетесь. P.S. Чешуя не очень вышла , тапки не кидать всему причина фотик который архи как мешает . PPS Ломать начал после 2х часовой выдержки швов.






-
Отверстие в раме есть ? , и похоже что его нет создается давление внутри кое не дает варить . Раньше даже на советских были кои еще были паяны латунью да и у поздних которые точно не тиг были варены а ПА (без чешуек и шов навален не мерено) , так вот на всех были отверстия и даже не одно для компенсации давления при сварке. Я вот у внука тоже не нашел отверстий , но варен чешуйками и в импульсе и если все настроено нормально то можно обойтись без них но это на новом металле . А пользованный вело и обычно трещину не сразу замечают и туды влага которая и не дает сварить и отверстие сверлим и должно все в норму прийти. P.S. Вот выше показывал нерж рамы варил в импульс режиме , но на двух или трех чуток задержался и взрыв желтый налет , электрод точить в раме сверлим отверстие 2мм и исправляем дефект, остальные без отверстий пролетели.
-
Обычно они трещат рядом со швом и чешуйки тут не причем, кстати они есть и будут и в линейном режиме . Варятся они хорошо и даже очень а пузыри от неправильной присадки, но после сварки требуется термообработка и отпуск но тонкое можно просто отжечь http://www.lincolnelectric.com/ru-ru/support/welding-how-to/Pages/chrome-moly-detail.aspx После ПА и даже импульсного шов гладенький если не применять спец движений горелкой , что на вело да и на мото раме не прокатит ну очень много металла набросает и шов скорее под БТР сгодится . Импульс ПА дает чешую только с двойным импульсом и на Ал сплавах , двойной для этого и создали да и не кто из заводов не будет варить черную раму с двойным Сергей , ну не будут крутые производители супер вело размениваться на чешую жертвуя качеством , все испытано и проверено . Да и нет на вело рамах крупной чешуи , средняя и которая точно не проигрывает мелкой.
-
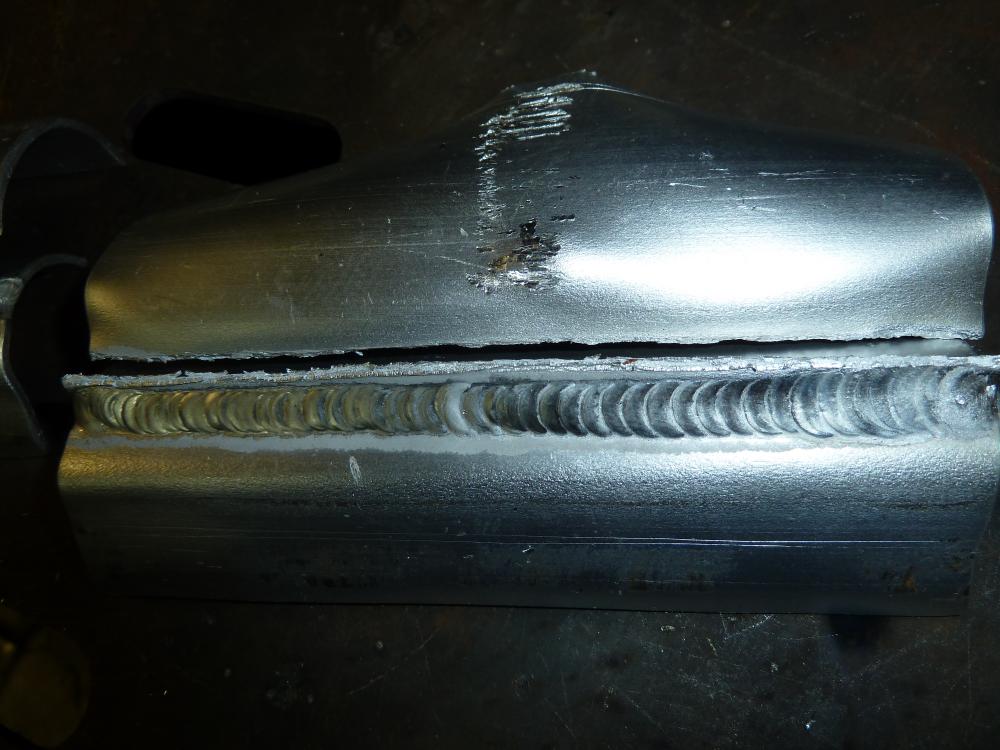
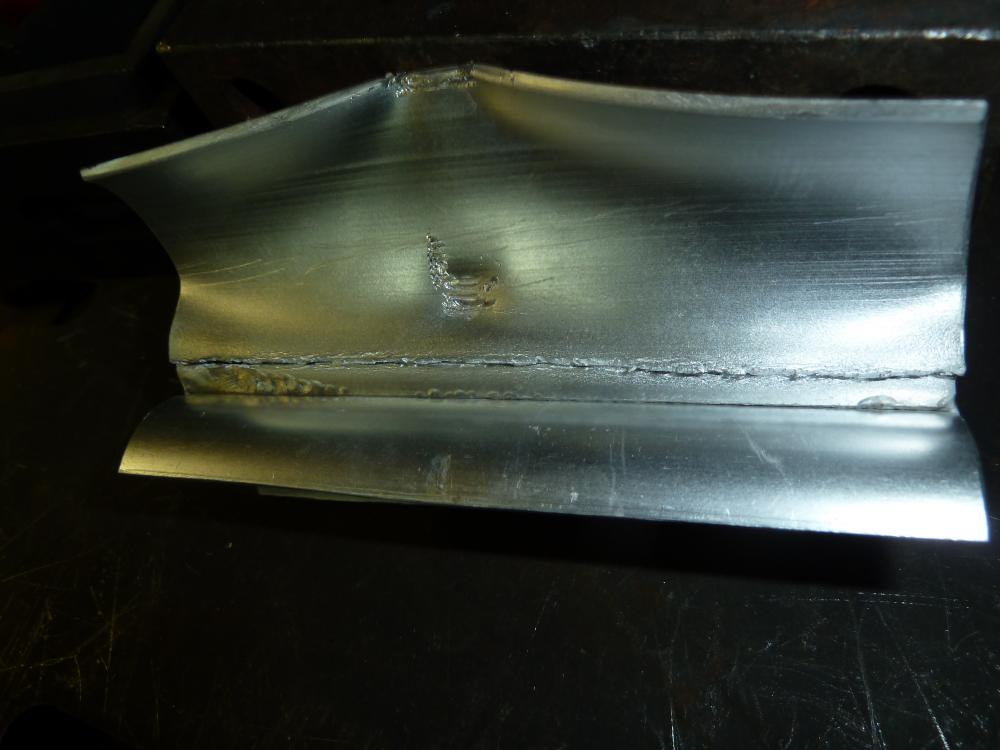
@мутный, Борис , первое фото и я просто не понимаю чем и как они это сделали, второе фото напыление и в этом я не мастак и пропустим мимо ушей. Четвертое и пятое ваша сварка и ..., вывод Краснодар столица но не сварки ,,,,, , Славянск - на Кубани
-
@Менгон, Да , о чем вы это, у УЗК и Гамма контроль могут очки на лоб полезть от плотности импульс швов кои имеют определенную чешую . каждый шов имеет свое предназначение и понятно у АБН толщины и т.д. А вот малые толщины и средние чешуя имеет преимущество и существенное и вам я это докажу . Вот поеду на выставку и забегу в Зенит и сделаю фото, там очень дорогие вело есть под 500к.р. и на всех швы с "чешуей" так как на тонком и среднем они выносливее сплошных , но не стали бы портить себе репутацию фирмы продающие вело по 500к.р. с плохими швами. Кстати среди дорогущих в основном таковы и нагрузки у них максимальны Время идет вперед и критерии поменялись кардинально , в прочем найду в книге советских времен есть об этом . P.S. Чуток можно здесь почерпнуть о "чешуе" и она в основном в импульс режиме достигается , но я выложу полное преимущество из СССР книги . http://welding.kz/img/cms/lessons/lesson_6.pdf