selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Спасибо!!! Он под защитой Ар и выгореть не мог тем паче один из самых стойких WZ8 , впрочем не знаю и такое первый раз. Горелку проверил все в норме , поставил другую цангу и электрод WT20, все работает как прежде , но капризов горелки или еще чего (три аппарата сразу вместе просто не могли глюки выдать) я так и не понял . Сопло отремонтил и оно еще метров 10 швов положит. Ну и не много совсем нерж , работы много времени нет фотки делать.

-
Костя , живая или все . Мне тоже жалко , да медь такая жары требует не мерено.
-
 Алексей и снова ОХххх , да может было когда то так или даже есть и сейчас но скорее всего только ВПК. Я вот раньше шофером работал и в Москве почти каждый день и видел как строили мосты и эстакады , море арматуры через кою и кошка вряд ли пролезет , сварка и заливка трамбовка . Сейчас гастарбайтеры с проволочкой и крючками и арматуры в разы меньше ну и думаю этак лет через 20 этот мост или эстакаду кап. ремонт а может и под снос. Хрущевки сносить собрались , они еще 100 лет простоят , а вот современные "небоскребы" со скрутками арматуры уже начинают разваливаться , технология отмывания денег .
Алексей и снова ОХххх , да может было когда то так или даже есть и сейчас но скорее всего только ВПК. Я вот раньше шофером работал и в Москве почти каждый день и видел как строили мосты и эстакады , море арматуры через кою и кошка вряд ли пролезет , сварка и заливка трамбовка . Сейчас гастарбайтеры с проволочкой и крючками и арматуры в разы меньше ну и думаю этак лет через 20 этот мост или эстакаду кап. ремонт а может и под снос. Хрущевки сносить собрались , они еще 100 лет простоят , а вот современные "небоскребы" со скрутками арматуры уже начинают разваливаться , технология отмывания денег .- 949 ответов
-
- 11
-

-
Эх, Алексей где бы их взять лаборатории. У нас да не только и немцы грешат (смотрел их ролик ремонтили ковш прямо на пром. площадке) все интуитивно и кто что предложит , посоветовались приварили и почти всегда так бывает крепче заводского выходит и порвет со временем вечного нет ничего но опять заводское а это стоять будет. Вот как то док. фильм смотрел АПЛ (не помню может и золотая рыбка) и дал трещину титановый тройник в атомном реакторе , не один институт не взялся за сварку и только какой то военный заварил и даже гарантию дал , сказал в этом месте больше не порвет и тем самым спас АПЛ от длительного кап ремонта иначе бы пришлось демонтировать почти полностью реактор. P. S. Времена такие и все делают одноразовое и чем быстрее ремонт или замена тем лучше и больше прибыли у фирмы в коем подчинении и фир. рем. сервис. Вот есть знакомый один , он как что чуток заболит так к врачу , врач назначает личение и говорит вам бы еще показаться надо ну например к неврологу тот назначает лечение и к следующему врачу , мужик только деньги успевает отстегивать в аптеках а аптеки врачам за клиента , так примерно во всем. И нам бы надо сперва в лабораторию на анализ потом на металлобазу клиента за супер металлами , да и к Есабу за хорошей проволокой и возвращайся на сварку , и представляете доп доход сварщика от смежников за "клиента" ,..... не сварщик все сам
-
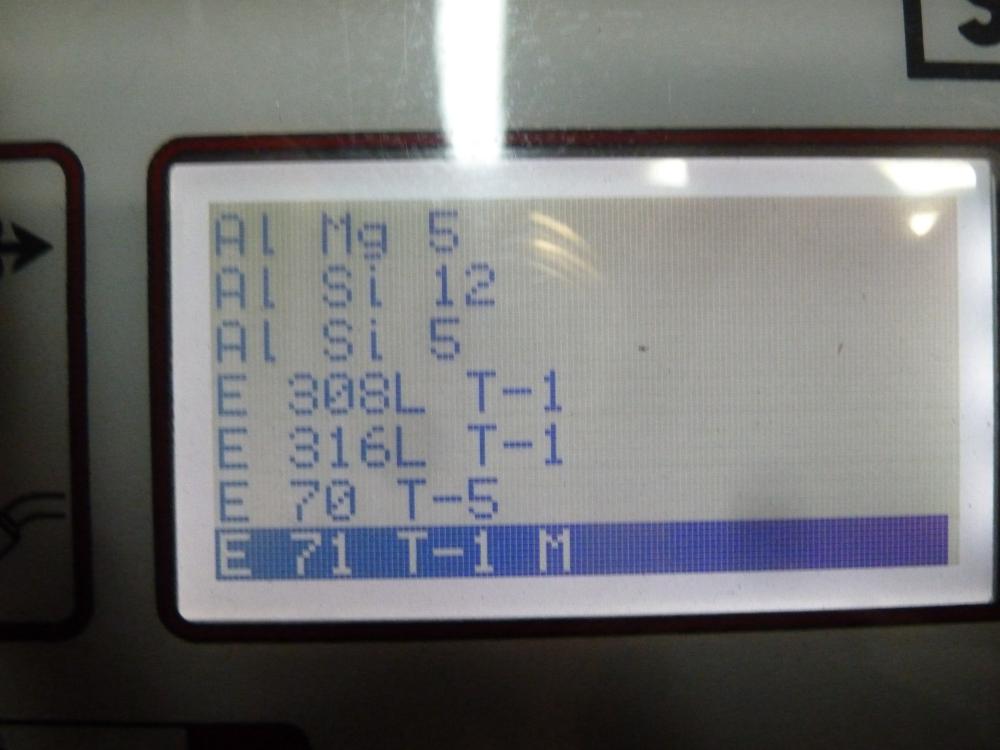
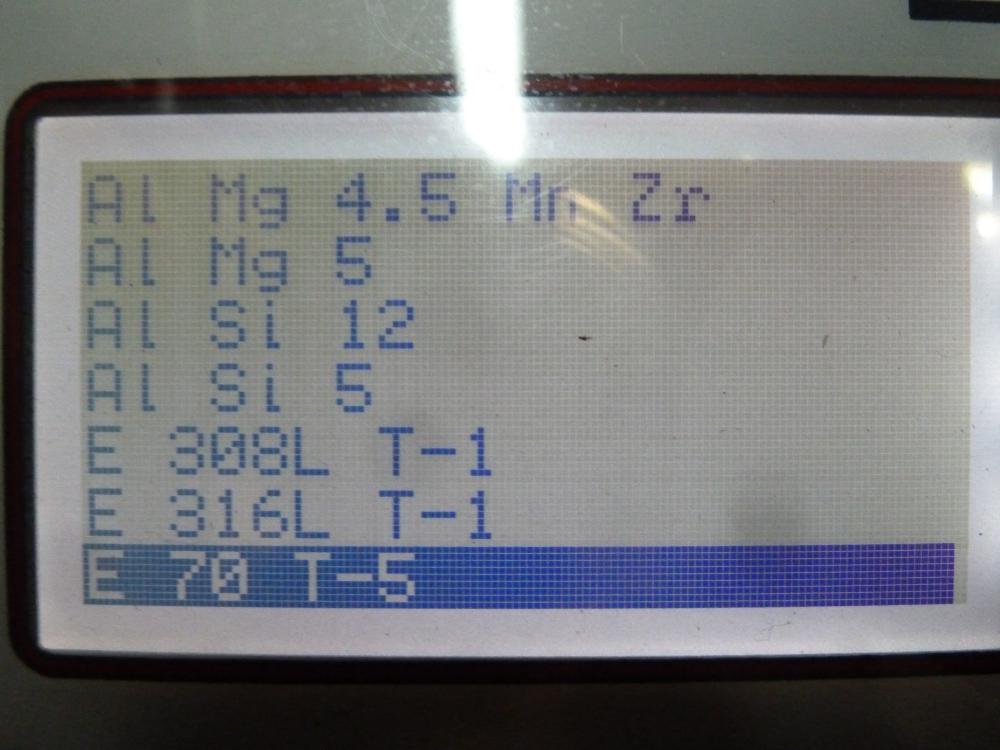
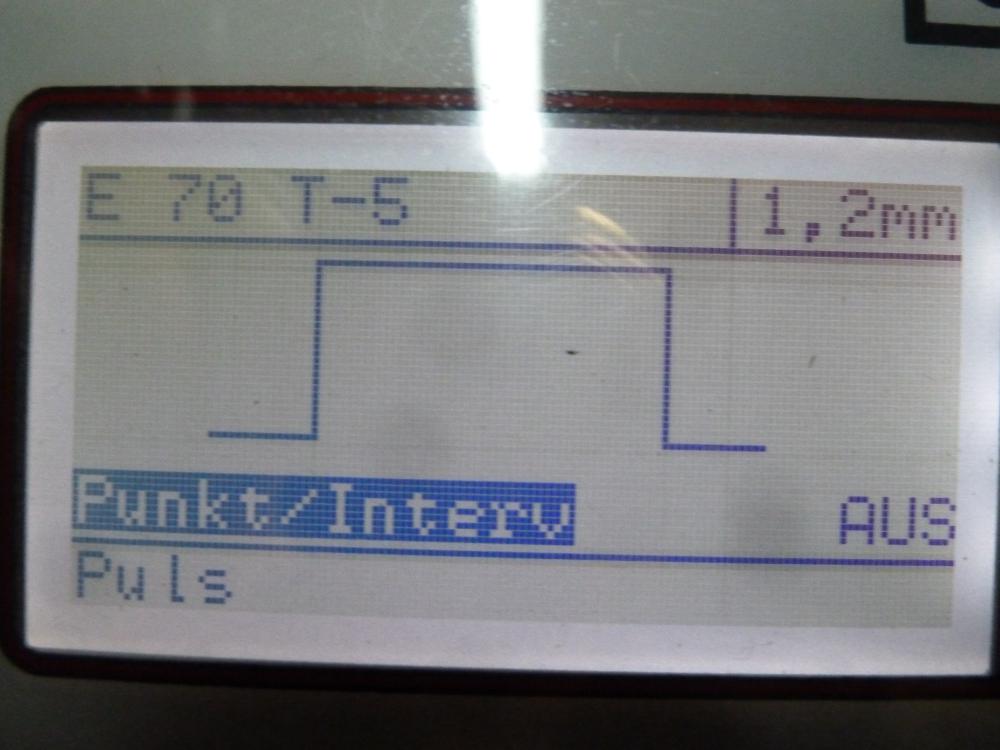
Ну если это то пойдет , только взгляни на аппарате есть 08мм выбор , впрочем если 1мм есть то коррекцией скорректируешь и должно пойти. P. S. Тебе придется перематывать на другую катуху , такую малютку на свой не поставить . В общем сбегал в гараж и сфоткал два вида порошка в одной нет пульса и это выдал аппарат в другой есть . Диаметры не густо только 1.2мм , но 1мм можно знаю синергия вытянет, чуток обману и усе ОкеЙ
-
Виктор, ширпотреб не бери, да и куды ее воткнешь в своего монстра , места не хватит , скорее всего эта проволока без газа варит и рассчитана на аппараты типа тельвин . В пульсе порошок тоже работает , да ты на своем открой материалы и посмотри и можно даже выбрать и аппарат покажет есть пульс или нет, марок в Меркле забито много.
-
Сергей , мы сварщики и оправа с пружинами думаю по силам . Можно и вверх ногами , но тогды надо очки типа " Военлет"
-
Костя спасибо, керамика есть. Удивило одно и первый раз такое (горячие разлетались но там из за перегруза) , выстрел и сопло пополам а оно холодное и я только увидел через пробоину как электрод меняет цвет от ярко белого до красного и потом превращение в черный то есть на выброс и он. Ждем выставку и у АГНИ на выставке куплю , у них к выставке и шлейфы супер не уступают евро и америке нечем . А старушку завтра еще полечим если конечно найду болезнь ,
-
Не очень удачный день сегодня , сломался мой " Калашников" И пришлось достать и работать " Дробовиком 18 века " по другому ее не назову , архи не удобно и на швах сразу сказалось. Все еще началось вчера , на Ево работал и смотрю поджиг идет из нутри горелки , переполошил ребят с Евоспарк но уже извинился и аппарат не причем. Сегодня достал Форсаж и на нем такая же хрень поджиг из нутри горелки куча искр и пару раз поджег и пошел отстукивать импульс , но на электроде шарик как на АС токе . Включил Селко и на нем такое же , и даже при очередном поджиге выстрел и от сопла кусок отвалился , а оно не старое и с ним все хорошо то есть было без дефектов. В общем подсоединил " дробовик" и все три аппарата вошли в норму. Прозвонил шлейф и все звонится и предполагаю что что то в голове у АГНИ не то где цанга вставляется не знаю есть там какой изолятор али нет, и может кто знает. В общем надо новую Агни , старушка думаю уже не оживет. С дробовиком тоже справились но по времени дольше , а по удобству вообще не как.
- 1 794 ответа
-
- 19
-
-
@Вад11, Вадим , ты меня балуешь . И конечно СПАСИБО Давай на выставку готовься и у меня заодно побываешь , а поговорить мы найдем о чем .
-
Алексей , давай 1мм мне с головой хватит ее и буду очень признателен . О цене в ЛС отпиши.
-
Я не торцевал и поэтому не знаю , все заказчик делал ,,,, мое только сварка. Вот сегодня чуток поварил.
- 1 794 ответа
-
- 23
-
-
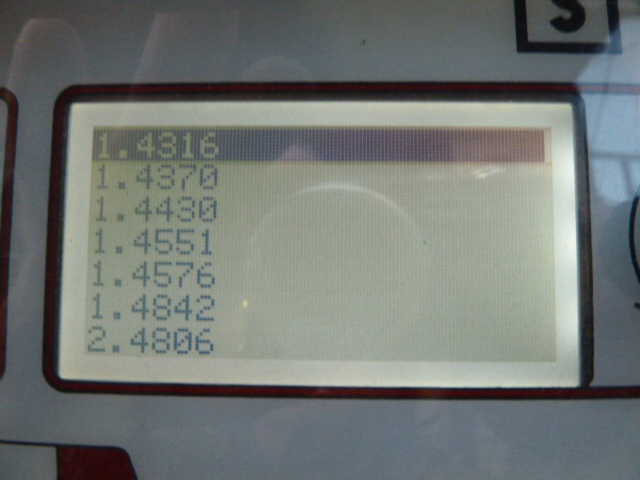
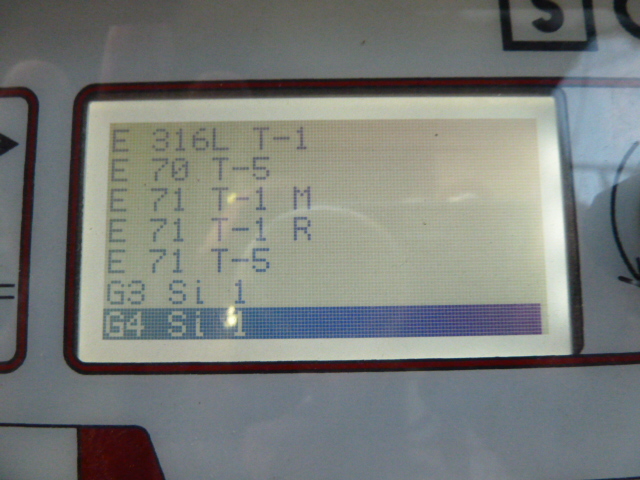
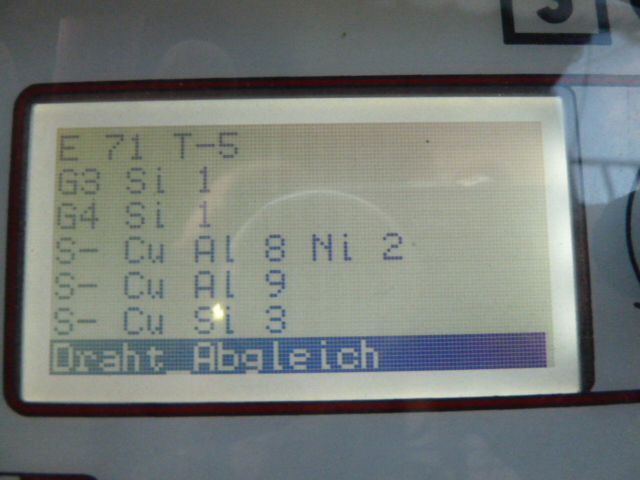
Да вот они Вот этого не надо , пульс надо самому под себя настраивать и есть море вариантов . Синергию делают программисты конечно с пробой но не всем она подходит. Да под номерами и я их знаю на наизусть, но можно и не выучивать их , так как дисплей в придачу номеру отображает параметр . Да и есть ячейки 64 шт в которые можно загрузить все необходимое и интересное (иногда бывает так настроишь ) с кратким описанием . Вот так три 99,9 во всем и не каких ограничений , Свобода.
-
Эльдар , пока не могу рассказать . Как все соберется в единое целое и если заказчик позволит то покажу, впрочем он может и сам все расскажет и покажет.
-
Володя ....., ты что то знаешь ??? , давай рассказывай. Наверное воскресные уроки сварки Игорь тебе преподавал и швы не его а твои.
-
Сергей вот ломаю голову, а после сварки пасту как из трубы удалить . Она прожариться и промывка думаю ее не возьмет. Ну эти все пасты и нано - технологии Чубайс все пропустит и ему главное деньги получить за работу... , и думаю лучше старого доброго поддува еще не чего не придумали. Ну и покажу трубу , стояла на газировке Черноголовка , машины меняют и обвязку новую делают , так как со старой не стыкуются. Варил не я мне просто кусок притащили вырезанный.
-
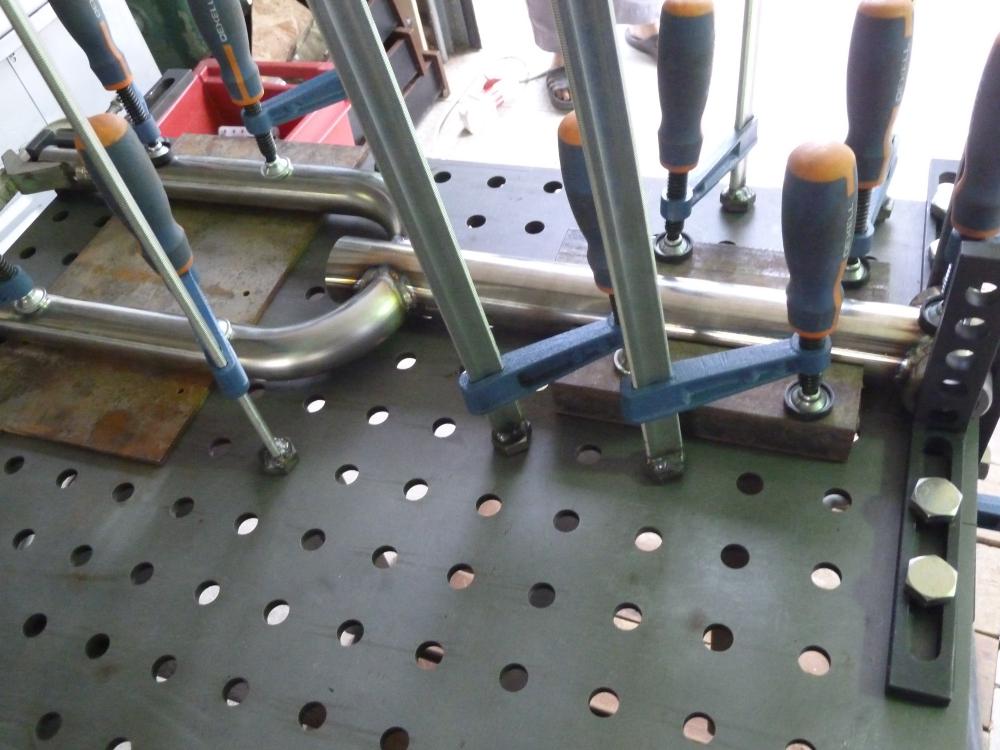
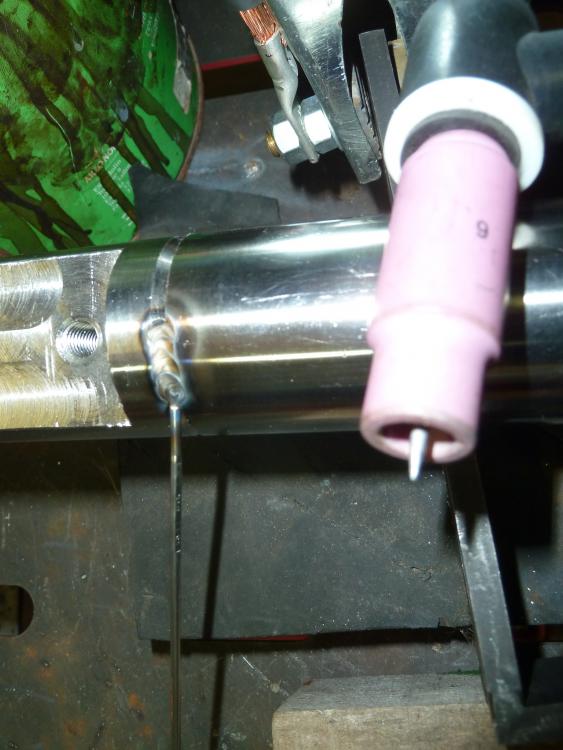
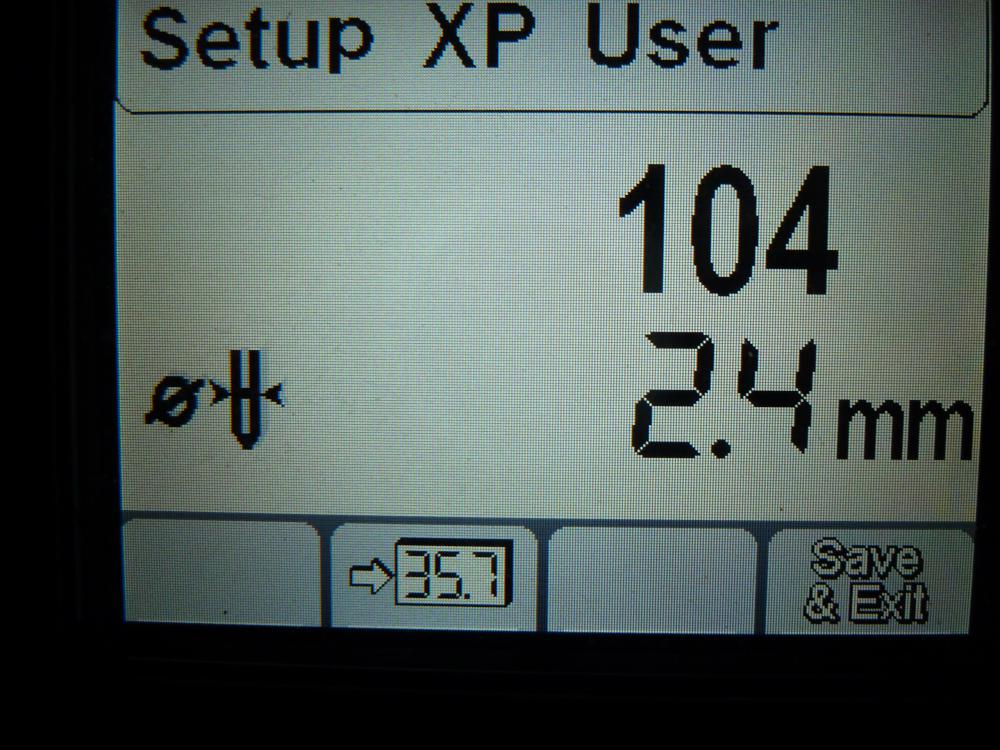
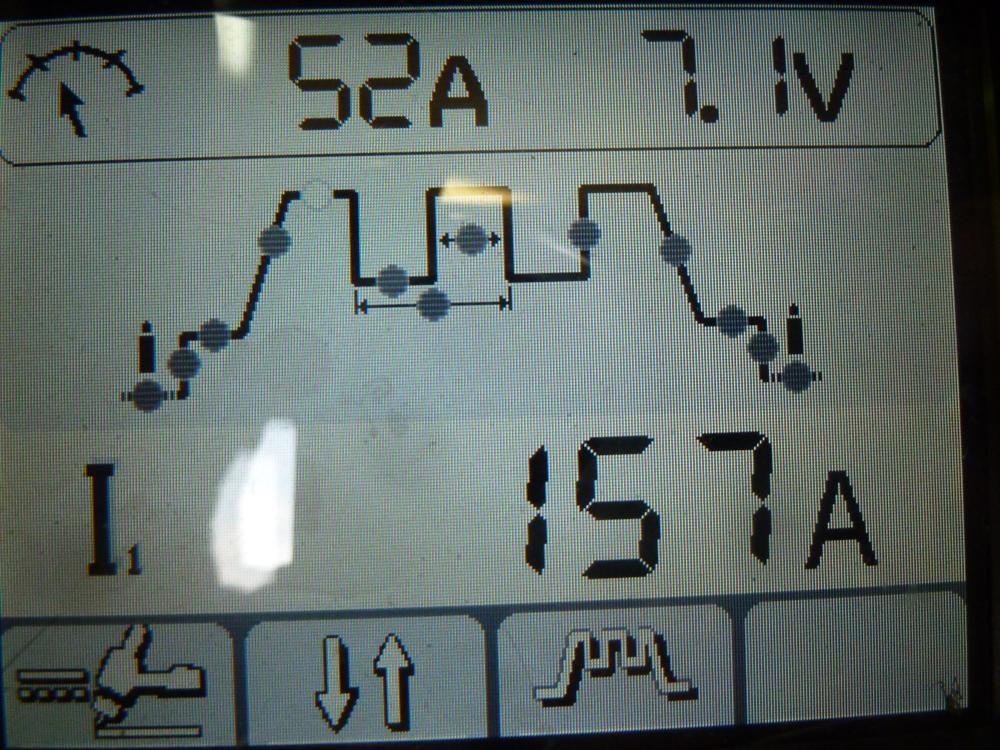
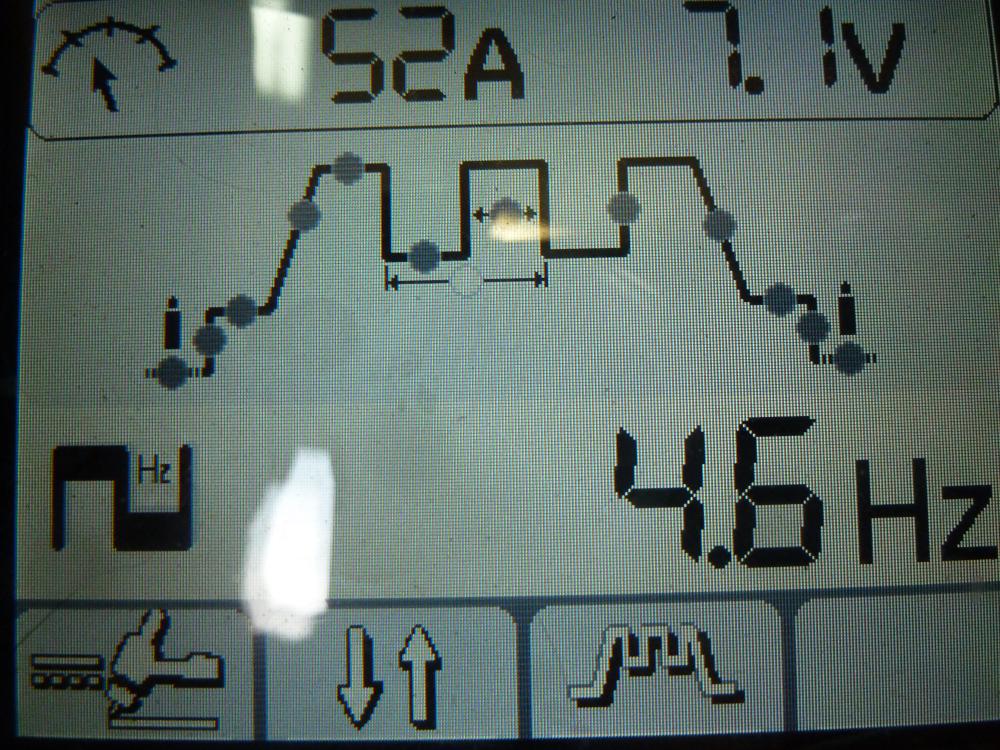
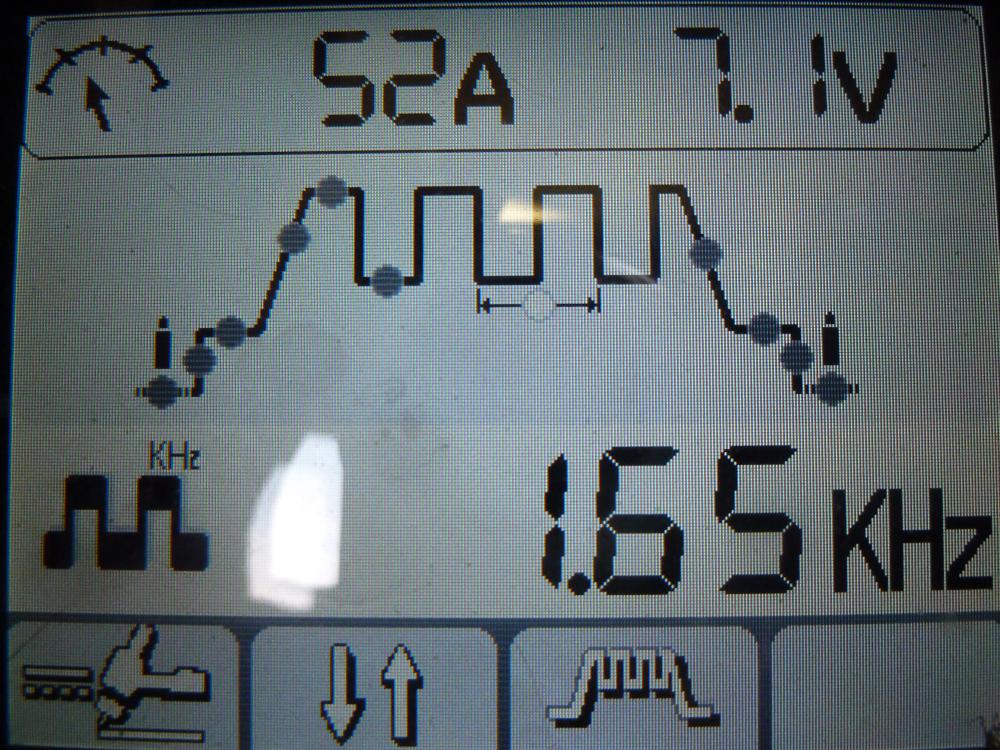
Э....хх ,, нержзавеечка. 304 , труба 51х1,5мм . 100 очков аргону , пост газ 15сек и он основной пожиратель , да расход при сварке 8 литров . Присадка 316LSi - 1мм , толще для импульса и не нужна. Завтра за баллонами менять. Соскучился по Selco и им варил , импульс , ВЧ импульс, ручной импульс. импульс ток паузы частота время пика ВЧ импульс ток паузы частота кондукторы , заказчик просто супер сам все придумал сделал на высшем уровне и помогал мне. Ну и сама работа в разброс , что успели (аргон кончился) , завтра продолжение Ну и на завтра заготовки
- 1 794 ответа
-
- 24
-
-
Это уже для него не глыбоко , а почти мель :P .
-
Я не говорю что сразу Селко надо (мне вот уже Феррари точно до конца дней не укупить , но в 2008г был помоложе и решился он то есть аппарат и по сей день Феррари , правда цена была 160к.р. но по тем временам тоже бешеные деньги) или что то схожее , но стремится к этому надо. Для начала определить чем и что будете делать и от сего плясать с выбором , я изначально для себя решил что аппарат под моим управлением должен уметь все и Итальянцы не подвели и создали такую замечательную машину .
-
Ну и я теперь выскажу свое мнение по выше изложенному, цитировать не кого не буду. Вот мое мнение общее о сварочных машинах и возьмем за эталон Селко и не потому что он у меня есть а потому что он реально крут и не имеет ограничений в настройках то есть от мин до мах я могу выбрать от 100% до 1% любой параметр (200% есть но считаю это не корректным и списываю это на разработчиков , видно им так удобнее. Ну судите сами 220А мах и 200% я уже не выберу и поэтому на дисплее должно было бы так среднее 0% и в обе стороны мах 100% ) и это как Феррари . Представьте купили Феррари а у нее ограничения . Ну и теперь чуток о Форсаже и Гроверсе. Форсаж впереди по любому так как не имеет ограничений по частоте и волне тока надо 20гц надо 300гц , спросите а зачем , нужно еще как нужно точность дуги и сила проплавления увеличивается в меньшей по объему точке и посему точность сварки на высоте и не обязательно тонкого , у Миллера старшие модели выше 300А подняли частоту до 400гц и есть видео подварка блока ДВС с ювелирной точностью . Форсаж , импульс просто супер и сравним с Селко , и это не голословно и смотрите тему. Одно у него пока не совсем в порядке это поджиг , который переведут на DC - , или сделают выбор как на Евоспарк , но пока нет такой возможности так как предприятие ВПК и в первую очередь системы кои просто "убивают" корабли и прочее как это было с Куком в Черном море. Ну и чуток о Гроверсе , аппарат не плох , но имеет много (для меня ) ограничений кои я ненавижу (и самое главное не обозначены эти ограничения в мануалах и изначально вводят покупателя в заблуждения купил привез включил бац и ограничения коих не ожидал , сдать проблема тех. сложная и Г еще тот) , Феррари так Феррари и не каких ограничений , я сам знаю какой режим скоростной и т.д. выбрать , Машина должна слушаться меня и не диктовать мне условия. И если бы не Алексей который многое сделал и сделает для Гроверс и выведет его на новый уровень , то он был бы такой же непосредственный Китаец как многочисленные собратья.
-
Дорого даже очень дорого , хотя они этого стоят. Вот спецом выбрал без блока охлаждения и младший брат 2200 http://www.svaga.ru/catalog/apparat-argonodugovoy-svarki/genesis-1700-ac-dc-1x230v-lcd-3-5-invertor-dlya-argonodugovoy-svarki/ 2200 будет еще дороже , впрочем и Кемппи с "хорошей" многофункциональной панелью тоже не дешевле будет.
-
И это тоже , я про керамику. Но по большей части , пора точить ляктрод но не охота и потом темы про поджиг. Я понимаю Виктора он под бочкой или в бочке и токи под 400 и ему конечно надо супер поджиг , иначе он за день так напрыгается. Кстати если грязный или в клочья электрод то и Селко и Кемппи и другие могут капризничать , впрочем есть один сундук китай (их названий море и не помню с каким ко мне приезжали) этот подожжет что угодно но и с ним на тонком тоже будет мучение он пробивает насквозь уже на поджиге.
-
Андрей про ПА говорит , в аргон двойных импульсов пока нету да и не нужны они в них
-
Интересно , но что то мне импульсные ПА из Китая пока не очень нравятся своим импульсом, вялый он какой то у них . Вот Хелви , хорош импульс зарядили в 220 аппарат , могли бы наверное и двойной но думаю дорого бы вышло и спрос бы на много меньше был.
-
Не знаю, Гроверсом не работал но знаю что тоже ломаются и не по одному разу. Ну и немного в защиту Форсаж, работал , да есть один косяк и это поджиг и то меня не сильно напрягает , что касается надежности , то который у меня да и у Вадима (ВАД11) уже три года и не каких поломок, да и у других верой и правдой . Многие в поломках аппаратов и не только Форсажей но и крутых брендов повинны сами , аппарат требует ухода , после сварки дать поработать и даже после выключения вентилятора пусть пять мин. сеть включена так как вентилятор может включится повторно , датчик отключил но может опять включить он мерит темпер. ,