selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
@misha88, Да подтверждаю что осциллятор есть, правду сказать я электродом пробовал лет 15 назад , а вот алюминий не пробовал. Михаил , а интересно осциллятор после розжига дуги отключается или в работе постоянно?
-
Думаю сейчас уже "необычное" придумать трудно , да и у Вадима аппаратик и думаю расскажет. Необычное должно наверно в этом быть , жечь усе и все ляктроды что ему предложат (я вот в ММА не силен) , но как то товарищ приехал и говорит моя Ресанта (вроде 200а у него) ну не как не хочет жечь УОНИ и дай у тебя заварю , включил ему Selco на ММА и говорю сам вари , сварил и опосля говорит " я в шоке , она то есть Selco даже не почувствовала что это УОНИ и втрое меньшем токов жжет их , а моя Ресанта и на 200 зажжет- потушит и так до бесконечности. ВОТ это и есть "необычного"
-
Не но бывает со всеми , но своей репутацией они дорожат и вот выпустили аппаратик но с огрехом и продажи приостановили да и те что проданы были собрали на доработку.

- 31 ответ
-
- 1
-

-
Михаил , вот смотри что дружок прислал из Германии . Вот настораживает только одно , плата настраивается по желанию заказчика, но в аппарате должно быть забито необходимый перечень программ и может они имеют в виду доп. программы , ,,, или или переводчик так перевел. По цене вроде и не дорого , вот только не знаем каковы налоги у них. Спрошу сколь будет стоить с налогами ну допустим если бы он покупал , ну и "желания заказчика " разузнаю .
-
Ну да так и должно быть , ну чуток добавлю . От настроек баланса если конечно правильно выбран диаметр электрода к току, то всякие розочки и разрывы не должны быть и главный критерий тут пост газ и многие экономят и уже писал что сам вольфрам намного дороже чем газ и если он хоть раз окислился то его качество упало наполовину даже после переточки . Конечно много аппаратов и особо китай где постгаз 10сек максимально и это совсем мало для средних токов , я вот на 70А пост газ выставляю 7сек. Ну и конечно само качество вольфрама да и газа (аргона, гелия) играет тоже не малую роль.
- 723 ответа
-
- 11
-
-
Не, ну вам показали сколь много лотов и по сему вам или надо пояснить о чем речь или или......
- 31 ответ
-
- 4
-
-
Схема то одна и может и детальки одни и даже с одной страны , но не в этом дело а в чем то другом . И вот примет возьмем один и тот же аппарат да и горелки и один сварщик творит чудеса а другой ........ http://websvarka.ru/talk/topic/11845-grovers-mig-200c-problema-s-podzhigom-dugi/?p=364855 Ну и Форсаж-электронщики умеют создавать и пусть есть огрехи (они кстати у всех есть) но не такие как у китая тем паче дешевого и вот у меня уже 4года и работает на уровне Selco и я уже даже не парюсь каким варить .
-
Усе может быть , но для этого и учат или сами обучаются чтобы не было такого.
-
 Михаил , вот такую бы но но........ и по сему покупай вот такой диск или может есть аналоги и правду наверное тоже не дешево , отрезную я тебе дам 300мм диск.
Михаил , вот такую бы но но........ и по сему покупай вот такой диск или может есть аналоги и правду наверное тоже не дешево , отрезную я тебе дам 300мм диск. -
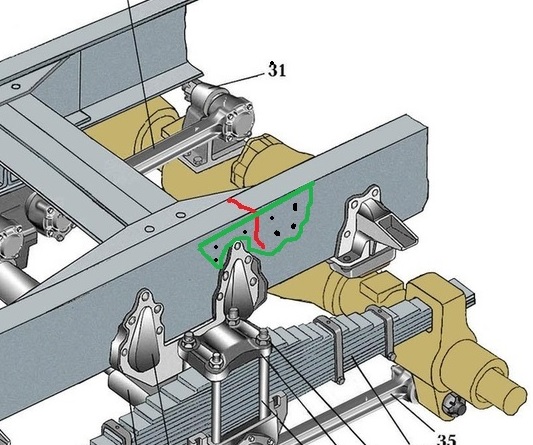
У нас на заводе кран Краз был он от старости и так уже прогнувшийся как старая лошадь был и в добавок трещина пошла примерно как здесь . В общем тоже зима и крановую снимать не кто не желал , да и под списание весной его , но полечили накладкой 10мм и болтами , но прежде трещины разделали и заварили РД .
-
Антон , че говорить и думаю бесполезно . Вот первое видео о пайке Ал рамы и это полный отстой и это даже не пайка а размазывание и перевод в некуды материала и усе отвалится только отверткой поддеть. Вот как то просили заварить клапанную крышку прямо на машине да и ехать в Москву , отказал сказал снимайте и ко мне, принцип на машине не варю . Но крышка хитрая заодно с постелями распредвала и решили они ее запаять на месте купили припой и три дня мучались израсходовав припоя только на 4000р ну и кое как залепили конечно не герметично . Приехали , ну и касание отверти и весь припой отлетел , в общем заварил за 15мин и вот сейчас не найду показывал здесь. Что касается второго видео и спецов от туда , то похоже они много и не паяли , хотя в руках крутил паянную раму советских времен и она под такую технологию и создавалась. Ну и пусть дальше продолжают паять и когда нить нарвутся , им лень разбираться в сталях и присадках да и сварке похоже они тоже не хотят учиться.
- 41 ответ
-
- 5
-
-
Какой припой конкретно, и у Кастолина есть несколько видов под алюминий. https://kipiahu.ru/chem-payat-alyuminijj/ Но предвижу что флюса который замурован в проволоке не хватает для удаления пленки и по сему может надо доп.флюс использовать. P.S. Ну а по хорошему ,,, сварку не кто не отменял тем паче 7005 Т6 капризный и к сварке . http://outdoortime.info/archives/2753
- 41 ответ
-
- 2
-
-
О, и это Сила еще та особо если перегретый пар запустят , отлетает все старая м новая краска про мазут и говорить не надо и да после энной машины можно смело варить так как и запаха горючего не остается. http://nasospt.ru/parovye_ustanovki_ppua/parovaya_ustanovka_ppua_1600_100/
-
Да много их раньше было и ацетиленовые тоже двух ступенчатые были и они более безопасны и вот расскажу такой случай . Когда работал шофером, сидим в курилке стол скамейки время обед начальник и слесаря играют в домино и рядом ворота открыты лето , в глыбь бокса метров 10 от курилки территория сварного и сварной решил перевыполнить план и что то резал или варил газосваркой на самосвале и в какой то момент щелчок и по боксу в сторону курилки летит "шаровая молния" огненный шар довольно большого размера с ревом и шипением .С курилки всех как ветром сдуло и кто то даже кричал "караул" , позже на разборах в той же курилке меж шоферов и слесарей выяснили что "караул" кричал начальник унося ноги . Сварной конечно молодец и не растерялся схватил шланг где то в середине его и перегнул на сколь мог , огненный шар поменьше стал и не такой "прыдкий " ну и сварной с пережатом шлангом к баллону перекрыл ацетилен и усе закончилось . Ну и естественно главный инженер по ТБ и комиссия , ну и поменяли все редуктора что есть на заводе на двухступенчатые , обязали шланги связывать меж собой (у нашего были не связаны да + длиннющие что бы баллоны не катать он на улицу одну горелку таскал , ну и не каких проволочек на крепление шлангов и сделали спец хомуты на весь завод . P.S. Начальник неделю не выходил играть в домино и только после вывески приказа на доску запрещающего сварному в обед варить , стал посещать курилку . http://oitsp.ru/welding_article/reduktory
-
Вот почитайте и посмотрите здесь . Это я к тому что можно найти СССР редуктор кислородный , но вот такой как на фото с люминиевой приставкой и это означает что он двухступенчатый и работает отлично на аргоне и СО2 , бывает на авито такие выкидывают и самое главное не дорого . Поспрошайте в гаражах коллективных и думаю найдете , у кого то точно валяется без дела . http://websvarka.ru/talk/topic/3365-reduktory-gazovye/?p=364155
-
http://websvarka.ru/talk/topic/10023-material-ot-miller-ponimanie-vakh-i-raznitca-mezhdu-mma/page-1#entry284749
-
Очень большая диафрагма и это означает одно , точность и еще раз точность работы , тем паче он двух ступенчатый и по сему у него такова цена. Описание Редуктор двухступенчатый для аргона GCE MultiStage S2+ Редуктор двухступенчатый для аргона GCE MultiStage S2+Редуктор однокорпусной баллонный газовый двухступенчатый MultiStage RG S2+ предназначен для понижения и регулирования давления газа, поступающего из баллона, и автоматического поддержания постоянным заданного рабочего давления газа. Редуктор изготавливается в соответствии с требованиями EN ISO 7291, EN ISO 2503. Редуктор выпускается в климатическом исполнении УХЛ2 для типа атмосферы II и группы условий эксплуатации - 3 по ГОСТ 15150-69, но для работы в интервале температур -25 + 50 С . P.S. Вот если найдете такой СССР и он двухступенчатый то берите не медлите да и в гаражах думаю валяются у бывших сварщиков и дорого не возьмут. но сие изделие из СССР работает лучше чем выше показанные усе , кроме конечно который за 20к.р с лишним и тот конечно не уступит первенства.
-
Антон , как то вот по этой осени , холод , дождь , привозят бак АЛ от самосвала на такси , водилы и их двое пробили-прорезали дырищу его арматуриной или еще чем в карьере . В общем вся соляра вытекла , они сами с Братской Белоруссии на подработках да и живут в своем самосвале (кабина позволяет да и деньги не надо платить ) , так вот задрогшие , бородатые машина имеет один бак и наняли такси и ко мне 100км из Киржача (не знаю где мой тел. раздобыли) , ну и ради бога помоги а в баке соляры литра два три плещется . И конечно в мыслях но и выручить надо, помрут на холоде да в дали от Родины (такси стоит деньги бегут) , закачал я в него СО2 сколь влезло да и при сварке качал . Мысли худые прочь , водил выгнал из гаража , заварил и пока варил они сгоняли на такси в Пятерочку , пива притащили , какой то рыбы ну и вместе мы обмыли это дело . Уехали и потом дня два СМС присылали и благодарили. P.S. ну а лучше конечно так не делать и просто пожалел людей продрогших , да и денег и это верно замечено , всех не заработаешь.
- 3 962 ответа
-
- 16
-
-
@Loafer, Вот совсем другое дело . Вот что значит хороший аппарат, с хорошим стартом и т.д. Ну и наука тем кто в поиске аппарата , особо для автожести и т.д. . Как то в 90х работал в автосервисе и был у нас жестянщик он же и сварщик по жестянке и ПА у него свой был , так вот наварит таких "ежей" а потом два дня болгаркой вычищает это безобразие . Был в сервисе и хороший ПА и говорим вари этим ,,,, а нет он к своему привык да и как же без болгарки он будет и она главный инструмент у него была не выпускал ее из рук.
-
Михаил , у нас тоже не разрешают и так же как везде швы убирают в ноль и скажи у нас можно откупится при техосмотре да и наши так чтательно тех осмотр и не делают фары горят , ааптечка есть , тормоза на стенде в норме (вот тут они тоже не особо обращают каково усилие колодок и от сель тормозной путь и главное на мониторе колонки колес если примерно одинаковы по высоте то есть разность сил на колесах , то + ставят , и только если эта разность уходит больше четверти от других колес вот тогда и - поставят ) и езжай с богом. Да и не одиноки мы в ремонте дисков и вот видео море по всему миру и даже есть с адресами где это делают Да тащили в 90х и начале 2000х , сейчас у них дороже чем у нас и запчасть сейчас или китай или оригинал (хоть стали спрашивать - что хотите ) А вот БУ диски я не когда не покупал и не буду , кот в мешке еще тот ,,, например пусть он даже не варенный но был здорово побит и кривой , поправили для продажи и скорее всего через пару недель он начнет восьмерить или бить . Вообще я вот особо не понимаю правку сильно изогнутых или восьмерящих дисков так как они опять при езде отклоняться от своей геометрии - металл вытянулся в другом сжался и может есть технология но думаю без термообработки не получится. вот привозили подварить и заодно отвез в шиномонтаж на правку так вот поправили но сказали что через неделю лн опять такой же будет . Ну и 60 евриков на наши 4500 и это нормально и для нас . Вот я брал и 7000 вот за это чудо , но это как сказал хозяин чисто япония и один не заказать только комплект да и стоит он где то под 30кр . Так что ездит на вареном уже 2года и усе в норме , да кстати одна покраска диска после сварки по новой ему обошлась в 8000р .
- 3 331 ответ
-
- 13
-
-
- технологии
- TIG
- (и ещё 1 )
-
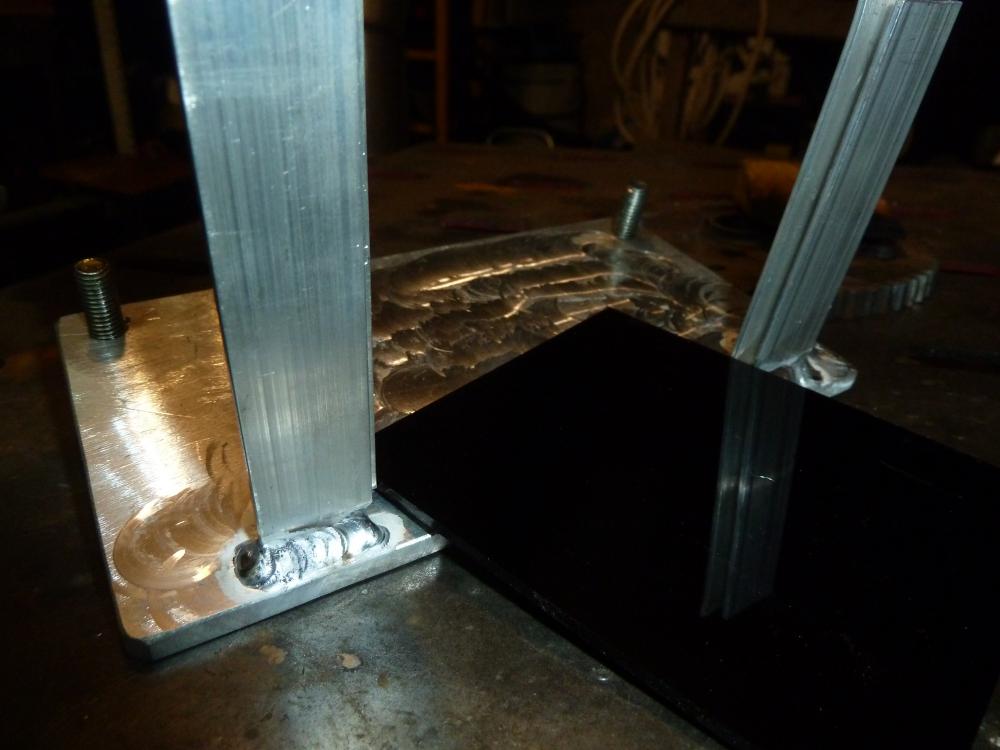
да и это точно . Да, бывает, что и не удаляет... А в некоторых случаях-и останавливаться нельзя. Вот, я сегодня, руки трясутся после праздников, но соскучился и надоело слоняться из угла в угол. И ящик ТВ надоел с одними и теме же рожами, но работы нет и похоже усе еще в празднике. Ну, решил я новую подставочку под стеклышко для фото сделать , а руки-то трясутся и наловил окислов с воздуха и остановится нельзя . Ладно под стеклышко сойдет.
- 3 331 ответ
-
- 8
-
-
- технологии
- TIG
- (и ещё 1 )
-
Вот такое может с любой нерж произойти и охрупчивание околошовной зоны , да плюс играет бак при заправке водой и опустошении его и правильно написал Минимальное тепловложение да и если возможно , то только с поддувом варим. Ну и импульс , голова всей нерж и он может быть и не 1гц и не 5гц можно и 50гц и вот скажите что это уже почти линейный ток , и это не так и 500гц делает свое дело с тепловложением и даже 12000гц тоже работает сжимая дугу и минимизируя до предела околошовную зону. http://websvarka.ru/talk/topic/1223-nerzhavejka-1/?p=227454 http://websvarka.ru/talk/topic/1223-nerzhavejka-1/?p=230648 ------------------------------------------------------------------------------------- http://volga-trade.ru/stali-sistemy-aisi-serii-200-300-i-400/
-
Игорь , вот сегодня поздно да и лень . Завтра раскручу обе болгарки 125 со смазкой шрус и вот шестереночки будут не сухими и даже не полусухими , и они будут в смазке , так как смазка шрус ну очень "приставучая" и не оставляет детали сухими даже с очень высокими центробежными силами и так было задумано иначе полусухой шрус более 500км не протянет и по первому заскрипит- защелкает ну и скором времени заклинит или провернется - рассыпается. Шрус очень нагруженная деталь и пусть обороты не столь высоки но там столько сил в нем работают и каждая пытается его "разодрать" и не даром в смазку запихали MOS2 . Очень Старый шрус разбираешь , моешь а шарики да и обойма после мытья слегка отдают коричневым оттенком и это и есть MOS2 который уже втерся в сталь и вымыть его не получится. P.S. каждый сам хозяин своей болгарке и как хотите , но я и в дальнейшем только смазка шрус в редуктор.
-
Сергей , а фотки от Хелви.
-
@Miners, Усе хорошо и так держать. Кто у власти ? ,,,,,, откройте человеку плюсики .
- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )