

krech
-
Постов
1 935 -
Зарегистрирован
-
Посещение
-
Победитель дней
55
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
Я просто для себя уточнить , у меня на новокупленной гарелке , вход и выход воды помечен синим и красным соответственно . и слив воды через силовой кабель.
-
А слив не должен ли идти через силовой кабель ?
-
 1
1
-
-
А как правильно делать? направление весьма перспективное да и ремонт не из дешевых, заранее спасибо за ответ
Часто привозят такие. Да, приблизительно так и нужно делать. Зачищать перед сваркой изъеденные места , также чуть снизу в каналах (воды). Потом, наваривая-как бы снизу поднимать, чтобы было "мясо" и после фрезеровки осталась плоскость под прокладку и не срезало ее в процессе обработки.
Частенько бывают возникают другие проблемы ( я считаю это из за литья - сплава алюминия ). Порой вывариваешь всю плоскость головки и не одной поры , на другой же головке и на 3 см шва после фрезеровки появляются поры , и варить приходится не один раз, чтобы избавится. Поры под прокладкой, как и царапины не допускаются .
Также настоятельно рекомендую ))) проверить головку после сварки на вакуум!
-
5
-
-
- Популярный пост
- Популярный пост
Так баловство ))






-
12
-
krech,спасибо! Значит, не ошибся-таки я в своём предположении относительно поломки и технологии ремонта.
Сегодня приезжал клиент , забирать сие изделие , но наверно заберет после праздников . На фрезерном обработали плоскость тока с одной стороны .
Изнутри не стали , клиент привез сам узел , одели и поняли что будет цеплять. И этот шов что на фото нужно тоже обработать .)))
-
kuznezs
Это просто задачка , что бы подумать )) Как в школе в начальных классах , типа ..Каля Купил 7 яблок 4 съел , 2 подарил сколько осталось яблок .
Цифры там особого значения не имеют .
Значение имеет за что человек хочет получить деньги , за какую работу . как сварщик ? (тогда погонные метры не имеют значение ) если же в бригаде он или сам делает и варит и режет и устанавливает то другое дело.
Просто хотел обьяснить , что в одной секции забора(к примеру) сварки может быть , больше чем в другой.
-
krech, а в чём суть ремонта? Провернуло подшипник первичного вала в посадочном месте и вживляли ремонтную вставку? Или что-то другое?
Это-колокол от Куботы.
Да, скорее всего, провернуло . Вставили (предварительно выточив) алюминевую втулку, проварил . Потом-на расточном уже обработали в размер посадки .
Справа и слева-были еще два отверстия диаметром 4 см примерно. Там я заварил монолитом и была нерезана резьба под два болта.
-
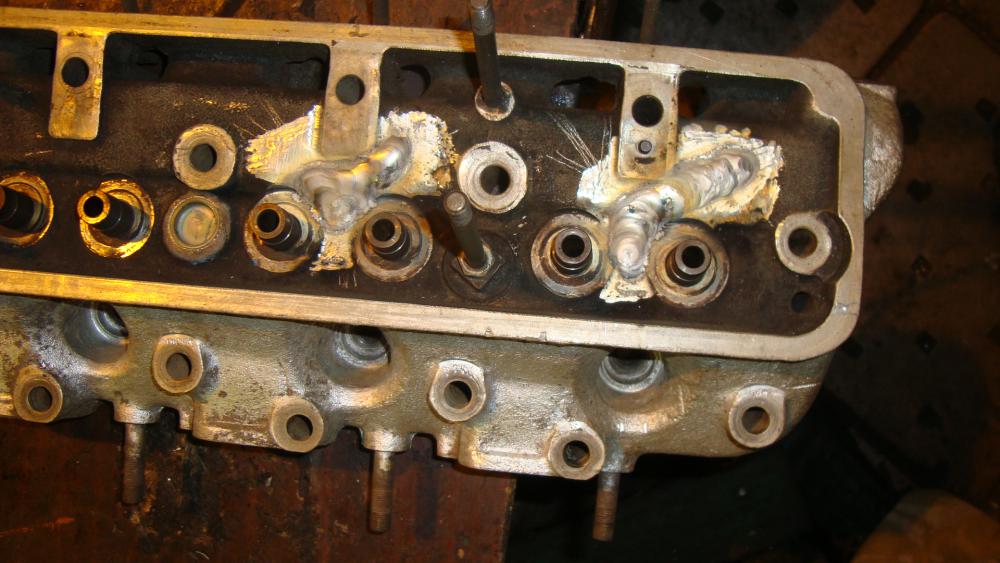
Головка ГАЗ.
Опресовка показала трещены .
Далее-сверление .
Заварил , но трещины, оказывается, (при повторной опрессовке) ушли под втулки .
Головка-на выброс (нет ну конечно починить можно , но не рентабельно для обоих сторон).
Казус ? Казус , оказия .)) То бишь, бесплатная работа (попытка спасти головку).

-
8
-
-
- Популярный пост
- Популярный пост
Колокол

-
16
-
Я как сварщик интересуюсь,сколько требовать за свою работу денег.
Как сварщик, говорите? А чертеж , эскиз есть? Где и сколько будет сварных соединений? Сколько Вам варить придется? На карачках, или в подвешенном состояние и вверх ногами-это уже другой вопрос .
И думаю, что если Вы, как сварщик интересуетесь только расценками на сварочные работы (в этом проекте), надеюсь, туда не входит работа болгаркой, перфоратором?! (это уже другие расценки) .
И еще раз повторюсь (для примера) . Я сварил навес из нержавейки , 10 погонных метров одному клиенту и было у меня там 12 стыковочных швов по всему квадратному профилю 40x25 и взял с него 4.000 рублей .
Второму клиенту я сварил те же 10 погонных метров (немного конструкция была другая с "загогулинами" ) и сварочных стыковочных швов было 36 и взял с него 17.000 рублей .
Но, это были те же 10 погонных метров !.
Скажите, как и зачем я обманул второго клиента, взяв с него считай больше в 4 раза ???
-
5
-
-
Нет , нет , нет! Стоп, или я чего то не понимаю.. .
Погонный метр забора или навеса , в зависимости от конструкции , задумки "архитектора", может иметь в себе 4 сварных шва , может иметь 44 .
Вы интересуетесь оплатой сварщика ? Его работой, или в общем, стоимостью по метражу? К примеру, забора 30 на 30 метров и без единого сварочного шва, на болтах ?
-
- Популярный пост
- Популярный пост
Это-дополнение , работа в итоге . ( к фото выше по блоку Тойоты)
Никакого типа гаражного , исполнения на коленке. Полуавтоматом , с ржавой латкой .))
Спасибо и за труд фрезеровщику (Владимиру
 )!
)!

-
14
-
Просто я не привык сварочные работы считать по квадратным , или погонным метрам забора к примеру .
Обычно по см сварочного шва .! Ну ребята кто варит "трубы" за стыки берут (считают)
Не понял . Квадратный метр чего ? шва ?Подскажите пожалуйста цену за квадратный метр,по сварке навеса из квадрат трубы нержавейки.-
1
-
-
krech, так и сделал, разсверлил заварил дырки. Проблемный поддон, по внутренней стороне много "пока" односторонних трещин, там бы в идеале все сверху срезать и вварить не треснувшего донора, но тут уж хозяин -барин
Если (повторюсь) вижу много трещин (проблемм) то вырезаю кусок из поддона и ввариваю "латку" донор не нужен , порой без него проще .))
-
Именно котла похожего или такого же. Стенка там миллиметра три.
Kurt1 .
Блок я показывал там стенка толщиной мм 4 .
Ладно я понял вас интересует именно такой же котел а не похожий , ибо похожий будет скорее всего отличаться литьем ( составом литья) . Варил ли кто именно его ?
Нет именно его я не варил , но Чугун варил .

-
Практики какой ? Сварки котла , или чугуна . Беря в работу варить чугун ни когда не знаешь на 100% как он себя поведет и каков хим состав . Из чего лили с какими примесями , будь то блоки , будь то котел , будь то коллектор , будь то тиски . Я беру в работу чугун и работаю с ним , Железяка вообщем говоря у меня в работе , хоть чугунный памятник . Вот почему я акцентировал внимание на " нет ни у кого опыта в сварки котлов".Теперь и я соглашусь, тем более нет практики ни у кого. Про блоки, другая история, по ним тоже есть вопросы.
-
3
-
-
"Мы работаем с любым сплавом металла, а так же выполняем работы любой сложности, от бытовой сварки, до изготовления металлических конструкций на заказ. Если нужны работы на месте, то возможен выезд."-гласит одно из объявлений по оказанию услуг " сварка аргон". Знаю что есть сплавы которые и гуру сварки в среде аргона не по зубам. Вопрос какие и что из них сделано( где взять) . Сношу из вредности забавы ради как найду и время будет.
)) Китайский ключик от маленького китайского замка , как то решил починить обломился понимаешь , что там было ни словами сказать ни пером описать
 из чего его слепили не знаю хим.лабараторрии нет )Прогрев корпусной детали в массе, применяемый при ремонте, как правило, идёт на пользу всему двигателю. Так как снижается число внутренних напряжений (остаточных, возникающих при изготовлении и накопленных при эксплуатации). Например, при серьёзном ремонте блоков, головок, картеров агрегатов, их рекомендуется перед мехобработкой выдерживать в печи и последующем охлаждении вместе с печью. Но, абсолютное большинство авторемонтников на это банально забивает. Энерго- и временные затраты могут серьёзно подъесть прибыль. Жалко, однако... Естественно, перед нагревом детали с неё надо снять всё, что может пострадать от нагрева (сальники, прокладки, шланги-патрубки и прочее). Рабочая же температура двигателя определяется параметрами рабочего процесса двигателя (испаряемость, воспламеняемость топливовоздушной смеси, а также режим горения, исключающий повреждение деталей детонацией и калильным зажиганием), термостабильностью неметаллических деталей и смазки мотора. И, самое главное-температурой кипения охлаждающей жидкости. Следует заметить, что у движков с воздушным охлаждением тепловой режим будет пожёстче, нежели с жидкостным. Прошу прощения за оффтоп...
из чего его слепили не знаю хим.лабараторрии нет )Прогрев корпусной детали в массе, применяемый при ремонте, как правило, идёт на пользу всему двигателю. Так как снижается число внутренних напряжений (остаточных, возникающих при изготовлении и накопленных при эксплуатации). Например, при серьёзном ремонте блоков, головок, картеров агрегатов, их рекомендуется перед мехобработкой выдерживать в печи и последующем охлаждении вместе с печью. Но, абсолютное большинство авторемонтников на это банально забивает. Энерго- и временные затраты могут серьёзно подъесть прибыль. Жалко, однако... Естественно, перед нагревом детали с неё надо снять всё, что может пострадать от нагрева (сальники, прокладки, шланги-патрубки и прочее). Рабочая же температура двигателя определяется параметрами рабочего процесса двигателя (испаряемость, воспламеняемость топливовоздушной смеси, а также режим горения, исключающий повреждение деталей детонацией и калильным зажиганием), термостабильностью неметаллических деталей и смазки мотора. И, самое главное-температурой кипения охлаждающей жидкости. Следует заметить, что у движков с воздушным охлаждением тепловой режим будет пожёстче, нежели с жидкостным. Прошу прощения за оффтоп...Все верно , как говорил человек который меня учил . Пускай в печке полежит "порелаксируется" , только на пользу пойдет .)) Но на счет блоков , акуратней на некоторых стоят бабитовые вкладыши а не алюминивые , нагреете и потом удивитесь что они все вытекли
-
1
-
-
Тайота V-8 Разбит масляный канал .
Сварка - С последующей опресовкой под давлением.

-
7
-
-
Хорошо тогда вот так .
Примерно может похожа проблема ?
Блок Тайота V-8 шатун сделал дыру в центральном масляном канале , до этого блок варил (чугун) там разморозили по воде но там давление около одной атмосфере , тут давление по маслу больше в разы .
Плюс не очень удобно варить ( доступ плохой , в глубине , меж постелями колен вала ).



-
2
-
-
А какой собственно способ ремонта , особенный, должен быть при сварки чугуна ? просто нужно герметично , заварить .
Единственное то , что чугун разный бывает . И при сварке ведет себя по разному . Бывает что и вообще не варится , мне встречался такой в процентном соотношении наверно (как бы не соврать ) 1 % из 100% .
-
Извиняюсь за свою неосведомленность и темноту по котлам , их конструкциям . Каково там давление ? (если нужно как я понимаю герметично заварить ).
-
Ну тут вопрос ритрический . Вот к примеру когда мало положишь , и токарь потом выставится , обточит и окажется что "мясо " маловато , и снимать со станка , и заново тебе наваривать и токарю растачивать , тогда будет понятно , зачем делать двойную работу .))
-
2
-
-
Симфер , не знаю , обычно проблем не испытываю . Завариваю все это даже без латок , сначало с наружи , потом снутри разглаживая , добавляя присадку кладу шов.
Не знаю как на счет "форд фокус" .
Но ни когда не запоминаю поддон от какой машины , за редким исключением .
-
Варю обычно 4043 , как выше сказал Миротворец , кастрюля самое оно ))
Но у меня много листов алюминия стоит , порой состав и не знаю , в ввариваю и их .













Охлаждение горелки
в Аргонодуговая сварка — TIG
Опубликовано
я и написал (соответственно). про логику )))