krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
Да видео конечно неважного качества. Такая разделка , только с одной стороны из 4х граней ? Когда варили слилось все монолитом насковозь с 4х сторон ? Только честно
-
Ну это просто то что я увидел в видео. Произведенную разделку и после слова "теперь мы можем приступать к сварке , осталось только подогреть диск". Все это безобразие , как вы выразились , предыдущего сварщика , вы вырезали , но разделку глубокую (достаточную ) так и не произвели , сделали чуть лучше чем было . У вас допустим есть спица на том диске , с 4мя гранями , вот нужно было засверлить все насквозь , и заваривать так что бы все четыре шва монолитом слились , аж в самом центре .
-
Ну это тоже . Варил правда я спицы , но я к этому на столько серьезно подходил , и очень уккуратно и выводил в ноли как по заводу . Досих пор люди ездят , лет 6-7 точно .))
-
Добавлю , сваривать (варить) нужно так , что бы не сверху трещены "замазать" , а на полном ощущение что все проварил монолитом , просто "съел" весь метал и выплавил заново.
-
Млодец , за старание и ролик .Завидую у меня времени на видеорилики нет . Дальше если хотите совета . Без обид .)) То что сварено до этого плохо , даже "хреново " понятно . Но в Вашем ролике я не увидел полную разделку . Заливать нужно монолитом . Все сплавлять на сквозь. Разделку и очистку (полную) хотя бы от краски тоже не увидел . Если даже я кладу в печь и не обжигаю горелкой то краска у меня буреет , отслаивается. Геометрию вовсновном по углам придаю шарошкой по плоскости , болгаркой с лепестковым кругом . Звук правда плоховат сначала начал смотреть , увидев что что то не так , решил подключить дополнительные динамики к ноуту . И правда что то не так )) Это лично мое мнение . Может чего не доглядел.
-
Это про танк ? ))
-
Мы и так варим стальные клапана к алюминиевому поршню ))))
-
я и написал (соответственно). про логику )))
-
Я просто для себя уточнить , у меня на новокупленной гарелке , вход и выход воды помечен синим и красным соответственно . и слив воды через силовой кабель.
-
А слив не должен ли идти через силовой кабель ?
-
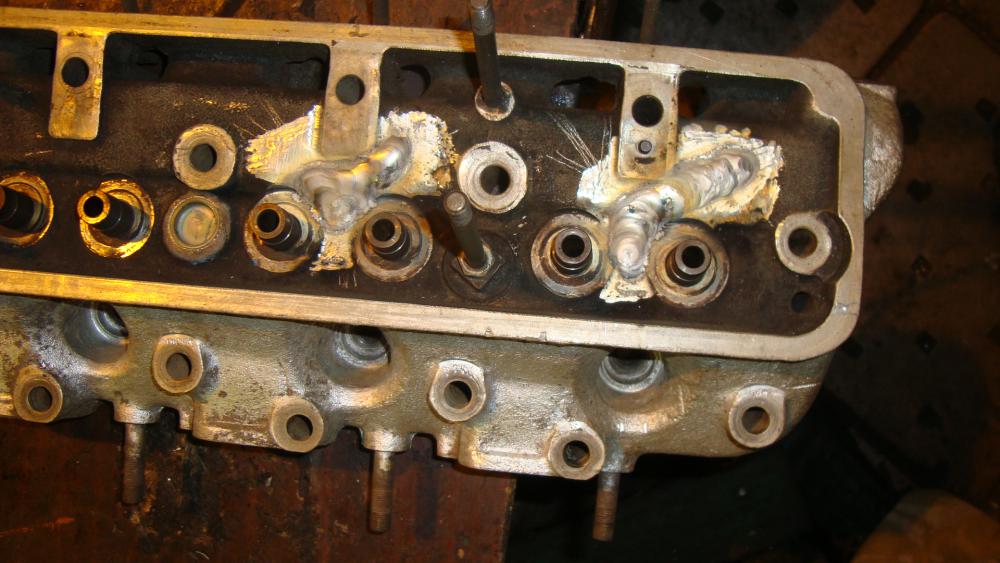
Часто привозят такие. Да, приблизительно так и нужно делать. Зачищать перед сваркой изъеденные места , также чуть снизу в каналах (воды). Потом, наваривая-как бы снизу поднимать, чтобы было "мясо" и после фрезеровки осталась плоскость под прокладку и не срезало ее в процессе обработки. Частенько бывают возникают другие проблемы ( я считаю это из за литья - сплава алюминия ). Порой вывариваешь всю плоскость головки и не одной поры , на другой же головке и на 3 см шва после фрезеровки появляются поры , и варить приходится не один раз, чтобы избавится. Поры под прокладкой, как и царапины не допускаются . Также настоятельно рекомендую ))) проверить головку после сварки на вакуум!
-
Сегодня приезжал клиент , забирать сие изделие , но наверно заберет после праздников . На фрезерном обработали плоскость тока с одной стороны . Изнутри не стали , клиент привез сам узел , одели и поняли что будет цеплять. И этот шов что на фото нужно тоже обработать .)))
-
kuznezsЭто просто задачка , что бы подумать )) Как в школе в начальных классах , типа ..Каля Купил 7 яблок 4 съел , 2 подарил сколько осталось яблок . Цифры там особого значения не имеют . Значение имеет за что человек хочет получить деньги , за какую работу . как сварщик ? (тогда погонные метры не имеют значение ) если же в бригаде он или сам делает и варит и режет и устанавливает то другое дело. Просто хотел обьяснить , что в одной секции забора(к примеру) сварки может быть , больше чем в другой.
-
Это-колокол от Куботы. Да, скорее всего, провернуло . Вставили (предварительно выточив) алюминевую втулку, проварил . Потом-на расточном уже обработали в размер посадки . Справа и слева-были еще два отверстия диаметром 4 см примерно. Там я заварил монолитом и была нерезана резьба под два болта.
-
Головка ГАЗ. Опресовка показала трещены . Далее-сверление . Заварил , но трещины, оказывается, (при повторной опрессовке) ушли под втулки . Головка-на выброс (нет ну конечно починить можно , но не рентабельно для обоих сторон). Казус ? Казус , оказия .)) То бишь, бесплатная работа (попытка спасти головку).

-
Колокол
-
Как сварщик, говорите? А чертеж , эскиз есть? Где и сколько будет сварных соединений? Сколько Вам варить придется? На карачках, или в подвешенном состояние и вверх ногами-это уже другой вопрос . И думаю, что если Вы, как сварщик интересуетесь только расценками на сварочные работы (в этом проекте), надеюсь, туда не входит работа болгаркой, перфоратором?! (это уже другие расценки) . И еще раз повторюсь (для примера) . Я сварил навес из нержавейки , 10 погонных метров одному клиенту и было у меня там 12 стыковочных швов по всему квадратному профилю 40x25 и взял с него 4.000 рублей . Второму клиенту я сварил те же 10 погонных метров (немного конструкция была другая с "загогулинами" ) и сварочных стыковочных швов было 36 и взял с него 17.000 рублей . Но, это были те же 10 погонных метров !. Скажите, как и зачем я обманул второго клиента, взяв с него считай больше в 4 раза ???
-
Нет , нет , нет! Стоп, или я чего то не понимаю.. . Погонный метр забора или навеса , в зависимости от конструкции , задумки "архитектора", может иметь в себе 4 сварных шва , может иметь 44 . Вы интересуетесь оплатой сварщика ? Его работой, или в общем, стоимостью по метражу? К примеру, забора 30 на 30 метров и без единого сварочного шва, на болтах ?
-
Это-дополнение , работа в итоге . ( к фото выше по блоку Тойоты) Никакого типа гаражного , исполнения на коленке. Полуавтоматом , с ржавой латкой .)) Спасибо и за труд фрезеровщику (Владимиру )!
-
Просто я не привык сварочные работы считать по квадратным , или погонным метрам забора к примеру . Обычно по см сварочного шва .! Ну ребята кто варит "трубы" за стыки берут (считают) Не понял . Квадратный метр чего ? шва ?
-
Если (повторюсь) вижу много трещин (проблемм) то вырезаю кусок из поддона и ввариваю "латку" донор не нужен , порой без него проще .))
-
Kurt1 . Блок я показывал там стенка толщиной мм 4 . Ладно я понял вас интересует именно такой же котел а не похожий , ибо похожий будет скорее всего отличаться литьем ( составом литья) . Варил ли кто именно его ? Нет именно его я не варил , но Чугун варил .
-
Практики какой ? Сварки котла , или чугуна . Беря в работу варить чугун ни когда не знаешь на 100% как он себя поведет и каков хим состав . Из чего лили с какими примесями , будь то блоки , будь то котел , будь то коллектор , будь то тиски . Я беру в работу чугун и работаю с ним , Железяка вообщем говоря у меня в работе , хоть чугунный памятник . Вот почему я акцентировал внимание на " нет ни у кого опыта в сварки котлов".
-
)) Китайский ключик от маленького китайского замка , как то решил починить обломился понимаешь , что там было ни словами сказать ни пером описать из чего его слепили не знаю хим.лабараторрии нет ) Все верно , как говорил человек который меня учил . Пускай в печке полежит "порелаксируется" , только на пользу пойдет .)) Но на счет блоков , акуратней на некоторых стоят бабитовые вкладыши а не алюминивые , нагреете и потом удивитесь что они все вытекли