krech
-
Постов
1 949 -
Зарегистрирован
-
Посещение
-
Победитель дней
63
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент krech
-
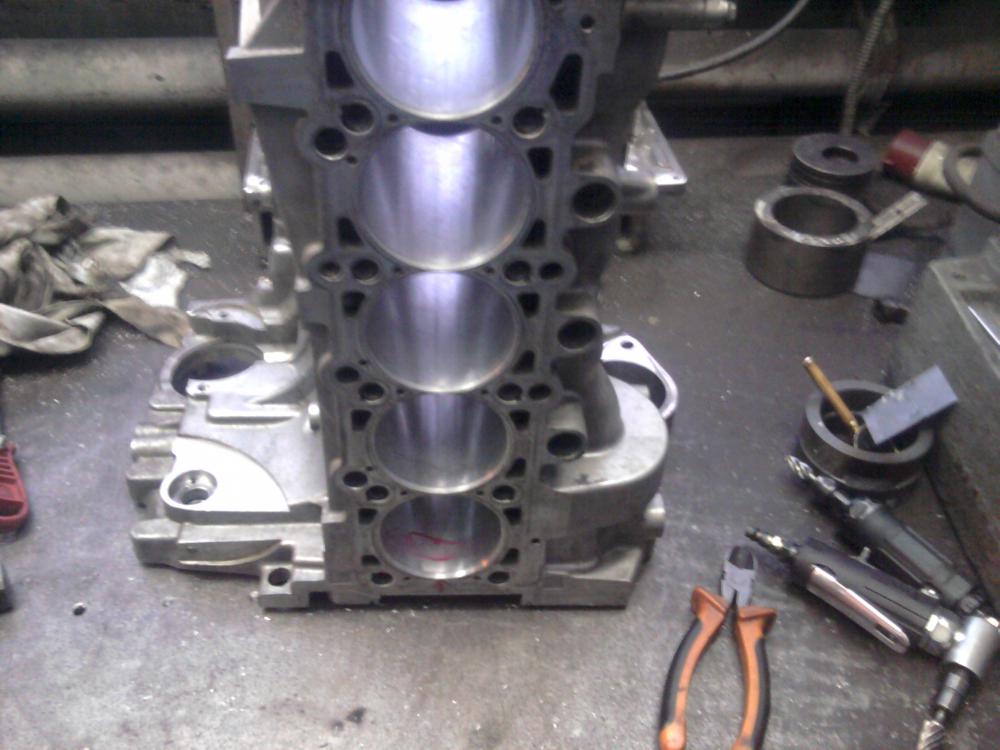
Блок трещина в цилиндре .


-
Да там извлекал седла из за трещины между ними , но можно было не извлекать (если бы трещины не было .) И акуратно заварить свечное отверстие. Но будут все равно "потяжки " и деформация посадочного места под седла , и седло может вылетать , тут чисто индивидуально , смотреть нужно . И если посадочное будет конусом , то все равно извлекать седла и растачивать под новое седло.
-
Вот нашел , по ссылке левое верхнее фото http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=210262 есть на форуме еще фото , но долго искать .
-
Если мешают седла . то они извлекаются и заваривается свечное отверстие , потом растачивается посадка под седла и ставятся новые седла. Другой вариант без сварки , по другому сказать изготавливается футорка .
-
Есть опыт , куча такого )) должны быть и фото тут на форуме . В чем проблемма "пристроится" конкретно , ? то что мешает , выгрызаем и заного выплавляем , свечное отверстие разделываю конусом - морковкой и заливаю монолитом.
-
Точмаш 23Швы зачищены - обработаны , зачем ?
-
Ну по разному , трудно обьяснить я когда варю у меня как бы образ вырисовывается как себя примерно щас ведет метал . К примеру нужно слоями выплавить фрагмент , горизонтальная полка 5 см и две полки вертикальные по 3см , горизонтальную навариваю спокойно все 5 см сразу а как перехожу на вертикальную то понимаю щас начинает металл "цепляться" и тянуть - стягивать , вот там поменьше 3 см и сразу проковка .что бы навстречу друг к другу не стягивались.
-
Пацаны то они знают , что за снять -поставить , денгт нужно платить , и время это , а тут быстро )) Ну вопервых уже писалось за такую работу нужно брать дороже ( экономия снять поставить , прокладка антифриз -ПОПОЛАМ плюсуй + сам сварщик кверху попой варит ), не как если бы она (головка ) была в вас чистая и на столе . (это факт иначе разбалуются). Во вторых ( наши бы мотористы не стали бы делать , потом, по крайней мере гарантии давать , из за стружки .) Ну не избавится от нее как не закрывай тряпками ).
-
Нет не как на чугуне , к примеру тот фрагмент на Ал. кладем первый шов , допусти пускай он будет 5см - 7см , положили , и в скором порядке скилываем сварочную маску и пока не остыло (остывает идут потяжки , расковываем , расковали кладем следующи и опять быстро-быстро расковываем .
-
Ну , как описать , берешь молоток , и быстро пока не остыло куешь - плющишь , он очень легко поддается как пластилин , и снимается напряжение потяжки , не так тянет металл. На чугуне тоже помогает , на алюминии проще . А вот фрагмент как у mikinalexei на фото , тоже варил слоями , и каждый слой расковывается . Порой даже когда варишь саму постель колен вала и раскуешь ее , то бывает не стягивает и не требуется фрезеровка поверхности постели колен вала , куда ложатся-прикручиваются крышки .(перед расточкой и хоном постелей.)
-
mikinalexeiКак постели распред вала .? не повело ? вчера варил блок , Ал. две пробоины небольшие , и так же плюс еще фрагмент выплавлял , Там рядом были постели колен.вала и в блоке еще два балансирных вала , поводки категорически не допустимы , пришлось расковывать швы что бы не тянуло. (фото может завтра выложу)
-
Я делаю разделку к примеру , не знаю узкая она или широкая , но делаю так что бы , можно было подлезть , и заварить (востановить) стенку на всю толщину , что бы было монолитом , если сделать просто надрез ну к примеру на толщину круга отрезного от болгарки 1.2 или 2мм , то сложнее проварить , выплавить стенку всю монолитом .
-
Все это ребята конечно хорошо , все мы немного бываем "безбашенные" и принебригаем Т.Б. но помню жару 2010 года . я как раз приехал с моря , загоревший , (я загараю обычно очень хорошо) . Так вот варил по пояс голый , ни каких ожогов , ни чего , но повторюсь это визуально , а что и какие излучение получил -впитал мой организм это мне не ведомо , заметил только что стал молодеть , из года в год ))
-
Сын председателя наверно ))
-
Приносили порой часто партиями по 4 диска , нужно было все отверстия болтовые заварить 20 штук получалось , Работа вроде бы не сложная но действительно греть нужно хорошенько , у меня на 500 А был аппарат , но представляю как на 200 тяжеловато варить .. Как кто то тут писал , главное не продешевить .
-
Все правильно я о методе проверки , не будет держать вакуум не будет компрессии. И все верно такой же вакууметр у нас . Досмотрел до конца , я понял он отправил все в помойку , все делается и головка и блок , не думаю что новый блок или бу на разборке будет дешевле чем загильзовать 1 цилиндр , примерная стоимость работ гильзовка со стоимостью гильзы 4000 р , плоскость 1500 р опресовка 2000 р . по моему так .(если не ошибаюсь)
-
Зачем же предераться , я думаю кому надо понял .Если для Вас это ново или не знакомо то зачем же грубить ? Тогда лучше все претензии предъявлять к фирме производителю станочного оборудования (по ремонту головок и блоков автомобильных ) Американскому . Точно с Вами о головках разговор не стоило заводить.! Дальше будет не для Вас . Просто после обработки седел резцом и притирки клапанов (пастой) проверяем герметичность не керосином слышите Карл ? (заливая и смотря на течь) а есть у нас ВАКУУМОМЕТР (что бы ему пусто было ) . Вставляем впускные или выпускные клапана , прижимаем их пальцами (вся процедура проверки осуществляется перед сборкой ибо если не дотерли что бы сто раз не разбирать не собирать.) Включаем пресловутый ВАКУУМОМЕТР ,прижимаем одну из частей Вакуумометра к впускному или выпускному каналу колектора (в зависимости от того какие мы клапана проверяем ) и смотрим на индикатор -стрелочку , показание если не соответствует норме трем дальше . Показания вакууметра при проверки дизельных головок значительно выше до нормы нежели бензиновых.
-
Ну в принципе дальше ни чего ... Если клиент предупрежден , и если тем более газель и не около седел сварка (не близко) то пойдет. Если РенджРовер какой нить к примеру и тем более дизель (где вакуум в цилиндрах на порядок больше должен быть). И тем более если клиент не предупрежден, или тот сервесмен который к вам привез эту головку варить , что бы собрать потом клиенту машину . То они вернутся очень сердитые , или к вам , или к сервесмену (что скорее всего если он предупрежден).
-
Хотя да , не так немного выразился , и самому приходилось в сборе варить , но естественно клиента предупреждал о возможных последствиях . Что Даже при небольшом обьеме сварки на плоскости в районе седел , их поведет , если обьем сварки больше и нагрев больше , маслосъемный колпачки менять , если еще больше менять пружины .
-
Ну если привозят ..знающие люди..тогда да , тогда ага , меняет дело , и тогда этим знающим людям придется все равно разбирать головку и притирать (в большенстве случаев) и они это знают если хотят что бы машина работала по "феншую". Сталкивались уже не раз , делаем головку , притираем , все идеально , фрезеруем плоскость , вскрывается небольшая раковина , варим (чуть чуть ) фрезеруем , собираем , ВАКУУМА -герметичности нет между клапанами и седлами около сварки . Вад11ну газель наверно да , и так пайдет.(думаю)
-
Кто варит головки в сборе с клапанами ? "изменено"
-
Все показывал от ..и до ..делился опытом ..!!! Эти трещены уже на форуме ставил десятки , есть подробнее видео , в другом разделе. Да тесновато порой бывает и горелкой там особо не покрутишь изменяя угол .
-
http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=224235 нужно наверно тоже ролик снять
-
Фрезой внутри под посадкой под седло , счищал грязь , до чистого алюминия что бы не мешало варить . Навариваю - поднимаю стенки как было , потом обрабатываю фрезой , порой и не заметишь что варили. Жидкость использую-керосин. Потом не удаляю и не обезжириваю , после печи , она вся улетучивается .
-
За это я переживаю меньше всего ( не одного нарекания не было) , по поводу заплаты , по чугуну . По головкам и блокам чугунным есть задачи намного труднее .