

krech
-
Постов
1 935 -
Зарегистрирован
-
Посещение
-
Победитель дней
55
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
- Популярный пост
- Популярный пост
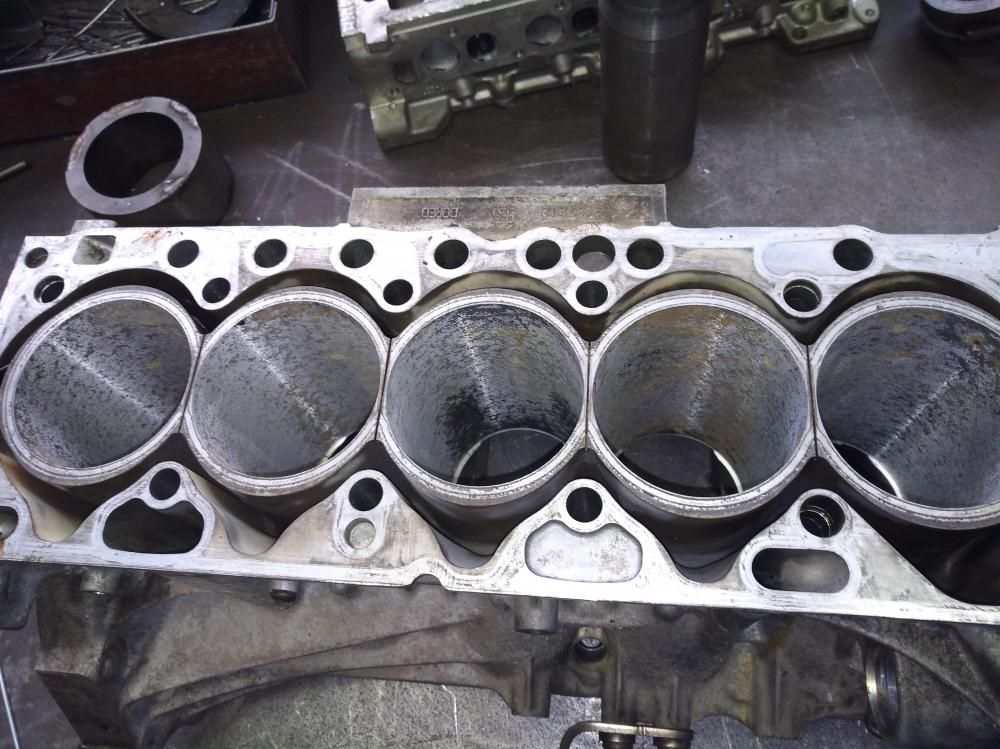
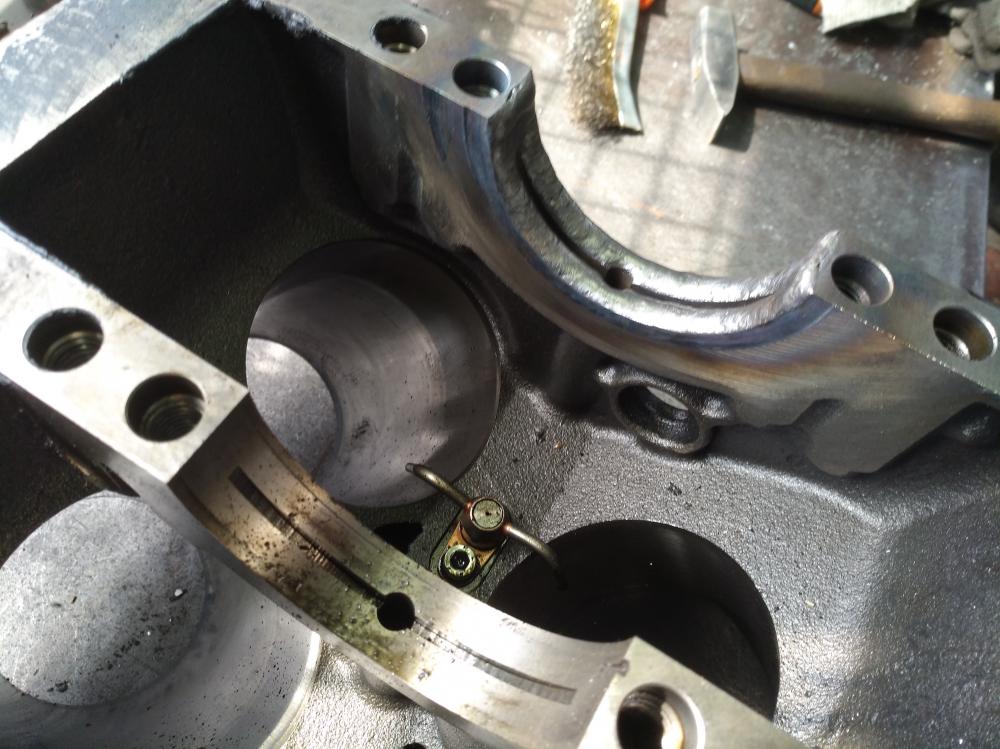
Обещал небольшое продолжения истории с Опелем , описаным тут.
http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=282815
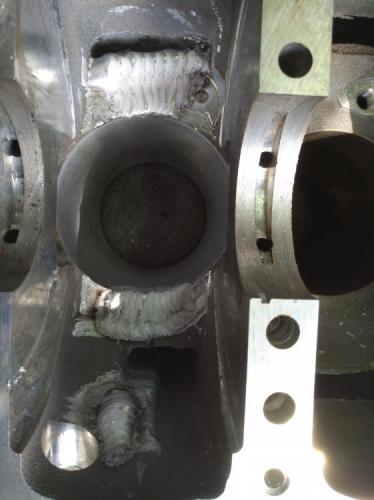
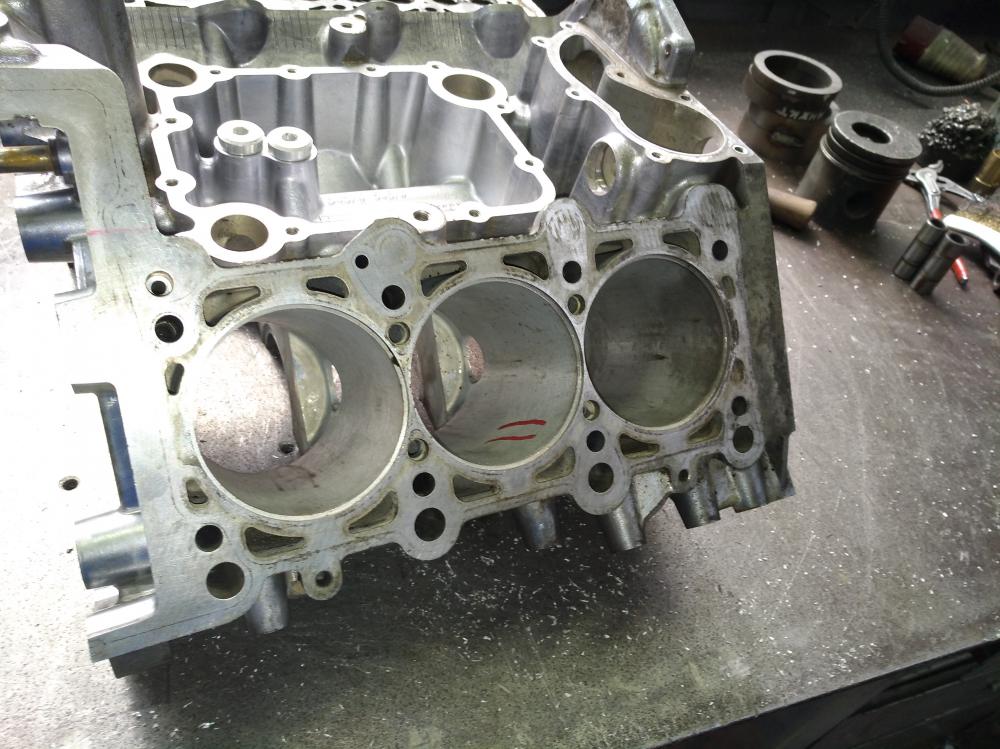
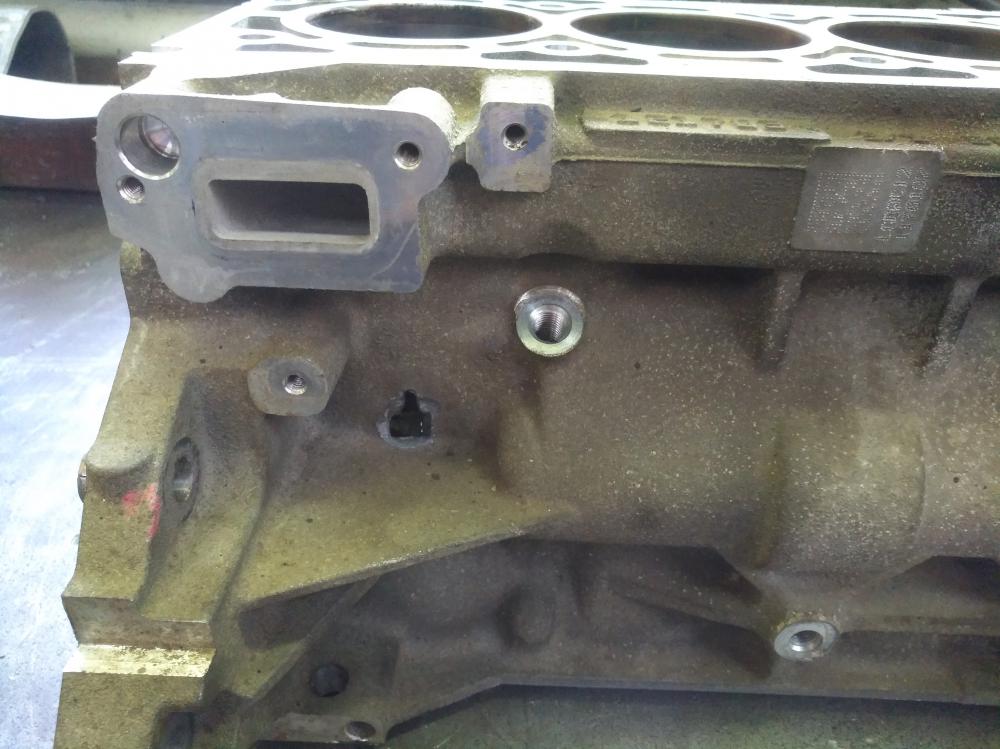
На первых первом фото видно справа дырочку куда вылезли нечайно после фрезеровки (сверловки масляного канала).
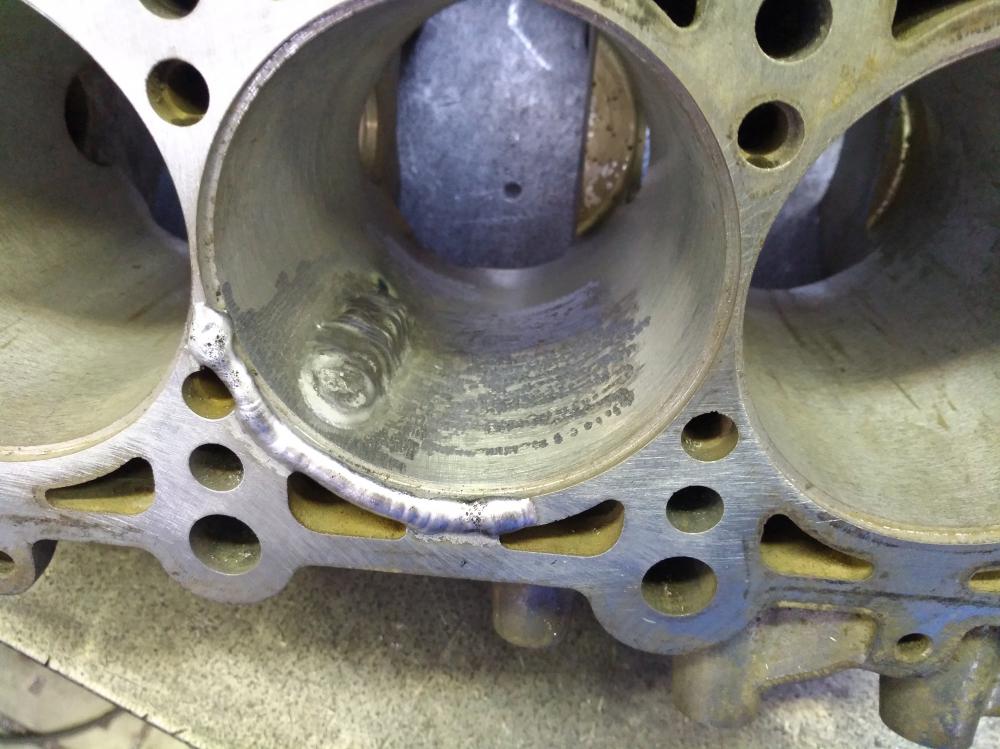
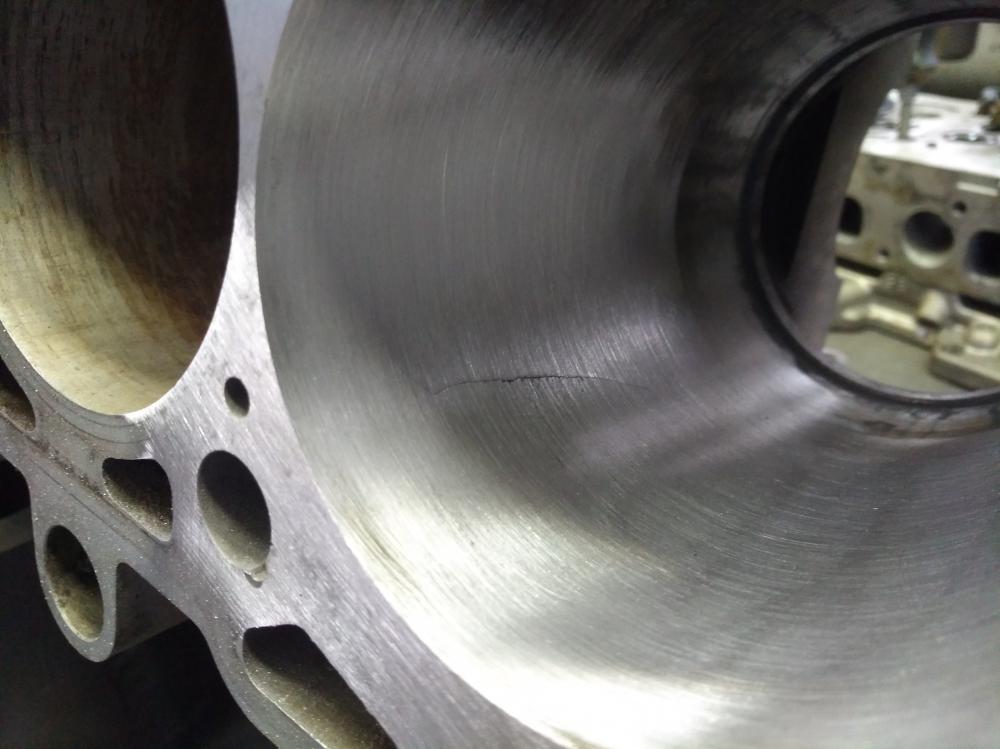
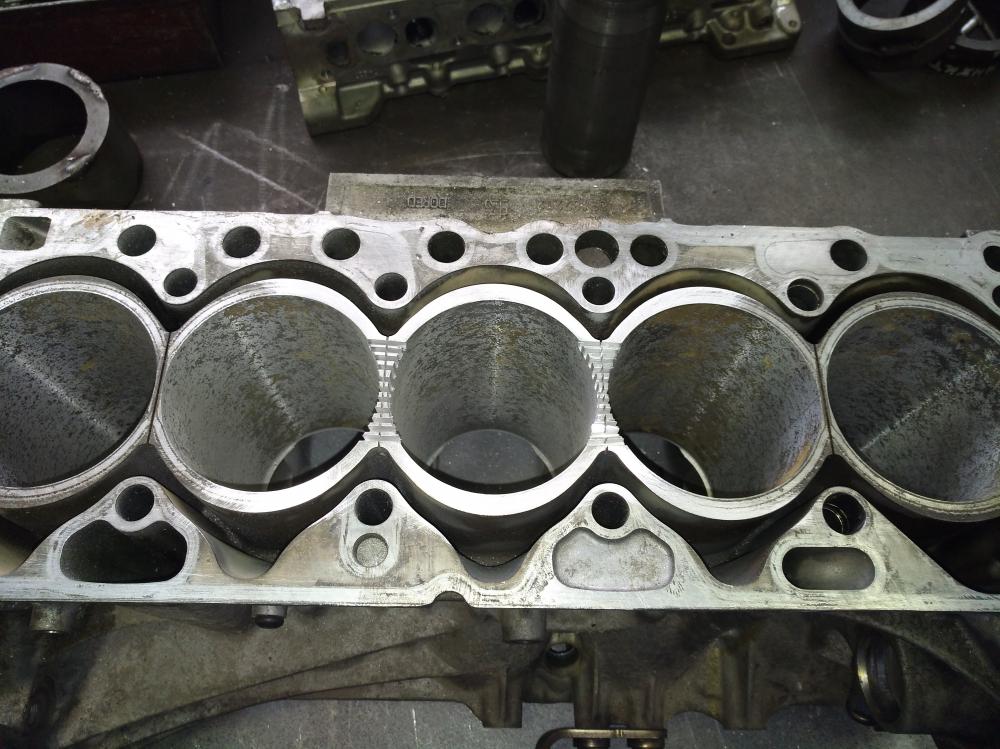
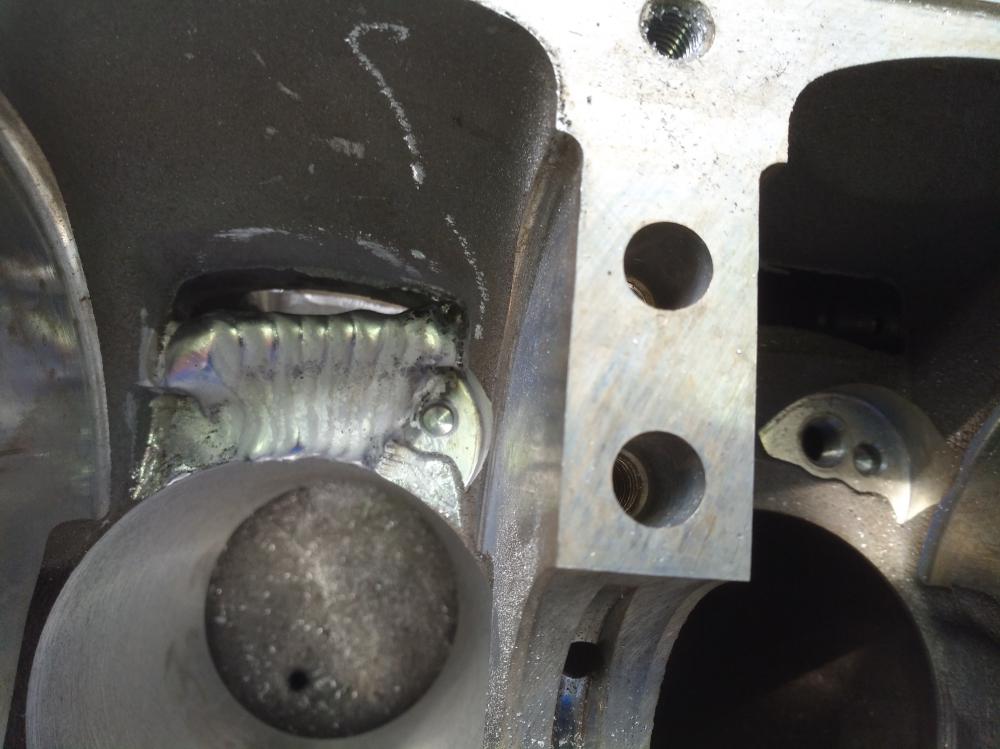
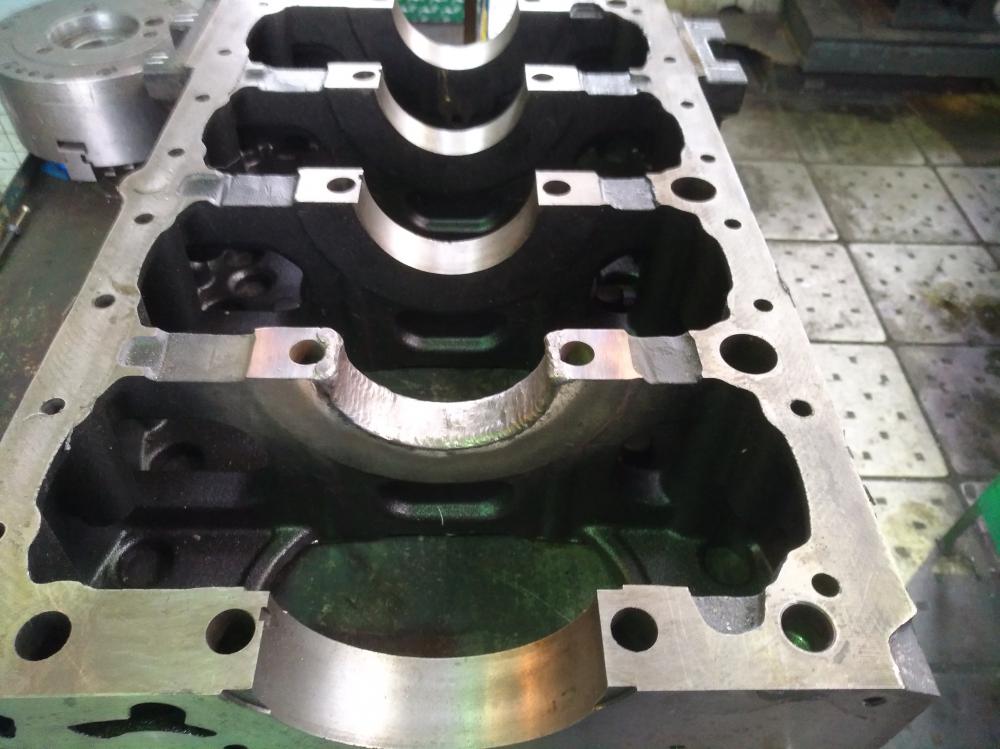
На втором глубину фрезеровки (сноса) цилиндра что бы добраться до дырки.


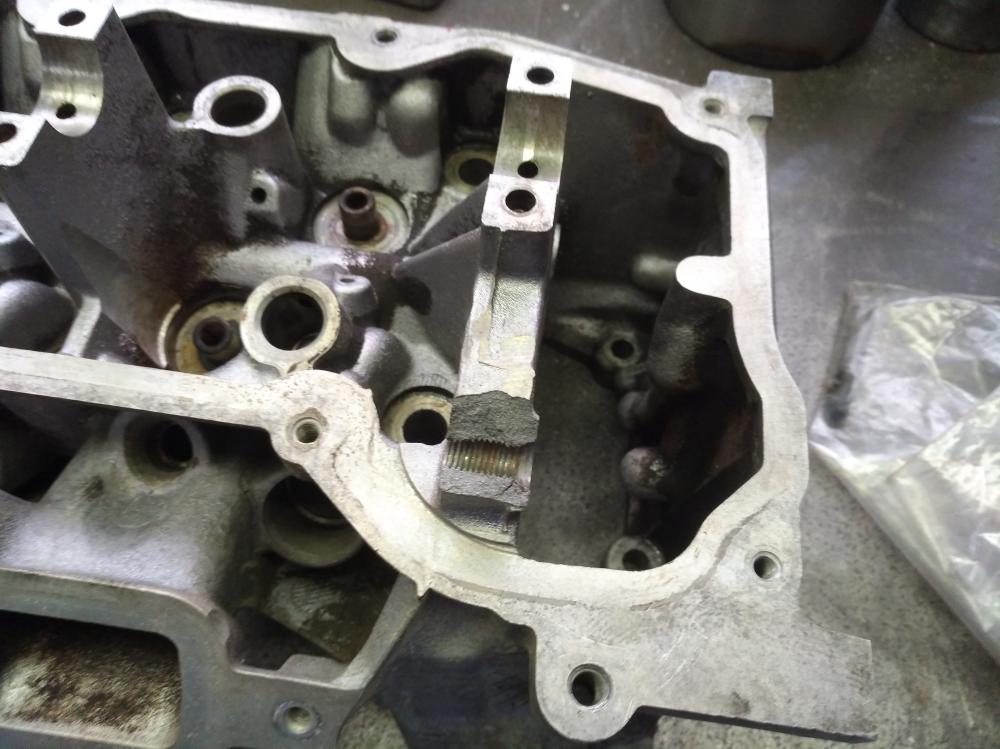
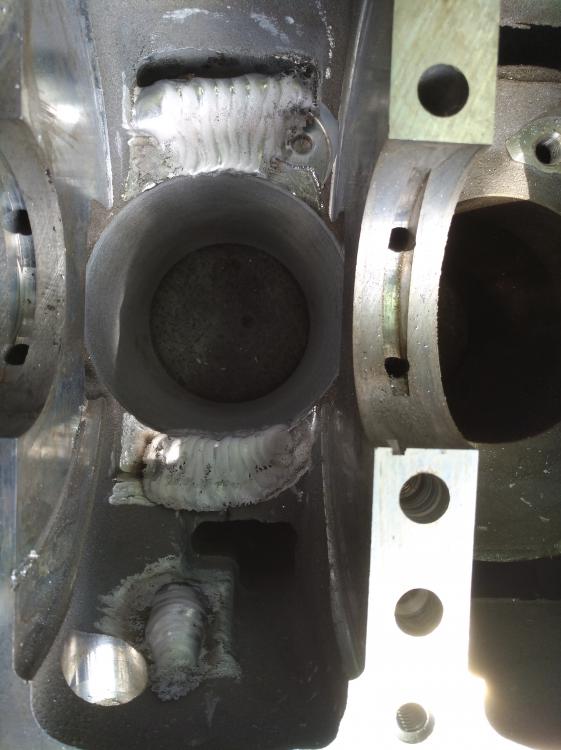
На третьем дырочка и крючок , я насчупывал где какая внутри толщина стенки , что бы разделывать и знать где какой ток применять .
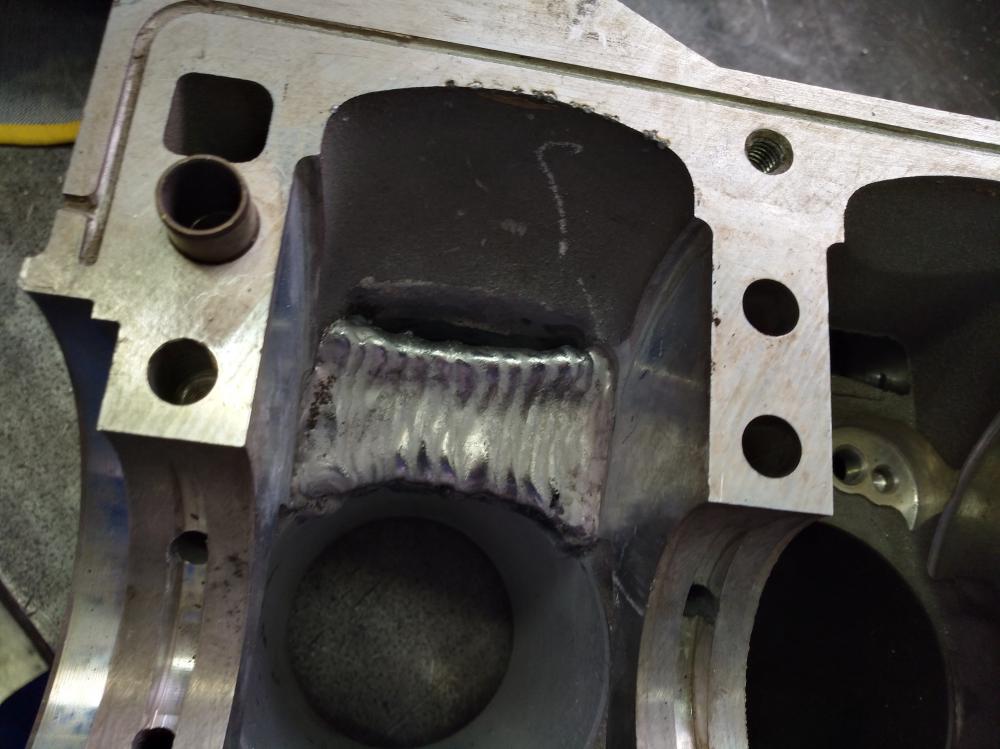
На четвертом разделал дырку до приемлемого метала (толщины его что бы ухватиться).


На 5и6 фотке , взял эти куски у фрезеровщика своей предыдущей сварки , посмотреть на качество и монолит , нет ли пор.


Седьмое фото , начал варить , начал с заварки самой проблемы ДЫРКИ .))
Восьмая фотка , поза блока .))


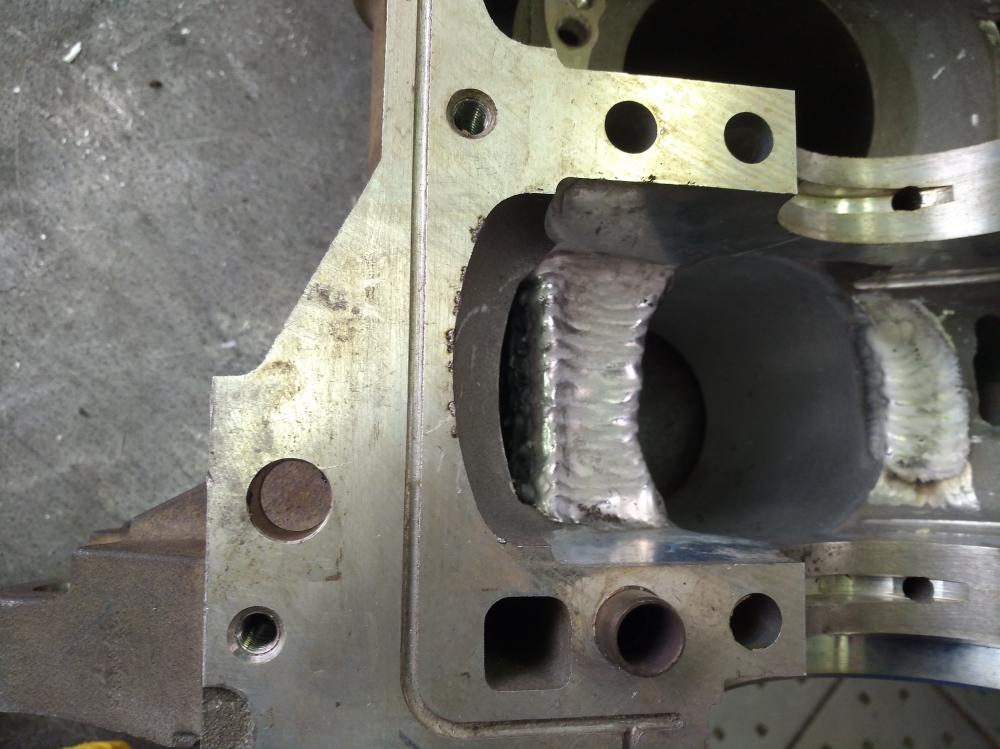
9и10 результат.


Последнее чем варил.

-
 21
21
-
Сергей ну что сказать ТИР315 он и есть ТИР 315 со своей стабильностью и надежностью , как держит амперы стрелка как в копаная стоит .
Ты следующие видео импульсы покажи со звуком они на ТИР 315 тоже хороши.
Там по моему у меня ни чего не работает , крутил я там импульсы , больше нет там особо крутилок ) ни че не менялось в работе .

-
Валера selco .
https://www.youtube.com/watch?v=AvojzNARMKI
Выложил тут , ибо не знаю в какую тему . Я про звук аппарата ТИР на постоянке и переменке.
-
6
-
-
Тоже этим руководствуюсь , и еще когда отломленые куски маленькие такой способ быстрее , проще и крепче.Посмотрел, подумал если разделывать старое V образно, так там места для этого нету. Провар будет осуществить практически не возможно с двух сторон. Испохабить да, получилось бы. :-) Ухо все равно бы повело и пришлось бы также, дорабатывать "напильником" и кое-где наплавлять. При сварке вылезла маленькая трещинка в основании, а то бы получилось ещё аккуратнее.
:
-
4
-
-
Нет, это не Димет, зто порошковое газопламенное напыление(не путать с газопламенной наплавкой) порошком ПГ-19м-01. В твоём случае скорее всего нарушили технологию напыления, подслой не закрепился на блоке. Возможно плохая подготовка или подслой не тот, могли просто не обезжирить или не пропескоструить(дробеструить). Причин много может быть.
Вообщем в таких работах не надежное это дело . Я думал что на силовых деталях он ненадежен а на плоскостных пойдет , не так все просто .
-
Ты путаешь газодинамическое напыление и газопорошковую наплавку, это абсолютно разные технологии и процессы. Газодинамическое напыление не имеет ничего общего со сваркой(в напыляемом порошке присутствует абразив), а порошковая наплавка это фактически высокотемпературная пайка, только припой в виде порошка подаётся через газопламенную горелку.
Хорошо , Александр , я с этим не работал , а твое мнение вот тут я писал что это ?
http://websvarka.ru/talk/topic/5321-svarka-detalej-dvigateliatransmissii-i-podves/?p=282087
И что характерно , с торцов постелей КВ , есть характерное (как бы описать ? ) окаменелый валик песка серого цвета , как будто сверху пылили под давлением , и на отбортовке осталось там налипание , это скорее напыление газодинамическое , тот самый ДИАМЕТ ?
Есть видео , позже смонтирую выложу , там наверное виднее .
-
@krech, я уже неоднократно писал, пару раз понимал, что грязный газ только на 300А и выше, когда уже трети или половины баллона выжег. Да и то как понять , пока все не перетрусишь, магистраль, горелку, внутри аппарата шланг.
Вот и мучаюсь, альтернативы нет. Поставщик один, он диктует как мне жить.
Ну тут не знаю , просто сколько раз было , подсоединишь новый баллон , начинаешь варить алюминий ну ни как , Думаешь ну ладно может магистраль от баллона к аппарату , перетрясешь , может в горелке , может подсос воздуха , может электроды , ни чего не помогает . Поменяешь баллон и все норм .
-
1
-
-
Делал проще , хотя не хотелось бы так но .
Алюминий любит чистоту , и на нем сразу плохой аргон показывает себя . Но по опыту (смотря на сколько конечно плохой- грязный , на чугун пойдет .
Мы когда привозили обратно на возврат , бывало раз в два месяца , меняли.
Один раз нам сказали , да знаем партия была плохая , но мы не знали что вам для алюминия говорят , думали что для черняги или нержи.
-
1
-
-
Виктор, он только что солнечную Рязань недавно пролетал


-
2
-
-
@krech, что касаемо чугуна, то после ГПН отлично чугуняка подваривается, если есть такая необходимость. Хорошо ложится прямо на порошок, что покрытый электрод, что присадка в виде МНЖКТ, ПАНЧ на ГПН пока не пробовал, но когда-нибудь и это будет.
Что касается чугуна спорить не буду , но с алюминием переделывать это мучение , сварка напоминает как по старым чугунным коллекторам , смачиваемости ни какой . Ну многие наверно представляют что такое варить алюминий с инородными вкраплениями . А по чугуну на счет напыления все наверно зависит от материала применяемого , я вот раньше думал что постели чугунных блоков допустимо напылять , но то что стали приходить блоки и все напыление на постелях под вкладышами трескается это факт .))
-
@Миротворец, а где нельзя?
Я вот тут озадачился... Давно плююсь, часто приходили головки и блоки после напыления на переделку .Варить алюминий, к примеру, но и думаю чугун после напыления вообще не возможно. То блок придет алюминиевый они там пробовали трещину между цилиндрами заварить-напылить, то головка , трещину между седлами. И главное-сварку не вырезая седел (невдомек, что трещины еще и под седлом...). Так после напыления структура алюминия на столько меняется что выгрызай не -выгрызай (особо выгрызать то некуда стенка между цилиндрами порой около 2 мм) приходилось говорить-или блок на помойку или к "напыляльщику" за деньгами! В итоге-приходилось на фрезерный вырезать часть цилиндров и вставку из листа вваривать.
А также зашел на сайт Димета. Так там тоже и трещины в головках типа запыляют и трещину по плоскости чугунного блока. Причем, чтобы ее запылить, помимо этого нужно еще и ввертыши делать , что бы эта трещина не расходилась и держало это напыление и по-моему эти ввертыши еще вылазят внутрь цилиндра . Так и хочется сказать: "Господа для чего все эти сложности?!" Ведь раньше и заплаты на блок делали из жестянки на саморезах и пластилине.
-
Недавно , две недели назад-варил кронштейн зеркала от Ауди. ЦАМ ,варил знакомому , бесплатно . Там отломало два ушка с отверстием диаметра меньше спички.и, как писалось выше-все верно:кипит , перегрев , взрывы и провалы . Грань нагрева , туда - сюда , мала. И, порой, прихватил, наплавляешь всё идет норм, но нужно вовремя остановиться, иначе все прямо на глазах отвалится от перегрева основного метала .
-
2
-
-
Гарантию требуют ?.))
Ну , тогда им нужно написать заводу изготовителю и поругаться с ними из за того , что оторвало эти ухи . И вообще потребовать от них новый корпуск или коробку целиком а лучше ваще весь авто или что там -?
-
3
-
-
@krech,следы только от правки,на горячую правили,может они и сказали,что "туго" идет,значит тугоплавкий и в работу не возьмем).
Ну ладно , может у них свои критерии , на магниевый диск интересно они что скажут .
Вообще если я сомневаюсь в чем то я пробую , у меня пытливый ум и шаловливые ручонки .
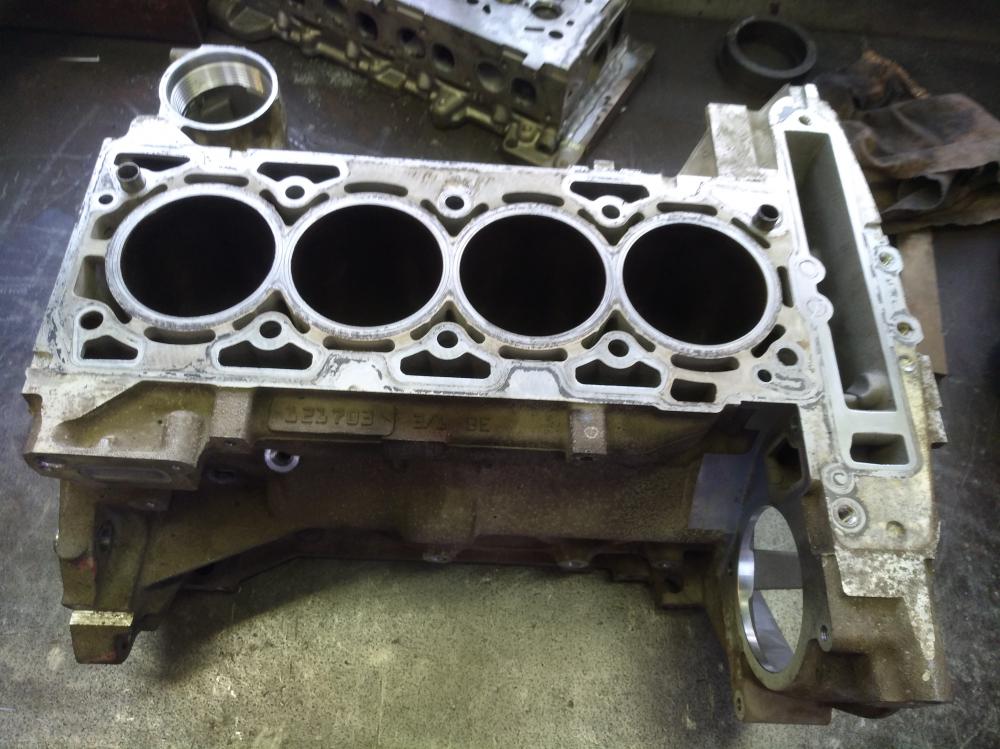
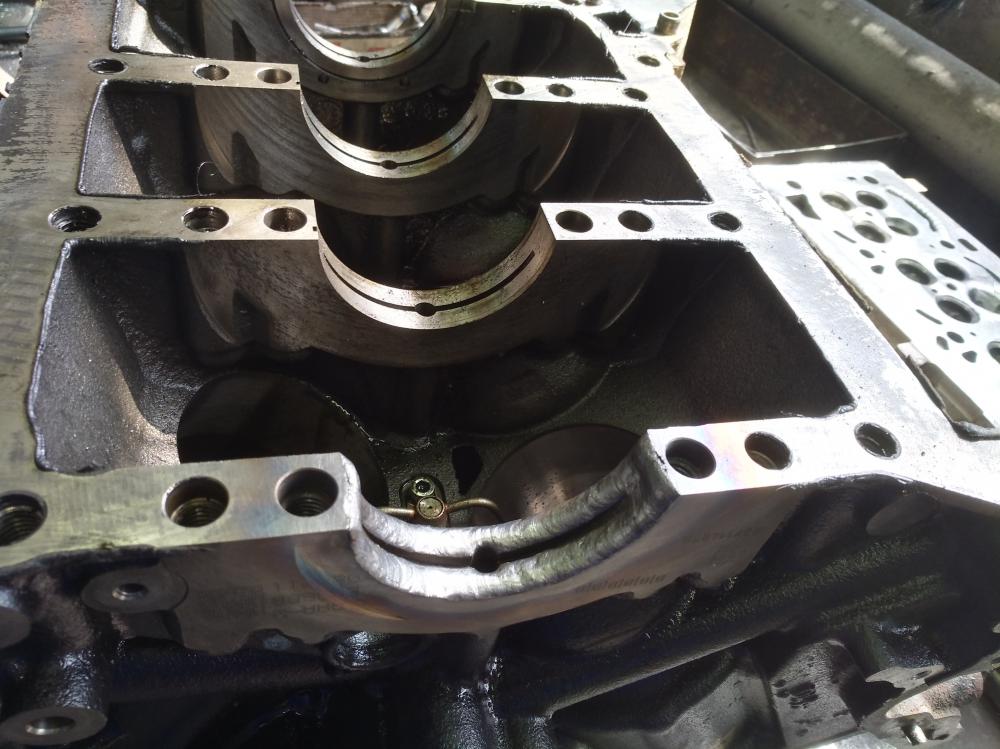
Меня тут недавно "тренировали" наверно , блок от Опеля который я сварил , неплохо получился , но фрезеровщик проходя масляный канал вылез не туда , к балансирным валам . Вскрывать бочину и через дырку варить не вариант , потом же заплату ставить и она будет рядом с втулкой балансирного вала (поведет.) Пришлось срезать всю мою сварку , сносить четверть цилиндра , сверлится и разделывать под постелью колен вала и лезть варить туда , и заново все потом отливать . Алюминия ушло много
 Варил 4 часа , аж вспотел . Ну позже выложу фото (в соответствующей теме )
Варил 4 часа , аж вспотел . Ну позже выложу фото (в соответствующей теме ) Извиняюсь немного не по теме отвлекся , не по дискам .
-
6
-
-
Клиент сказал,что в двух местах отказались брать в работу,говорят материал тугоплавкий и аппараты не справятся),про силумин удивляюсь,что по ушам не проехали.
Тугоплавкий , это ... методом дедукции
(ДЕДУКЦИЯ (от лат. deductio — выведение) , вывод по правилам логики; цепь умозаключений (рассуждение) , звенья которой (высказывания) связаны отношением логического следования. )
Плавится туго ?

-
3
-
-
Сегодня деталь попала, никакого смачивания и образования сварочной ванны! Присадка сварачивается в шарики, ни никель, ни медь - нифига!http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20170608_214001.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20170608_214050.jpg
Что с металлом? В теории пробелы...
На фото не разгляжу , вижу околоновная зона зачищена , но не вижу как , бывает чистят , вроде грязь сбили и следы от болгарки или фрезы-шарошки хорощие , металл чистый но это все еще "окалина" по ней вариться не будет , я в таких случаях вгрызаюсь глубже и уже видно резкое отличие зачищенного чугуна он более светлый , и ощутимо сразу мягче шарошка берет. Хотя да попадался чугун , особенно со старых авто (раритетов) присадка каталась как ртуть - не приживлялась .
-
5
-
-
- Популярный пост
- Популярный пост
Блок Ауди V-6 , трещина внутри цилиндра .






Блок Фольцванен Т-5 заварен , телефон просто сел не отснял.




Блок Вольво , трещинка , наваривал мосты меж цилиндрами удаляя зоводские мини каналы охлаждения верха "межцилиндрия".))) (после расточки большие вкрапления чугуна , варить "не АЙС".








Головка , "бабышка" натяжителя цепи.





-
24
-
Поздравляю !
-
- Популярный пост
- Популярный пост
Сергей , врет как мерин , во первых палка загорится и газы "взорвут" слой жидкого алюминия , да и к стенкам блока он не приплавитсяЯ представляю. После его слов я как представил себе этот процесс , меня аж всего передернуло . Тут борешься за чистоту алюминия при сварке , зачищаешь , обезжириваешь ...а оно "воно" оказывается как )) Дерево горит , коптит , алюминий пучится , порится и все как бы в порядке вещей ))
Назовем это -бублик ))
Принесли , попросили сделать , на вопрос , а почему как сломалось сразу не принесли , зачем мне этот "геморой" лишний , ответили что решили сами заварить .


Зачистил.

Искал трещины


Сверлил-разделывал.

Прошел изнутри на сколько возможно , начало сочиться масло и краска (почему то покрашено даже внутри.

Заварил.



-
17
-
излечивая гем через гланды
Да лазить иногда приходится далеко.
За то у многих это типа просто )) клиент один мимо блока проходил , о говорит заварили ? я говорю да , и масляный канал спрашивает получился ,?
Мы говорит тоже умеем , и делаем проще , деревянную палку в масляный канал засовываем и заливаем алюминием , она там сгорает и потом просто дунул и всех делов !
Я смотрел на него и долго не понимал о чем речь , моргал глазами , потом переспросил может стальной пруток (я так иногда заливаю неглубокие бабышки под резьбу ) , нет говорит деревянную палку , а че говорит мы так и трубки кондиционера варим .
-
8
-
-
- Популярный пост
- Популярный пост
Блок Опель
Разбита юбка цилиндра , дыра в боку и масляный канал разбило (нет его можно сказать).













-
29
-
https://svarkaargono...131657671807865ПРО КИСЛОРОД ЗДЕСЬ , кошмар полный но на сваренные диски гарантия http://koleso-master...a-svarka-diskov
Посмотрел первую ссылку , примеры работ , туда не везите , швы действительно плохи , да и варят без подготовки и на "грязную".
Задавался всегда вопросом почему ставят на свои оф.сайты такие работы сомнительного качества (одно хорошо что свои работы , не воруют в инете НО) , если позиционируют себя и свои работы качественными , то уж могли бы своровать красивую фотку в инете
-
5
-
-
- Популярный пост
- Популярный пост
Ни чего нового , постели блоков , чугун , наварка панчем.




А вот дальше постель другого блока. (я уже спрашивал выше , может кто сталкивался с таким напылением?)
Вот куски от напыления.



И положив один слой , отдав на расточку ( не доходя до нужного размера) , оказалось что поднимать нужно выше , слишком много они срезали перед напылением . Видно где резец коснулся а где не хватает.

Крышка с постелями от него.

-
29
-
если этот вал того стоит.
Это точно , но порой бывают валы , и это стоит того , хотя не рекомендуется все это делать , только по большой просьбе и под ответственность клиента .
Ребята вопрос , кто сталкивался с напылением постелей колен вала в блоке авто . Может даже кто то и делал ? пытался ?
-
1
-




















































Мастерская - завод , где трудится krech.
в Наши мастерские
Опубликовано
Спасибо .
Он , аппарат , как то вроде то ничего норм работает , что по чугуну льет , тихо и мягко на "постаянке", что по алюминий на переменке четко плавит(не знаю как объяснить).
А то бывает на "постоянке" жесто как то не большое как бы шипучие -шуршащие-потрескивание
То на переменке , да то же чудит .