

krech
-
Постов
1 935 -
Зарегистрирован
-
Посещение
-
Победитель дней
55
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные krech
-
-
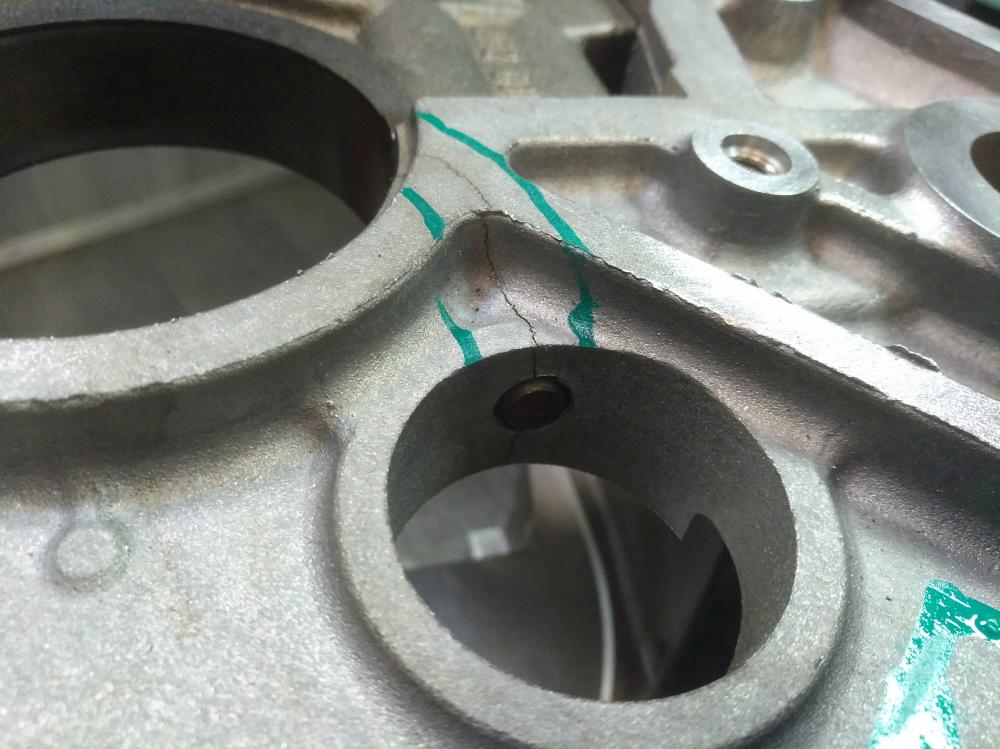
не разделали трещину и не "просушили" вот и "атомная бомба" готова.
я тоже в этом уверен и
на фото я вижу свой маркер , где обозначал ошибки и где нужно заварить исправить , и он цвет особо не попенял , как был синий так и остался .
Я знаю , помечая и грея в печке маркер или выцветет или будет коричневым.
-
 2
2
-
-
Скорее отверстие под гильзу в блоке.
Похоже его ПА пытались
Нет Валера я думаю они переодически электрод в ванну макали и взрывы ...ни чего у них не получалось но взялись ,,,, Б..ть идиоты
зла не хватает.
Видео выложу буде более понятно.
-
6
-
-
Нет это цилиндр блока Т 5
фольцваген ..щас стараюсь видео делать , в редакторе и на ютуб.
-
2
-
-
Здравствуйте Друзья .
Выложу пока в казусах , попробуйте угадать что это ? И что случилось , щас сделаю видео и более подробно будет понятно , выложу в раздел ..
Сварка деталей двигателя, трансмиссии и подвески

-
3
-
-
-
Выдернули меня завтра на работу ,я тут немного болею.
Везут блок из Оренбурга , если не ошибаюсь ,
Пробовали сами варить не получилось ,
Чугун авто , каменс
Цену обозначил сразу в двойне , удалять всю ту срань , потом шорошкой выгрызать уже отбеленый чугун ..
Сфоткаю если будет возможность-
2
-
-
К кокой корозии ?@aleks 555, спасибо, есть мнение, что 5356 при сварке гбц, дает более стойкую к коррозии поверхность.
Алюминия ?
-
1
-
-
Трудно варить и подавать присадку в врускном или выпускном канале ......
Лезим —варим горелкой в канал , присадку подаем через , впускное или выпускное седло.
-
3
-
-
С чугунными гбц этот фокус, я так понимаю, не пройдет?
На много труднее и порой не рентабельно ))
-
2
-
-
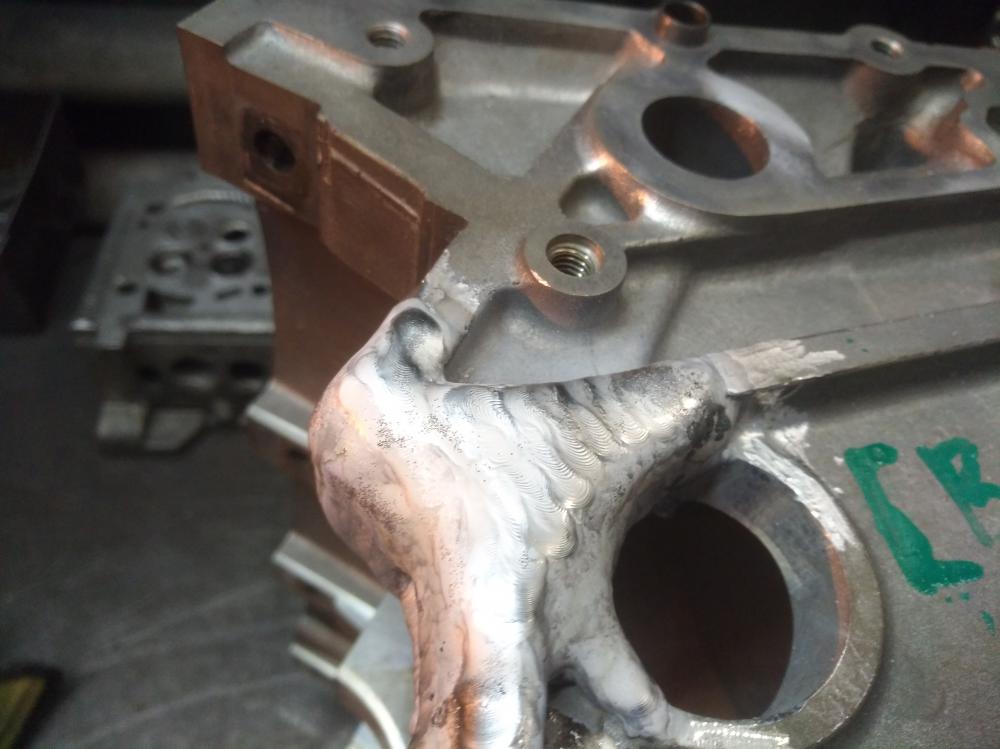
блок,где то варили,бежит чуть чуть,просто подварить немного.
Подварить немного
 .
.Это клиент успокаивал ценник ? Блин. Ну как всегда.
Детали заменили, а трещины в блоке-задиметили. По дороге от Челябинска диметные ляпки отпали.Ох....
Как после "димета" варилось , если конечно не без глубокого выгрызания -разделки ?
-
2
-
-
на глубине 60мм. Пробовал удлинить керамику трубкой со срезанным под углом концом- ерунда получается
Нет все делается не так !
Если не можете добратьбся горелкой . Сносите что Вам мешает , привалочную плоскость , идите за трещиной .
Заваривайте трещину и дальше выплавляйте что снесли .
Зачем там ковыряться . Разделывайте как Вам удобно работать горелкой , остальное выплавите обратно ,.
-
9
-
-
С телефона плохо вижу фота , с компа гляну подскажу.
Яего нибудь.
-
В обществе сварщиков скорее по аппаратам узнают, чем по внешнему сходству, как выяснилось)
По "подчерку" исполнения , кисти

-
Не без этого.Но для себя хотелось латку- это проще и меньше напряжений.Но и первоначальный вид сохранить - утереть нос "некоторым сварным" ,которые жужжат,что чугун не варится,а если варится,то сделают плохо...
Ну Серега нос ты им может и не утрешь )) Но клиент поймет к кому носить .
К нам вчера приезжал клиент , привез головку помочь исправить , забили-поменяли , втулки так криво , что засунув в них клапана , видно , зазор около 1мм .
Я спросил как это может быть так с пьяну не сделаешь . Ответ был , что их сварной возил в именитую фирму (название не буду указывать ) и там сделали . Но я предполагаю там сделать так не могли , скорее где то в другом месте делали и сварной не может предоставить бумаги и чек , говорит потерял .
Но клиент говорит с этим сварным не хочется ссорится , так как он "все" варит и лучше его наверно нет )) (и так постоянно , потом я переделываю за "всеварящими"
Но о чем это я , вчера заварил другому головку мерс , трещина от седла к отверстию фор камеры , так он возил в мест говорит 10 везде отказали сказали это не возможно .
И дал мне список мест фирм куда он возил (озвучивать его тоже не буду не хочу делать антирекламу).
Серега ты думаешь я утер им нос ? Да нет(они даже об этом и не узнают) я просто хотел помочь человеку , а заработать денег у меня почему то получается всегда на втором плане.))
А по твоей чугуняке , да , во первых как будет клиенту лучше , его пожелания , понятно что осадит на место и заварить лучше -красивее , но риск больше . Я сам порой теряюсь и долго обдумываю .
-
7
-
-
Но похоже у тебя ноу-хау и тогда раскрывай секрет , интересно .
Здравствуйте ))
Валера я по моему где то писал и показывал , если не охота выставлять -позиционировать - размечать заваренную "бабышку" монолитом , по кранштейну
То , "выгрызается" чуть , резьба на уцелевшем фрагменте бабышки , закладывается туда пруток, болт , что угодно меньшего диаметра .
К примеру резьба 10 , болт -пруток , гладкий без резьбы на 8 . Заливается сверху все монолитом , при возможности не давая дуге попадать на стальной болт , заливается волной -накидыванием алюминия .
Потом берем обратный молоток и выдергиваем .
Дальше освежается сверлом по родному заводскому направлению , и нарезается резьба .
Извините за сумбурность.

-
9
-
-
Ага , а еще я видел так проверяют выветрился ли бензин из бензобака , или нет , перед сваркой.)):Мне кажется усе намного проще и так всегда делали и не гоже сварщику считать объемы и прочее и лучше просто посидеть - отдохнуть.
И так некий объем и с одной стороны загоняем аргон с другой должон выходить воздух и обычно заклеивают скотчем оставляя отверстие 5мм ,,,,,, и так пускаем аргон "курим " 10-15мин и время зависит от объема , ну и интуиция подсказывает "заполнило" трубу , встаем подходим отклеиваем чуток скотч зажигаем спичку и в трубу , погасла ,,,, ага скотч на место и кончай перекур горелку в зубы и погнали.
-
4
-
-
- Популярный пост
- Популярный пост
Блок Мерс V-6
Это их болячка .




-
21
-
Крышки распредвала в большенстве своем такие , переварил кучу , прет из многих — сочится масло .
Победить трудоемко , или многократным выжиганием или так же отваляется в печи с подогревом градусов 350 ( полегче будет)-
3
-
-
Изнутри Варили , поддон ?
-
На счет , сварки панча по панчу , давно заметил , лет 8 назад и панч покупал не у Александра , вывариваю допустим бабышку на чугунном блоке , под крепление лапы двигателя , и приходится накладыватьшов на шов , вырашивать ее , так вот второй третий проход еще ни чего но чем дальше и больше тем больше пор , да даже не поры это как губка становится , что то выгарает наверно при таком перегреве и частом проходе. И теряет свои свойства.?
-
2
-
-
Валера чуть позже .
Ребят а всетаки молобюджетныц я уж не знаю , выбор китайский хотя бы на 200А
Аврору может взять ?
-
- Популярный пост
- Популярный пост
Друзья сначала хотел разместить этот ролик в казусах по с варке , но до сварки тут дело не дошло , из ролика поймете почему .
Размещу тут , так как относится к деталям двигателя.
Ролик с юмором , снимали мои друзья , они же и привозили эти головки в работу мне.
Ролик не большой 5 минут с лишним всего , делать эти головки я не стал , мой комментарий в этом ролике после 4 минуты 15 секунды
-
10
-
Ну это воарос риторический я писал уже , нет финансов у работодателя обновлять оборудование , это уже сам хочу , нервы свои и фрезеровщика поберечь ))
-
1
-
-
Да у меня же Тир 315
Уже давно там что то накрылось , чувчтвую по дуге , по сварке вообщем , и подрезы (если их можно так назвать) когда к примеру на плоскости чугунного блока варишь , трудно добится плавного перехода на стыке панча и чугуна.
По алюсинию постоянно матовый шов , электрод грязный , нет как раньше блестящего шарика , поры о коих я раньше вообще не знал , можно было варить по грязной головкн и все всплывало на верх.
Ну и так далее.
-
1
-






Восстановление алюминиевых деталей ТИГ-ом и казусы при этом
в Аргонодуговая сварка — TIG
Опубликовано · Изменено пользователем krech
На счет штрафа не знаю , я еще думаю может дальше отправить его туда где деньги взяли работу сделали..
там пускай и продолжают .
А то он там деньги заплатил , ему это отдали дерьмо , как качественно проведенную работу .)
а я дорабатывай ))
скупой платит дважды ..тут вопрос уже в принцыпе
взялись вперед !!...вояйте хоть до посинеия
а потом все это в помойку , и попадалово на не малую сумму.!