Лидеры




Популярный контент
Показан контент с высокой репутацией 10.10.2014 во всех областях
-
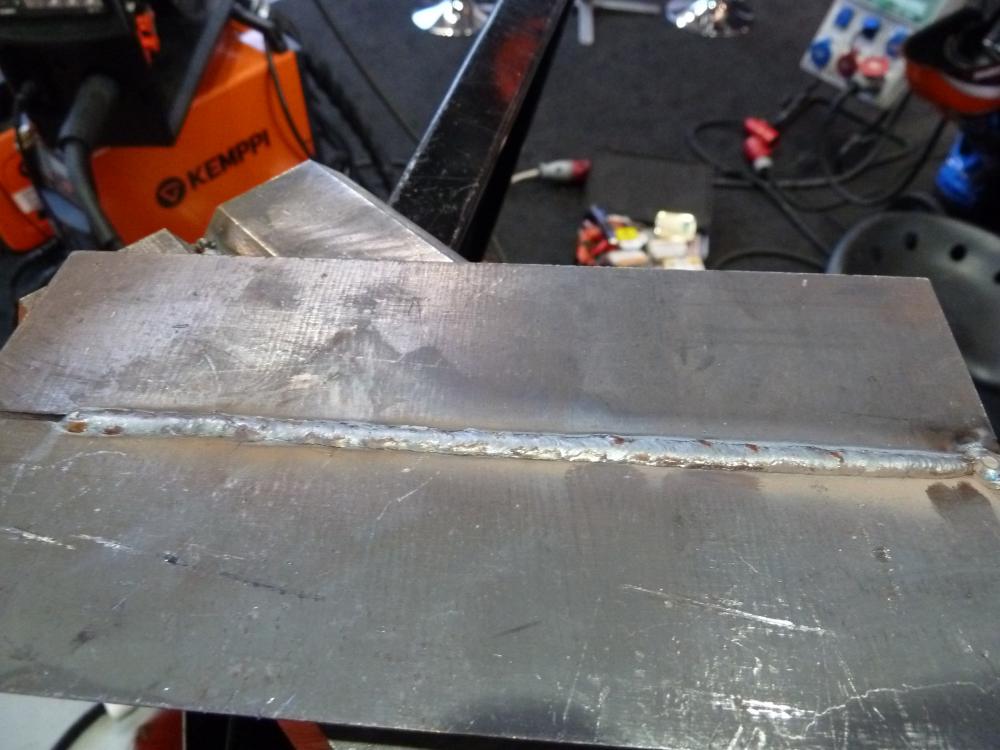
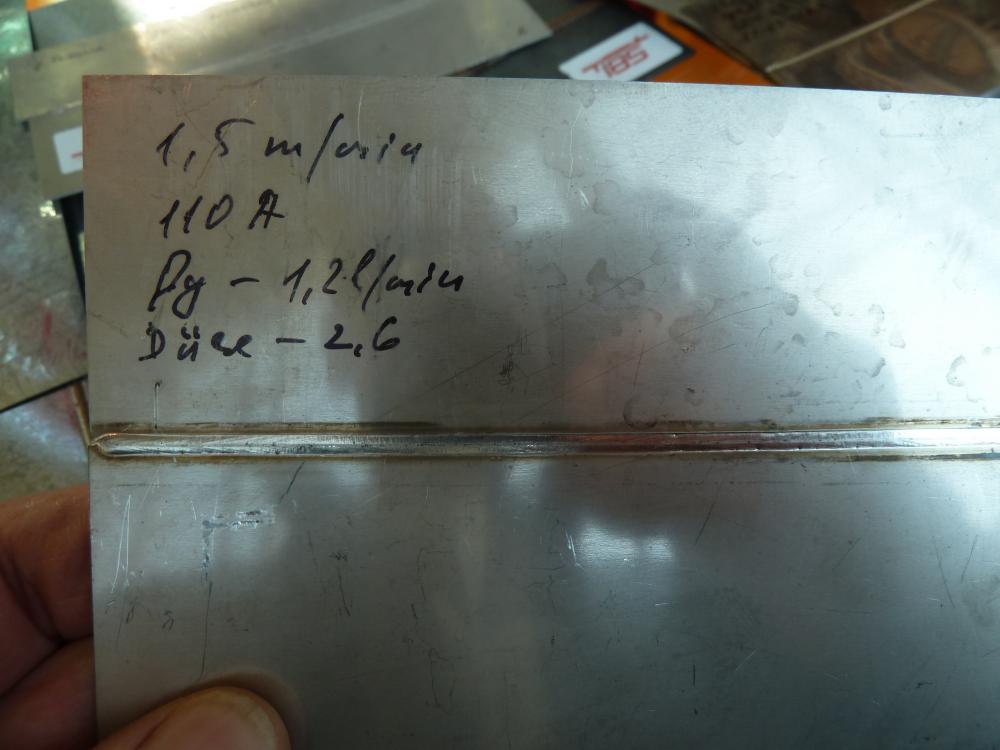
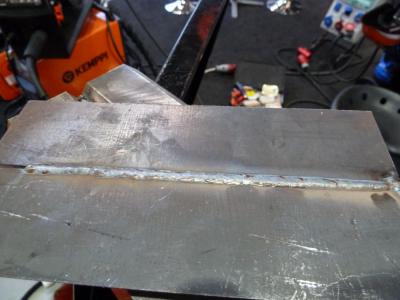
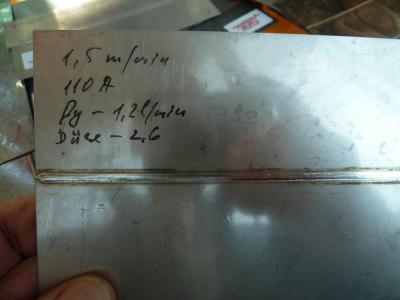
OK буду первым, боковая стенка пду 10мм. Сварка трубных досок. Проволока 1мм газ микс2 сварка в нижнем положении.



 13 баллов
13 баллов -
Вот и моя посылка пришла




 4 балла
4 балла -
Давно делал из иголок подшипника, 3-4 мм диаметром, но с разъездной работой, у чертилок ещё появилась тенденция терятся. Так что, "карандаш по металлу" за 40 рублей сподручней. Просто надо относится к нему, как к расходнику. После некотрых обстаятельств, досталось место с крутым заездом в гараж. И лебёдка, мирно лежащая на полке, переехала на заднюю стенку. http://youtu.be/Mvc3Ki4PTjM3 балла
-
Поставил саб 300 честных Вт ему мало... Но работать стало поприятнее И вывеска на дверях

 2 балла
2 балла -
С группы в "Однклассниках" снял: http://f6.s.qip.ru/IA4wMu1Z.png2 балла
-
-Ну че режем? После моего удара маской об стену (я был поддатый тогда сильно). -Баллон упал... Проходящий мимо узбек уборщик сказал "Что то не получается..." -Куда? -В яму... -Зачем? Василь Иваныч, белые!!! (бак пришел на заварку) -Не помню... Какие белые? (зачем так рано будить, 3 часа ночи...) -Щас достанем... Интервенты (бак с Lohr) -Редуктор погнуло... Петька, иди покури, и заодно пулемет помой, забился опять, утром -Щас выправим... сделаем. -Пойдем лучше чифирнем?... -Пойдем!!!2 балла
-
PANASONIC , новенький на выставке, на предыдущих выставках я их не встречал. Техника просто на показ стояла и не работала.




 2 балла
2 балла -
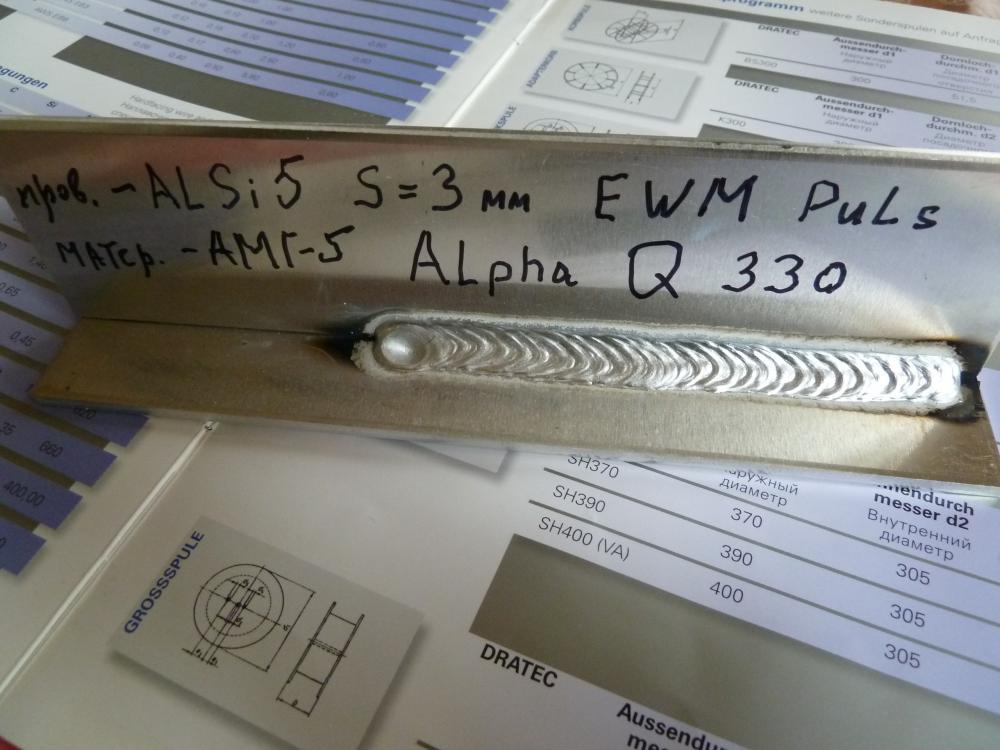
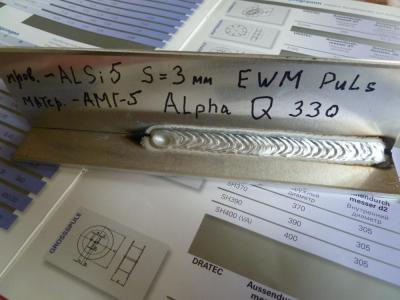
KEMPPI тоже показывали возможности аппарата. Аппарат по размерам меньше ewm и merkle. Варит довольно прилично, но закрутил его оператор сварщик, наводит на мысль или он плохо освоил аппарат или сам аппарат тяжел в настройках. На АЛ сплавах в импульсе ему так и не удалось совсем избавится от брызг и по этому показателю EWM и Merkle явно обходят конкурента.






 2 балла
2 балла -
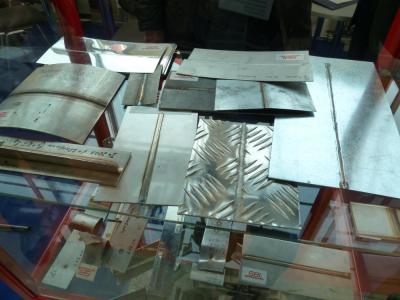
Это титан сварен с никелем никелем. Никель-никель - это не материал, а сварено никелевой присадкой Предугадывая вопросы - это для гальваники, шов очень хрупкий как стекло, отламывается от титана по зоне сплавления, но для целей клиента соединение полностью устраивает.
 2 балла
2 балла -
Плазменная сварка SBI.











 2 балла
2 балла -
Начнем с EWM, он как всегда на высоте, комментариев не будет ,просто смотрите. Да кто то на форуме про цвета EWM спрашивал, так вот все узнал и отпишу в теме.













 2 балла
2 балла -
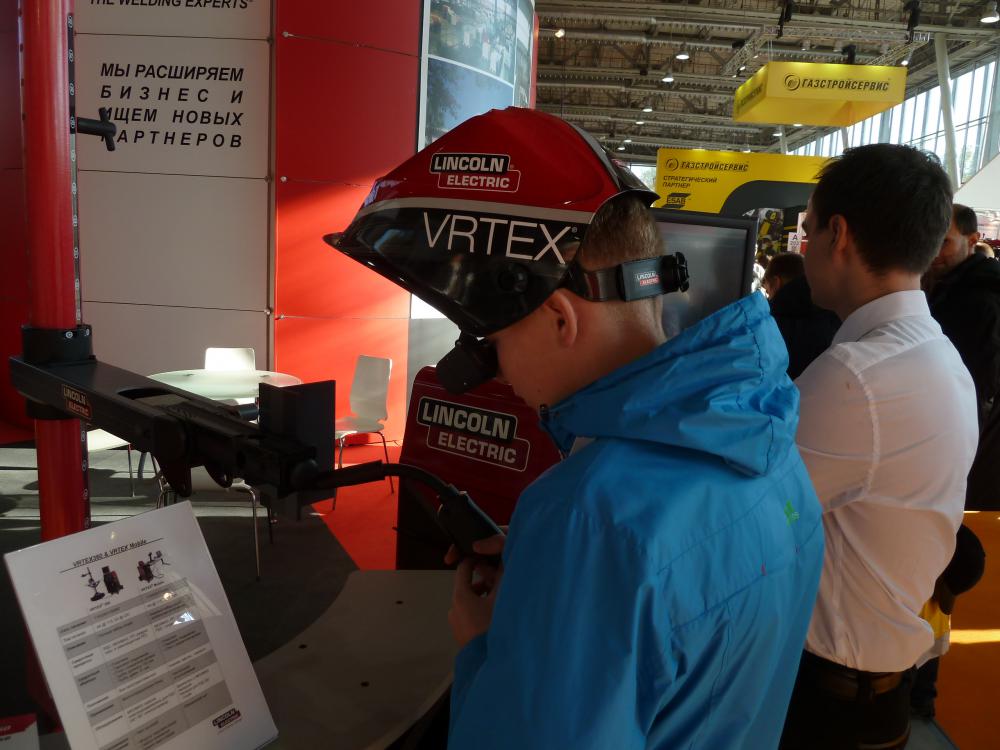
Чудо машина от Lincoln, не понравилась абсолютно, на ней точно не научится варить. Я не пробовал, но одного мужичка она оценила на 45 баллов и оператор стоявший за машиной , сказал ему что очень быстро вели горелку. После чего этот мужик такой шов на реальном EWM выдал, просто загляденье.



 2 балла
2 балла -
Привет! Друзья, кто занимаеться тюнингом своего аппарата. Тема такая, я поставил тумблер, который отключает подачу проволоки и включает ток на пистолете. Сделал для возможности варить нержавейку электродом с аргоном... вопрос в том... как сделать съемную конструкцию на пистолете под электрод... есть единомышленники сделавшие свой полуавтомат под электрод?1 балл
-
И все таки даже знаменитый Шаублин в Швейцарии до сих пор проводит ежегодные соревнования шабровщиков (или шабрецов))а не шлифовальщиков-заточников.Рука человеческая и точный глаз там в почете и в цене.Абразив и направляющие -это от безденежья и отчаяния. А у японцев-это спецы высшего класса https://www.youtube.com/watch?v=ZTru-KEdaR81 балл
-
Что бы не было споров в теме, что всё трём и чистим, по просьбе Константина, восстановлены все сообщения, кроме последних двух(скрыты администрацией)не в моей компетенции.1 балл
-
Можно сферический, аристократично, чуть неудобно сваривать (много стыков) и обшивать (много резов). Можно полусферой, тоже самое, зато и полки и яма всегда доступны, идеальное освещение не мешающее...1 балл
-
Аналогичная ситуация, так же оплатил присадку, потом позвонили, сказали нет в наличии, вернем деньги и тишина.... вообще ненадежный магазин, ребята, возьмите лучше в другом месте! не ведитесь на цену и на приятный голос девушки менеджера))))1 балл
-
Я тоже попробовал, но что-то у них недоделано. Получил правда 82 балла, но всё мельтешит перед глазами и гуляет. Реальной привязки к детали нет абсолютно.1 балл
-
@svarnoi69, нуу.. как бы само собой. Я и не подумал бы даже варить как то кроме как от засверленного конца трещины к краям казана.1 балл
-
Я даже и не рассчитывал что мой пост №28 окажется столь резонансным и переломным @Sakhalin_Cat,Вы на 100% правы в пост 137и 144 А непосредственно Константину Краеву скажу следующее :реальная аудитория на которую должна быть направлена данная реклама это относительно кустарное производство ,какое либо СТО ,или прочие относительно мелкие сварочные мастерские.Ведь большинство профессионалов занимающихся серьезными метало конструкциями пользуют аппараты с проволокой от 1,2 мм и как правило эти аппараты трехфазные ,и соответственно таким ребятам Ваша продукция мягко говоря только поиграться ,и ни какая реклама не заставит их купить такие аппараты (лично мое мнение) А посему все написанное в пост 137и 144 истинная правда1 балл
-
Илария, исправляюсь !!! Как вам этот железный мужчина.







 1 балл
1 балл -
Побывал, посмотрел. Что сказать, хотелось большего но это потом, фоток много надо все разобрать и по порядку поставить и комментарии к некоторым дать. А сейчас начнем с самого простого, с девушек , минус от Илария обеспечен. Илария , они крашены и не известно как они без краски смотреться будут. Вы выглядите лучше с горелкой в руках и маске. Где мои 20 лет




 1 балл
1 балл -
Видео не удалось загрузить,а вот фото читающей про работу на полуавтомате "девицы" прилагаю ))) Но по просьбе "трудящихся" из, как я понял, Тверской губернии меняю приложенное фото на то, которое не вызовет бурю эмоций и негодования у видимо уже "пожилых" людей.
 1 балл
1 балл -
скрытые резервы-наше ффсе!!! надо-станина стола для резки стекла.2600х1800 материала нет,но имеется -крыша самодельного кунга(труба 60х30 и 30х30) -лавочка из 20го уголка фермы крыши вот такого формата четыре часа разборки/рихтовки/стыковки-материал собрали час работы-стол готов ps.ачоделатькушатьхочется. хорошо хоть отрезные с электродами-за счет хВирмы..

 1 балл
1 балл -
Привет! Друзья, поделитесь опытом и впечатлениями , кто варит черную водопроводную трубу 1/2 (толщина 3мм) вольфрамовым электродом в аргоне.1 балл
-
Да кстати, чуть не забыл, первый стык с робота, второй моя рука. Так что человек не хуже машины! Я за человека.


 1 балл
1 балл -
По календарю 10 (5) лет + штангельциркулем глубину = примерное время жизни конструкции (плюс примерное время жизни конструкции с пассиватором, хоть даже солидолом, но уходит вглубь по другому механизму, кислород лишь ускоряет процесс) Может даже так показывает тип проката, чем собственно сплав? Вроде как Pitting type (Ямочная коррозия), есть же лабораторное ускоренное старение, вопрос только с маркой и типом отпуска мало решаем. Для ямочной достаточно старта обычной сталью, дальше по части теории оно само по себе идет вглубь островками, опираясь на защищенную разницей потенциалов поверхность. Пластилином мерить удобно, как и чешуйки шва вместе с формой шва (глянец потом не мешает а помогает на микронном уровне). Хромотография - по разнице в блеске позволяет вычислять тип проката и состояния как шва так и зон ЗТВ и Неполного Доэвтектоидного (изв. справочника нету) Термического Влияния. Кстати для аустенитного класса весьма интересен азотный щит... (оказывается). В графическом редакторе, разность каналов отделяет блески по RGB а также в Lab по цветовому кругу в зависимости от цвета лампы. Объектив для макросъемки в аренде стоит копейки, тем более с поляризатором. Есть таблица свечений по высокой температуре, есть таблица отражений по блеску поверхности, задающему свету, фактически калибр нагревов (зависит также от влажности воздуха).1 балл
-
@di4, а ведь можно и болты, не заваривая перфорацию, болты притянут к полу\стене весь лист, как бы матричный захват напряжений, ими удобно выставлять деталь в горизонт, осталось догадаться как завернуть их в гайку, можно после выставления в горизонт их прихватить к кронштейнам на полу, дороже, зато лист не жжется. (закручивать гайкой снизу, а верхняя - ограничитель). Себе хотел сделать приварные струбцины на стол, чтобы зажимать деталь и сверху и боков, это были металлоконструкции из 1.5 мм профилей, на 10 мм просто нет заказов\денег что бы это испытать. Еще под лист (правда тонкий) подкладывал 250мм обрезок трубы, и катал ее по столу, не надо двигать вскользь. Заменяет прижим рукой на прижим собственным весом конструкции (кирпичи накладывал чтобы идеально прижалось, учитывая порядок обвара с двух сторон. Хорошо когда есть обрезки - из зажимами фиксируют, и кладут валик шва на среднем токе, они начинают показывать на сколько изогнет (и куда) лист при выбранном режиме сварки. Портить новый это конечно глупо, но по контрольным обрезкам все же чуть понятней остаточная деформация, лист прогревами можно немного вернуть назад, насколько позволят ребра. Там и начинается игра с порядком наложения швов, я пришел к тому что точки крепления листа идут по спиралям - одна по часовой, вторая против, "пуза" вообще не было, но ток был на минимум. Отличие от барабана в том, что последовательно гнет и контур, лист увлекает за собой саму констукцию, там и пришла идея двух спиралей, внутренняя против внешней, длинный профиль тяжело согнуть на коротком плече, когда как через середину он идеально деформируется. Труба 50х50х4(3) - вварена косынка внутрь (8 мм), петли обваривал точками (минимум нагрева) - итог: увело на 15 мм, тоже самое с листом обычным порядком Точки зиг-загом (внутренняя, внешняя, внутренняя) уменьшали коробление уже до допустимых пределов, но это был тонкий лист (холодный). Накладная крестовина с отводами (8ми конечная звезда) по идее должна удержать от коробления весь лист, но ее жесткость тогда должна быть выше с 2х кратным запасом (по факту двутавр).1 балл
-
Игорь, два неоконченных высших на Кибернетика и АСУТП, зато весело стало, играть с огнем, даже лучше чем компютерные игры, азартней, раньше ВебСварка не вызывала интереса, мало мог сформулировать, но я почитывал форум, просто мне то нужен форум технологов и ГИПов (зрение ушло на 0.8, колену почти сами понимаете что, и стопы тоже износились). Сварка стала бесить (то не заплатят, то просто на дверях скучно), увлекся инструменталкой, понравилось, после сервиса стало еще больше нравиться, уже не жалко того диплома, ведь... Кибернетик обязан знать всю технологию металлов в первую очередь, а ГА ДиффУр и прочие чудеса мироздания уже потом. Сначала нравилась гаражная технлогия, но потом вспомнив что бывает когда перекошена рама, а клиента уводит в сторону, подумал и решил, что это только для художественных работ. Деньги со сварки идут на компы и литературу, литература и компы помогают зарабатывать, простой как дуга процесс обработки навыков. Кстати на строительном наречии Лепило это был теневой мастер, когда основной не пришей к ..... "Иди к Лепиле, сейчас покажет...", он мне тогда и показал вертикал за 2 часа дровами под дождем, и, порекомендовал оттудова маршевым кроссом искать что нибудь получше.1 балл
-
@демонстратор, А ведь это мог быть и пуливер с серебрянкой, засвеченный специально, мастера иллюзий, любят фокусы показывать, за такую технологию многие кредит возьмут, лишь бы не шкуркой все чистить, особенно на изношенных трубах, внутреннею часть. На видео мог быть ферритный порошок покрашенный под ржавчину, притянутый электромагнитом, либо видео запущено в обратную сторону, напыляя порошок на поверхность, оба варианта хороший фокус на развитие логики. Кислоту можно лить капельницей в где то 5 точек и собирать это все в ведро, подобрав капли можно травить хоть сутки, а потом перезаряжать все это дело, и не выливать пока электролит не отравиться продуктами растворения. У густой пасты есть малый недостаток - она вязкая, а жидкий раствор можно через тряпку лить или тому подобное выравнивающее скорость потока жидкости. Может они просто не хотят продавать по 5л, все равно мало кому нужно. А так в нашей стране все просто - берешь 10 000 рублей, идешь в лабараторию, и через 3 дня у тебя полный состав пасты. (Если бы платили в конторах хорошо можно было бы заморочиться, а так...)1 балл
-
Вторая редакция:

 1 балл
1 балл -
Праздник в " Будни сварщика" Мостик к богу, длина 16 метров, бюджет 80тыс. от спонсора и деревенский мостоотряд трудился 4 дня. Сегодня состоялось открытие мостика и дорога до церкви сократилась в двое.














 1 балл
1 балл -
@Eugeny Rehtin, Когда человек стремиться к удобству в работе и пытается рационально использовать рабочее пространство и инструмент- честь ему и хвала. Правильно поступаете. Тут на картинке увидел у вас кожаный чехол для электродов. Когда он в работе весит на поясе это не есть хорошо- однажды вы на них обязательно сядете, ладно если по плоскости, а то могут и вертикально попасть. Мы делали так: берешь кусок пожарного шланга, сгибаешь пополам и прокалываешь электродом 2 внутренние стенки раструбов. Электрод сгибаешь в виде большого крючка- можно и на руку повесить и на пояс и вообще прицепить куда угодно. У вас получается полноценный футляр для патронов из 2-х половин- можно складывать разные марки и разные диаметры не перемешивая. В раструб можете вставить и свой молоточек. Вообще эта конструкция была очень популярна- не горит, прочная и делается моментально ну и в плане удобств тоже не на последнем месте. Кстати половинки делали и разной высоты, как и электроды.1 балл
-
Это разделка не просто под конус, но еще и срезы на поверхности цилиндра - углубления призматические, дают динамичность сердцевине - главное получить мягкую резистивную сердцевину чтобы меньше работала на хрупкий излом и прочную поверхность, чтобы не тупилась о материал, звезда не всегда помогает, она лишь увеличивает частично слои никеля либо 20Х80Н заполнителей, которые из за разной природы работают на скручивающий срыв по разному, не давая хрупкому излому распространиться вглубь, задерживаю своей вязкостью, повторюсь на некоторых видах стыковых это бесполезно, но иногда может увеличить время работы отремонтированного изделия, это называется композитный наплав, когда хрупкая сердцевина горбит изделие. Есть техника такая - 0 градусов точка крупная, 180, 90, 270, 0, и так далее - нагрев идет с разных сторон, стягивание идет с разных сторон, усредняя собственное напряжение, когда как сварка с 0 до 360 дает радиальное напряжение, и где то в месте маскимума трещина получит максимум энергии на разрыв, замок как на трубах иногда вреден из за конечной точки напряжения. http://cs617923.vk.me/v617923613/1bd3e/K9i6HOfydU4.jpg1 балл
-
Грамотно рассчитанный раствор кислот и последующей пассивации может взять любой слой, но это дело времени и денег, главное же все диагностика поверхности, взяло, или же не до конца. Вот как понять пассивировано? Или не до конца, тогда как по цвету, с крупной риской, не всегда ясно - готова ли поверхность под эксплуатацию, либо все равно подставит и корродирует.1 балл
-
Я тему создал чтобы более опытные старшие коллеги сюда заглянув что нибудь напомнили и дополнили более грамотно, один в поле не воин, тем более на минном поле с растяжками и датчиками перемещения бионики...1 балл
-
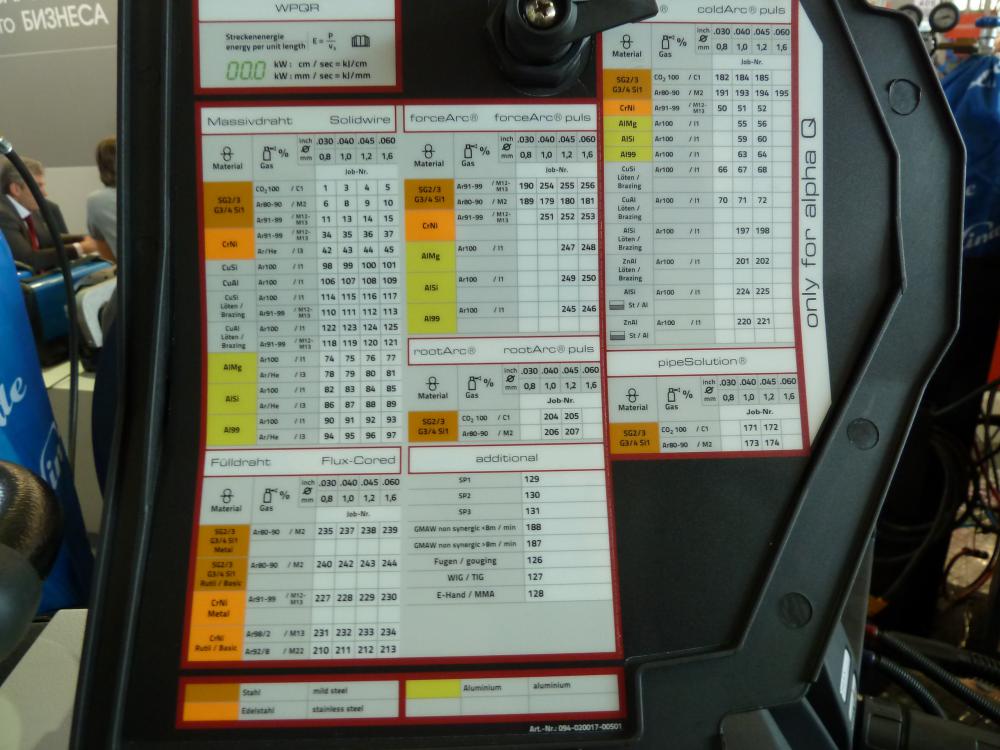
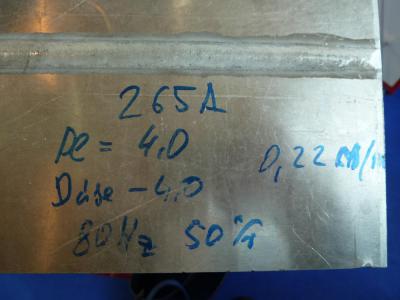
Еще бывает точка в первичной обмотки - как бы под 180 и 220 В, но вряд ли это так, по правилам эти точки обязаны были быть внутри корпуса аппаратов, тогда И1 это отбор от 180 а И2 отбор от22В что как бы 1.5 кв мм и 2.5 кв мм при гарантированном ПВ дабы не жечь люминь в розетках. Но скорее всего это вторичка первые 150 витков до 120А и вторые до 200А, а сумма вряд ли, 320А от сети это круто.1 балл
-
Если ее сновья перебрать и потюнить - то это - САМАЯ ЛУЧШАЯ ГОРЕЛКА В МИРЕ ЗА 4500 РУБЛЕЙ. Изготовлена уборого и погано. Но тот кто ее конструировал заслуживает уважения, такой удобной посадки я не встречал, разве что на промках за 12 000 - 25 000 рублей. И кран под пальцем от прожега, и кнопка там где должна быть и такая какая должна быть, ее минус - не бывает под левшей, а я левша, поэтому швы пока на ней не самые лучшие, под левую сделал перезащелку на кран, хотя бы на полоборота но получается.1 балл
-
@Sakhalin_Cat, в той книжке не было параметров самого слоя, видимо я про тонкие слои, на повышенных да проковка требуется, вопрос в том как на незакрепленных деталях это делать, они делят импульс молотка, также его можно разбить проковкой, слесарям такое доверять не всегда можно. Вопрос - проковка сразу вслед за швом (в 5 см слесарь) - более правильно, либо все же дать остыть до 400 градусов? Хотел когдато сделать шовный штемпель для слоев с риской для второго прохода и прочих удобных в производстве приемов, шовный штемпель не дает разбить слой и охрупчить чугун. Тут схожая тема есть, там про 20Х80Н и похожий способ термического влияния на чугун. http://websvarka.ru/talk/index.php?showtopic=2139&view=getnewpost1 балл
-
В технологии ремонтов чугунных деталей есть буферное плакирование (создание слоя) чистым никелем, где его взять вопрос пятый, наплавляется что РД что НЭ, удобен, 70% начальной прочности, естественно дорого, зато прочно . Никелевый вроде как 1 из 3х низкотемпературных когда не надо ни делать отпуск ни проковывать шов.1 балл
-
Ну раз такая песня - вмешивание в металл радиоактивных и гасящих (бор) элементов озадачит контроллера. Но зачем это Вам надо? Ведь за такие проделки есть статья УКРФ - Халатность, с преднамеренных сокрытием бракованного изделия. Шлаковые включения меняют градиент рабочих внутренних напряжений, шлак в шве - первейший брак, замедленного действия, он не позволяет рассчитать прочность, аномально меняя закон текучести металла, фактически Ваше изделие - идет в нарушение ГОСТ, по этой причине (а то у меня дети могут хлора хапнуть если на заводе что то грохнет) и введен обязательный рентгенологический контроль сварных изделий.1 балл
-
Есть дисциплина - оптимизация производственного процесса по требования экономического звена предприятия. Поэтому даже годами отработанные операции приходится пересматривать по этой причине. Конструктора тоже не стоят на месте, иногда разрабатывая более сложные в плане технологии конструкции, а у начальства денежный оборот рассчитан на 5 лет назад, вот и приходится постоянно выдумывать \ разрабатывать адаптации тех. процесса цветных металлов (точнее чаще красть у европейцев). Иногда стараются делать корневой проход идеальным - почти как на автоматической - там вообще не нужен какой либо вид обработки поверхности, там и идеальное сплавление и общая прочность и геометрия сечения, я так понял что данная тема появилась потому что этого не достигли тем расходным материалом на том оборудовании в короткие сроки, хотя изготовление кондукторной пары и ее юстировка на рез не самый лучший вариант. У американских технологов в почете пилотаж влияния на форму валика через параметризацию работы дуги (SuperSpray, Classic Spray, TipTIG) оно в оконцовке дешевле, а самое главное металлургически стабильней (алюминий любит свои сплошные структуры). Керамические подкладки формирования корня шва - это дополнение к СуперСпрей (по нашему параметризированная отрывисто-пульсирующая дуга переноса капель разных радиусов) с подкладками тыльная часть корня получается идеальной (высшая прочность на разрыв), а может и не тыльная, все по разному пишут, тыльная от верха валика.1 балл
-
Хамом, нет.Вот кол-во мало так для данной рекламы слабовато.1 балл
-
Молодец! точно и ясно сказано!1 балл
-
В рекламе Miller Electric была машинка - где автоматический процесс под алюминий вторично на той же каретке подачи обрабатывался твердосплавной фрезой прямо после дуги (за 2 см от нее) на горячую, так они сразу и проходили длинные листовые конструкции, уберая все косяки автоматички фрезерным станком (хотите горизонтальным, хотите вертикального исполнения, идея лишь в том как отъюстировать ось шва, но это дело практики, болгарка с кондуктором как вариант, для этих целей, но это уже ЧПУ линия с частичной автоматизацией, цвет мет любит большие вложения мысли, он не прощает ничего и никому и никогда. Подсмотрел линию обработки дерева, фактически та же длина листа (6.200) те же способы подачи твердого режущего инструмента на деталь, ну и естественно цена оборудования, не в пример металлургическому. По аналогии заводится лист под переделаный в автоматическую полуавтомат, на определенной длине от дуги выставляется фреза под определенным давлением на шов и блокировкой от соскальзывания, на горячую видимо еще учтется и усадка снятого слоя Если потартится на электронщика то можно получить поперечное перемещение детали\горелки выдавая швы с >2 коэффициентом формы поверхности (когда высота 1 а ширина валика *1.99999), оно же при оперативном замещении даст обработку поверхности шва режущим инструментом, 2 операции на одном калибре (возможно что и 1.5 операции)1 балл
-
1 балл
-
простотак.......былоуже......



 1 балл
1 балл -
По трубам водяным, п.а не нравиться толстый шов клиентам... им надо красивая труба , ацетиленовая... люди непонимают... что красота внутри, как лезвие толщиной может быть... по мне шов толстый должен быть, выпуклый... как металл покупаешь... 1.5 мм. И 3.0 мм... есть разница1 балл
-
Всем привет. Аппарат 200 ам италия не евроразъем. У меня еще обычный инвертер есть, проще наверно горелку хорошую купить , балон от полуавтамата и варить вальфрамовым электродом чиркать. Ребят, а можно полуавтоматом нержавейку также хорошо сварить как горелкой вальфрамовой... что лучше? Всем привет. Аппарат 200 ам италия не евроразъем. У меня еще обычный инвертер есть, проще наверно горелку хорошую купить , балон от полуавтамата и варить вальфрамовым электродом чиркать. Ребят, а можно полуавтоматом нержавейку также хорошо сварить как горелкой вальфрамовой... что лучше?1 балл
-
Маску из США получил. На первый взгляд всё нормально. Всё новое, не одной царапинки и даже включается. Как и написанно, 9100X. Примерно 8500 км. Чуть меньше месяца в пути. Америка существует!!! А я думал в школе обманывали.
 1 балл
1 балл