Лидеры




Популярный контент
Показан контент с высокой репутацией 30.04.2026 во всех областях
-
Имею в собственности двухсотку.В последнее время нагружена была по максимуму функционала.Что сказать-китайщЕна, она кетайщена и есть, хоть и от уважаемого коллектива из Питера.Двойной импульс по стали-печальное гуано,попробовав пару раз более не пользую.Тоже и по нержавке.Претензий-ноль, ибо знали , что брали.Чисто для дома.Четырёхроликовая подавалка-пример хороших понтов, потому как ведущий моторчегг -слаб.Не очень внятная логика управы.Алюм-туда-сюда,не супер, но временами подбешивает рандомными глюками.Короче, для дома, гаража, сварщега Полесова-гуд. Для профи с амбициями-отстой, как и весь китай, который на рынке.Россия, эвропка/ пендосы на голову выше.1 балл
-
Я не программист и не представляю как пишутся мощные программу. В моей программе нет баз, я писал в Ecxel в основном на логических функциях, но и прикладная математика присутствуют. Это просто кошмар. Я несколько раз превышал (в два, иногда в три раза) ограничение Ecxel по количеству символов (max 8192) в формуле, приходилось делать сборку из нескольких.
 1 балл
1 балл -
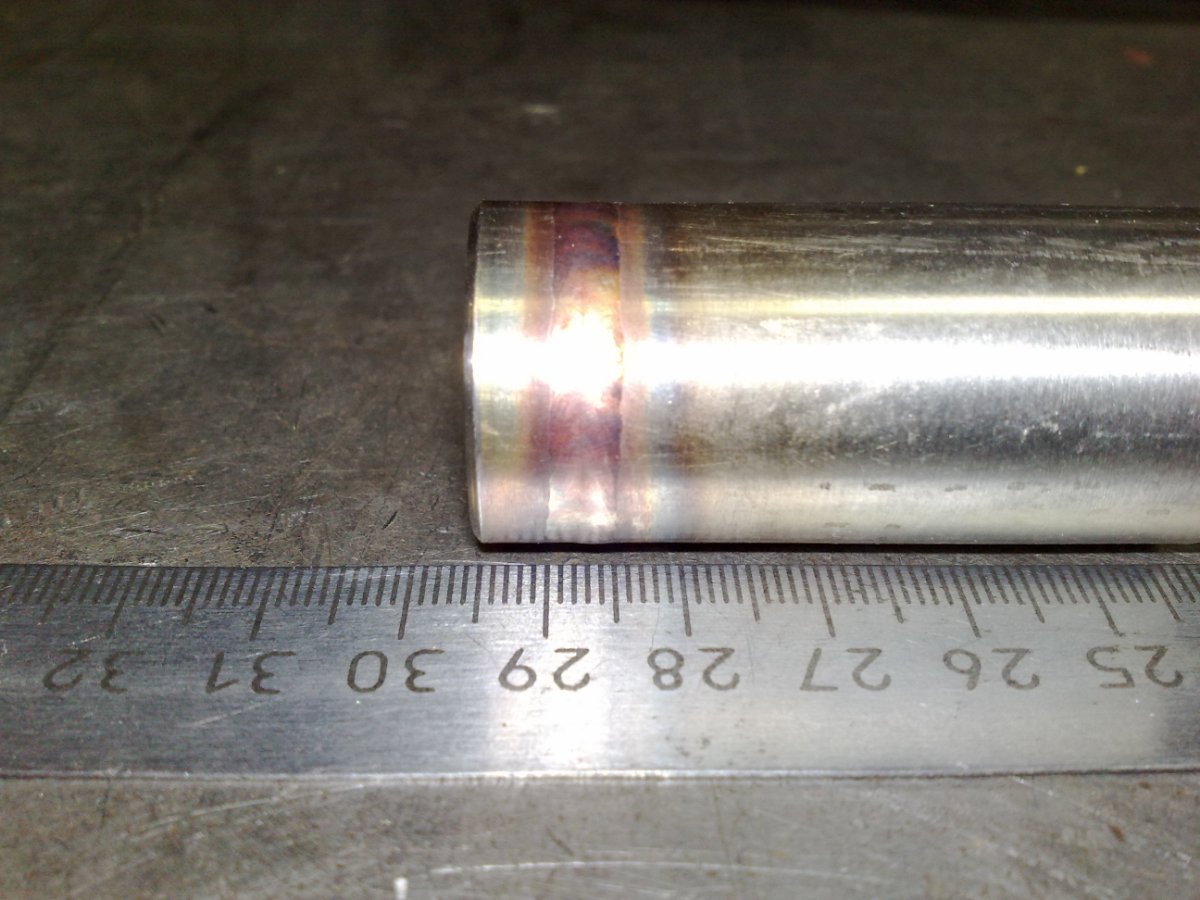
Предварительный подогрев применяют, а иногда и попутный. Я программно задаю глубину проплавления, сварочные параметры устанавливаются автоматически. Это не моя прихоть, просто я вынужден зачастую действовать в условия высокой степени неопределенности - у меня нет возможности отрабатывать сварочные параметры на испытательных образцах, приходится варить с одного раза (максимум есть шанс на второй проход). Про кучу факторов, которые "не учесть". Я попытался. Плохо ли, хорошо ли, не знаю, но на что небогатого ума хватило, я сделал (правда сам теперь с трудом понимаю, что я там начудил). Что касаемо сварки без присадки - сам очень люблю такой способ и варю им всё, где можно и не можно. Я тоже не вижу причин не попробовать масштабировать этот способ на большие толщины. Но... Терзают смутные сомнения. Основная проблема мне видится в металлургие сварного шва и околошовной зоны, так-как эта металлургия перестает быть микро. Но по любому с интересом жду результатов.
1 балл
-
Выше Валерий привел скриншот своей программы, где эти факторы он учитывает. При механизированной подаче можно все это проверить лабораторно, если есть условия. Вам при разработке вашей технологии можно воспользоваться этой программой. Возможно до сих пор доступна к покупке. Стоимость - просто подарок. На отраслевом уровне с учетом общей заинтересованности и бюрократии - вероятность околонулевая. На уровне стандартов предприятий, вполне реализуемо при экспериментальном подтверждении результатов. Ибо не всем нужно строгое соответсвие ГОСТ, если технология обеспечивает получение необходимых требований. Но есть вероятность, что все останется "в застенках". Доступный способ придать весомости новой технологии - написать по ней диссертацию, получив тем самым научную степень. Но, в лучшем случае, года 4 жизни посвятить этому придется. Наверное, даже на бюджет поступить возможно. Если не искать халявы, то сам формат обучения предполагает как постоянное чтение и анализ мирового опыта, так и публикацию своих работ. Правда это уже не советы начинающему аргонщику.1 балл
-
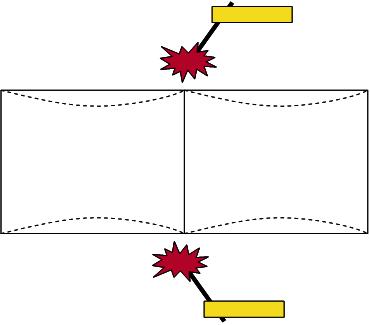
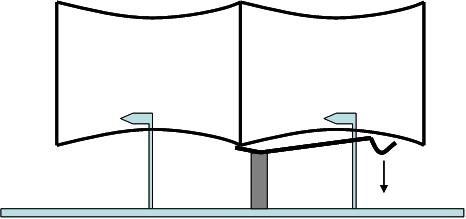
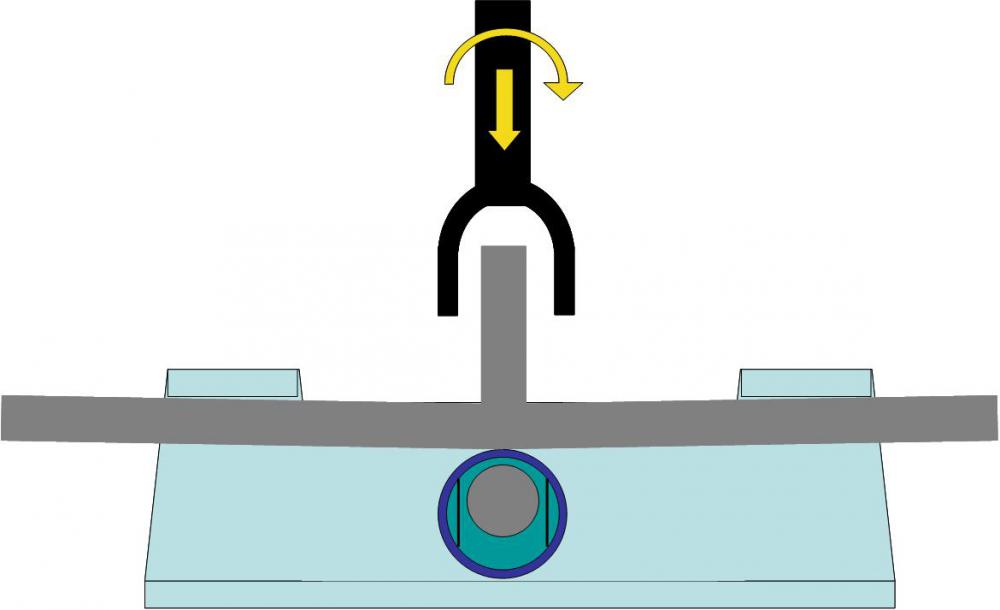
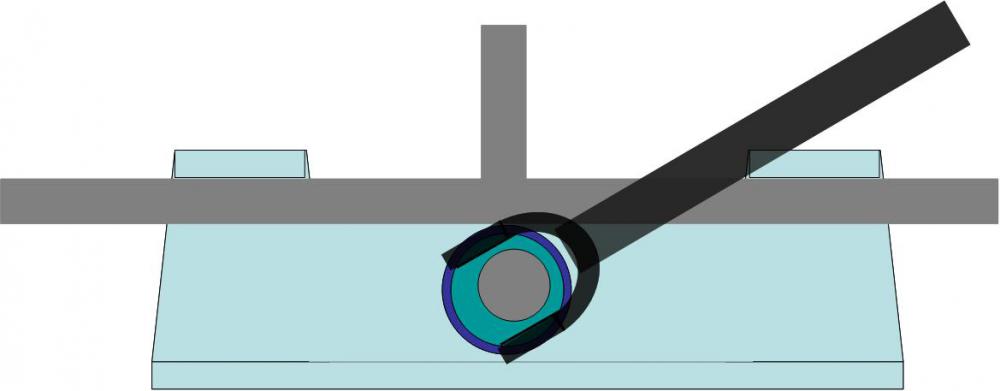
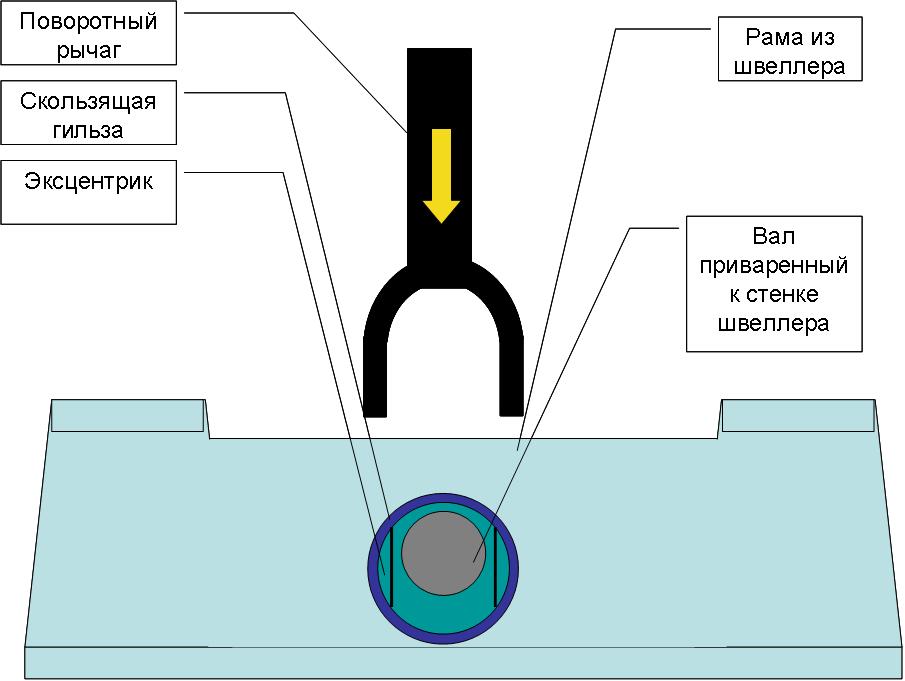
В общем это мои мысли по поводу борьбы с поводками профтрубы при Т -образном соединении, да при приварке к профтрубе чего нибудь только с одной стороны. Например варим рамку двери калитки. Делаем прямоугольник, а потом ввариваем перемычку. От места приварки перемычки до углов рамки боковая профтруба изгибается во внутрь. Очень хорошо видно с торца, при установке в ровный проем и обшивке ровным листовым металлом, либо профлистом. Если обваривать по кругу - поводки не избежать. Как только металл остынет произойдет изгиб. Я иногда правил зажимая концы детали и подставляя под нее палку в месте изгиба. На палку ставил монтажку и лапой упирался в стык. Удавалось получать ровную плоскость. Немного покумекав набросал в голове, а потом и схему как можно окультурить эту приблуду. Из швеллера вырезается рама. Нижняя полка остается а в верхней делается вырез под стык устанавливаемого соеденения. По центру вваривается вал, на котором одет эксцентрик со шлицами под поворотный рычаг. На эксцентрике одета скользящая гильза. Гильза нужна для того что бы не повреждать стенку профтрубы. При установке профтрубы, одевается поворотный рычаг и поворотом в сторону эксцентрик давит на стык, выпрямляя его. Можно просто прямить изогнутую профтрубу или даже делать сегментные арки, поворачивая рычаг на одинаковый угол, сделав упор. Хотелось бы сделать и попробовать, но на холод лишний раз идти нет желания. И так на улице живу фактически. Может кому пригодится идея. Как то так.
1 балл