Лидеры




Популярный контент
Показан контент с высокой репутацией 30.01.2026 во всех областях
-
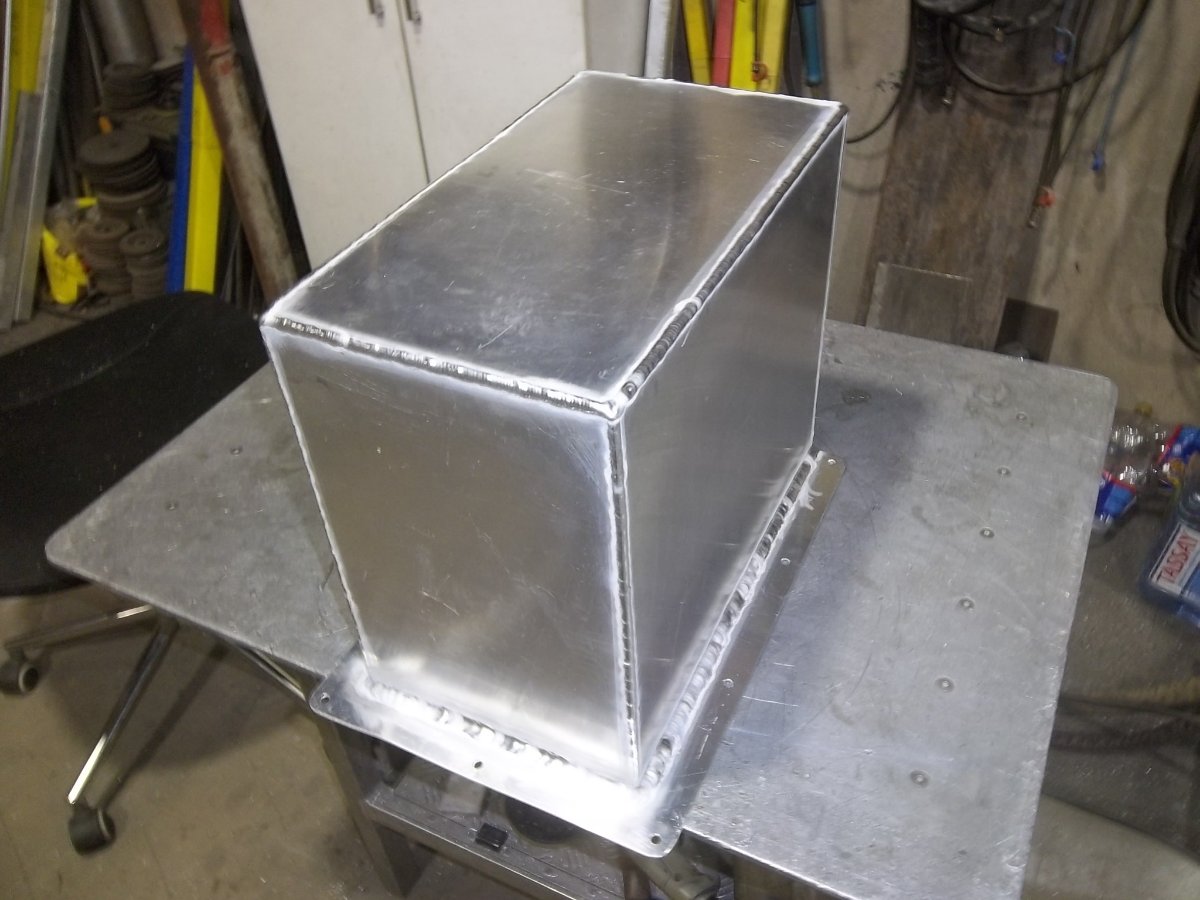
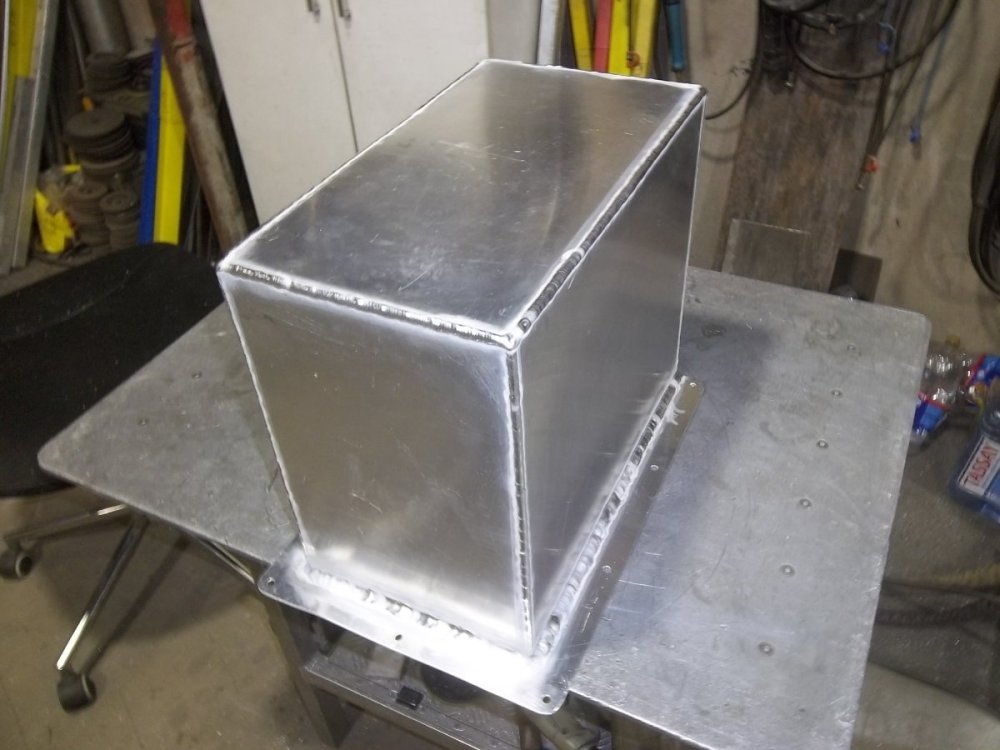
Оправдание лени. Потом " забьёшь" и на другое. Сборка бака .Могу ещё накидать.

 5 баллов
5 баллов -
Указал своему ИИ сварное соединение У4 и толщину стенки - получил ГОСТовские параметры сварочного соединения; сварочный ток; сопло горелки; расход газа; диаметр электрода и присадки; скорость сварки; цену перформанса и т.д.2 балла
-
А у кого-то метроном есть и вне головы (на компе). Правда ни разу не пользовался. Была одна задача (фото), когда было необходимо синхронизировать частоту импульса с подачей горелки, но тогда без метронома справился. Больше такого случая не подворачивалось.


 2 балла
2 балла -
Мне в плане освоения сварки алюминия в начале пути очень помогли видео на ютубе с канала weldingtipsandtricks, могу прям рекомендовать, для начального уровня неплохое подспорье понять некоторые свои ошибки и кое что переосмыслить. Для себя понял, что для красивых соединений надо дать току чуть больше и двигаться быстрее, чем темп и ток к которому вы привыкли, не размусолливать, а переть вперёд к цели. Подавать пруток быстро, в один и тот же такт, как будто у вас в голове отбивает метроном. Руки надо выставить изначально удобно с опиранием на тот же локоть, а руку которая держит присадку на тот же мизинец, чтобы вы могли вести обе руки по идеальной прямой, как по рельсам, ну и про тщательную подготовку перед сваркой вам выше уже сказали, это на самом деле самое важное для качественного результата. Если с ютубом беда и никак им не можете воспользоваться, напишите, залью видео с того канала в вконтакт тот же и сюда ссылку скину Дополню, у вас аппарат с функцией импульса, стоит понять как он работает и научиться его использовать, при оптимально подобранном режиме вы сможете получать как проплавление без проваливания, так и визуально красивую чешую. Выше писал про метроном в голове, импульс при оптимально выставленной для вас частоте может быть звуковым подспорьем, облегчающим задачу равномерной подачи присадки в одинаковый период времени.2 балла
-
Это зря... Алюминий дюже чистоту любит. Плюсик за рвение, минусик - за плохую подготовку...2 балла
-
Всем доброго вечера, дня. Нашёл себе занятие, решил сделать вот Начало. Зачесалось немного "по умничать", ну или типа сделать хоть как-то правильно, по науке так сказать. Полез в литературу, октрыл ГОСТ 14806-80, посмотрел, почитал. Выбрал соединение У4: одностронний, без скоса кромок. S=3мм, S1=3мм, n=0 (т.е. в ровень, если я правильно понял), b= от 0 до 0,5мм(на глаз, но не больше), e= должно получиться 7мм +1мм отклонение, p или g(толком не понял, высота валика вроде как)= не более 2мм. Чистил, готовил. казалось тщательно и корошо, но, не терпёжка, время идёт, в обчем как в юности хочется по скорее, кровь бурлит, интересно же. Ну, почистил, как почистил. Начал сваривать. электрод 2,4. сопло 6, газ 6-8л по шарику, ток 160-123А по показометру, вылет электрода делал от 10до 3мм. Сделал прихватки, посмотрел ещё раз ГОСТ, форму сварного шва, и понеслась.... Не тут то было, форма шва не получается, хоть убейся, с обратной стороны и намёка на проплавление нет. И так и эдак, току по боле, скорость по медленнее, чтоб прогреть(начинает вертикальная стенка проваливаться). Про равномерность, ширину валика, вообще умолчу. Последние короткие два шва(по 2см), вроде как-то по ширине и высоте получились. В процессе, видя что не могу обеспечить нормально проплавление, не расплавив всю конструкцию, сделал разделку УШМ и шкрябанием. И всё равно, ванна блестит под дугой, в ней электрод видно, а проплавления нет. По поводу проплавления - планировалось зачистить, после сварки шов, заподлицо. А с таким сваревом (серевом), как показал личный опыт, конструкция сия просто развалится. Осталось сделать какие-то шарниры, навесы и замки и соединить с крышкой. От черноты избавиться пока не получается, пока рука боле мене твёрдая, вроде чисто, чуть подустал или малость отвлёкся(чуть сопло поднял, или в строну сдвинул), всё чернь хапнул. Зачем мне всё это надо? ГОСТы? Держится и ладно, не на выставку же. Не знаю. Пока есть интерес, а там по смотрим. Кто-то пишет сильно не ругайтесь, типа, я нахчинающий. Не, не то, есть посыл, то по полной, это лучше чем равнодушие. Пока не жалею, что сюда зашёл.












 2 балла
2 балла -
я бы так сказал - не слушай... но тут есть нюансы. В качестве последней работы, да и без импульса все тут варится на ура. Тут главное поставить руку. И не каждый день варю, рука трясется от напряжения. Нужна опора. Поэтому работы делаю так: либо стол либо еще какой упор либо локоть к телу прижимаю. То что рукав болтается, то его нужно на стол положить, т.е. это не ММА и болтанки не должно быть. Нужна так же свобода для манипуляцый, но провисаний не должно быть, целого рукава. Так же можно соплом делать упор на деталь, не сильно давить, а чтобы можно было перемещать горелку ну и немного под углом электрод располагается относительно шва (для провара может оказаться очень вредно). Если есть возможность без присадка, то тут проще, за хвостовик можно второй рукой поддерживать. Поэтому, чем плавнее и равномернее движение. тем и шов получается лучше и красивее. А настройки и пульсы всякие, это уже когда понимаешь, что надо для материала и шва. И это все разное, т.е. движение это само по себе, а настройки это уже другое, технология. И покажи тут шов как по линейке, то вопрос будет по режиму только с учетом назначения изделия, декоративные швы или силовые, с проваром и правильно ли присадок подобран. А с пульсом это делал или без пульса, не особо то и волновать будет. Ведь движением руки можно делать эффект пульса, шаг вперед, остановка, еще шаг. И если рука уже привыкла и мозг не задумывается, то будет похоже как пульсом варили. В общем, рука, рука и еще раз рука. Ну или руки если с присадком.1 балл
-
Валер, расшифруй!)1 балл
-
Так я и не отказываюсь от советов, слушаюсь и повинуюсь. Но, бывает иногда. Днём пока свет солнечный в окно хорошо попадает, алюм блестит сильно, чуть его пошкрябал, кажется норм, фото сделал, дальше работаешь. А потом как глянул фото, оййй, угол целый пропустил, царапки оставил не чищены, камера вывела на чистую воду, но это потом, процесс то уже дальше пошёл. Я не оправдываюсь, виновен, буду исправляться.1 балл
-
"Сейчас мы их проверим, сейчас мы их сравним." (с)
 1 балл
1 балл -
Для этого есть всякого вида "сапожки". У меня как раз внешний угол на алюминии - любимое положение, особо, когда своим телом. PS сопло и газ - согласен, но подготовка - увы и ах!1 балл