Лидеры




Популярный контент
Показан контент с высокой репутацией 06.12.2024 во всех областях
-
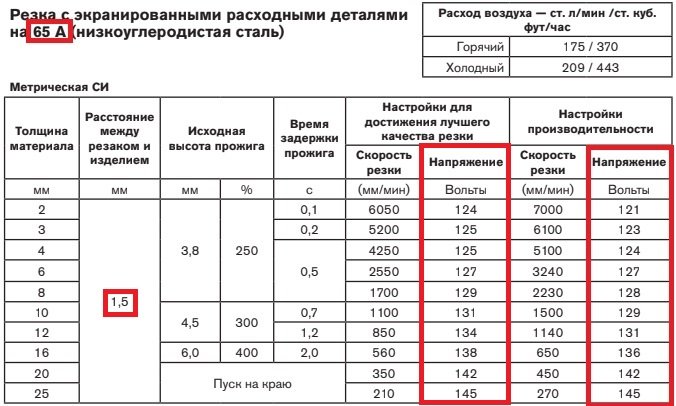
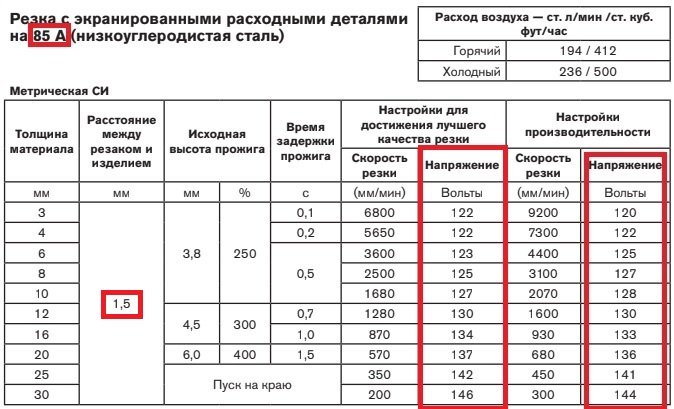
Что-то увели в другую сторону. Про режимы резки, качество кромки и прочие сопутствующие результаты речи не было. А замеренное напряжение, которое портал удерживает, это и есть то напряжение, которое может выдать источник при заданной высоте резки. Вот! И там с ростом толщины напряжение дуги растет, потому как длина дуги меняется. Если источник не сможет обеспечить необходимого напряжения на дуге при заданной высоте резки, то этой самой резки не будет. Приложил примеры от гипера, два из них при одной высоте резки. И рассмотрим очень абстрактный пример. Ток 85А, напряжение 146В - мощность 12 410 Вт. Допустим это максимальная мощность источника (КПД источника в счет не берем). Теперь хотим резать на токе 105А. Итого мы можем получить 12 410 / 105 = 118 В, что говорит, если опираться на таблицу гипера, что на этом токе мы ничего толстого нормально не порежем, по крайней мере на тех режимах, что указаны, т.к. источник не сможет растянуть дугу при токе 105А. И мой вопрос как раз о том, есть ли данные по напряжению на плазменной дуге в зависимости от толщины металла, т.к. если источник еще может выдать ток, но уже уперся в свою максимальную мощность и дугу выше не тянет. Или я по своему незнанию силовой электроники и работы инверторных источников заблуждаюсь в своих рассуждениях и вопросах?
 1 балл
1 балл -
так бы сразу и расписали. А то гадай... Я не только к выделенному тексту, а к сообщению в целом. 1. Высоту дуги, определяют по большей степени, чтобы не было перегрева верхней кромки плюс это нагрузка на расходные части плазматрона и конечно при пробое с центра, а не с края, это так же частично спасает расходку. Поэтому, и ниже не очень хорошо и выше, тоже есть плохо 2. Но идеально, чем ниже режете тем лучше. Только нужно учитывать предыдущий пункт и конечно есть возможность столкновения с деталью в процессе, если система например не успеет отработать. 3. В итоге, вы практически не изменяете напряжение, оно для вас просто является некоторым ориентиром, чтобы понимать, приблизительную высоту установки плазматрона относительно детали. 4. Скорость реза, это не банальное изменение напряжения, это именно подбор скорости движения портала + ток + давление воздуха (расход). Т.е. взяли высоту как некоторое значение, выставили некоторую скорость, установили ток на источнике и смотрите на результат. Регулируя ток и скорость реза определяете результат, на сколько вас устраивает, что по поверхности реза получается и что получается на малых отверстиях и в углах. Пробуете другие параметры как скорость и ток, в промежутках, пробуете изменять давление, если оно является переменным значением. На некоторых источниках, этот параметр, как давление, переменное значение. У других оно постоянное и выставляется согласно используемого плазматрона и плазменного сопла. Т.к. сопла бывают разные, то на одном и том же плазматроне, возможно применение разного давления. А высота... т.е. напряжение ... это надо контролировать, несколько метров реза, на сколько долго стоит расходка, сколько пробоев, как ведет себя расходка и привязывать это к толщинам. Но ни как по вашему, мол выше быстрее или медленнее режу. Нет. Поэтому в картах обычно прописывается не напряжение дуги, а именно расстояние. Некоторые порталы вообще не знают понятия напряжение, они берут какое-то замеренное значение вначале реза и его уже удерживают. Если ваш источник отображает напряжение, то его можно тогда контролировать, на сколько система отслеживания хорошо отрабатывает, но не более. 5. Конечно чем выше вы установите, тем больше шанс: затруднительного старта, преждевременный расход расходный частей и оплавление верхней кромки заготовки. Ниже, тут влияние на расходку и возможный ее перегрев плюс в момент пробоя повышенная нагрузка. 6. У гиперов вроде бы в инструкции была вменяемая технологическая карта. Т.е. мм по высоте и тип применяемой расходки с указанием скорости и тока реза. 7. Из всех предыдущих пунктов и в целом: качество реза, это оптимальная скорость, когда у вас рез получается самым узким, со стабильным качеством кромок и минимальным перегревом поверхности со стороны плазматрона. При достаточно простых задачах, еще наличие обратного грата и на сколько его легко удалить. В специфических задачах как резка оцинковки, важно не выжигать цинк. А чем выше плазматрон, тем больше зона выгорания цинка. Еще один момент как азотирование кромки или закалка. Ведь некоторые стали легко получают закалку в районе реза. И подбором режимов можно эффект минимизировать как и слой окисленный, Т.е. либо легко его убираете УШМ либо фрезеровать надо. 8. И в итоге, мы получаем, что под определенные толщины иногда можно обойтись просто тем, что имеем и заложить корректировки на обработку. А иногда надо использовать более мощный источник, чтобы ускорить процесс реза. Но ни как, опустил ниже и теперь больше толщину берешь. Или поднял выше расходку можно не менять. А вообще, на портале должна быть функция, когда пробой происходит, то плазматрон выше установлен, пробой прошел, плазматрон опускается ниже и начинается уже процесс реза.1 балл
-
Резка с ЧПУ, масса на столе. Есть контроллер высоты дуги. На нем выставляется значение напряжения. Для его поддержания контроллер, измеряя напряжение дуги, поднимает/опускает плазмотрон. Т.е. напряжение регулирую как бы я, задавая его величину в контроллеру высоты. Положив лист 4мм на стол, и поставив на ТНС напряжение 100В, я получу нужную мне высоту резки в 1,5мм, поставив напряжение 120В - резак поднимется вверх и высота резки станет гораздо выше и качество реза упадет. Понимать, какую толщину осилит источник. Если источник не растянет дугу на нужную толщину, то он нормально не ее прорежет. Вот об этом и вопрос. Если 100А источник при максимальной мощности на токе 80А растянет дугу сильнее, чем на токе 100А, то вроде как он должен на меньшем токе прорезать лист большей толщины (в пределах разумного конечно, т.к. ток резки здесь тоже важен). Железяк нет в быстром доступе для проверки, так бы может и не спрашивал. Это напряжение дуги при резке. В букваре к гипертерму powermax 105 в таблицах режимов резки эти величины можно повстречать, для тока до 85А там как раз тонкие листы стартуют с рекомендуемого напряжения 120В, а толстые типа 25-30мм - уже 140В.1 балл
-
Я, честно говоря, подумал про "детские наконечники" с резьбой М6, но потом подумал, что наверняка речь про диаметр 1.2, и там такого быть не должно и написал про шкурные интересы снабжения.1 балл
-
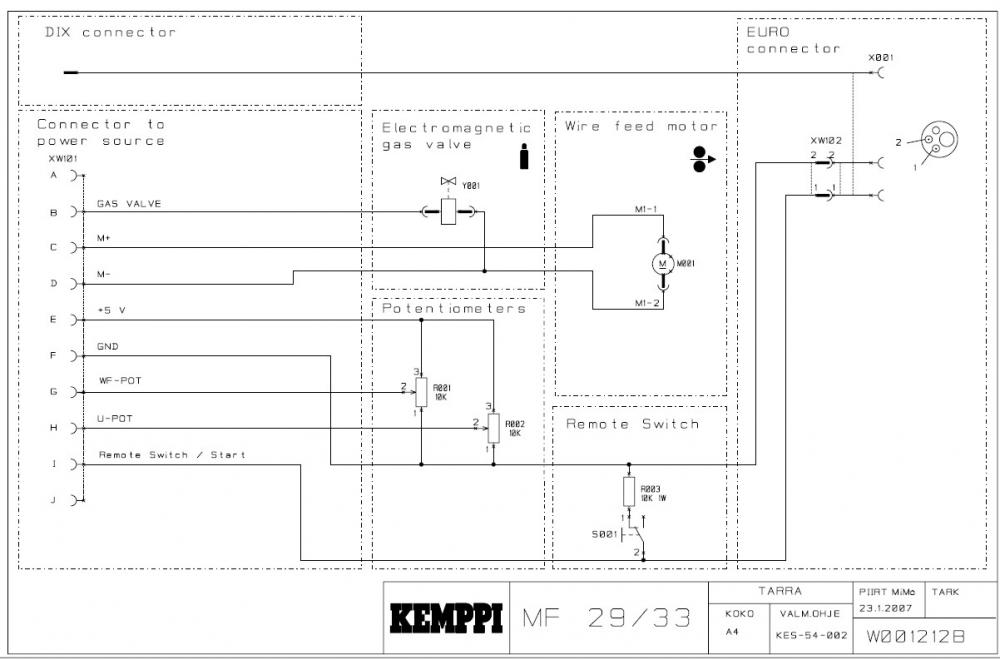
Через меня прошло много КМов. Это надежный и не прихотливый аппарат. Его как правило берут на метало-конструкции с продолжительным режимом работы. Электронно в подающем ломаться нечему, так как вся схема управления находится в источнике. http://websvarka.ru/talk/uploads/monthly_01_2015/post-5082-0-69969600-1421144914_thumb.jpg Источник может выдавать напряжение или нет, так что электронно он исправен, потому что на малых токах варит нормально. Остается разобраться с причиной того, что на малых работает, а на больших плюется. 1. Плохой контакт силовой части. Чаще всего это масса заземления или плохо прижатые разъемы промежуточного кабеля между источником и подающим или массы. 2. Маловероятно, но может быть проблема с сетью. Просаживаясь меняются параметры настройки.
 1 балл
1 балл -
Проволока должна иметь одобрения серьезных компаний пользователей. Я пользуюсь польской GOLD -одобрения имеет сей продукт от DB (ЖД немецкое)TUV( не знаю что это)LR (какой-то судостроительный европейский регистр)ABC(американские судостроители)NAKS (вроде нашей нашей национальной академии контроля сварки) CE(не знаю что это). Пробовал в сравнении с полировкой- веселее раскисляет омедненка. Заборы и калитки не считаю неответственными металоконструкциями (проматомнадзор со мной согласен) , и вы так считать перестанете если рядом рухнут ворота-заборы. Атестация дело интересное но она хим состав проволоки не меняет, а увеличивает накладной расход торговца один раз, под конкретную продажу (крупнооптовую), но не забивается навеки вечные в цену продукта.1 балл