Лидеры




Популярный контент
Показан контент с высокой репутацией 29.08.2024 во всех областях
-
а что вы хотите?! Это то что они продают. Следовательно технология становится обменной монетой на денежные знаки. И почему они сразу же должны выложить свои результаты? Я уже миллион раз с таким сталкивался, что вот вы продали оборудование, а теперь нам бесплатно должны дать технологию. На заводах для этого технологи и существуют. А так же сварочные лаборатории. Есть сварщик, есть варочный аппарат, есть технология. Каждый существует как самостоятельная единица. Вот смотрите, @Dmitry1962 привел режимы, на которых получил результат. Даже если у вас этот же сварочный аппарат будет, то взяв его режимы, с большой долей вероятностью, у вас не получится такой же результат. И это нормально. Только не все хотят это понимать. Просто тупо пришла другая партия материала или другая партия проволоки. По бумагам и анализатору состава, все в допуске. Но параметры сварки или пайки надо обязательно корректировать. Одно дело сварщик. Он сам подстроится ... а если дело связано с роботом или механизацией сварки, то без вмешательства в режимы, результата положительного не получить.3 балла
-
Саш, именно поэтому тренируюсь на кошках на автожелезе, грунтованном, цинкованном, крашеном и т.п., никакоих лабораторных условий! Чтобы потом применить на своем авто (или авто друзей). Разница в том, сколько времени и сил потратить на это "вылизывание". PS для меня все "это" - хобби, денег на этом не зарабатываю.2 балла
-
Можно, в лабораторных условиях еще и красивее получается ) На машинах грунт с обратной стороны, антикоры и пр. бяки, толщина металла в порогах и задних арках растянут до 0,4 мм, состав металла разный, покрытие оцинковка или алюминизированный. На авто жестянке необходимое условие отсутствие заусенки с обратной стороны, где трудно подлезть подрезаю пилкой по металлу, это дает жирненький валик с обратной стороны, а с наружи красиво, не красиво все равно вылизывать.1 балл
-
С режимами, подобранными на крыле от корейца на панели от Вольво получается полная хрень...1 балл
-
Скучно? я это не считал, а гадать не буду, сколько надо. Просто так ставить более толстое, от переизбытка финансов, обычно не применяется на практике. Если только не такой же вариант как ниже по тексту... здесь два варианта. 1. Вы правы и просто кому-то пофиг. 2. Кто-то действительно что-то в это закладывал. Но ни я ни вы это не знаете. Значит нет ни доказательств вашей правоты и нет опровержения. Поэтому спорить не имеет смысла. Я оперирую вводными данными. Гадать не собираюсь, кто и почему это так сделал и заложил те или иные требования. Поэтому сложив все данные и опыт работы сварщиков, а так же требования ОТК, я вижу в данном случае, как БРАК в сварочном шве. Если это заказчика устраивает ... ну так тому и быть. оооо, это такие злые зверьки. Они очень и очень вредные.1 балл
-
У меня так получается в MIX, CuSi 0.8, 60 A, 15.4 V. Кузовнина встык, где то с зазором, где нет. Изнутри валик не посмотреть в данном случае, но там он есть и жирный ) если кто имеет сказать за "дырочки", то они сточились.
 1 балл
1 балл -
Волею судьбы, вчера тестировал аппаратик. Жалобы на не равномерную подачу. А клиент то работает как раз с CuSi. Вот в итоге и поигрался. ха ха ха! Что могу сказать, давно в руки не брал горелку и конечно по режимам побегал. И удивительно, раньше лучше получалось именно на режиме линейном, не важно синергетика или вообще ручная настройка. В данном варианте, лучше результат получился на импульсом режиме, газ - Аргон. Для проволоки 0.8 и для листа черняги 0.8, в импульсном режиме интереснее результат. Т.к. проволока довольно толстая либо сама плавится и нет качественного растекания либо уже значительно разогревает основной материал. Поэтому, за счет более высокой дуги и широкой, в импульсом режиме, получается лучшее растекание. НО! Если в линейном режиме можно подобрать и на сплошной шов, то в импульсном режиме уже много этого и быстро перегревается материал и конечно сразу коробить его начинает. В линейном режиме, более холодная дуга и материал так не разогревается. Если делать как на фото, режимом прихваток, то импульсный прекрасно себя показывает и легче контролируется. А так же легче дуга стартует. Специально по центру не делал прихватку, чтобы был перепад высот, посмотреть как прогревается основной материал. Где был зазор, то там проволока протекает с другой стороны. НО зазор быстро стягивает, если как у меня расстояние между прихватками было практически 200мм. P.S. да, еще один момент. Сильно зависит от подобранного режима. Т.е. одно дело делать следующую точку на черняге или краем захватывать ранее сделанную прихватку. Если на черняге, то режим надо побольше делать. Если на прихватке, то режим меньше по мощности. Если на малом режиме идти чисто по черняге, то брызги летят и точки не равномерные. Если на ранее сделанную прихватку, то брызг нет, вообще. И еще примечание. Если прихватками, то шов как видно золотой. Это без протирки или щетки. Сразу такой результат. Если шов сплошной, то припой не успевает остывать в среде аргона, т.к. горелка уже ушла из этого места и припой быстро окисляется до темно серого цвета. Это говорит, что режим перегревает припой, либо больше накручивать надо аргона либо наклонять в другую сторону горелку, т.е. обратным углом идти, как вариант. Пробовал и на 12В с подачей проволоки от 2м\мин... но проволока довольно толстая, просит минимально 14-15В , при этом, разница огромная, если установить 14В и например 14.6В. Шаг в источнике 0.2В, и это очень сильно ощущается на конечном результате.
1 балл
-
Скажите, у вас чертежи есть на эти изделия? Кроме объема контроля есть ещё требования по уровням дефектности. То есть, есть проходные дефекты, есть непроходные. Идеологически правильно было бы проточить внутреннюю поверхность более толстого элемента до внутреннего диаметра более тонкого. И потом делать разделку. Хотя, вроде, по ГОСТам допускается разнотолщинность до 1 мм. Но, опять же, надо смотреть требования в НД на изделие! Там же, в НД, и требования к уровням дефектности. Стандарты так регламентируют контроль, чтобы разные методы давали одинаковые результаты при контроле одного и того же дефекта, хотя используются разные принципы. Под результатом подразумевается заключение "проходит" или "не проходит" в соответствии с назначенным уровнем дефектности. Поэтому В нормативной документации каже отражается, в каком случае, какого дефекта и сколько разрешено. Не зная начальных данных (условий эксплуатации трубопровода, номеров нормативной документации, назначенного конструктором группы/категории устройства) очень сложно сказать, допускается такое или нет. Раньше в НД часто были фразы типа "Для трубопровода ... категории допускается непровар не более 20 % окружности корня шва, но не более ... мм одиночного дефекта". Сейчас давно не заглядывал в отечественную документацию, не знаю (надо бы обновить знания...) Поэтому оценка за дефектоскопистами. Ваша задача, @Booyaka, снабдить дефектоскописта точной информацией о технических требованиях трубопровода и предоставить техкатру сварки с конструкцией и точными размерами разделки кромок и шва. Если допускается наличие нерасплавленной кромки внутренней поверхности более толстой трубы- об этом должна быть запись в техкарте. Тогда это не будет браком. Но тут мы вторгаемся в другую область. Уважаемый @copich написал всё правильно, но не упомянул ,что у вашего подрядчика должна быть аттестация НАКС, чтобы работа считалась законной. Вы проверили, есть ли аттестация на данный вид сварки, данные стали, данные толщины и диаметры? Есть ли удостоверение у сварщика? Там всё в порядке? Без этих документов даже самые лучшие швы не могут быть приняты.1 балл
-
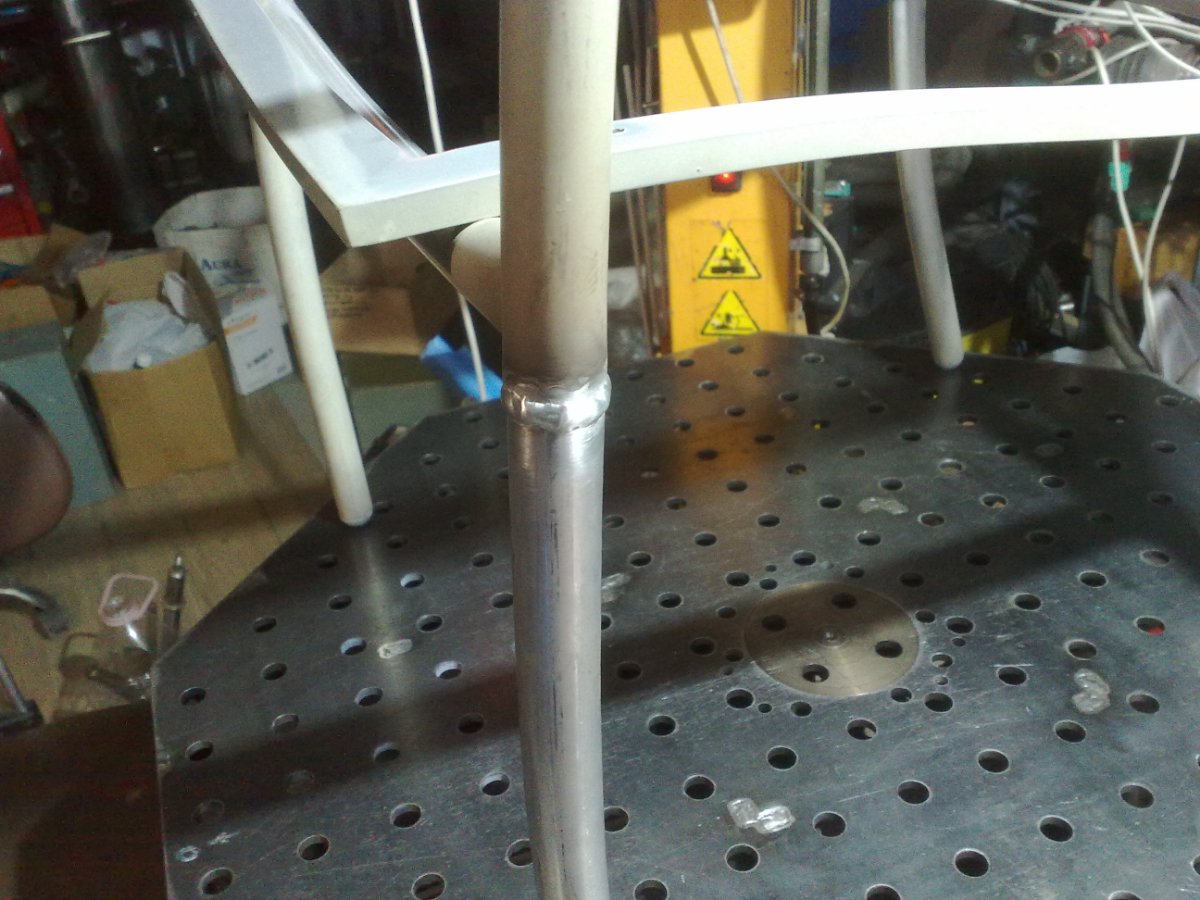
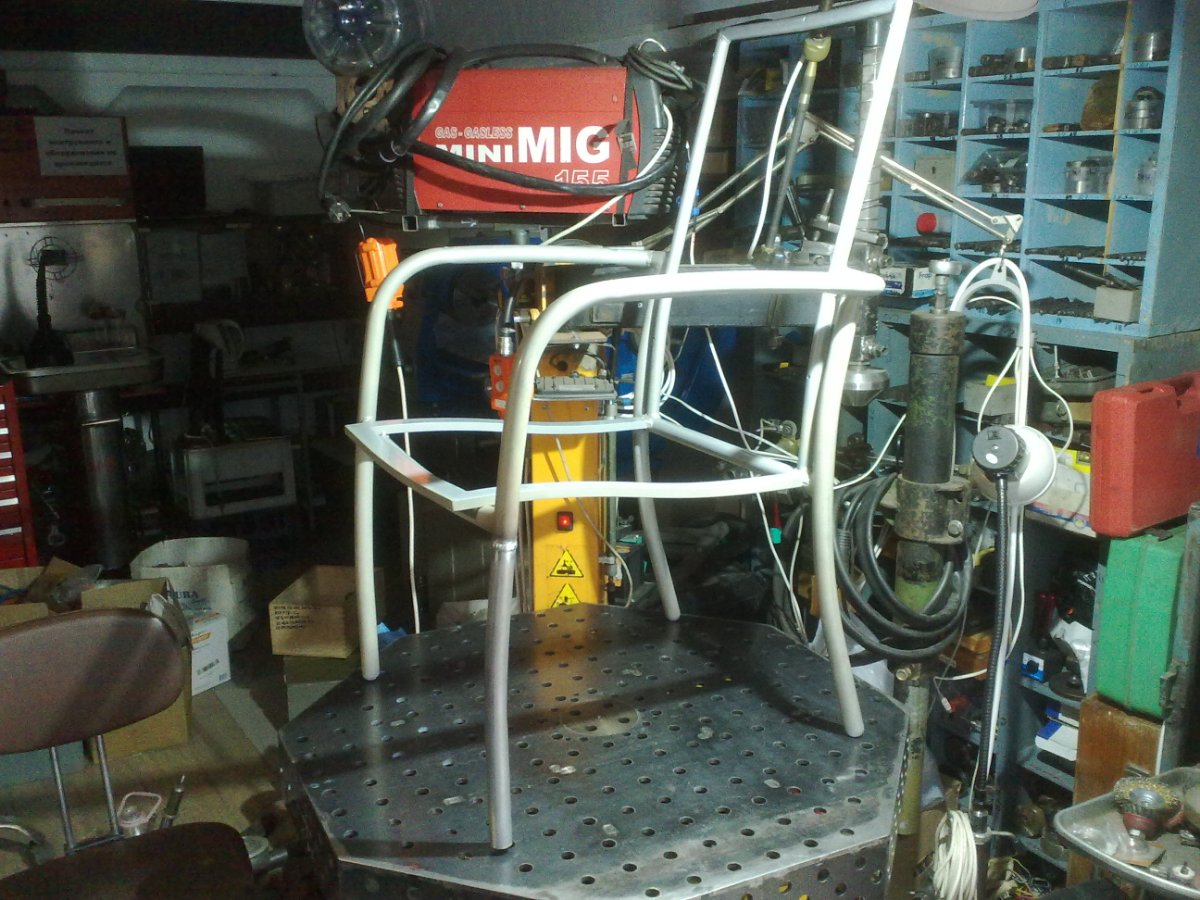
"Велика у стула ножка - подпилю её немножко..." В данном случае - "подогну ее немножко". Итальянский стульчик из комплекта мебели, дорог владельцу. Пришлось восстанавливать. Труба АД31 D30х1.
1 балл
-
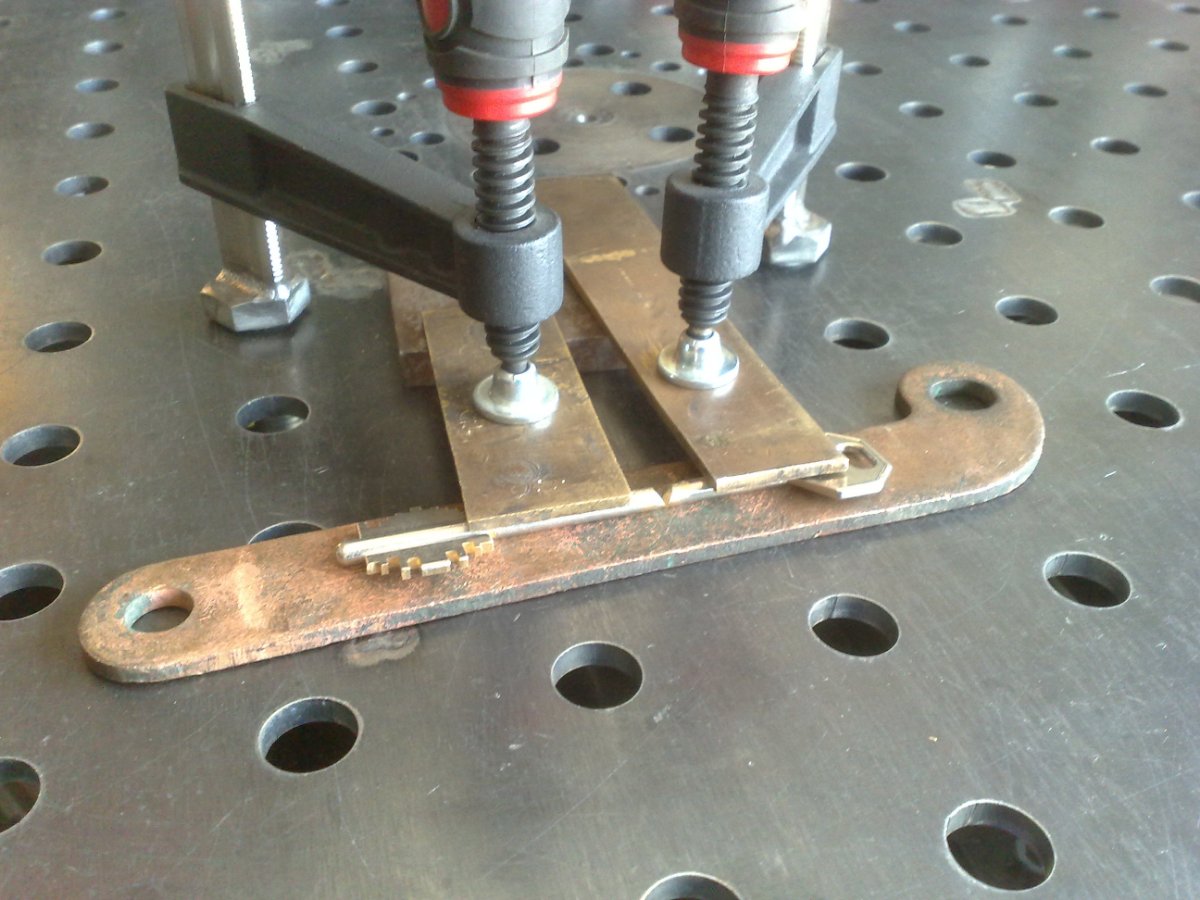
Ключик потребовалось удлинить (такой длины заготовки не нашлось). Хвостовая часть от заготовки. Латунь.
1 балл