Лидеры




Популярный контент
Показан контент с высокой репутацией 18.06.2024 во всех областях
-
Столкнулся в прошлом году с необходимостью заварки/запайки течи на стояке. Вызвал "ребят" из ЖЭК (или как они там сейчас называются). Был готов к приходу "лепил", а пришли три мужика лет 45 с газовым постом из 10л баллонов, набором горелок, зеркалами, брезентовыми накидками и проч. Один сбегал закрыл стояк и слил воду, двое быстро нашли течь (как обычно - с обратной стороны трубы))), почистили, поставили зеркала, запаяли... пустили воду. Все про все заняло минут 35-40. Напоил чаем с плюшками, немножко стимулировал, взял телефоны всех троих. Был приятно шокирован....4 балла
-
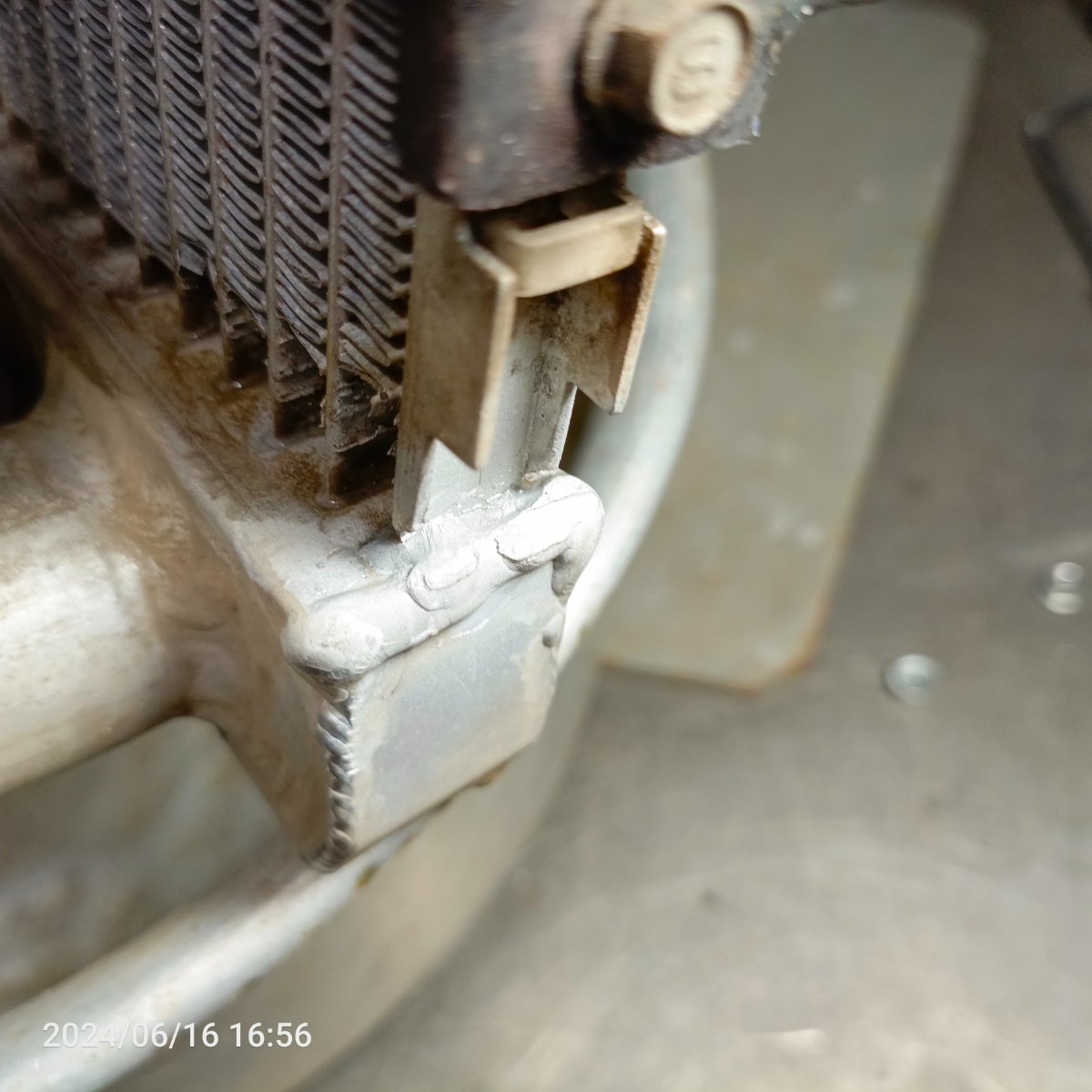
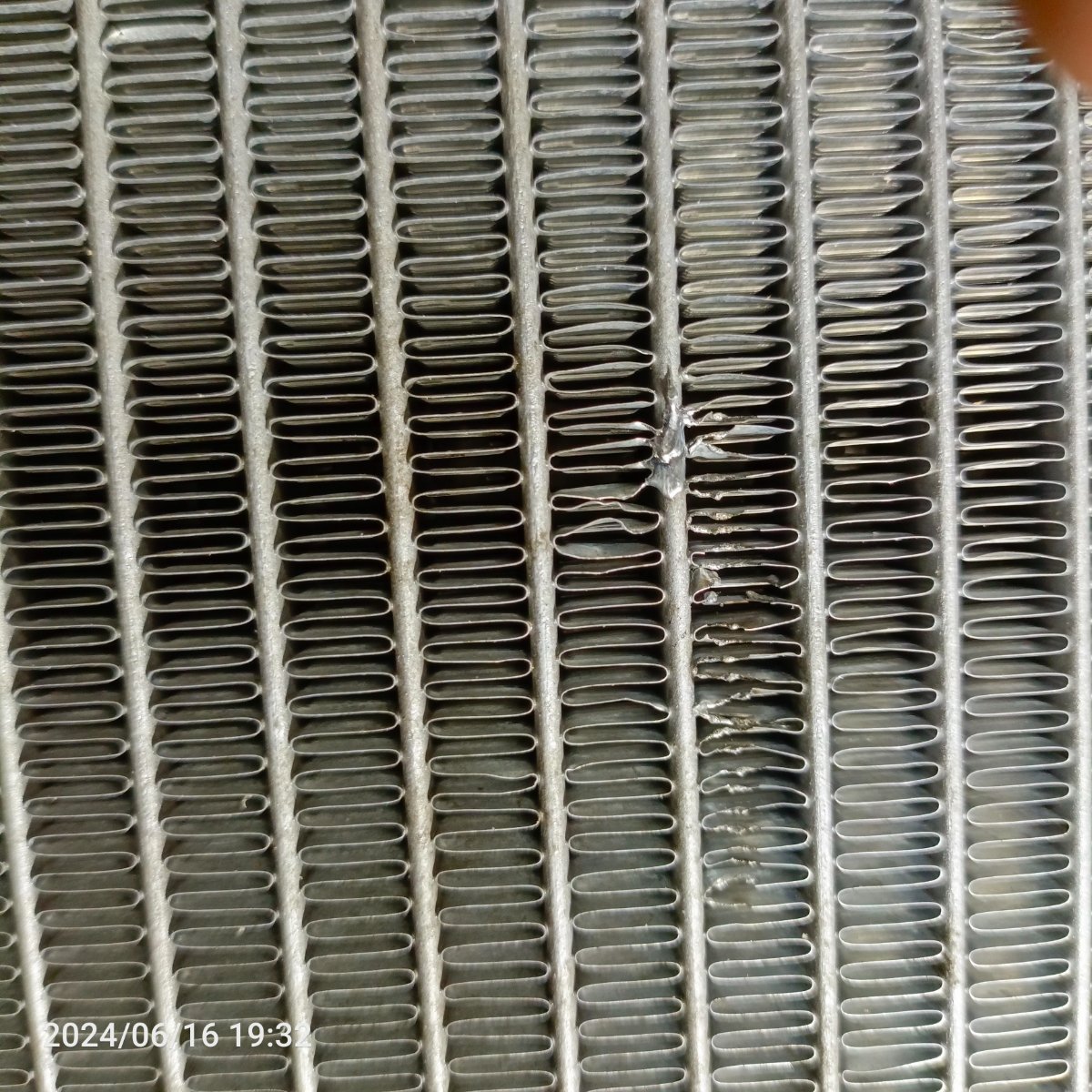
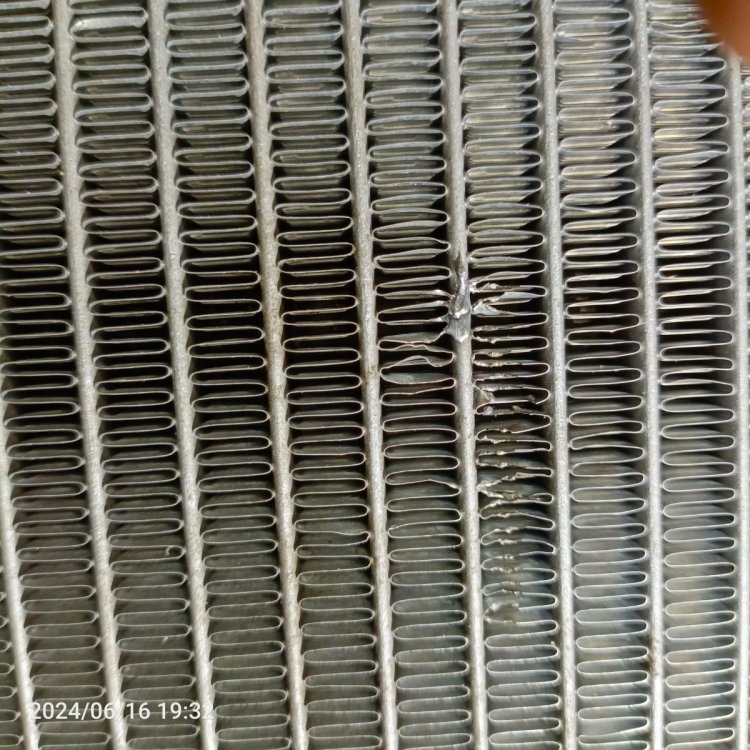
Радиатор. Был введен герметизирующий состав и картина была следующей:на прогретом двигателе течь открывалась,а в холодном состоянии при опрессовке эту течь обнаружить невозможно.Пришлось его нагревать в горячей воде,прогревать горелкой,выжигая "пробку". Если бы примерно знать,где течь,а так,греть,где попало тоже толку мало. Все-таки удалось ее найти там,где ее не должно быть -боковина впаяна в бачок, рядом со сварным швом. Пайка элементарная,затем сварка пластины/накладки. Это в качестве совета. При сварке радиаторов,радиатор должен быть привязан на поводок всегда,чтобы исключить прожог при случайном контакте .Случается запарка,т.е .не закрепишь контакт,забудешь и получишь дырку от бублика... Хотя подобные дефекты устраняются элементарно,но все равно этого не должно быть. Не доходили руки облицевать диэлектриком подставку -как-то было недосуг, а вот теперь повод появился.






 3 балла
3 балла -
... спасибо за лесть,но это не стимулирует людей на улучшение потенциала ., по честному на форуме талантов на радость не мало , всех не перечислить , да и в каждом присутствует своя изюминка. П.С.где то уже говорил , однажды пришлось варить на слух в слепую .2 балла
-
В принципе, примазать/примандить можно и углеродистыми сварочными материалами. Но обычно так не делают. Не могу металлургию расписать, но, по-моему, это связано с процессами перемешивания и кристаллизации. Ну и аустенитные материалы более чистые в отношении растворённых газов, водорода и неметаллических примесей. Традиционно разнородные материалы сваривают глубоко аустенитными электродами типа Э-11Х15Н25М6АГ2- ЭА 395/9, АНЖР-2, Э-10Х20Н70Г2М2Б2В-ОЗЛ25Б, ОЗЛ17У, Э-10Х25Н13Г2- ОЗЛ6 , Св10Х25Н13Г2Б. В общем, ГОСТ 10052-75- ищем, где хрома и никеля побольше (желательно никеля больше хрома и плюс молибден). Для проволок ГОСТ 2246, но принцип тот же.1 балл
-
Приобрели на работу, в прошлом году заказывал японский 2 постовой, но что то урезали, ужали, купили этот. Впечатление портит тот факт, что иногда после того как заглушишь его, клапан электромагнитный на насосе заедает, приходится лёгким ударом по корпусу клапана возвращать его в исходное положение. Может разработается со временем. Вентилятор охлаждения в инверторе работает как на современных аппаратах, включился, отключился. Варит мягко, я гонял его на разных электродах, все отлично. Т к он стоял под камерами, а съёмка у нас запрещена, обзор получился урезанным. БСН работает отлично, поджигает он без проблем, повторный поджиг тоже отличный.1 балл
-
Талант не пропьёшь!1 балл