Лидеры




Популярный контент
Показан контент с высокой репутацией 01.02.2024 во всех областях
-
Эх, со временем туго, а то зазвал бы в гости... показать один раз - и все пойдет!4 балла
-
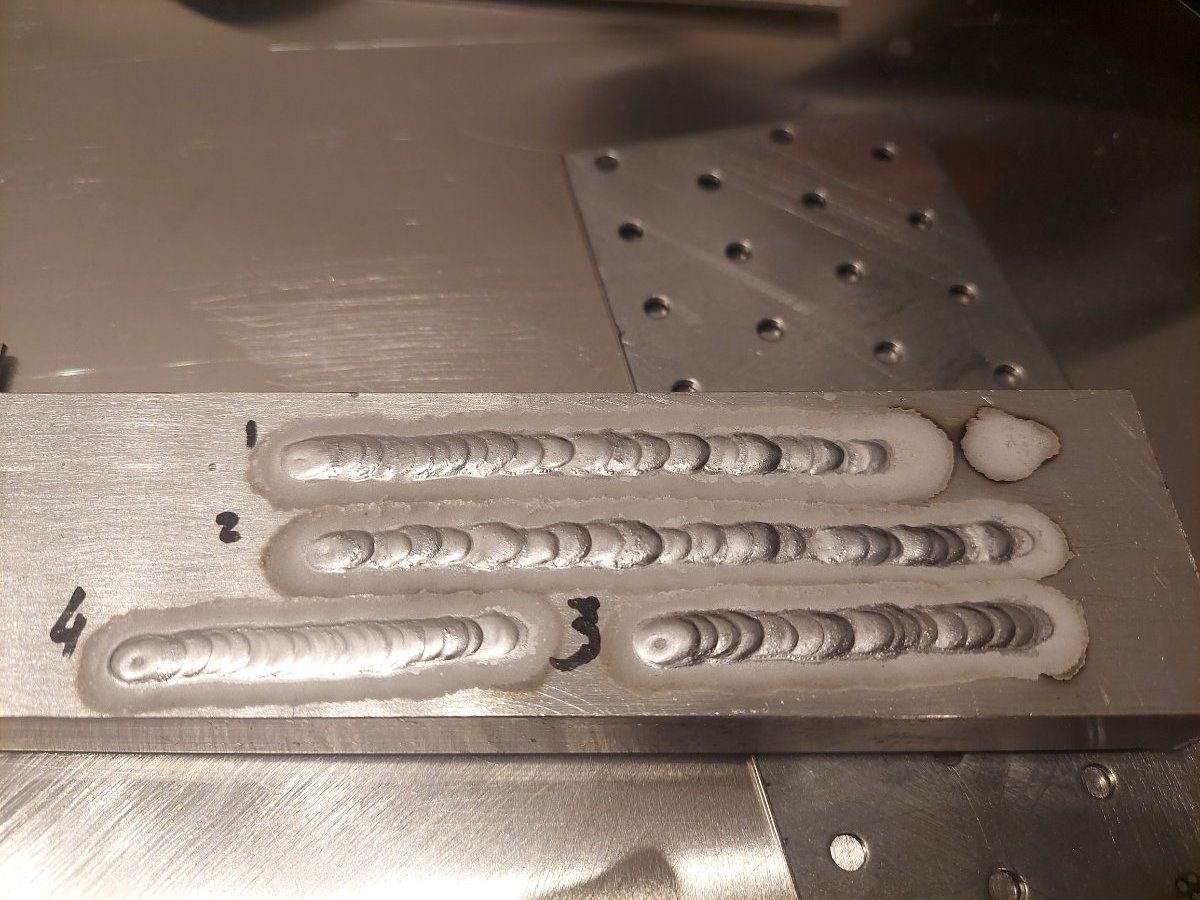
В общем взял профиль, а не полосу. Что то более менее похожее на валики. Попробовал менять ток, баланс, и частоту и скорость ведения
 3 балла
3 балла -
Товарищ! Это не швы, а валики, Правильно учиться НАПЛАВЛЯТЬ валики надо для начала.На достаточно толстом металле.Шов-для соединения деталей.Валик-наплавка на плоскость/поверхность. На Ваших снимках видно, что Вы ни хрена не успеваете за дугой на таком токе.Перестаньте маяться дурью на тонкотье.Найдите/изготовьте себе тренировочный лист для наплавок.Сначала в нижнем положении, потом в вертикальном и горизонтальном. И только потом за швы( соединения) беритесь. Кроилово ведёт к попадалову.Пластинки мелкие и тонкие, перегреваются моментально.2 балла
-
Посмотрите,это 13-я трубка. Толщина стенки 1,2мм. Ток 38а,150Гц,баланс 35,WZ8 -1.6,заточенный в конус,пр. 4043 1,6мм. У вас в одной руке горелка,где есть кнопка,т.е. после того,как вы отпустите кнопку,сработает функция -снижение тока.Манипулируя кнопкой вы можете снижать силу тока,тем самым снизить температуру св. ванны,а нажатием -увеличить температуру. В к другой руке у вас есть присадка,которой при ускоренной подачи вы также снизите температуру св.ванны и исключите прожег. Итак, присадка,кнопка и скорость сварки
2 балла
-
И потом-что за херня, извините за мой французский, время очистки....за каким хреном Точмаш заставляет меня писать на общеобразовательные темы, если Вы совсем их не читаете?Нет такого параметра, ......чёрттегозаногу. Время очистки... не пишите такого больше, а то я озверею, и не буду себя контролировать...2 балла
-
все гонятся за параметром "частота". А за что она отвечает, когда и почему ее больше надо ставить, а когда меньше? Я понимаю, что сварили бы вы трубу радиатора кондиционера или системы охлаждения... или что-то масивное, может тогда, параметр как "частота" и давала бы значение для понимания. Но в вашем случае, ИМХО, мешающая информация остальным. Ну или скажите, чем вызван выбор данного значения? И где-то явно не хватает запятых1 балл
-
Вот!1 балл
-
Мне так же пшеки режимы по меди навяливали.Типа, пан Сергий, "неможно" по-другому.120 деталей по их режимам-максимальная выработка получалась. Я им шлёпнул 300,они стоят, зенками хлопают.. неможно, неможно.. контроль сказал-всё гут... как так? Короче. всё это лирика и слегка не к месту. Возвращаемся к нашим баранам...алюминиевым..1 балл
-
ПАРАМЕТРЫ везде одни, ибо это физика, а объехать её на кривой козе не получится никому.Даже китайским мастерам.Читайте теорию, здесь её валом, что Вы все ломитесь как круторогие в стену....так можно и лоб расшибить....читайте, ибо как писал один великий человек-учиться, учиться, и еще раз учиться... а не ролики в ютубе с блоХерами разглядывать... тем более почти все из них -унылые дилетанты,но талантливые маркетологи...1 балл
-
Так же бесит вольтаж/ампераж и время очистки. если Вам невмоготу поделится сакральным знанием о волшебных настройках -пишите примерно так: Предгаз-1 сек..стартовый ток 40А/0,5сек; время перехода -1сек.;рабочий ток 100А,время спада -2 сек.,финишный ток-30А/2 сек.,постгаз-7 сек..баланс-67%(DCEN).1 балл
-
я да же более скажу, от сварщика наверное в большей степени зависит. Т.к. процесс не автоматический, то скорость ведения горелкой и скорость подачи присадки. так же влияет на процесс. И если некоторым быстрее можно варить без потери качества, то другие это будут делать медленнее и следовательно, нагрев детали, ток баланс, частота, могут быть подобраны другие. Но в целом на результат это не повлияет.1 балл
-
SergeyF, не надо писать значения тока , баланса и прочее...спецы это всё равно не читают, ибо это лажа....так как в каждом конкретном случае будут свои значения в зависимости от 100500 других условий, аппарата и др.И так всё видно.. криво/косо/или норм. А начинающим юзерам цыфири тем более вредны, ибо они в массе иЩЩут вАлшеПные настройки... вместо изучения процесса1 балл
-
Допустимые токи на электрод в дуге с РПИ резко уменьшаются при увеличении доли обратной полярности свыше 30 %, однако такой баланс обеспечивает качественное разрушение окисной пленки при сварке алюминиевых сплавов.1 балл