Лидеры




Популярный контент
Показан контент с высокой репутацией 03.12.2023 во всех областях
-
Чуда не произошло. После детального изучения корня шва сварного соединения обнаружились газовые каверны несовместимые с жизнью. Хотя прочность соединения была довольно высокая (выдержало даже легкое подгибание), но тут работает принцип: "если сломалось в заводском исполнении, то отремонтированное сломается с высокой степенью вероятности". Все больше убеждаюсь в том, что или вообще не стоит браться за такую работу, или выполнять ее на деталях с очень низкой нагруженностью (хотя, если сломалось, то работает принцип приведенный выше). При сварке ЦАМ загазованность сварного соединения гарантирована. Будет различаться только степень загазованности, так-как от кипящего цинка никуда не деться. Он кипит, даже если сварочная ванна проста наплывает на материал детали, без контакта с дугой. В общем, будни сварщика плавно перетекли в выходные токаря-фрезеровщика-слесаря. Надо было сразу так делать, но пугал внутренний прямоугольный паз. Конечно паз можно было продолбить на токарном, даже долбяк есть, но не стал корячится, просто пропилил вручную (кстати на сваренной детали пришлось также пилить паз от наплыва обратного валика сварного шва). В купе ко всему, была сломана еще одна мелкая деталька. Деталька из полиацеталя, так что заварить не рискнул (по сварке полиацеталя у меня нет информации и присадочного материала). Пришлось заниматься "ювелиркой". Изготовил из фторопласта. Конечно по прочности фторопласт с полиацеталем не сравнится, но ничего другого в наличии не было.
 4 балла
4 балла -
Закроем этот гештальт-не договорились, в общем... Но оставили "окно возможностей".... Но верится слабо... ну и хрен с ним....делай, что должен, и будь, что будет..2 балла
-
Вы вначале в сварке, параметрах и характеристиках проволоки разберитесь, прежде чем задавать такие вопросы. Реально, на данный момент, Вы спрашиваете глупость. Без обид. Позже, поняв принцип сварки, Вы всё поймёте. Сейчас от Вас посыпятся обиды и прочая дрянь. Но это быстрее, чем рассказывать часами уроки тут. Это нужно Вам и я советую больше учиться. Тогда такую дурь писать не будете. Тахогенгератор - это на двигателе сверху ставится кольцо с прорезями и оптопарой. Схема, либо контроллер, считывает скорость поступления единиц и нолей и сравнивает с заданием. И решает, добавить ток или уменьшить. Вы же куда то в другую степь загнались.1 балл
-
Ну что Вам сказать... дело Ваше дрянь... в нынешней исторической перспективе... для снижения негатива используйте электроды по ГОСТу и читайте обзоры на профильных ресурсах..1 балл
-
По газовой защите зоны сварки. Рекомендую сохранять защиту после сварки до падения температуры шва ниже 250 С (на самом деле порог выше, но с поправкой на погрешность термоконтроля). Вот для примера. ПТ7М. Телом. Можно отнести к браку. Хотя постгаз был 17 с, при расходе 17л/мин и сопле №24. Не было средства для кольцевой защиты шва. На таком токе (120 А), диаметре (22 мм) и скорости сварки (17 см/мин), зона сварки успевает выскочить из под защиты с все еще высокой температурой. А вот приемлемый результат. Сварочные параметры те же, только ток 100 А и постгаз 11 с.
1 балл
-
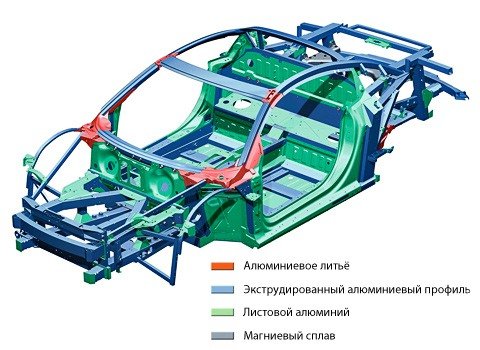
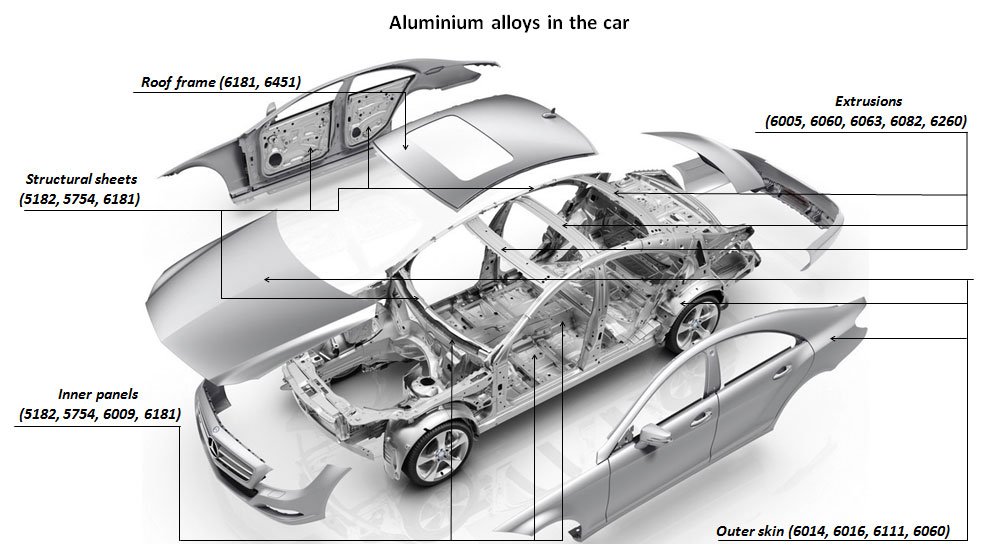
Алексей , у меня такого не встречалось , но может и правы те кто подсказывал про отпуск металла . Вот крыло кое должны подвести на сварку , машина не битая но у крыла в вырезе колесной арки появилась трещина в 20мм и бум варить и думаю усилить весь вырез под колесо , как пока точно не скажу надобно по месту смотреть , но покажу как после сварки . Вот картинка из чего состоит кузов , но без марок металла . впрочем вот и с маркировкой металла нашел в своих закромах https://aluminium-guide.com/deformiruemyj-alyuminievyj-splav-6082/ https://www.drive2.ru/l/480508847522316545/
1 балл
-
@Krazzt, спасибо, но синих нам не надо!1 балл
-
Я пользуюсь флюсом состав его написал его в комменте под видео. Его недостаток сильно дымит, необходима хорошая вытяжка. Я полагаю, что краска дешевле, чем припой. А олово на базар.1 балл