Лидеры




Популярный контент
Показан контент с высокой репутацией 10.10.2023 во всех областях
-
У меня все больше возникает желание прихлопнуть эту тему, как абсолютную ахинею,преходящую в бесконечный флуд , какой-то прикол, а не тема.2 балла
-
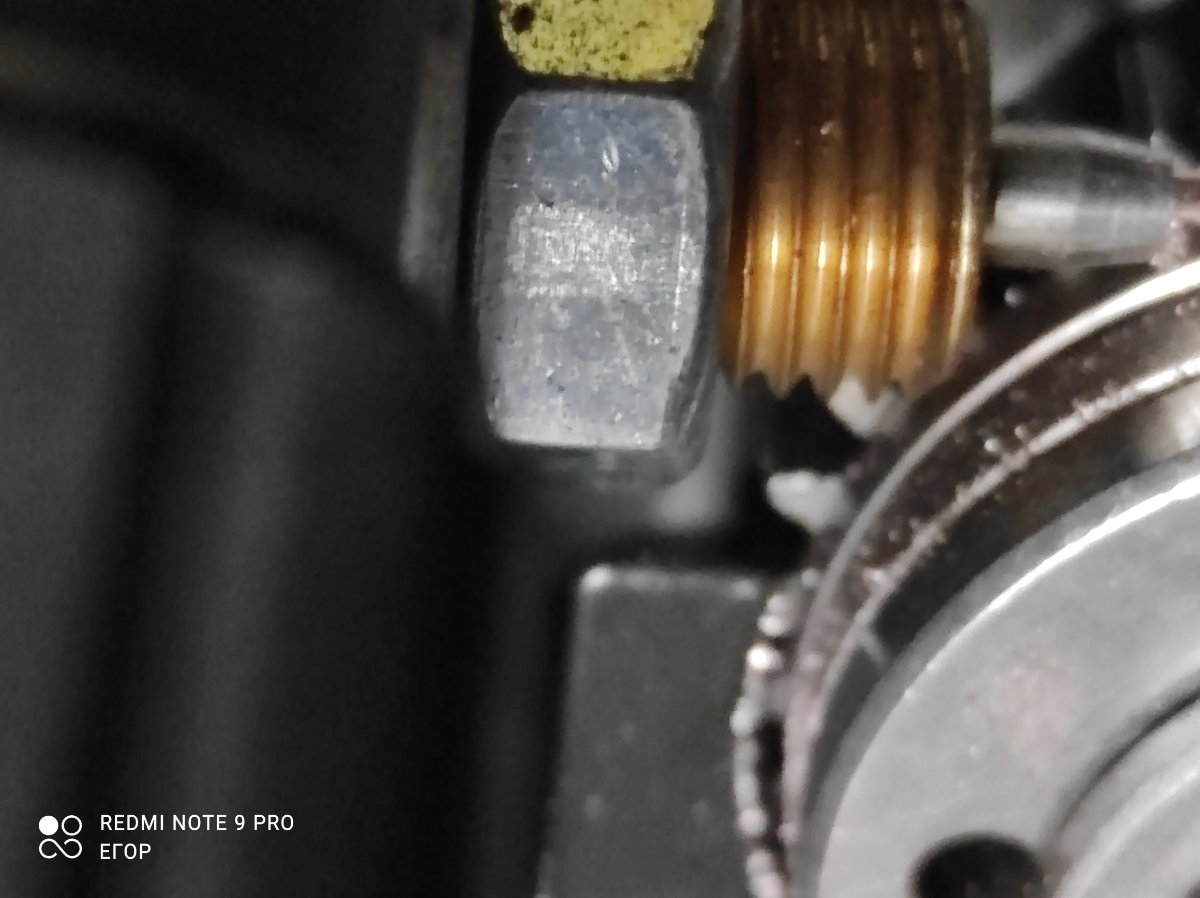
Канал в горелке новый, жёлтый, наконечник новый, примерно с 3 минуты начали ощущается тычки в канале, потом ещё сильнее, потом дуга ушла практически в сопло, к наконечнику, вытащу сейчас канал, гляну, что в нем. На роликах много меди, мне кажется что она осыпаясь затыкает канал.2 балла
-
2 балла
-
ток в сварке П\А переменная величина и получается от напряжения, диаметра проволоки и скорости проволоки (диаметр и скорость величины дают сопротивление). В итоге по закону Ома вы получите значение тока. Поэтому установленные значение могут легко не совпадать с реальными, но еще так же зависит от софта в аппарате, поэтому нужно как минимум замерить амперметром и тогда делать вывод. Часто в аппаратах, с показометрами, есть подстройка и можно как бы подогнать значения. Да и в аппаратах без показометра то же есть регулировка. Другое дело, какое значение вам надо, реальное и правильное значение или абы какое-то пред установленное (теоретически возможное). Поэтому, тут я бы лично, не заморачивался над этим. Плюс на конечное значение тока будет влиять и скорость сварки и газ и материал и много чего еще. Достаточно приблизительного значения, чтобы при смене режима приблизительно представлять что выставить для той или иной толщины материала, а далее уже более точно и правильно установить параметры, чтобы процесс пел красиво и без фальши.2 балла
-
Ох Валерий, что я только не перебрал и не менял, как бы и на обычных стальных и на "модных" углетефлоновых одно и тоже, также увеличение диаметров канала/наконечника не помогло. Проверял расходку трёх разных производителей и горелки разного сегмента разных брендов, одно и тоже поведение во всех случаях. У той же горелки Паркер 605-ой наконечник вообще М10, он довольно массивный, внушает доверие и если его кинуть в гипрочную стену, то он пройдет навылет, не буду спорить, что корректно было бы провести тестирование на стальном канале, но мне уже точно все стало окончательно ясно и понятно. Омедненку с этого завода я больше никогда не закуплю. Было бы кстати интересно ее в тиге проверить, отрезать кусок и посмотреть на состояние сварочной ванны спокойная она или нет, так хоть какая-то с нее польза может будет хотябы в качестве присадка, ну при условии, если катушка из этой партии вообще для сварочных работ подходит...1 балл
-
Ну если об сварке в квартире думают,тогда что уж там,заводите и поросят там же,будет о чём поведать окружающим1 балл
-
Еще раз уточните:с эсабовской или какой -то другой проволокой ф1,6мм есть/были проблемы при сварке,как с абинской?1 балл
-
Молодец,Егор, что обратил на это внимание,т.к. это фактор, то бишь некачественное нанесение медного покрытия в этой теме не рассматривался вообще.Вполне вероятно,что в данном случае имеет место плохая подготовка поверхности проволоки пред нанесением слоя меди,состав электролита ванны подобран неправильно...заводской брак. И еще. Потрудись полностью прочитать статью по указанной выше ссылке.1 балл
-
Спасибо вам за испытания, можно спать спокойно все встало на свои места. Теперь если вдруг подобные симптомы проявятся на каком-нибудь производстве в будущем, буду знать в какую сторону копать. Интересный случай конечно.1 балл
-
Широкое внедрение сварочной проволо ки с омедненой поверхностью на многих пред приятиях производителях сварных металлокон струкций имеет и некоторый отрицательный подтекст по вопросам анализа оценки каче ства самого медного покрытия. Ряд предприя тий, вооруженных подающими механизмами старого типа, оснащенных сработавшимися роликами или роликами с насечкой, просто «сдирают» медное покрытие с поверхности проволоки. Медь при этом осыпается, забива ет подающие каналы и элементы токоподвода, процесс сварки из за потери устойчивости го рения дуги становится нестабильным или про сто невозможным, а плоды этого, в виде не справедливых претензий от потребителей, «пожинают» производители или поставщики сварочной проволоки. К сожалению, это не редко случается даже на предприятиях произ водителях сварных металлоконструкций ответ ственного назначения. Поэтому, несомнен но, что высокие сварочно технологические свойства проволоки IS10/W10 наиболее эф фективно проявляются при использовании ее в процессе полуавтоматической сварки в за щитных газах на современном сварочном обо рудовании. Учитывая важность влияния процесса мед нения на ряд важнейших потребительских свойств сварочной проволоки, отметим также некоторые технологические особенности про цесса поверхностного меднения проволоки. Качество меднения проволоки определяет ся исходным состоянием поверхности прово локи, тщательностью обезжиривания и после дующей промывки, плотностью электролита с медесодержащими, цвето и блескообразую щими добавками, достаточностью деформа ционного обжатия, закрепляющего тончайший медный слой на поверхности, остаточной тол щиной этого слоя и другими факторами, влия ющими на параметры процесса меднения. --- читать http://svarka-trade.ru›d/19761/d/2.pdf1 балл
-
1 балл
-
относительно этого я отдельно замечу. Поверьте, но на производствах, серьезных, далеко не все гладко с заземлением и в 90% если не больше, НЕТ на предприятии правильного выполненного заземления. Так что ... частники, мелкие предприятия и т.п., заземление вообще не ведомая зверушка. Мизер у кого сделано правильно. Привозят сварочные аппараты в ремонт и часто с вилками. И часто эти вилки установлены не верно. А так же, когда касается частного вмешательства в следствии поломки аппарата, есть такие вмешательства, что волосы дыбом и т.д. и .т.п.1 балл
-
Моё субъективное мнение лучше взять п/а для черного металла и позднее взять отдельный тиг с переменкой + пульс, для экспериментов с цветным металлом. Не представляю таких глобальных работ, где требуется импульсный режим на п/а при строительстве дома или мастерской. Ну вот сами подумайте, что у вас может быть из алюминия и нерж такого глобального, кроме стеллажей быть может или бака под воду в баню. Нужны ли вам эти импульсники на самом деле вообще? У вас есть доступ к недорогому или бесплатному алюминию? Ал сильно вырос в цене и много уходит на потребности впк. Сможете ли вы раскрыть весь потенциал этого оборудования или сварочник по факту будет использоваться в треть своего функционала? Если хотите вундервафлю, лучше к той же модели Гагарин присмотреться, я таких аппаратов уже две штуки знакомым отгрузил, они в восторге, он ещё и плазмой режет кстати, и у гроверса есть еще полуавтомат с двойным импульсом за 50к в розницу, как то вы его пропустили..., при том что будет и гарантия и поддержка, а не непойми что. Про горелку короткую и то, что на диаметре 0.8мм все сложно, вам правильно выше сказали, мы 0.8-ую вообще не продаем и в ассортименте не держим, слишком мягкая и проблемная, минимальный диаметр 1.0мм. 4 ролика совсем не обязательно иметь импульснику на бытовой розетке, если правильно все по расходке подобрать и правильно прижать, все будет ок, двухроликовые механизмы в непромышленном использовании как бы имеют место быть, они не плохие и не немощные. Лучше на катушкодержатель обратить внимание, на качество сборки и на срок гарантии и близость к сервисам. Если вдруг будете проездом в СПб, можете заехать потестить инвермиг 240 и пткшный аппарат, у нас они всегда есть, викинг тоже есть)1 балл
-
Расскажу случай, года 4 назад, мне позвонил снабженец от организации, которым на неделе отгружали проволоку. Он мне сообщил, что проволока бракованная и с ней что-то не так (со слов сварщика). Человеку этому сказал, что пусть приезжает и мы на месте поменяем катушку, заранее у себя в голове предположил, что попалась кассета расколотая или "разбитая" и проволоку типа в коробке размотало всю. Приезжает этот дядька, начинаю выяснять, а что с проволокой то не так. Мне ответили "у проволоки конца нет, проволока бракованная, сварщик конец проволоки найти не может. За пять секунд показал человеку, где этот мифический "кончик" находится, он на месте был готов от стыда провалиться, обсудили с ним аналогии шпульки от ниток и что у нитки два конца обязательно будет, по другому и быть не может. Не знаю, что там был за сварщик, но надеюсь с ним провели беседу
 1 балл
1 балл