Лидеры




Популярный контент
Показан контент с высокой репутацией 17.05.2023 во всех областях
-
Коллектор..режем,рихтуем,ставим на место.
 2 балла
2 балла -
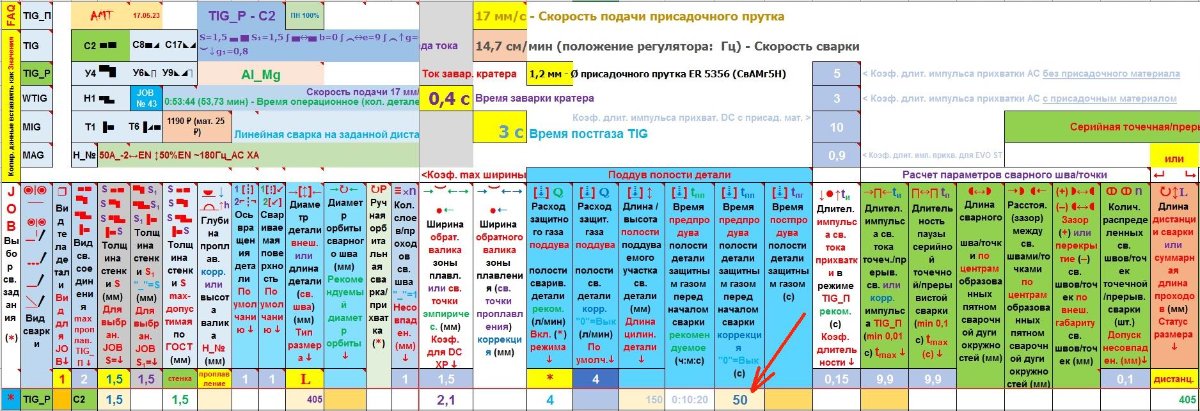
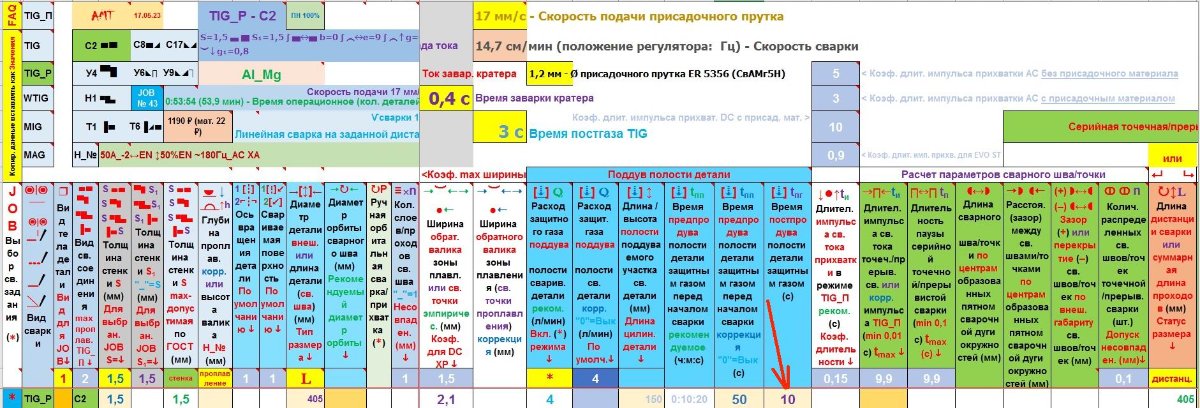
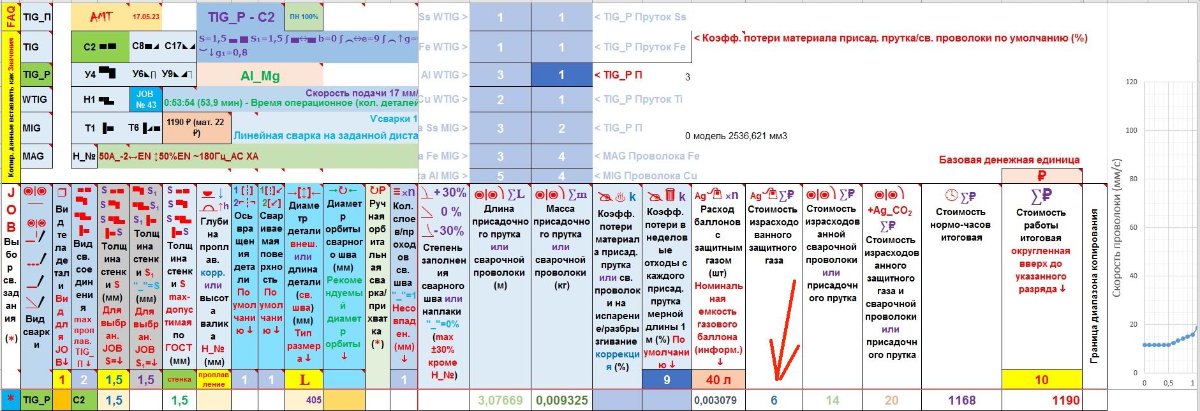
Тут недавно в теме "Сварка топливных баков" канистру варили. Вот как варит 20-ти литровую канистру Искусственный разум. Хочу обратить внимание на предварительный продув полости канистры аргоном, в частности на время предпродува. Время предпродува устанавливается автоматически, из расчета величины объема поддуваемой полости (объем рассчитывается автоматически по установленным геометрическим параметрам свариваемой детали) и расхода защитного газа. Есть возможность время предпродува установить вручную. Также можно вручную установить время постпродува. На основании этих параметров рассчитывается затрата объема защитного газа и его стоимость, на любое количество деталей. Для особо-въедливых привожу методику расчета времени предпродува (Тпп). Тпп = V(qМ-1)/(q-1)/Q V - объем полости детали q - знаменатель геометрической прогрессии = 0,5 М - 1 моль = 6,0221 х 1023 Q - расход защитного газа поддува
2 балла
-
Помой пару раз канистру, химией для мойки двигателя.Очень много переварено.2 балла
-
Самый безопасный способ, это отнести другому сварщику, и в момент сварки отойди подальше)1 балл
-
Вроде по-научному это называются флеш- беки. Вспомнилась мне работа на одном крупном химическом заводе в ремонтной службе. Там ремонтники считались главными и злостными мужеложцами. Не в смысле геев, а в плохом смысле. При этом приходилось исправлять косяки проспавших аппаратчиков и технологов. Так вот, по поводу ремонта корпусных деталей турбин, насосов и редукторов. ТС, обязательно включи в техкарту на ремонт указания о том, что после термообработки и дефектоскопии нужно проверить все привалочные поверхности на плоскотность и все посадочные места подшипников на соосность, цилиндричность и диаметр. Потому, что сварка- это поводки. И термообработка- поводки. Корпус после сварки поведёт обязательно- это физика, её не наеобманешь. Сварить без поводок- это плюс-минус 1 мм на метр. Деформации 2-3 мм на 12 м (сварка железнодорожных платформ)- высший пилотаж! При этом немцы из ДойчеБан не учитывали, что коробление в 3 мм после сварки через полгода- год (пока платформа едет до заказчика) становится 10- 12 мм. Что, в принципе, тоже немного. Соответственно, от сварки литых корпусов турбин и насосов сваркой надо отпихиваться изо всех сил! На вопрос "Как так- сначала все ровно было, а потом покоробило?" ответ тоже очень простой. ФИЗИКА! Только она и никакого мошенничества! В сварных соединениях после нагрева и охлаждения, да и во всех металлах, которые имеют фазовые превращения при нагреве и охлаждении, всё время происходят металлургические процессы. Перераспределяются напряжения, распадаются неравновесные фазы. Диффузионные процессы, дислокации в кристаллах двигаются.... Всё очень медленно. При нагреве- быстрее. При отпуске примерно за час напряжения снижаются ниже предела текучести. При нагреве до 200-250 градусов происходит "старение". Примерно то же, что и отпуск, но медленнее. Поэтому после сварки и термообработки в течение нескольких месяцев а то и лет продолжаются коробления. Для борьбы с этим явлением в особо злостных сталях, иногда, проводили сначала отпуск, потом мехобработку, и, когда оставалось припуска десятка, старение при 200 градусов. Чтобы быстрее коробления вылезали. А потом уже финишную обработку с заданной точностью. Самое интересное, что когда новую платформу (для контейнеров делали) выпускали в эксплуатацию, то старение происходило от энергии вибрации. Контейнер выступал в роли жёсткой балки, к которой сцепными устройствами притягивалась платформа, и, через пару лет непрерывной эксплуатации коробления в 10- 12 мм исправлялось. Немецкие инженеры всё это знали, но выделывались с требованиями, как могли... Поэтому, Сае13, обязательно вставь требования к проверке геометрии перед сборкой!1 балл
-
Просто хорошо дунуть аргоном в канистру и всё, можно варить. Я баки с бензином и солярой варю, правда, железные и с углекислотой, но принцип один: снизить количество кислорода в ёмкости до минимума. Химия и физика, школьный курс.1 балл
-
Сае13, Я тебе советую относиться с подозрением к возможности лечить толстые литые детали без термообработки. Скорее всего рекомендовано варить без термообработки какими-то высоконикелевыми высокохромистыми.электродами. Они дают большие усадочных напряжения. Литые детали характерны тем, что в них присутствуют дефекты (поры, ликвация, включения формовочной смеси) которые на работоспособность не влияют, но являются концентраторами напряжений. То есть, напряжения в металле бегут от места сварки и встречают такое включение с острым краем. Силовые линии напряжения в этом месте будут сконцентрированы, как если бы в текстиль засунуть крупный предмет, не разрывая его. И потом, во время работы, нагрев, вибрация... И в месте наиболее высокого градиента напряжений опять побежит трещина. Поэтому в идеале варить соответствующими сварочными материалами и отпускать согласно НД. Всех, кто будет рассказывать, как 100 лет без ТО простояло слать в РД.1 балл
-
GROVERS WSME 200 W появились вновь ! Цена малость )) изменилась, но они теперь в наличии.1 балл
-
Сае13, есть куча литературы на любой вкус и случай. Не советую прибегать к советам от шаманов сварки. Ищи литературу. Чтобы на любой вопрос ты мог открыть документ и зачитать параграф. Если не знаешь- меня можешь спрашивать. Я подскажу.1 балл
-
Добрый день! Есть такой древний документ- "Талмуд"- РТМ-1С. Скачайте, почитайте. Распечатайте и можно читать перед сном для хороших сновидений. Там есть все рекомендации. Так вот, нормализация делается для выравнивания свойств отливок и поковок и сварных изделий, что требуется для механической обработки. Если её не сделать- то изделие будет коробить в процессе мехобработки. Если коробит при черновой обработке- то надо нормализовывать- чистовой не выведете. Если вы ремонтируете изделие- то нормализация была уже проведена. Так как после сварки большие напряжения, то при нормализации они снимутся, но поведёт изделие. Поэтому не рекомендую делать нормализацию, если не планируете механически обрабатывать привалочные плоскости. Только отпуск. РТМ 1С сужает рамки, заданные уважаемым Точмашем 23 до 560-590 градусов и время выдержки 1 час при толщине до 60 мм и 2 часа при толщине более 60 мм.1 балл
-
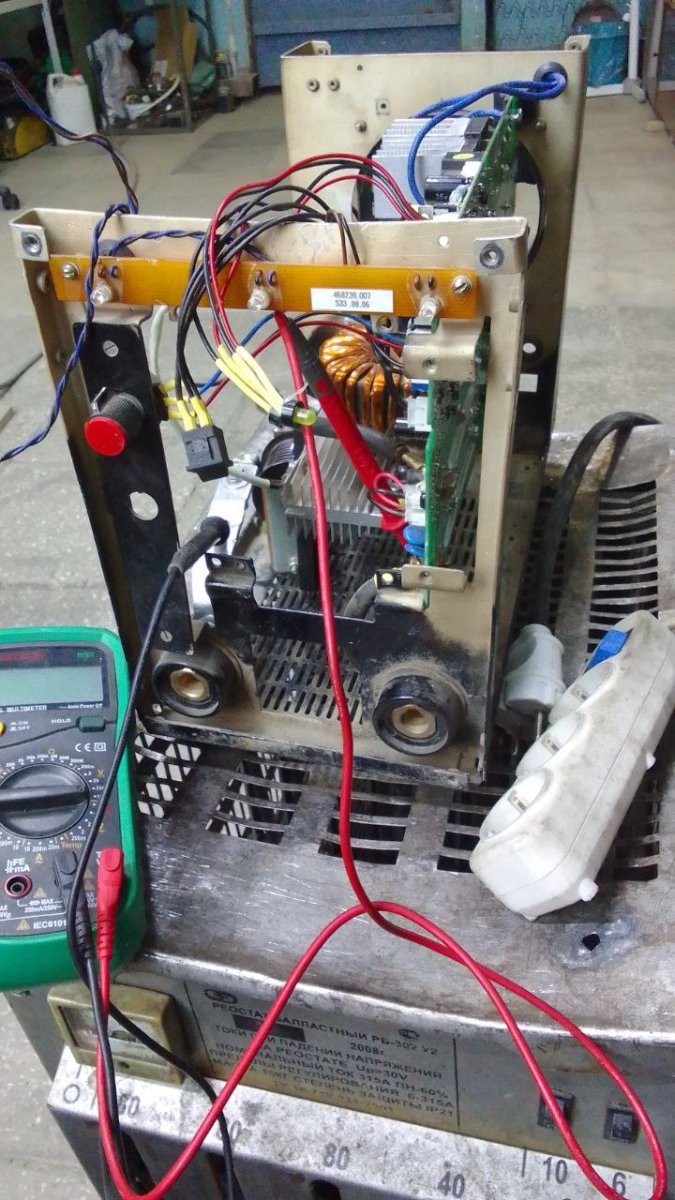
Прислали мне с Магадана неисправную плату для Киттори 200. Нашли в каких то старых закромах. Восстановил. По сути это косой мост, типа качественной Ресанты. Сделана реально хорошо. Добавил в аппарат дроссель на выход. Корпус взял от старого Форсаж 160. У него была убита плата преобразователя, но самое главное, кз транса силы, да и куча других неисправностей в связи с этим. Люди не захотели делать, оставили. Частично аппарат послужил донором для других, ну а корпус остался и пригодился в данном случае. Только пришлось много вытачивать и протачивать. Поработать фрезой и напильником для индикации, сетевой кнопки и установочной арматуры. С цифровой индикацией смотрится прекрасно. На сварку попробовал - шикарно. Поджиг касанием, даже стучать не нужно. Правда электрод Ф4, аналог МР-3. Отличный аппарат уехал в Магадан трудиться.
1 балл