Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 16.05.2023 во всех областях
-
Сае13, есть куча литературы на любой вкус и случай. Не советую прибегать к советам от шаманов сварки. Ищи литературу. Чтобы на любой вопрос ты мог открыть документ и зачитать параграф. Если не знаешь- меня можешь спрашивать. Я подскажу.2 балла
-
Добрый день! Есть такой древний документ- "Талмуд"- РТМ-1С. Скачайте, почитайте. Распечатайте и можно читать перед сном для хороших сновидений. Там есть все рекомендации. Так вот, нормализация делается для выравнивания свойств отливок и поковок и сварных изделий, что требуется для механической обработки. Если её не сделать- то изделие будет коробить в процессе мехобработки. Если коробит при черновой обработке- то надо нормализовывать- чистовой не выведете. Если вы ремонтируете изделие- то нормализация была уже проведена. Так как после сварки большие напряжения, то при нормализации они снимутся, но поведёт изделие. Поэтому не рекомендую делать нормализацию, если не планируете механически обрабатывать привалочные плоскости. Только отпуск. РТМ 1С сужает рамки, заданные уважаемым Точмашем 23 до 560-590 градусов и время выдержки 1 час при толщине до 60 мм и 2 часа при толщине более 60 мм.2 балла
-
Н. t 880-900С На 25мм толщины один час выдержки. От. 525 - 680С2 балла
-
Безусловно! Просто вспомнилось мне, как в бытность мою молодым специалистом, приходилось воевать с муханиками, зам. Директора по ТОиР и просто мудаками. Обязательно кто-то найдётся, кто будет молодому специалисту тыкать своим (возможно несуществующим) опытом, где нет законов физики. То сварка без ТО, то оббитым электродом ТМЛ1У корень стыка 15ХМ аргонить, то в зазор тарелки ректификационной колонны электрод совать, чтобы буртик не направлять...1 балл
-
Ещё обращаю внимание на то, что для аппаратуры, подпадающей под действие правил Ростехнадзора, для ремонта необходимо разрабатывать документы и заполнять сдаточные документы. В НД есть список что надо- Техкарту сварки, аттестация сварщиков и технологии, карту термообработки, журнал сварки... Надо узнать, кому и как сдавать будешь, требования к сдаточной документации.1 балл
-
Притупление кромок и зазор зависят, в основном, от мастерства сварщика. Есть ГОСТ16037, который регулирует типовые разделки кромок. Изменение параметров сварки на втором и последующем слое связано с производительностью процесса. То есть корневой шов нужно проваливать с формированием обратного валика и без прожогов. Ток маленький, электрод/присадка тоненькие. Потом, чтобы быстрее сварить шов, сварочный материал берётся потолще, ток устанавливается побольше. Если труба тонкая и металл нельзя перегревать, и время не жмёт- можно и не перестраивать режим. Особенно, если присадки толще нету...1 балл
-
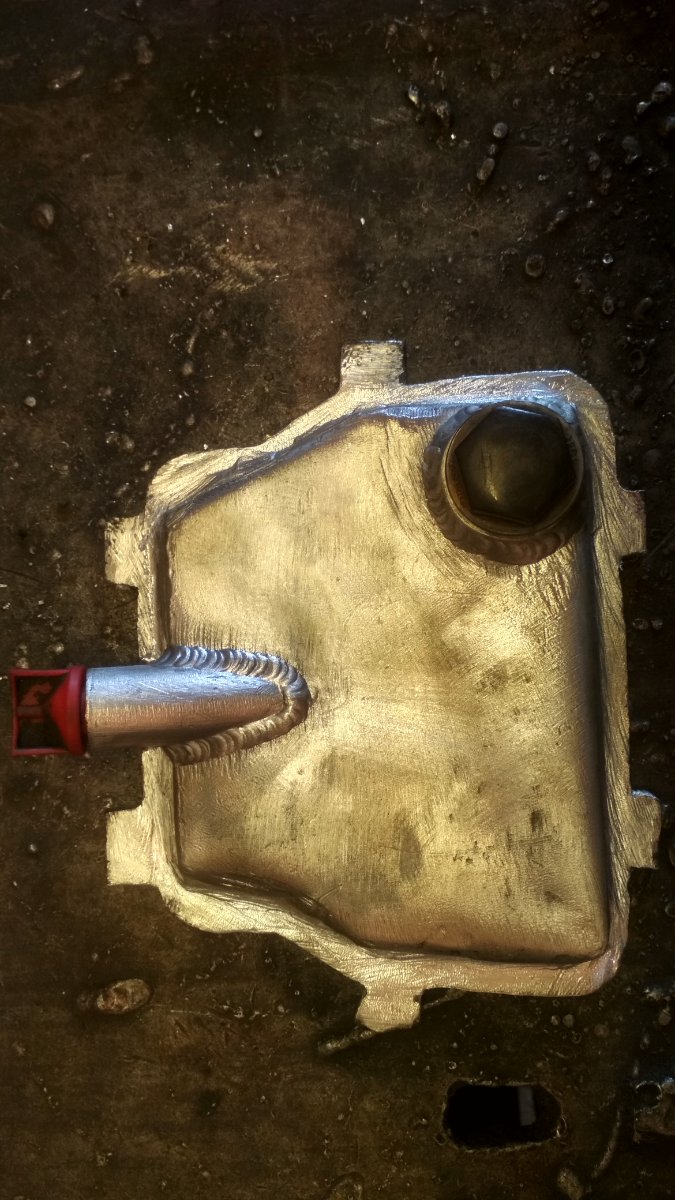
Здравия всем. И так принес начальник поддон от компрессора, ничем не примечателен. Уши обломаны, пару трещин. Беру присадок er4043 начинаю варить и вижу светящиюся зелёным оттенком дугу, меняю присадок на er5356 и дуга вообще привращается в изумрудную. Понимаю что поддон из магниевого сплава, но маркировки так и не нашёл. Кусачиками отламываются наплавленного, а там очень крупное зерно. Присадок для сварки магниевых сплавов мне не купили, решено изготовить из алюминиевого сплава, отверстия будут просверлены по месту.
 1 балл
1 балл -
Очень хочется влупить Вам огромный ПЛЮС-но пока некуда-жму Вашу руку , товарищ!!1 балл
-
Зачёт! +++++1 балл
-
1 балл
-
Не прошло сочетание - латка поверх паутины трещин полуавтоматом+эпоксидка
1 балл
-
Прошел месяц вылеживания валов. Естественно, последовал возврат от 0,2-0,4 мм. Впоследствии еще несколько раз пришлось корректировать/править валы. Нагрев очень сильно усложняет мехобработку (различная твердость металла по диаметру) дробление, особенно резьбы тяжело идут. Но, все-таки финиш ...шлифование и хромирование. Даже хромировать пришлось самому -уж таковы реалии остатков отечественного машиностроения. Блестящий хром, 9 мкм.(первый снимок)
1 балл