Лидеры




Популярный контент
Показан контент с высокой репутацией 20.04.2023 во всех областях
-
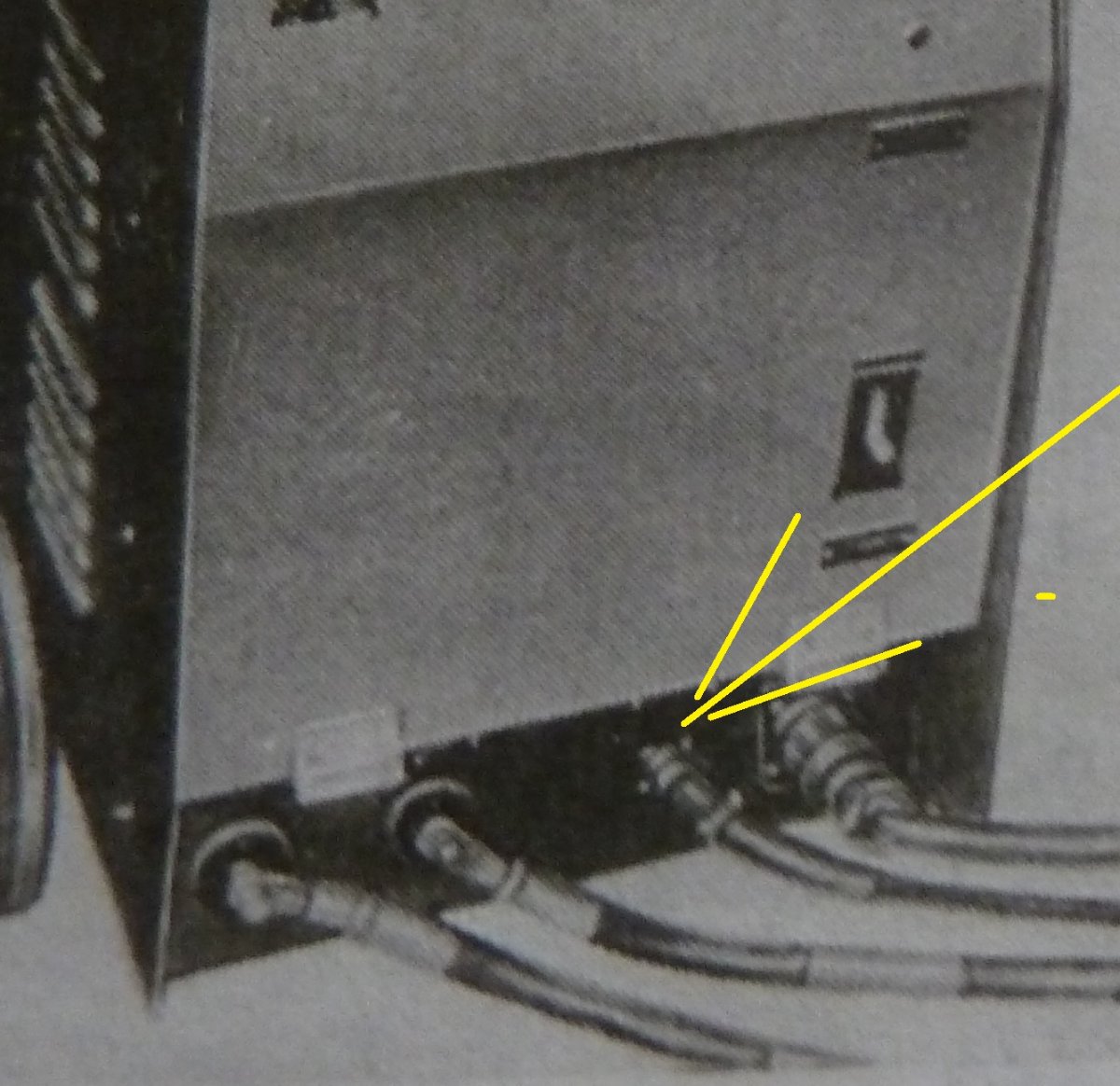
Были и 300 , абсолютно идентичные , разные заводы выпускали один на алтуфьевском шоссе другой на дмитровском стояли и имели один забор с задворок . Сразу на счет кнопки и вот фотка средний разъем именно под кнопку , крайний правый под дистанционный пульт . На счет газа надо искать куда подключить и есть клапана на 24В и 12В и вот ссылка в тему про монстров и там есть общая схема аппарата и надо отыскать куды ее внедрить в нее . П.С. но вот надо будет творить схему управления клапаном то есть пред. газ и пост газ должон быть . Я в свое время поступил проще , сварганил педальку и к ней клапан ножной от воздушного сигнала МАЗ и на Зил вроде тоже были и в придачу микрик включения аппарата и управлял этим всем ногой , при этом дистанционный пульт имел преимущество по умолчанию и отключал аппарат если нажать стоп , в общем все функции на нем работали не зависимо от педали , регулировка тока , пуск , гашение и стоп . Клапан воздушного сигнала ножной
 2 балла
2 балла -
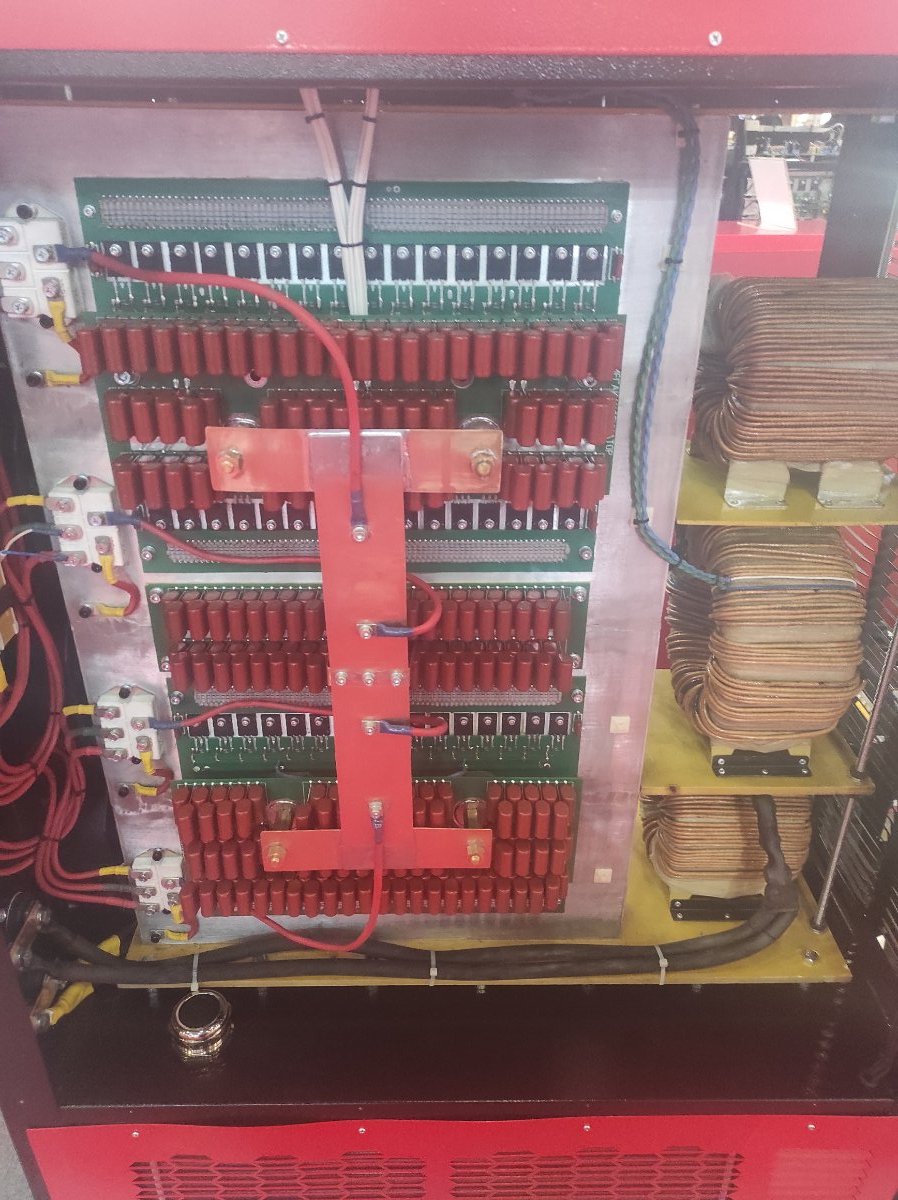
Крайний правый и есть пульт управления , силовой (сеть) идет не разрезаясь и без разъема на пакетник через спец отверстие а вот этот разъем "кнопка" , так было на моем 315м , у мужика в Черноголовке 300й был и так же как у меня было . Кстати сеть 380 ,,,, но две фазы берутся
1 балл
-
ну да и немного вот этим разняться аппараты и у меня был 315й . На 315 есть третья крутилка выставляет время гашения , на 300м только две крутилки и вот фото увеличил и есть функция гашения но думаю она объединена с другой функцией "временем паузы импульса" и переключение между ними тумблером осуществляется. и выходит и на пульте кнопка стоп будет отрабатывать функцию гашения , на 315 это разделили и кнопка стоп думаю как аварийный стоп сделали , ведь эти аппараты в основном работали со сварочными тракторами и вращателями , а кнопка гашение отрабатывала время гашения , то есть просто добавили аварийный стоп в 315м и аппарат совсем не выключиться а просто остановит подачу сварочного тока , полность аппарат выключает пакетник и его хорошо видно на обоих фотках аппаратов .1 балл
-
Согласен с тобой на 146%! Но Милу жалко) В подобной ситуации был полгода назад, поступил просто - соседи снизу вызвали аварийку (типа - протечка потолка в туалете), там все фиксируется (жалобы). Приехали в течение полудня, заварили без вопросов. Но у меня было время на всю авантюру)1 балл
-
Хоть по хорошему, хоть по плохому это косяк. Ответ этого рукожопа тоже понятен, надеется что ржавчиной пору затянет. Делов там на пять минут, и при желании меры воздействия существуют1 балл
-
Володь, по-хорошему, согласен. Но, зная ситуевину в московском ЖКХ, ждать его до морковкина заговения....1 балл
-
Мила, Вы ему денег дали? Так пусть исправляет, это его косяк1 балл
-
Дырка... заваривать.1 балл
-
Да они всегда были сами по себе. Заказы на оборудование у них в основном с нефтянки и газа, потому не особо они и контактировали с населением. Лишь в последние годы стали общаться. Мне даже на одной из выставок удалось пробить брешь в их обороне и поговорить с Александром из их СЦ часа полтора на тему ремонта и проблем со сваркой, технологий и прочего.1 балл
-
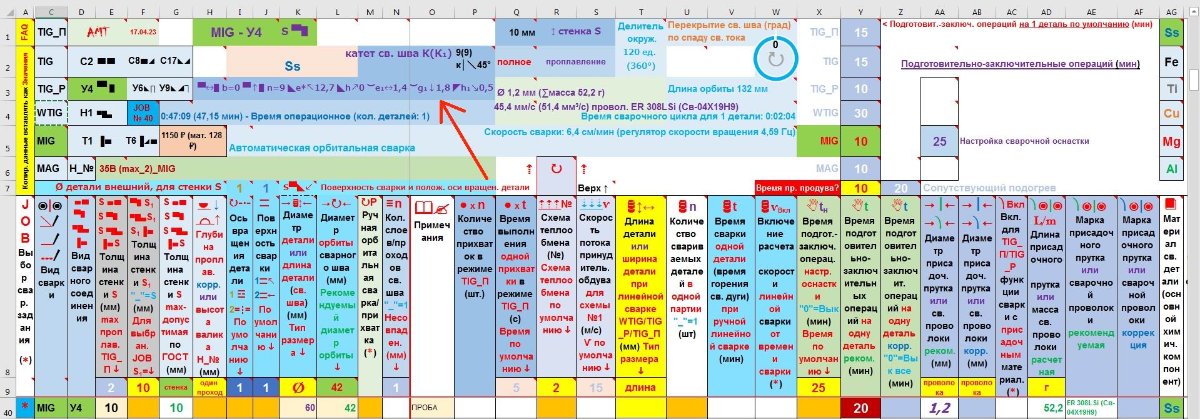
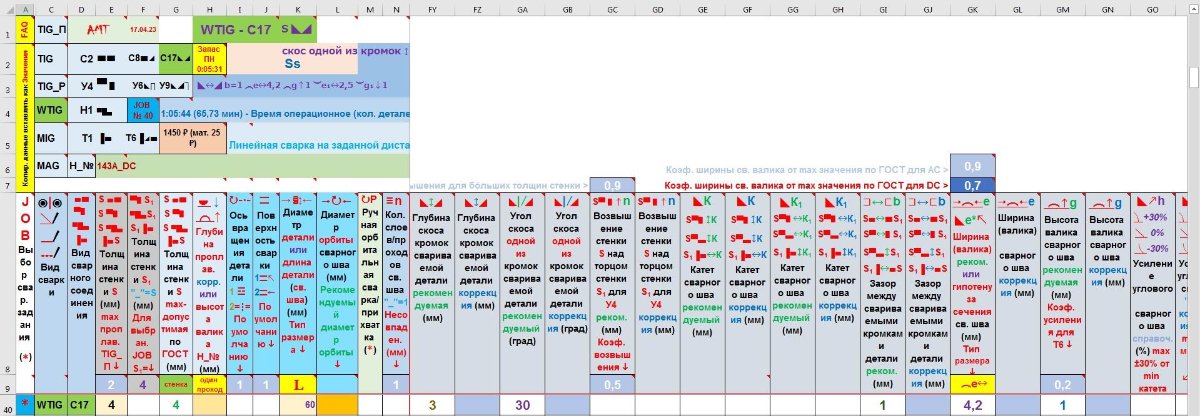
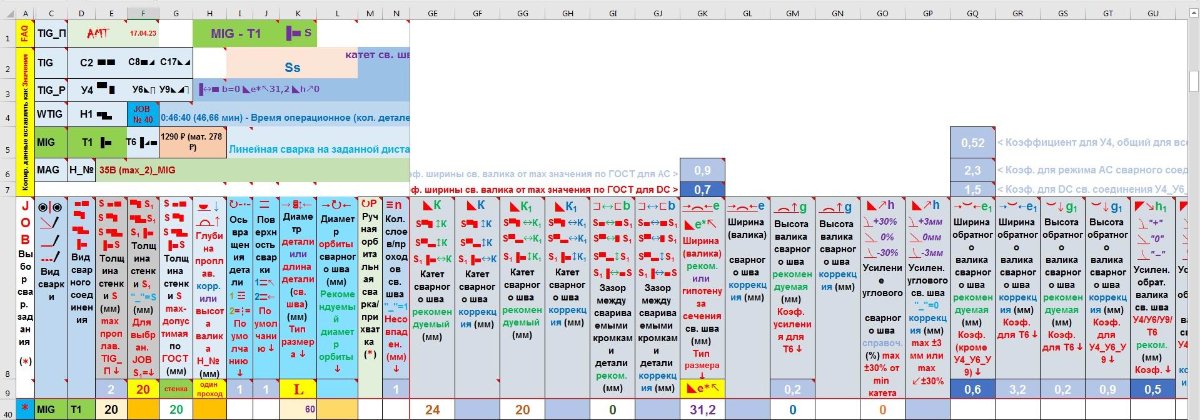
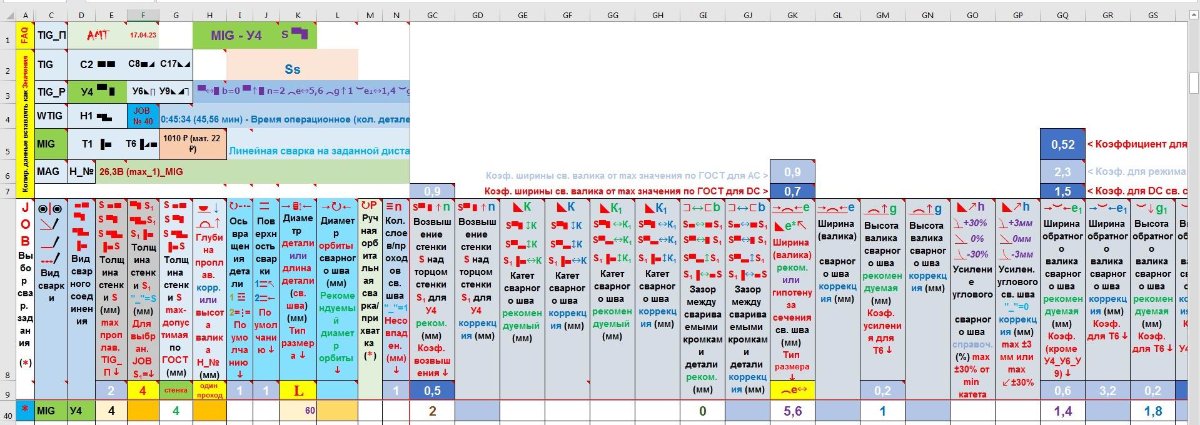
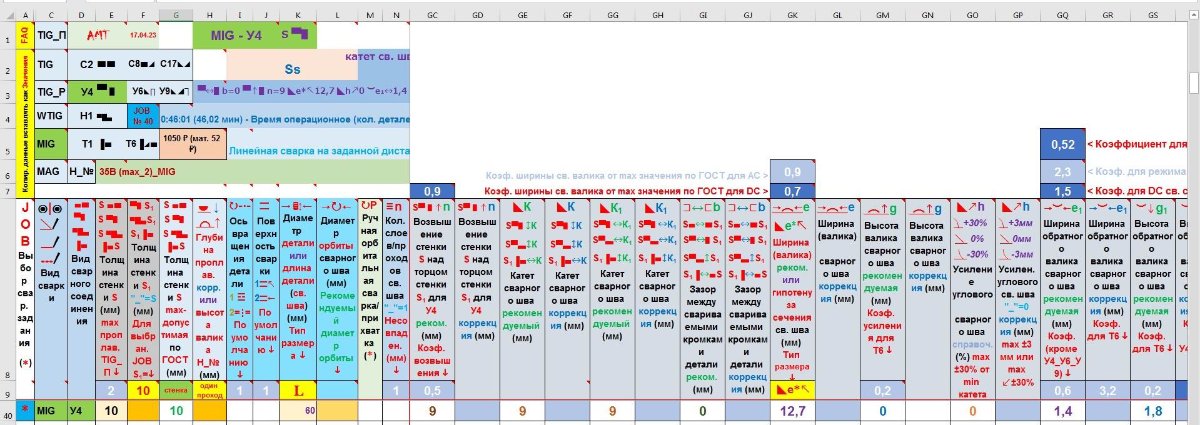
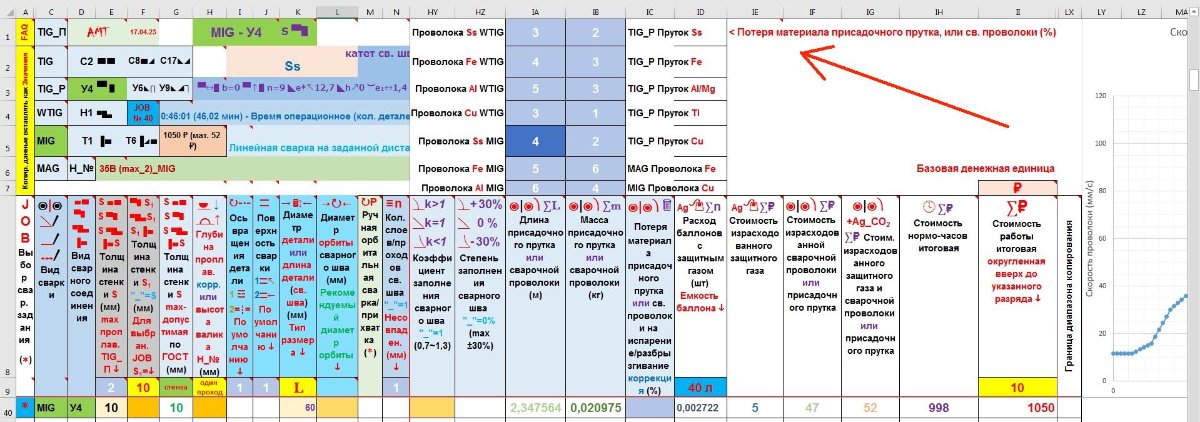
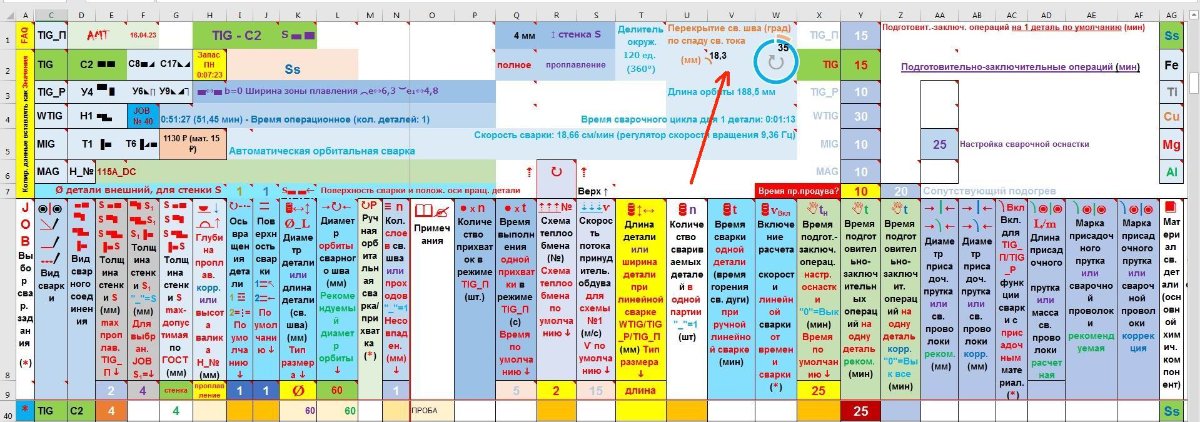
Блок настройки параметров сварного шва Параметры сварного шва назначаются автоматически в соответствии с рекомендациями ГОСТ 14771-76 и ГОСТ 14806-80. Программой поддерживаются следующие сварные соединения: С2; С8; С17; У4; У6; У9; Н1; Т1; Т6, а также режим наплавки (Н_№). Все параметры можно корректировать. На основании этих данных строится математическая модель сечения сварного шва, вычисляется необходимый объем наплавляемого металла сварного шва, а также объем и скорость подачи сварочной проволоки/присадочного прутка. Объем и скорость подачи сварочной проволоки/присадочного прутка вычисляется с учетом потерь на испарение/разбрызгивание при сварке (коэффициенты можно корректировать). С учетом всех данных автоматически назначаются режимы сварки. Выбранные параметры сварного шва и режимы сварки отображаются на главном индикаторе.
1 балл
-
Заезжал вчера, приятно удивил источник на 800А для плазменной резки от Арии, большой и здоровый такой, впечатляющий В остальном ничего особенно интересного или супер уникального не было к сожалению, без каких-то прорывов или вкусных анонсов. Телефон к сожалению невовремя разрядился, фоток не сделал толком. Приятно удивили в плане общения ребята с технотрона, нужно будет к ним в Чебоксары сгонять Думал, что больше поставщиков смогу найти для себя полезных, вроде как тематика сварка, а непосредственно к сварке только 15-20 процентов выставки имели отношение.
1 балл
-
Rashid Уважаемый участник, вы связали вместе религию и технические дисциплины. Вы что, хотите развязать на форуме какую-то нездоровую дискуссию, связанную с религией, национальностью участников форума? Еще раз хочу подчеркнуть: форум нейтрален к религии и политике -это технический форум. Если на поставленный вопрос нет ответа,то это значит, что вопрос никого не заинтересовал или никто не может дать внятный ответ на поставленный вопрос, сказать что-то определенное по этой теме. Я думаю, что вы больше не будете связывать религию и тех.дисциплины на форуме в одно целое. Расценивайте это и как пожелание, и как предупреждение о недопустимости подобных высказываний впредь.1 балл
-
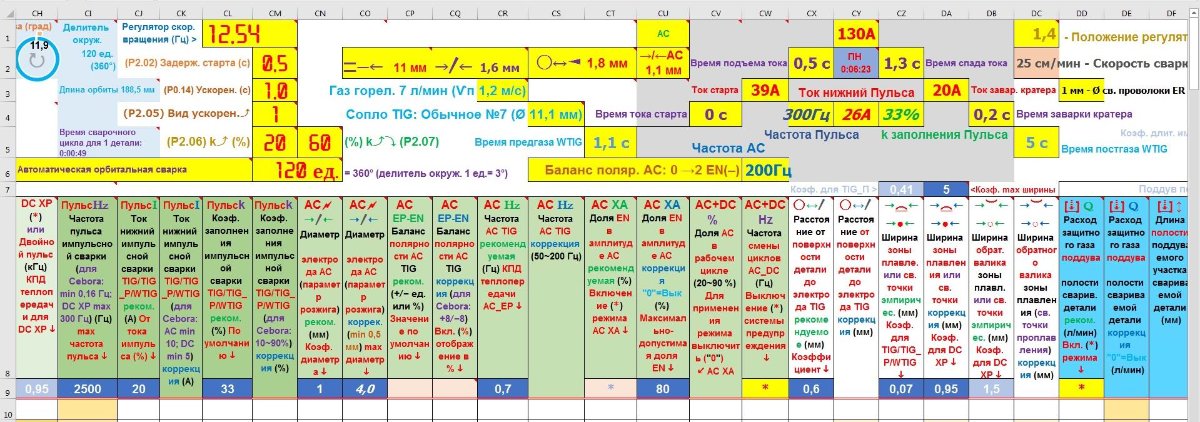
Блок настройки серийной точечной/импульсной сварки (для сварочных источников, имеющих режим точечной сварки) Данные настройки используются для режимов сварки с постоянной скоростью сварки (орбитальная; автоматическая линейная). В блок сходит два модуля: расчет параметров сварного шва; расчет параметров сварочной дуги. - Расчет параметров сварного шва. В данном модуле рассчитываются параметры сварного шва, задаваемые продолжительностью импульса сварочного тока, паузой между этими импульсами и скоростью вращения/перемещения. На основании этих данных вычисляется длина отрезков прерывистого сварного шва (длина сварочной точки) и промежутков между ними. Одновременно происходит проверка равномерности их распределения по заданной дистанции сварки – проверяется, делится ли заданная дистанция сварки на целое число отрезков прерывистого сварного шва и с какой точностью (точность можно задавать). Значение длины получаемых отрезков сварного шва (сварочных точек) измеряется по центрам, образованных пятном сварочной дуги, окружностей. Расстояние (зазор) между отрезками сварного шва (сварочных точек) измеряется как по центрам, образованных пятном сварочной дуги, окружностей, так и по внешнему габариту этих окружностей. Отображается как зазор (со знаком «+»), так перекрытие (со знаком «-») швов/точек. На индикаторе, в графическом виде, отображается перекрытие (слияние), или зазор между сварочными точками/швами (отображается также степень зазора). - Расчет параметров сварочной дуги. В данном модуле рассчитываются продолжительность импульса сварочного тока и паузы между этими импульсами, задаваемые количеством отрезков прерывистого сварного шва и их длиной, с учетом их равномерного распределения по длине сварочной дистанции. Критерии параметров такие же, как и в модуле «Расчет параметров сварного шва».
1 балл
-
Демо-версия программы в народные массы! В демо-версие ограничен срок использования и заблокирован доступ к заводским настройкам. По истечении 24 дней (с даты публикации поста), данный экземпляр программы, скачанный из этого поста, станет нерабочим. Системные требования - Excel 2016. Автомат сварочный - DEMO.xlsb1 балл
-
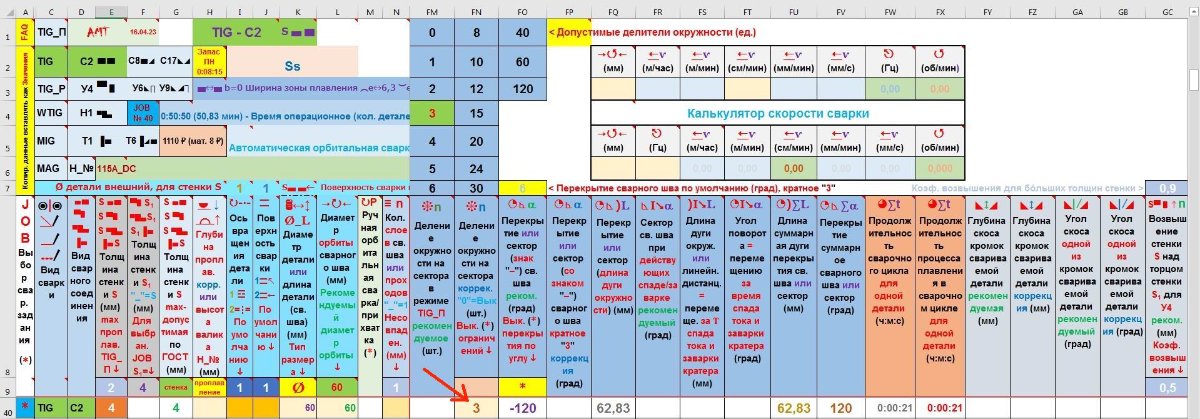
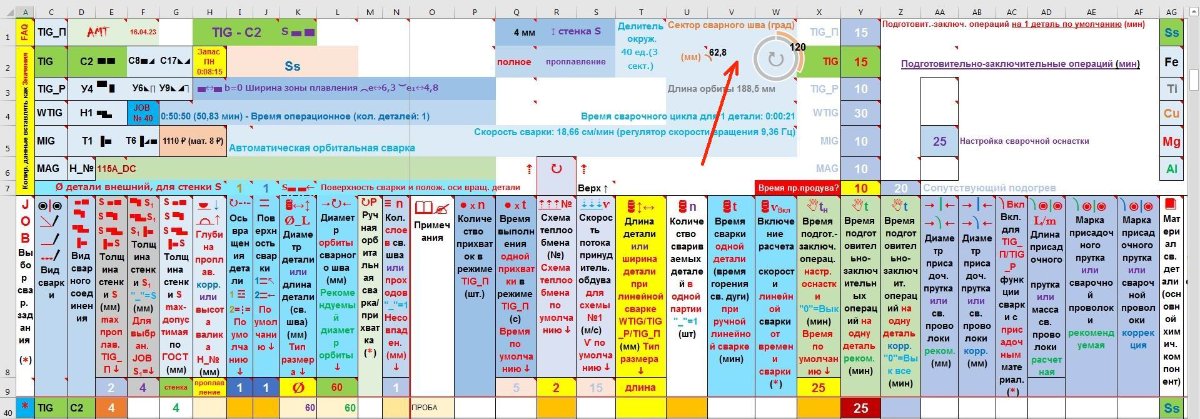
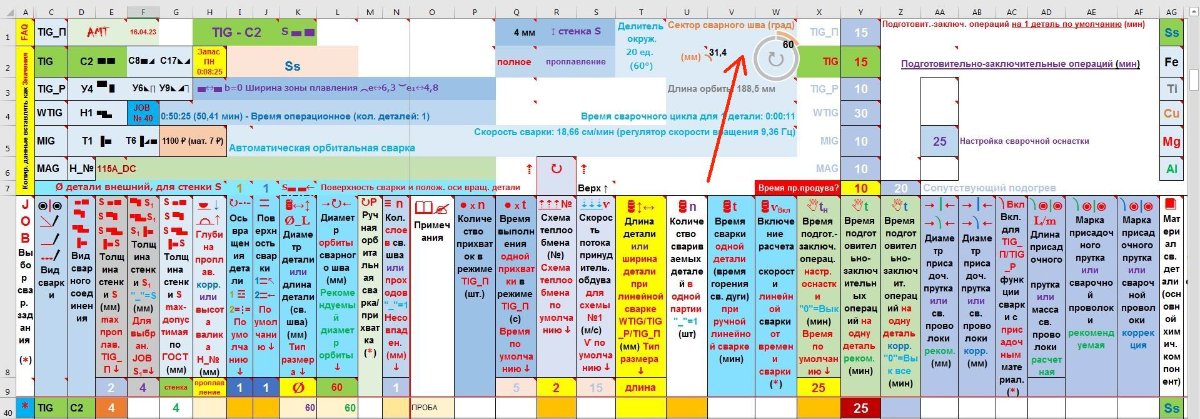
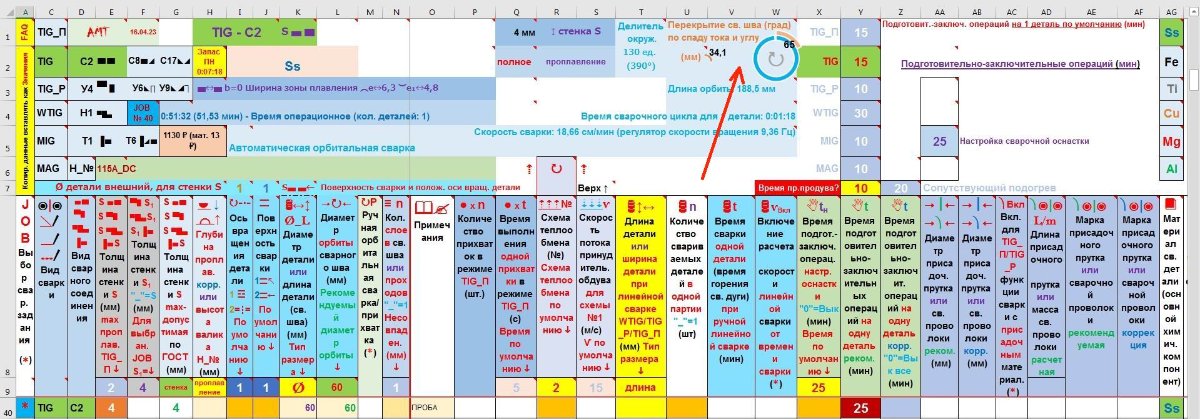
Модуль управления параметрами деления окружности свариваемой детали Модуль включает в себя: - Функция автоматической (в режиме прихватки), или ручной установки параметров деления окружности свариваемой детали при орбитальной сварке. Данная функция рассчитана под использование аналогового устройства деления окружности (оптопара), но может использоваться и самостоятельно, без устройства деления. Система имеет шаг деления 1 ед.= 3 градусам. Шаг в 3 градуса, а не в 1 градус, выбран для уменьшения диаметра задающего устройства деления (шторка оптопары). Делить окружность можно как на количество секторов окружности, так и на сектора с заданной угловой величиной. Также можно устанавливать угловую величину сварочной дистанции, без деления на сектора (например, для сварки на неполный оборот). - Функция перекрытия сварного шва, после завершения полного оборота орбитальной сварки. Функция может применяться как с установкой угла перекрытия, так и с перекрытием по времени спада сварочного тока/заварки кратера, а также с комбинацией обоих параметров. Функция перекрытия по спаду сварочного тока/заварки кратера избавлена от зависимости изменения длины дуги окружности с изменением диаметра окружности, при неизменном заданном угле при вершине сектора окружности. Продолжительность спада сварочного тока/заварка кратера, при этом, может задаваться как автоматически, так и вручную. Если перекрытие задается по углу, то автоматически выставляется значения перекрытия по умолчанию (может отключаться в настройках). Величина перекрытия отображается как угловая величина сектора перекрытия, так и как длина дуги окружности. Данная функция может использоваться как при автоматической, так и при ручной сварке. При ручной сварке данная функция определяет выбег за время спада/заварки кратера (при установленной скорости сварки, это применительно и к линейной сварке). Демо-версию программы (ограничен срок использования и заблокирован доступ к заводским настройкам) можно получить по запросу на почту (адрес в головном сообщение).
1 балл
-
Я не сторонник Неона, но говорить , что он плохой, не стану. Этого человека, что сделал это видео, я знаю. И на выставке встречал. Мне кажется, что для него всё оборудование, что сделано в России ужасное ! Послушайте про Форсаж. Особенно про тот, что на ЧИМ. Правда этот девайс и так мало кому из ремонтников понятен в плане ремонта :-) !. Вообще, в тех немногих видео что я смотрел когда - то про российские аппараты у него, любые технические решения российских инженеров ужасные. Хотя как к специалист он вполне хороший. По поводу этого видео скажу, что такой плавный старт я считаю одним из наиболее верных решений. Когда силовая часть запустилась и работает, только тогда даётся сигнал и коротиться силовое напряжение тиристором. И если вдруг сигнал пропадёт, скорость срабатывания тиристора во много раз выше реле. Это даёт, в отличии от многих других аппаратов, даже при неисправности силовой части, избежать бабаха и вышибания автоматов. По поводу винтов, автор признаёт в конце, что это на многих аппаратах такое есть. И эта ситуация происходит из-за раздолбайства владельцев. Недорого, не своё... пофиг ! Итог закономерен. Импорт не уйдёт далеко при таком отношении ! То, что мне в них не нравится - это постоянная смена модификаций и плат. Это неудобно при нахождении дефекта. Особенно, если это нужно быстро. Соглашусь, что из-за некоторых недоработок в опытной эксплуатации не находятся проблемные места с расположением компонентов. Иногда с самими компонентами. Были и неудачные схемные решения. Особенно с блоком питания на тороиде. Но это постепенно улучшается, тут не поспоришь.1 балл
-
Вышли на меня через эту тему на форуме, поддон прислали с алтайского края. К сожалению его сначала местные пытались заварить алюминием. Ну зачем продолжать, если понятно, что что-то идет не так?! Я представляю какой треск стоял при сварке, ан нет, русские так просто не сдаются! В итоге, вместо небольшого пробоя - дырень диаметром около 50 мм. Народ! Будьте внимательнее, смотрите маркировки на деталях, если есть малейшее сомнение! Да и по весу понятно, что что-то тут не то. Кусочка магния на заплатку не нашлось, поэтому пришлось заплавлять. С обратной стороны подровнял с присадкой... После - подровнял снаружи лепестковым и проверил керосином. На поверхности видны поры, но так уж варится магний, довольно капризный материал. Гоняться за ними не стал, т.к. если керосин не протек за 5 минут, то масло - точно не пойдет через поры, даже потеть не будет.
1 балл
-
Магний пытались варить алюминием.Этого нельзя делать ни в коем случае - образуется очень хрупкая интерметаллидная фаза AlMg
1 балл
-
Но почему не получится . Надо осторожненько на малом токе попробовать с краю где нить и попробовать с 5356 и 4043 а может и провод сгодится. Главное не давайте закипеть и гасите кипение присадкой , я думаю поддастся он не куды не денется . Первый раз пройдете и можно фрезой поработать поры и "грязь" убрать и еще разок пройти и так до Победы и она будет за вами.1 балл
-
Большая редкость, по крайней мере это у меня второй двигатель из магния BMW, присадка dt az61 2 мм диаметр...фото подготовки под сварку не делал. С током вроде интуитивно угадал - среднее значение 70 ампер,плюс минус 10 амп...а да.. это крепление генератора..Дымно и во рту сладко....кто знает тот поймет...
1 балл
-
крышка коробки передач с китайского автобуса,варило пол Краснодара,под занавес напылением пробовали.Магниевый сплав,не чистый магний.
1 балл
-
Крышечка стартера с Кавасаки.
1 балл
-
Крышечка с кавы ZX,после "архонщиков".Наплавлял,обтачивал.И на взрывпакет стружки осталось.
1 балл
-
Так вот и выложу книжку потихоньку. Что нас ждет и к чему готовится при сварке магниевых сплавов. http://www.migatronic.ru/content/view/50/46/ http://www.metallstandart.ru/magnievaya_provoloka
1 балл