Лидеры



.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)
Популярный контент
Показан контент с высокой репутацией 07.04.2022 в Сообщения
-
Недосварочник Двухсотов Аврорий Динамикович в кислоте.
 8 баллов
8 баллов -
Алексей техсвар в гости заехал)) респект, человечище!!! Всегда выручает и никогда не отказывает в помощи.
8 баллов
-
Мой день)))2 балла
-
За всех не знаю, но ко мне приехал)))2 балла
-
Всех объезжает?2 балла
-
Достаточно проблемное место попалось для расточки, катковая тележка проушины оси балансира, в плане установки МНРК еле вмандил его и то единственное провода сервопривода сильно заломить пришлось. Ещё один нюанс вылез при наплавке двойного слоя проплавление между слоями не получилось в результате в конце расточки второй слой начал сдираться с первого как фольга, на первом проходе нихватило наплавки как раз 1-2 десятки вот они и начали сдираться. Проточил ниже на 1-2 мм и наплавил по новому. Отсюда вывод при наплавке в несколько проходов надо зачищать немного наплавленный слой и немного прибавить ток, так же нельзя убавлять скорость подачи на наплавке иначе валики будут напаиватся друг на дружку а не на основной метал.
1 балл
-
Пришло тепло. К порче ликтродов готов товарищ webнаставник! Прощай LB, я вас имел, чего же боле... Привет УОНИ! ОЗС-8 такие взял первый раз. Типа попробовать (из меня тот ещё пробовальшик 6-го разряда ) . Нееенадо кидатся баллонами, положиии пожжжалуйста на место. Это УОНИ 13 55, LB 52, OK 46:00, OK 53:70 и ОЗС 8.
1 балл
-
У нас на работе есть такое.1 балл
-
... была мысля задействовать б\у теплообменники от холодилок ( ?) П.С. на работе завалы ., так руки не дошли- нет необходимости , да и времени .1 балл
-
@kukushka, ну я его на всю катушку стараюсь пореже использовать, в основном на баках трудится, прихватки 150А, сварка 70А, не вижу препятствий для его долгой и счастливой жизни. P.S он Крамер. 2.5 метра горелка, длинные не пробовал1 балл
-
@круазик, Пётр, молоток! Тут столкнулся именно с такой ситуацией. Радиатор редкий, срок поставки... и цена просто нереальная. 64000 рублей на Клио 3. Знакомой ремонтировал авто. У меня реально возникла мысль сделать из другого радиатора. Благо получилось заглушить сваркой основания нескольких ламелей. Так что ещё поездит. Сами ламели сварить не удалось. То ли состав не тот, то ли руки... Хотя взяв другой радиатор, спокойно сваривал. А этот вообще не шёл. Но мысль про создание радиаторов тогда осталась. А тут оказывается не только у меня такие мысли появлялись!1 балл
-
Радиаторы изготавливаю. Благо китай сердцевины изготавливает и можно даже на старые автомобили подобрать по размерам. " Припахал " студента (с одобрения шефа) для изготовления деталек на 3д фрезере. Ну а что, ему практика, мне " железяка".
1 балл
-
Сделать за полчаса, ещё полчаса потратить на че-нить своё и потребовать оплату за час Или заказчик над душой стоИт?1 балл
-
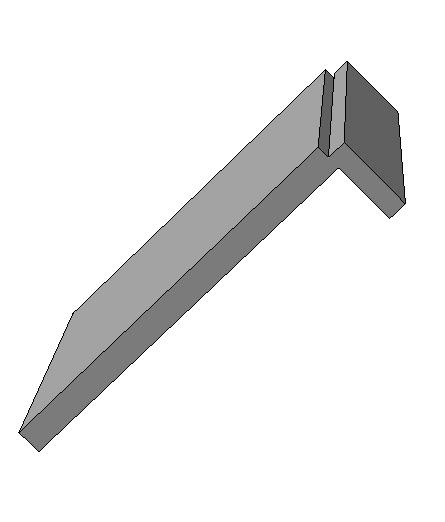
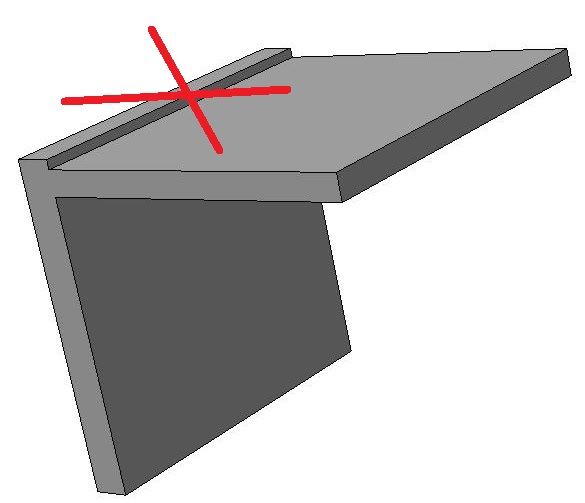
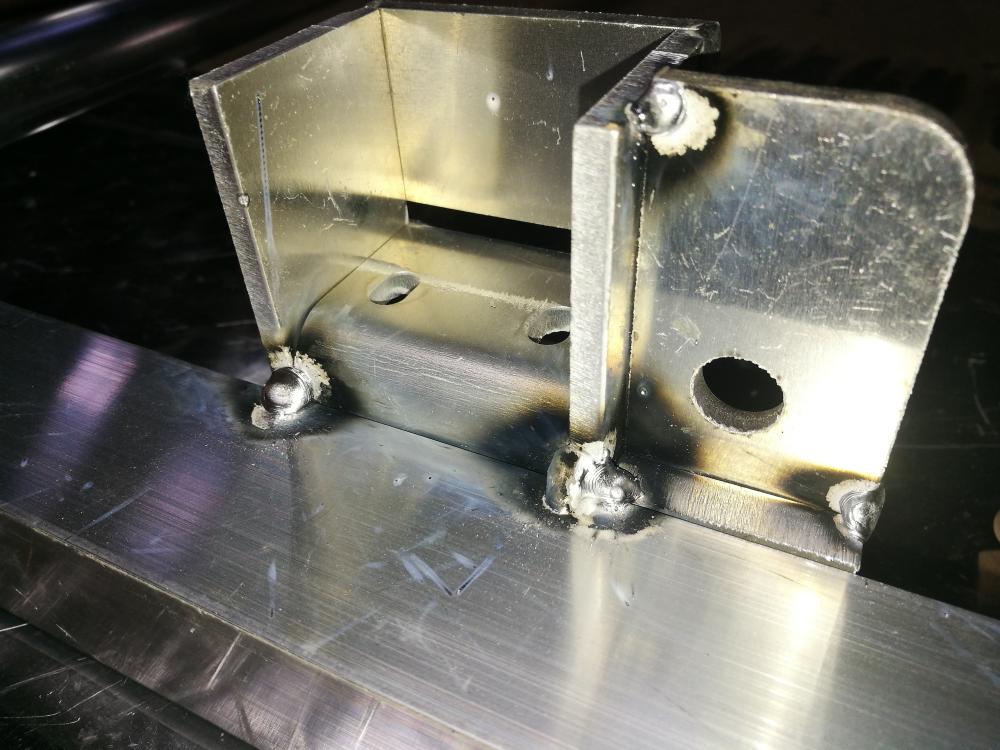
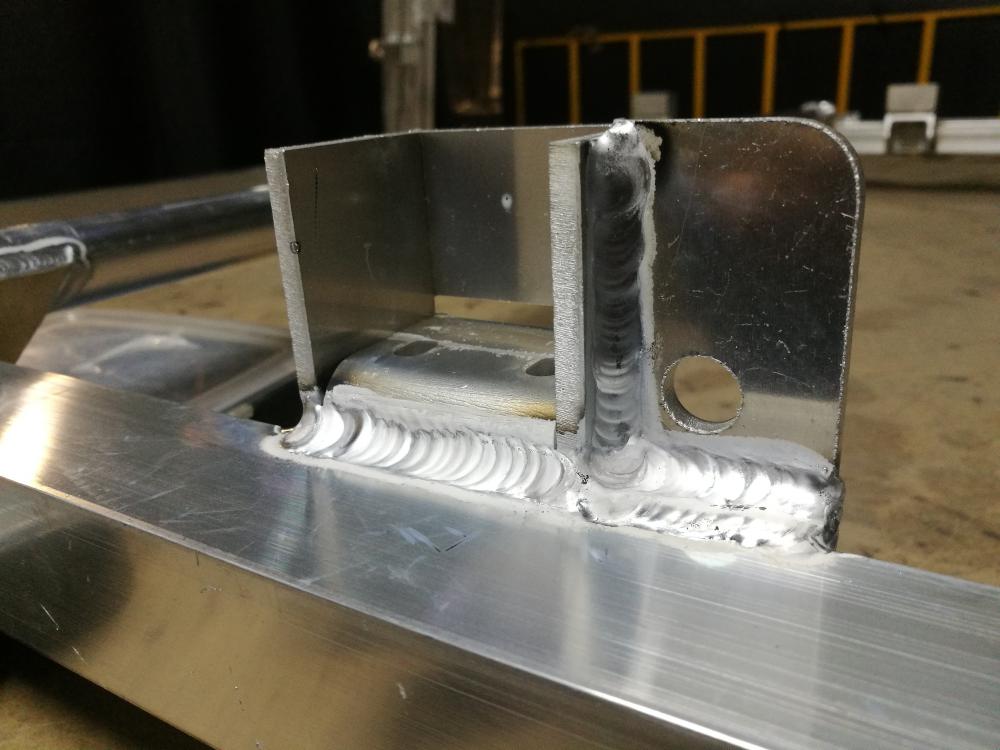
Сварено в одиночном пульсе, проволока — 1.0 Oliver полированная, газ — смесь 90/10 (очень примерно). Толщина серединки 10мм, боковушки по 5мм.
1 балл
-
Собираю потихоньку пазл Пока собрал одно ухо из двух кусков, после сварки приложил второе ухо и оно вложилось чётко. В понедельник продолжу с ухом и далее горловину на место р.с. даже "дырень" залил панчем,не хватало кусочка
1 балл
-
1 балл
-
Итальянский стул (на фото каркас спинки). Пока я этот каркас вертел-осматривал - он окончательно рассыпался у меня в руках. Все швы, без исключения, пришлось переваривать, причем пришлось переплавлять все наляпанные наросты-блямбы, именуемые итальянскими швами.
1 балл
-
Начальник выговаривает подчинённому: - Зачем я вам инструкцию к аппарату давал!? Подчинённый: - Ну... когда он сгорел - мы ей дым разгоняли...1 балл
-
@Лепило, А по старинке: нагреть медный массивный паяльник, в безопасном месте, и паять в зоне опасности? Или есть и тут риск искрения?1 балл
-
В отличии от Аврор и других полусварочников, этот самый бюджетный Декапауэр шпарит без затыков, без брызг, может даже без газа.)1 балл
-
Пробная наплавка на катушке, первые несколько ниток, без газа) ну забыл быстросъём подключить, а напарник сказал, что шипит. Предвижу вопрос, типа, а ты чо, сразу сам не понял? Звук изменился конечно, но не на столько, и напряжение скакануло да 30В... Пока искал причину, наплавил несколько ниток без газа, вполне сносно, без брызг. Да, для "суперсварщиков" длина шва с газом, примерно 4 метра, вообще без изъянов.
1 балл
-
Ведёрко продолжает радовать)))
1 балл
-
Прямо праздник какой то, из китая пришли электроды по нержавейке GJ030930-04 1,6мм и 2мм. Попробовал на 1,5мм трубе. С отрывом варят изумительно, даже учитывая что в сварке я чайник. Шлака очень мало, сам отваливается (на фото видно как раз). Шов неровный, игрался с длинной дуги. Ну и чтобы широко не улыбался, отдали мне нераспакованную пачку МР-3С 3мм лосиноостровские 16 года, халява чтоб ее, попробовал несколько штук, щас думаю кому бы тоже подарить. На короткой дуге он тухнет, на длинной тоже, воняет адски, разжигается с трудом, шлак еле отколотил.
1 балл
-
слово "всех" я предусмотрительно не произносил. Любой ал сплав в котором мы можем попасть в зону ок. 2% магния в сварочном шве уже не пригоден для сварки без присадка. Трещина при остывании.1 балл
-
Ну резать болгаркой (абразив) не советую и уж на край лобзик или ножницы и кстати есть ручные у меня и берут 2мм АМЦ запросто и даже АМГ. Да будет все монолит и при тиг сварке практически нечего не выгорает даже МАгний что находится в присадке тем и хороша ТИГ сварка . Полуавтомат там да и идет выгорание особо Магния .
1 балл
-
И так ищем выход из положения и 4043 тоже не айс для вашего "ящика" , ну и выход очень простой и эффективный , заказчик в дополнение к материалу ящика покупает доп лист АМЦ 2ММ и гильотина РУБИМ квадратики 2х2мм вот вам и присадок и будет полное счастье и ящик "монолит". P.S. Гильотина сейчас не везде и есть , но и здесь выход есть и сварганить ножницы и можно даже проще чем на видео из напильников и без основания и в тиски их и например 2ММ алюминий будут как бумагу резать , да и 3мм почикаете.1 балл
-
Собирайте только так 3мм и самое оно , будет полный провар с обратным валиком да и поводки минимальны . Обратный валик можно повторно переплавить и очень легко проварить и присадок не понадобится. Как вы предлагаете с фальш отбортовкой , нечего хорошего присадка уйдет куча да и не проварите и из нутри бака будет не проваренная "щель" в кою будет попадать все что угодно и такой бак долго не проживет . Да и поводки при сварки с такой сборкой будут значительно выше. Можно конечно и так проварить , но для этого на листе надо будет сделать "фаску " хорошую и зачем тратить время и силы в пустую. Ну и про присадку 1100 нужна , можно 4043 но я бы не стал для бака она темнеет и т.д . да если еще бак на огне будет. http://aluminium-guide.ru/alyuminievyj-splav-3003-2/
1 балл
-
А вот попробуй хоть один раз сделать плохо и некрасиво- так реакция будет незамедлительная. Схватили и побежали -это и есть СПАСИБО. Вот когда схватят и будут смотреть тебе прямо в глаза с широко открывающимся ртом, вот тогда вспомнишь предыдущее написанное предложение.1 балл
-
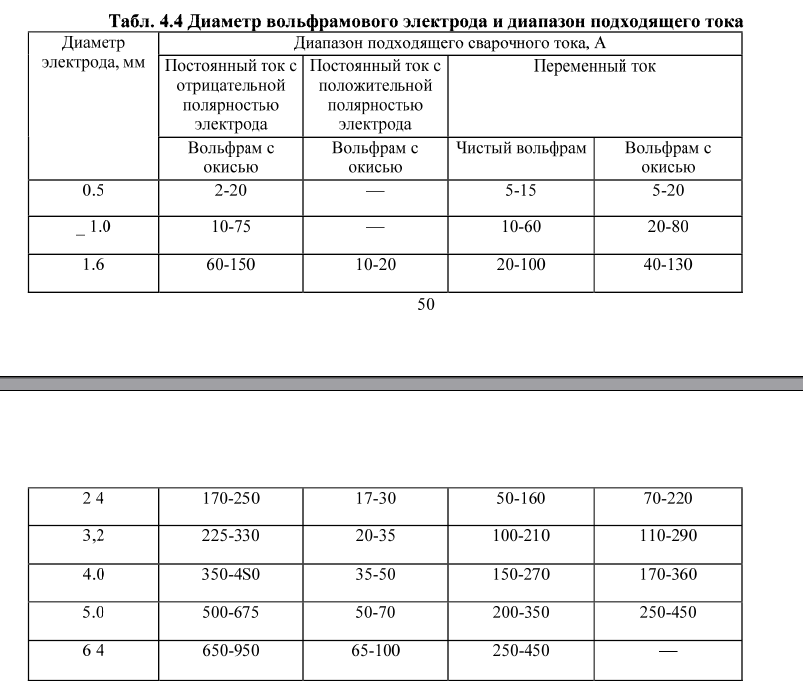
Антон , фигня и я того же мнения . Дым у тебя валил даже не от того что макнул , ты превысил допустимые токи (кстати ты не озвучил каков диаметр электрода был в твоем видео) и посему электрод сгорал как свечка и белый дым валил да и электрод наверное покрылся белым налетом. Саня хитрый и опыт он току поставил поменьше и подольше варил не спеша. Антон ты в видео озвучил такое что на 1мм электрода на обратной полярности где то 20А можно . НЕТ и НЕТ 1мм электрод максимум 10А выдержит да и то скукожится до неузнаваемости , ему и 5А обратной полярности будет уже по "горло". В общем смотрите таблицу и она архи не точна , но можно где то брать нижнее значение тока за истину и минусовать от него по 5 - 10 ампер на любой диаметр. И при твоих 55А электрод надо 4мм и то мало и берем выше 5мм а то и 6мм.
1 балл
-
....иной раз, сдавая работу,подсознательно ждём похвалы насчёт эстетики и красивых швов,но заказчик (и даже соображающие слесаря из автосервисов) хватая деталюху убегают восвояси. Никому твоя красота и не требуется,кроме своего "я"..1 балл
-
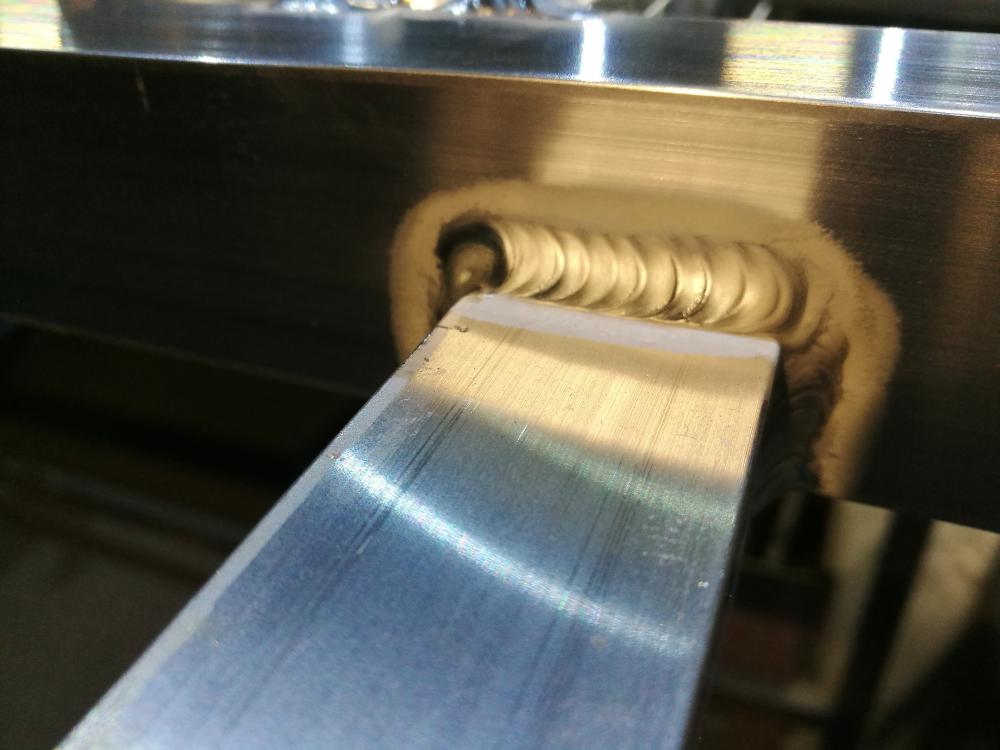
Варим дальше какие-то штуковины, лишних вопросов не задаём, все равно никто не знает что это и для чего. Ток 90-150А, стенка трубы 3 мм, пластина 6 мм. Материал АМГ6. Баланс на сундуке на 9.30 утра! Электрод 3.2 мм wl-20
1 балл
-
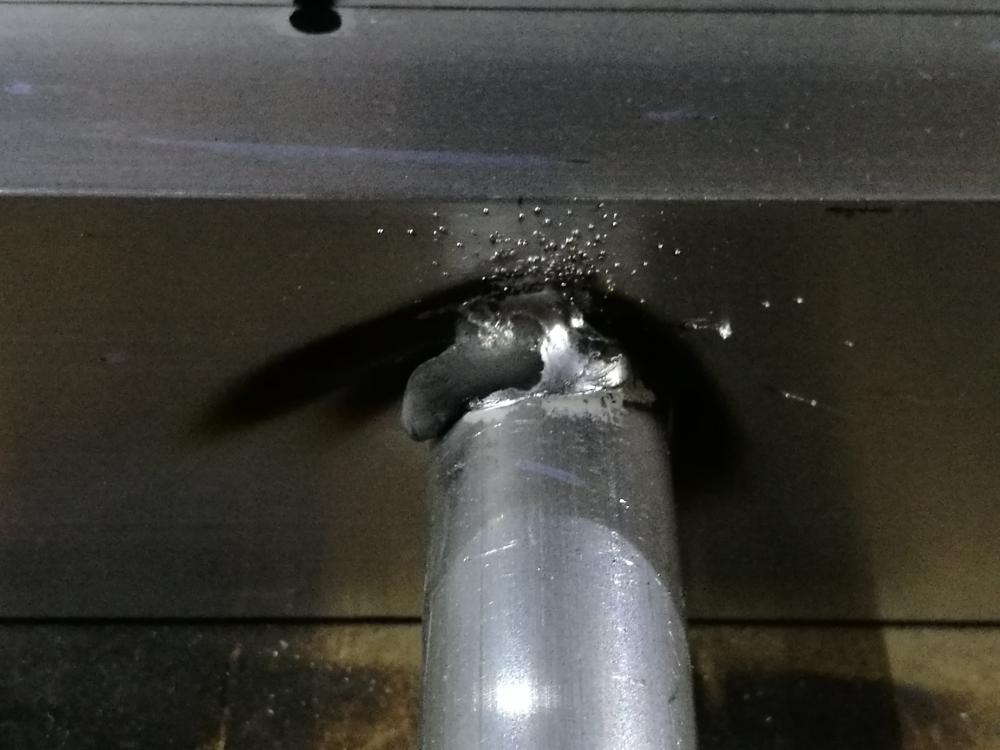
поэксперементировал со сваркой алюминия постоянным током на обратной полярности. в общем баловство всё это. но если уж совсем припрёт, то тонкое сварить можно. только с сильно тонким тоже проблемы будут, т.к. дуга очень сильно гуляет. https://www.youtube.com/watch?v=kePvSyq5lhw PS: вообще стоит такого плана видео делать, или совсем плохо выходит?1 балл
-
Не льсти мне Валерий! Я каждый раз стараюсь варить, словно в последний! Но сами понимаете, без педали такие вещи не натянуть на 5+, не получится, спад помогает, но ширина шва гулять начинает и чешуя тоже. А вот с горелкой Kemppi очень подружился, легкая мягкий шлейф и удобней всех, с которыми работал.
1 балл
-
@selco, да никуда он не девался, работает чаще чем Ево. Вот как продать? Убогая имитация импульса, все параметры в попугаях, поджиг не ахти. Но вот АС варит хорошо, и все ему прощаю. @Шурпет, клянусь не знаю!
1 балл
-
Сундук радует!
1 балл
-
Сломали Прихватываем, выставляем, разделываем, готовим свариваем, ток от 120-200 А, Гроверс, эл.3.2 синий. Другую сторону пришлось наплавит под фрезеровку, рихтовка не представляется возможным.... Родина железки
1 балл
-
Привет всем. Зимой искал аппарат к для алюминия. Я им не занимаюсь, скорее хотел себе подарок сделать. Давно мечтал. Взял Дракона 3ф 320А. Ну, я там писал как то. Но, как то не очень пошло с работой. Правда, и не особо долго искал. Предложили поехать в Поляндию поработать. Неплохие деньги. Ну я и поехал. Странно как то мне начал аппарат окупается). С другой стороны, не купил бы его- не оказался бы в Польше на алюминии. Не суть. Сейчас скину фотки, от которых многих тут просто бомбанёт) Как и меня самого в начале. На предмет гигиены свариваемых деталей. Про чистку болгарской или щекой - не, не слышали) Наверное, спасает то, что профиля новые. Но прихваток... Тем не менее, как то получается их переплавлять. Про чистку болгарской или щекой - не, не слышали) Наверное, спасает то, что профиля новые. Но прихваток... Тем не менее, как то получается их переплавлять. В общем, не имея опыта по ал, получил классную работу и очень нехилую практику.Правда, по конструкция, но для начала тоже неплохо.
1 балл
-
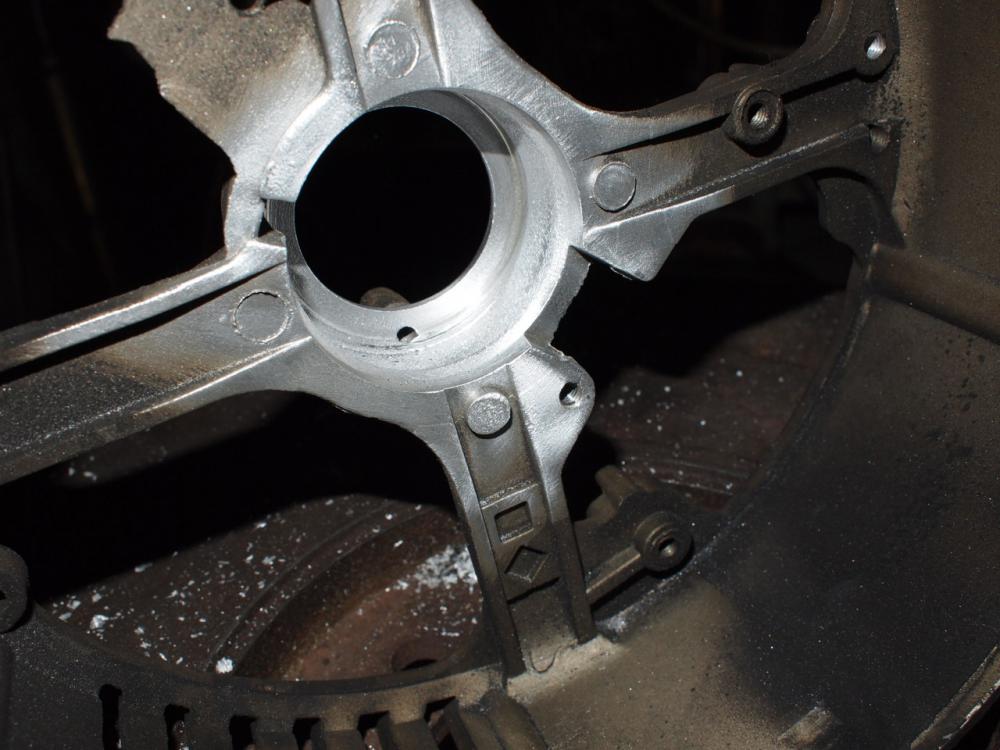
Три вала алюминиевые,не могли снять,сделали надрезы болгаркой (нашим лучше),дальше чего то внутрь будет вставляться и на эл.заклепки.Разделка полностью болгаркой произведена,грязи особой не наблюдал,толщина 11 мм.
1 балл
-
AL присадки и что чем варится . присадочные материаля для АЛ.pdf1 балл
-
Иван , что тут скажешь и лучше промолчать. Похоже время такое и молодежь не кого и не чего не хочет слушать . Мы вот росли и пацанами учились у мужиков каждую весну мужики выгоняли свои 401 Москвичи и трофейные БМВ и Мерсы и даже один Майбах был и кто красит кто варит кто движок чинит и мы тут как тут крутимся и заодно учимся . Сейчас разбил БМВ да даже Жегуль в сервис и редко кто из молодежи сам старается делать.1 балл
-
Не много люминя в от криворукого АМг S2мм прямоугольник 140А баланс 80% 160Гц, подварка отбортовки то же самое но 90А, ляктрод 2мм лантан ляктрод изнанка швы немного грязненькие, заготовки вышли из гальваники более недели назад1 балл
-
Там износа более 0,5 было. Обработал наваренное: Пор много, на функциональность не сильно повлияет, как мне кажется. Причём, когда начал варить понемногу с остужением детали, количество пор уменьшилось. Нашлась трещина, заварил. Вроде как руку набил, пошло легче. При заварке трещины дуга периодически окрашивалась фиолетовым, чего ранее не наблюдал. Вот теперь и думаю - а может таки взять с клиента денег? Кушать то хочется.
1 балл
-
Ой , зря вы так и не любит даже хороший АЛ такой наплавки , завихрения идут аргон с воздухом мешается ну и получается очень очень плохо. У вас токарный надо было расточить и колечко вставить можно с АЛ и по торцу прихватить в трех местах. P.S. Мне вот как то принесли рычаг задний с Порше и сален блок прослаблен , подвеска сложная подруливающая и при торможении сален блок вылазил и стучал . Просили наплавить и можно было бы там Ал классый да и мяса много (но лучше вставку сделать но это долго и станки) , но опосля надо растачивать и т.д. а им срочно . В общем обошлись самым простым способом , набили насечек там и там , запрессовали и четыре точки сварки быстро и на большом токе чтобы не сжечь сален блок с торца и Порше бегает .1 балл
-
Часть вторая марлезонского балета. То бишь второй подшипниковый щит: Износ посадочного места под подшипник: Поначалу как то пошло, потом хуже: Посмотрел тыльную сторону - протекло и выпучило: Сделал вывод - деталь перегревается и течет вся. А посему решил делать короткими перебежками, остужая деталь после каждого небольшого кусочка наплавленного: Процесс продолжается... Солянки нет, но по совокупности органолептических ощущение это нечто алюминиевое. Очень похоже. Хуже, нежели полностью холодный.
1 балл
-
Но это так кажется и в ней грязи и влаги не мерено , в следующий раз попробуйте и покажите водичку после кипячения , сушка обязательна не менее 20мин горячим воздухом 150гр. чтобы влагу выгнать. Вообще к сварке Ал сейчас стали относится так небрежно , вот на заводе раньше к аргонщику подойдешь и деталь только из под станка "тепленькая" да из нового материала, варить не будет и отправит травить-сушить и только потом примет . Ну тогда баланс в пользу минуса выкрутить и так как деталь чистая-сухая очистка нам большая не нужна а вот острый ляктрод с концентрированной дугой ой как нужен. Аппаратик бы вам посерьезнее надобно. Ох поры поры и если они глубинные то выгнать практически нельзя , если только гелия добавить к аргону. Вот смотрите такой же гов. сплав и уже мне стыдно одно и тоже выкладывать но более нет фото для понимания вопроса . Поры - поры и можно всю крышку вдоль и поперек переварить и от них не избавиться и только нацеплять немерено много новых . Но берем фрезу вырезаем нещадно до чистого ну и выше описанною водно-воздушную процедуру и о чудо поры как не нужный элемент исчезли на глазах и гов. сплав стал вполне свариваем
1 балл
-
Вот прям в тему , и не как раньше прошедший пятницы ближе к вечеру 17.00 звонок поднимаю трубку и дальнобойщик просит не заварите ли вы мне блок от мозгов Вольво а то соляра побежала и вот в сервисе ПОГАТ я ребята уже два часа варят и не как он течет и течет . Спрашиваю чем варят то какой аппарат , аппарат то вроде крутой но не как не выходит у них . Говорю что мне надо сейчас отъехать на пару часов да и температура у меня 39 и давайте если не заварят завтра хоть в 7.00 утра , берите свой "ящик" и такси 10км ко мне и час работы с удалением старого и сваркой , ну и на этом вроде и порешили и он сказал пойду спать . Утром жду думаю сейчас позвонит , время 9.00 не звонит , и думаю позвоню сам а то мне надо с баком заниматься . Звоню , говорит я уже варю в другом месте с 7.00 утра на Пионерской 2 там без такси ему , и еще два свища не как . В общем пошел я заниматься баком , время пролетело быстро и в 14.00 звонок от дальнобойщика , ну вроде заварил и мне 1500км ехать и не знаю ли я где коробочку такую в запас купить . Да не знаю и спрашивай по рации у некоторых по две в запасе и это косяк на Вольво и возят, хте взял мой тел. спрашиваю , да кто по рации шепнул. В общем пожелал хорошей дороги и с богом Вот она коробочка и главное вымыть как положено и не каких проблем со сваркой , чего не сделали конкуренты и портили нервы дальнобойщику почти сутки . P.S. Так что конкурентов не бойтесь .
1 балл
-
Сергей , правильно и плавьте все что под руку алюминиевое попадется и опосля от работы не будет отбоя. Петр пусть сразу и баночки осваивает и они научат моторике куды лучше толстой болванки , и опосля на толстом или среднем он уже не будет думать "что вперед" и на автомате побежит.1 балл
-
Начал курить импульс на люминии Прикольно, но диапазон токов и времени импульса у маленького форсажа узковат1 балл
-
Сам лист 1,8мм, по рисунку 2,5. Это само собой, сегодня легче пошло, ток поменьше поставил. 80А Красота да и шов жирный. Но мне кажется первое из за второго, а второе из-за диаметра присадки. Ну и опыт естественно нулевой правда теперь уже не совсем, метров 5 имею Вообщем почти закончил, осталось обрамление по кругу сделать сего изделия. Сегодняшняя лепнина Вроде получше видно.
1 балл
-
Получится и на тонком. Но только если схитрить: шов немного сошлифовать, выставить пульс-режим и без присадки пройти - шикарная мелкая чешуя обеспечена. Но это уже из серии когда коту делать не чего... Кстати, этот приём почерпнул после просмотра ролика на ютубе от уважаемого 6061.1 балл