Лидеры




Популярный контент
Показан контент с высокой репутацией 24.08.2020 во всех областях
-
Сегодня люминию чуток совсем, бензовоз
 7 баллов
7 баллов -
1.09.2020 открываемся в полном формате-насколько долго-это другой вопрос.3 балла
-
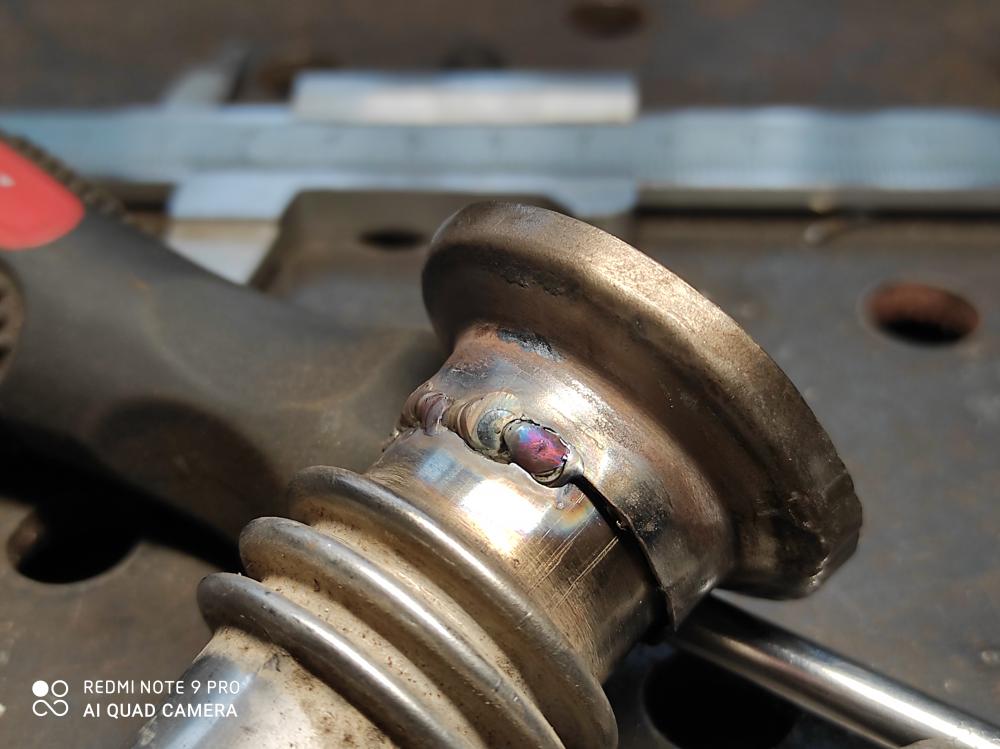
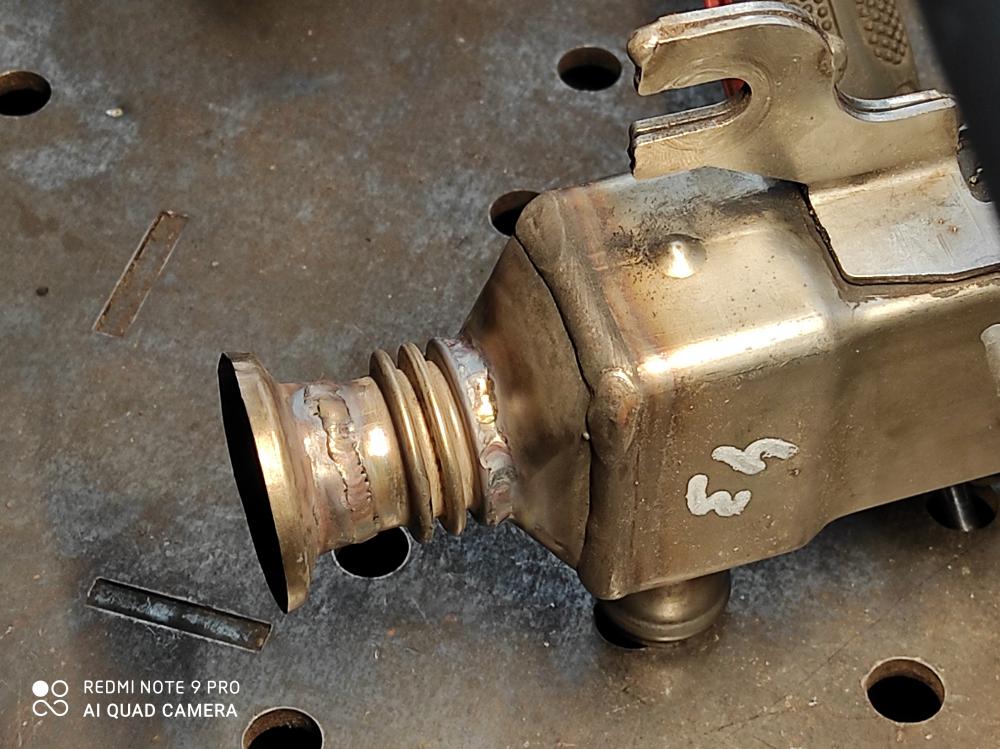
Попалось сегодня такое безобразие - крышка четырнадцатикиловатного немецкого двигателя.Чугун средней паршивости.Столько наварено с двух сторон -места живого нет.Ничего особенного в этой сварке нет,но хотелось обратить внимание на следующее:вырезать надо все наваренное ранее,как бы не хотелось этого делать,но надо.(тиг и полуавтомат)
2 балла
-
О, это была мечта Жигулистов ,,,. делали в Москве в МАДИ но стоили конских денех , на НЗТА (Ногинский завод топливной аппаратуры ) делали и у них были станки для обработки кулачков , у нас на П\Я таких станков не было и правду потом программисты создали программу на ЧПУ токарный и шлиф станок , и до этого точили заготовки а кулачки обработку на НЗТА. Ну а так массово только чугуний шол и вот на Жигулях были проблемы и изгалялись со смазкой делали трубочки прямо под кулачок лилось не помогало . Всему виной был профиль кулачка и еще инженер в журнале "За рулем" предлагал изменить , но у нас как всегда на долгие годы затянулось и только в 21 веке поменяли профиль и забыли Жигулисты о распред вале . На Москвич 412 тоже чугуний был но не разу я не видел изношенного распред вала , впрочем чугуний там "серьезный" был , вот и на клапанных седлах такой же стоял , шарошка твердосплавная его не брала и садилась , поправляли шлиф камушками профильными седла . Даже английская шарошка за 2 миллиона руб ( миллионы были) сверх точная и позировалась после ее притирка не требовалась , выставлялись углы на ней и в мануале отписано заточки не требует и пожизненная заточка , так вот чугуний седел Москвича 412 посадил английское "чудо" на раз три седла и перестала работать . Как то вот так усе было .2 балла
-
А в чем загвоздка, вот гофра, 0,3 с гофрой 0,3 Форсажем 315 сварены, и какой в Вашем понимании большой аппарат? @Victor Kotyara,Тонкое к массивному. Толщина стенки трубки- 0,2мм. Точечная TIG сварка. "Большим" сварочником в пульсе такое можно варить.
2 балла
-
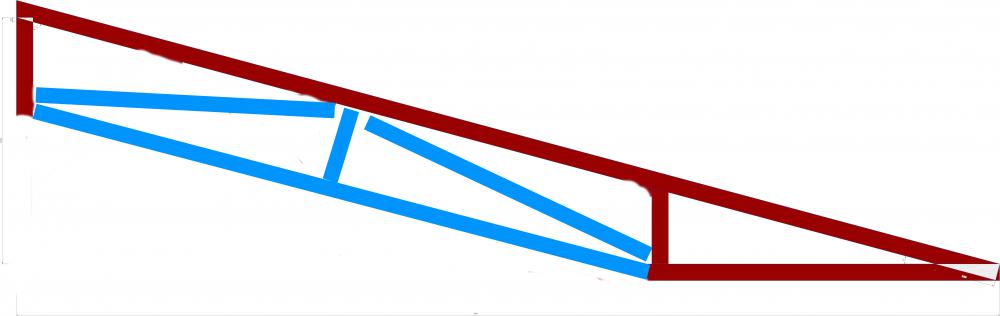
Здарова, мужики! (дамам здравствуйте!) Внесу свои пять копеек в состязательную составляющую этого конкурса. Фото буду добавлять по мере продвижения в изготовлении конструкции. Что должно получиться и что получится пока подержу в секрете (времени как у многих в обрез, успею или нет до окончания сроков, не знаю). Начал с самого трудного, логотипа. Сварить конструкцию сварю, а вот рисовать сваркой ещё опыта не было. Итак, логотип Самый минимальный ток, который может выдать мой Сварог. Самая короткая дуга, которую могу выдержать на 26 горелке с дубовым шлагпакетом) Делаю заготовки Половина заготовок готова Продолжение следует...
1 балл
-
Конкурсная работа "Калитка с почтовым ящиком портфелем " художественная номинация Всех приветствую , была давняя мечта сделать калитку домой себе но как обычно руки не доходили до нее , образ калитки собрался быстро в голове но вот почтовый ящик не хотелось покупать покупкой простой обычный хотелось чего под старину , так как начал увлекаться чиканкой металла решил попробовать сделать сам почтовый ящик в виде советского портфеля , размеры калитки были сняты материал закуплен и процесс начался , весь процесс шол не спешно по мере свободного времени ,варим основу калитки нанес логотип 3М После делим на секции верх и низ в нижней части решил нагнуть каретной стяжки с круглого прута ф8мм на верхнюю часть нагнули бубликов с проф трубы 15/15 процесс гибки не заснял весь остальной рисунок был так же нагнут из такой же трубы , после начал готовить материал на почтовый ящик был взят металл со старого холодильника саратов , зачищен до чистого металла ,нарезанные заготовки начал чиканить так сказать кузнечным самодельным молотком после чиканки заготовок начали подбирать размеры будущего почтового ящика в итоге размер выбрали 350/400мм оказался оптимальный под размер калитки ,в ходе сварки и наборки узора на калитку немого изменил рисунок узора хотелось сделать что то со смыслом чтоб было логическое развитие и завершение рисунка , валюты завитки бублики каретную стяжку гнул сам штампованные листочки уже готовые были куплены после того как определились с размером почтового ящика начал потихоньку придавать форму будущему ящику путем гибки и выгибания выстукивания придавания нужных форм заготовкам хотелось сделать не копию но чтоб казался как настоящий , после сварки каркаса основы ящика сделал проем для закладывания почты и окно сзади для того чтобы забрать почту не открывая калитки , края портфеля обрамлял электродами 4мм , после началась подонка лямок застежек ручки после сварки и обработки портфеля , начал варить и вымерять рамку под сам почтовый ящик потому что хотелось крепить портфель не грубо к профлисту а на жесткое основание , была сварена рамка с профтрубы во внутренней части по вертикали две полосы 20/4мм о отверстиями в них же после в в ставил болты м8 двумя гайками с обоих стороны зажал болты убрав люфты и приварил их к ящику , после рамка была приварена в узорам калитки после сварки подгонки всех мелочей зачистки швов врезал замок в дверь , ящик был снят и начали готовить опорные столбы к приварке новой калитки все старое было срезано уголки петли весь крепеж , была скручена косичка из прута Ф6ММ на станке, приварил шары, после приварили на опорные столбы, сварил распорку(с трубы50/25) на опорные швеллера швеллера расперли и приварили распорку новую так как вес калитки не малый,калитку как приварили подогнал новый замок был приварен новый упорный уголок , опорные столбы были подготовлены к покраске , на самой калитке все стыки сварочные швы примыкания узоров промазал герметиком во избежание ржавчины и подтеков ржавых после дождя далее после сварки подгонок начался процесс покраски был куплен материал грунт и краска для авто , и начали красить опорные столбы были также загрунтованы и покрашены , после покраски легкая патина под золото узоров на калитке и портфеля после того как все высохло калитку поставили на новое место ящик прикрутили и начали зашивку калики металлосайдингом так как остались остатки от обшивки дома получилось все в цвет , ну и фото до и после старая и новая калитка небольшой видео отчет из процесса работ по созданию калитки
1 балл
-
@welderman, мы, в кулуарах СП-91, тоже об этом размышляли, но фраз из серии "-Ваши ставки, дамы и господа" среди коллектива не прозвучало, отсюда вывод, третий курс с учетом упора на пребывание в сварочных мастерских, востребован и профукать подобный опыт коллективу явно не с руки. Засим надеемся на чудо, другое при наличии малолетнего контингента и ковидлы, боюсь, тут не поможет.1 балл
-
1 балл
-
Результаты испытаний чугунных распределительных валов показали, что в равных условиях эксплуатации износ их на 38 - 50 % меньше, чем у стальных валов, а их стоимость примерно вдвое меньше стальных кованых. ЦНИИТМашем и заводом Русский дизель был отлит и испытан вал для шестицилиндрового мощного дизеля. Материалом служил сверхпрочный чугун с перлитной структурой металлической основы. [1] Изношенные кулачки чугунного распределительного вала двигателя ВАЗ наплавляют высоколегированным электродом Т-590 или Т-620. Так как чугунный распределительный вал из-за его хрупкости почти нельзя править, то при наплавке применяют такой способ, чтобы вал деформировался возможно меньше. [2] Заготовки стальных распределительных валов получают штамповкой в многоручьевых штампах с последующей обрезкой и правкой на специальных прессах. Заготовки чугунных распределительных валов получают литьем. [3] Изношенные кулачки чугунного распределительного вала двигателя ВАЗ наплавляют высоколегированным электродом Т-590 или Т-620. Так как чугунный распределительный вал из-за его хрупкости почти нельзя править, то при наплавке применяют такой способ, чтобы вал деформировался возможно меньше. [4] Обработанные таким способом распределительные валы из легированного перлитного чугуна с пластинчатым графитом обладают высокой износостойкостью. Установленные на двигателях тракторов ДТ-54 чугунные распределительные валы за 1000 ч работы в полевых условиях износились на 0 020 мм, за то же время серийные стальные валы износились на 0 030 мм. [5] Литые чугунные закаленные распределительные валы применяют на двигателях ЗИЛ-Ill, а отбеленные на двигателях Москвич-412. Хорошие результаты получены: при - испытании закаленных чугунных распределительных валов на двигателях ЗИЛ-130, ЗМЗ-53А и МЗМА-412, а также отбеленных чугунных распределительных валов на двигателях ЗМЗ-53А. [6] Литые чугунные закаленные распределительные валы применяют на двигателях ЗИЛ-Ill, а отбеленные на двигателях Москвич-412. Хорошие результаты получены: при - испытании закаленных чугунных распределительных валов на двигателях ЗИЛ-130, ЗМЗ-53А и МЗМА-412, а также отбеленных чугунных распределительных валов на двигателях ЗМЗ-53А. [7] Из особенностей конструкции следует отметить применение для регулирования зазора в механизме привода самотормозящихся болтов 1 в коромыслах и наличие подковообразной пружины 2, обеспечивающей постоянную связь между стержнем клапана и коромыслом. Гидравлические толкатели отсутствуют, по-видимому, Фиг. Для с помощью качающегося рычага, уменьшения колебаний клапанная пружина имеет переменный шаг навивки; дополнительно предусмотрено механическое демпфирующее устройство. Закаленные толкатели клапанов приводятся в движение незакаленными кулачками чугунного распределительного вала. [8]https://www.ngpedia.ru/id311894p1.html1 балл
-
@Asup, как то так, наверное.
1 балл
-
ну как всегда Пятница ,,,,, а они ломаются и главное срочно надо . ресиверы ДАФ что то красные и много входов-выходов ,,,, вот в сим месте и прогнили . Полечили и дальнобой скорее уже в дороге . ЗЫ, и все же .....
1 балл
-
Тонкое к толстому варить можно без всяких микроимпульсных, что достигается практикой. На Чипе было видео от человека, варящего соты радиатора к донье на токе 250А, он этим по-моему 10 лет на заводе занимался, и вашу трубку тоже особого труда приварить к 2 и 4 мм трубке труда не составляет, смотрел я пару видео про эту микроимпульсную китайскую сварку, может ювелирам, или ещё кому то выполняющему какие то работы по ювелирке она и нужна, но для 99,9% работ подойдёт обычный линейный режим,а от этих моргание только глаза устают.1 балл
-
Трайк из скутера Решил воплотить давнюю мечту. Приобрёл донор скутер и... понеслось.))
1 балл
-
Объем работ был не маленький , постарался фото собрать из процесса плюс видео, чтобы интересно было и видно что да как1 балл
-
видео отчёт с логотипом1 балл
-
Хочешь металлическую финтифлюшку? Нет проблем. Покупай металл, у меня в гараже моим инструментом, под моим руководством, раскраиваешь, готовишь, поишь меня вкусным кофе. А я только варю - я ведь сварщик. Ну, на прихватках собираем тоже вместе. О чудо - толпа желающих бесплатно после этого удивительно редеет)1 балл
-
Спасибо, уже набрел на пояснения с чертежами.1 балл
-
1 балл
-
Ну тут как обычно, палка о двух концах. Комплектность аппаратов устраивает 98% обывателей, и только мы 2%, опытных и матёрых юзеров обращаем на это внимание и выносим мозг продавцам. Но, если взглянуть со стороны продавцов, то какой смысл вваливать деньги в аксессуары, если это надо единицам, а прибыль с продаж падает в разы!!!???? Самое интересное, что когда получил Динамику, не учуял подвоха, ну разве что кабель «массы» реально легкий и это на мгновение смутило, но прошло мимо. И если бы не Миротворец, то пожалуй и никогда бы и мысли не возникло проверить. Самое удивительное, в одном из первых обзоров Динамики, молодой человек, отроду 20-25 лет, говорит именно об алюминиевых кабелях массы. И вот вопрос, ему подсказали или сам допетрил??? А вообще, зная всю эту кухню, жаль, что невозможно купить просто источник, ведь один фиг всю комплектуху на выброс.1 балл