Лидеры




Популярный контент
Показан контент с высокой репутацией 02.04.2020 в Сообщения
-
9 баллов
-
7 баллов
-
Там режимы в памяти забиты: "На отлична" "Хорошо" "На трояк"6 баллов
-
Не изогнет если правильно сварить . Поможет и вот гнуть то не чего не надо и если это не пресс то гнутое уже будет с поводкой и посему сколь у вас там 120мм сторона то рубим или пилим по 119 полоски,,,,,,,,,, и делаем поддув из Ал профиля крепим его струбцинами или еще как на предварительно собранное на прихватках изделие запускаем в профиль поддув и варим сперва одну сторону и желательно своим телом и получиться но где необходимо можно и присадочек но не толстый 1-1.2мм самое то , потом противоположную ну и даем остыть полностью и таким же макаром оставшиеся две стороны . Ну и на выходе должно получиться ровненькое изделие
 5 баллов
5 баллов -
https://youtu.be/r2KdG4nwFlQ4 балла
-
3 балла
-
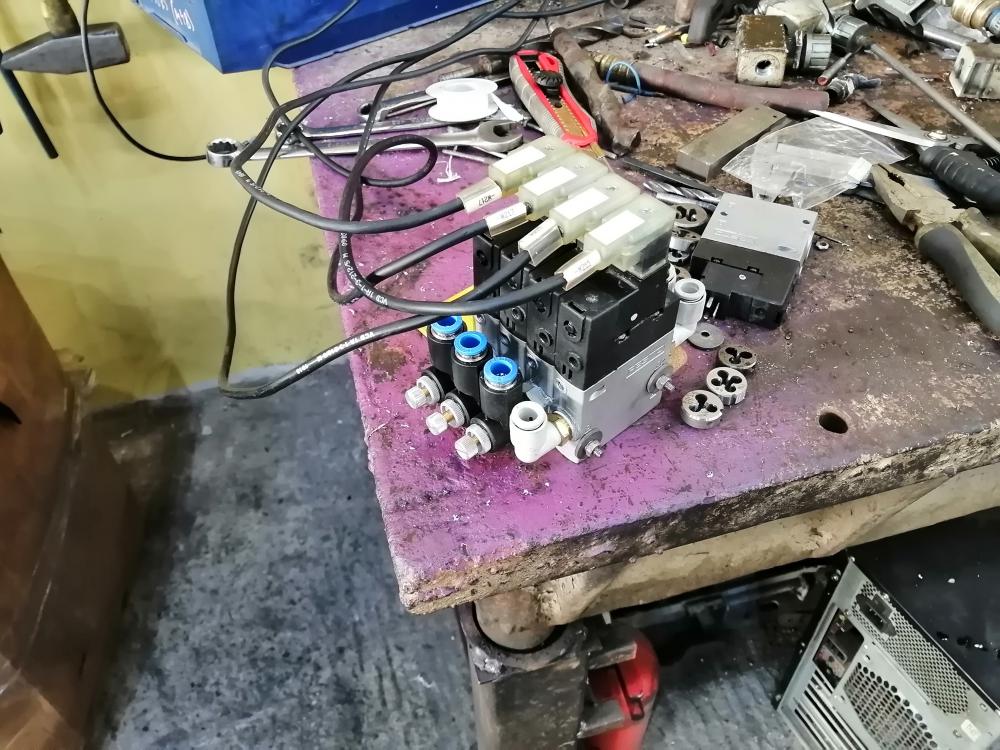
Покой нам только снится. Весь день расключал силовую вводную часть. Анатолий собрал лимиты и управление клапанами на оси Х. Визуально обьем не виден, а весь день ушел.
3 балла
-
может. луганский завод имени Рудя, выпускавший напильники и надфили (надфили/мусаты- единственный производитель в СССР на 1988г.) уничтожен в 1996г как профильное гос. предприятие производство было сокращено в десятки раз. в нулевых-растащен. думается,и с остальными парой-тройкой предприятий та же картина3 балла
-
Сварка в машиностроении, Т2, гл 153 балла
-
, примерно так наверное, ..Ну ещё большое количество разнообразных режимов и отличная визуализация процесса настроек ....чего нет в моей версии МИГ от Кемппи и ГРПЗ...2 балла
-
У меня возникает вопрос.Если дело на производстве происходит,то поцчему конкретный сварщик должен что-то там менять,колупаться в настройках и прочее,если он уверен,что источник работает не корректно?На мой взгляд он должен обратиться к начальству с этим вопросом.Конечно скорей всего начальство пошлет куда подальше,но все же.2 балла
-
Обьясняю еще раз для тех кто в танке! Мы-это одно из подразделений входящее в состав Северстали.Не мастерская дяди Васи!!! На Северстали есть такое понятие SAP-это что-то вроде централизованой системы снабжения. Так вот там если забита проволока 1.2 -то никто не будет мне возить проволоку 0.8, 1.0 мм.Могут закупить отдельно в единичном экземпляре, но это геморой. Поэтому и говорю: аппарат должен корректно выполнять мои задачи тем что ему дали, тем более проволока 1.2 в нем заявлена, а не мы подстраиваться под него меняя систему снабжения. Хотя, мне бы хватило проволоки 0.8 под те задачи которые приходится выполнять. Так понятно?2 балла
-
Послушал и афигел малёха. Без политики, без гоблина, без оценок -- история офицера ВДВ -- учёба, служба, афган. смотреть нечего -- просто слушать https://youtu.be/To2kQCgdrjU2 балла
-
У меня двоешники/прогульщики/бездельники/лоботрясы/бездари/кнопкодавы, кои ващще не заморачиваются теорией -и то на Эво сдаватьзачеты-для них халява-машина вывезет.. а вот до того, на Форсаже/Кемппи-очковали знатно и валились на раз/два....2 балла
-
Хром является карбидообразователем,т.е.способствует отбелу.С подогревом варите сколько угодно.2 балла
-
Это ни о чём не говорит,надо взять изначально правильный -исправный и заменить канал/горелку как Вы регулируете прижим? Сделайте видео о подготовке Вашей машины к работе...тогда можно говорить более предметно.....ну или взывайте к техподдержке Эво .... требуйте приезда сервис-инженера...но как бы не краснеть потом. ...но о подобном конфузе можно и промолчать...и на старуху бывает....желание найдёт....2 балла
-
А я нет. И я там пол жизни провёл. Я счищал шлак и брызги, я чистил швы после этого щёткой, и все видели кто это варил. И отношение было соответствующее. Разные города, разный технадзор. Бывали дядьки настолько суровые, что сразу после сварки швы зачищались и закрашивались. При этом зачистка только ручным инструментом. А бывало и наоборот -- фермы варили не одинаковые, а индивидуально, ибо колонны расставлены с точностью до 10 - 15 сантиметров. Могу рассказать как такое случается. Нанимают бригаду алкоты, ну или работящих мужиков с хуторов, которые понимают точность до позиционирования трактора на дороге. Ну просто залить фундамент -- нафига там дорогие квалифицированные кадры? И тут вдруг оказывается, что в фундаменте закладные... под колонны... Ну и не беда -- нарезали из листа квадратов 30 на 30, приварили к ним усы из арматуры, и в свеженький бетон повтыкали... через каждые четыре метра... как прораб сказал, так и сделали... (да, он тоже ммаладец). По лицевой стороне закладные втыкали правильно -- 4 метра по осям, то есть по центрам закладных. Ну а на задней стенке другое звено этой бригады дословно поняли задачу, и втыкали закладные Через Четыре Метра. То есть между краями закладных четыре метра. И там... ещё задняя стенка получилась высокая, по опалубке до 80 сантиметров, и в процессе заливки она немного наружу... наклонилась. Ну там немного... сантиметров 15-20... да там и невидно этого пуза, потому что низ опалубки распёрло, и внешняя стена фундамента вроде как ровная почти. Кстати мужики, которые там работали, абсолютно нормальные мужики. Не бухают, от работы не отлынивают, сделали всё довольно быстро, и... И им доверили установить колонны, а вот дальше всё -- приедут спецы, будут фермы изготавливать и устанавливать. Ну а колонны -- чо там сложного -- столб из швеллера сварил и ставь его. По центру закладной. Под уровень. Вот такое зданьице получилось:
2 балла
-
Это не чугун,это стальная сошка рулевого(сварка с подогревом. 12,64).Так,на заметку возьмите,когда в следующий раз столкнетесь со сваркой рычагов.
2 балла
-
Это было.... даже не знаю с чем сравнить. Просто супер ролик. Куда там этим мерикосам.1 балл
-
Не много не поняли меня и по торцам срежите , но вот случайно можете сварить в середине когда будете проваривать нерж и наверняка так и будет закон "подлости" и тогда , впрочем выше отписал , а вот Ал не свариться и вы его спокойно снимите да и он будет способствовать отводу тепла в сто крат лучше чем стальной уголок и для поводок это важно.
1 балл
-
Шаг в правильном направлении. Но если Вы хотите помощи от нас, то фото настроек и видео процесса избавили бы от многих лишних слов. К сожалению, сидим дома, и смоделировать Ваши настройки пока нет возможности1 балл
-
Старая школа лучшая из лучших))) при грамотной настройке строчит идеально.1 балл
-
@Глобул,Значицца так- есть два вида тру изоленты,синяя ПВХ и черная ХБ,которую используют электрики старой школы ,да и я тоже( почему-отдельная история).Все остальное от лукавого.1 балл
-
Вот нинада -- чёрная это ремонтно-маскировочная. Это мне настоящий электрик рассказывал -- он мотал её на чёрный силовой кабель, приговаривая: "Зробыть я вам зроблю -- робыть воно нэ будэ".1 балл
-
@Schlosser, Антон , ну не только твоя "лысина" пострадала . Во и может читал , давно товарищ написал но мне нравиться сие и иногда вспоминаю http://websvarka.ru/talk/topic/3442-zapiski-nachinaiuschego-svarschika-chast-1/?p=1096111 балл
-
Я вот не понимаю термина"на шестой подаче" и коррекция напряжения +1, это всё ни о чём , можно фото этого режима с главного экрана, скорость нарастания тока КЗ в минус 20? Пока всё , что Вы пишите-всё как-то неконкретно. К тому же, горелка? Состояние канала? Пробовали менять? Прижим роликов? Адекватно настроен? Токосъёмный наконечник-состояние ? Менять пробовали?Состояние газового тракта и качество самого газа? А пинать начинаем машину , а дело может и не в ней. Начать нужно с этого.Заменить наконечник, Заменить канал..Отрегулировать прижим. Заменить проволоку.Заведомо качественный газ.Короче-сначала ставим заведомо исправную расходку( новую, как вариант ), а потом смотрим дальше.1 балл
-
@Calma,Мнение верное,категорически согласен с Вами коллега!К моему стыду(я электрик по образованию) пришлось пользоваться плебейской черной,ибо запасы синенький прелести иссякли.Прошу меня простить великодушно.Краги были кстати использованны,но сильно натирали лоб и не впитывали пот.Пришел к такой схеме-ветошь из приятных коже материалов и изолента.Полет нормальный,по мере износа меняю.1 балл
-
У таких напильников одна узкая грань с насечкой, а вторая гладкая, надеюсь вы не спутали их1 балл
-
Мда... Можно посочуствовать. Но в наплавке очень хорошо набивать руку. Как то пришлось наплавлять коники лесоваза алюминиевые. Около 3кг 5356 ушло и 4 дня на 6шт. Интерес, терпение, ненависть, смирение и автоматизм)Сколько за работу взяли? Можно в лс.1 балл
-
это понятно и соглашусь , но подогрев мало что даст и если Ал сплав "Г" то это как мертвому припарка и поры будут переть как на горячем так и на холодном металле так как это и обзовем "грязью" и она горит выделяя газы и наверное кучу газов коктейль . И вот она "грязь" и тут не было тосола и усе прижималось прокладкой но кариес попер да еще глыбоко и видно не вооруженным глазом разнородность сплава и позор литейщикам нынешним . Вот как то был еще при СССР в Красногорске где знаменитые фото "Зенит" делали но это побочный продукт , главный ВПК и всяки прицелы и прочее и Ал литье , так вот наблюдал они в чан каждые пять минут то таблетку , то порошок какой и температуру перед заливкой измеряют и "шкварки" под чистую выловили ну и литье как огурчики чистое и беленькое не хуже японского .
1 балл
-
@vlad018, это грубая ступенчатая регулировка напряжения дуги., если вы о этом
1 балл
-
Две лыжи, закончил, готовы. 3 баллона аргона. 3 кг ер 53561 балл
-
@Точмаш 23, Виктор , вот 650-670г при которой возможна сварка растворимость самая малая и по сему перегревать тоже вредно . Подогрев да согласен и нужон , но не для 1 или 2см шва что и вызвало дискуссию (впрочем 70г она ГБЦ имела при сварке) по поводу блестит али нет холодный шов али горячий . Усе зависит от присадка и самой детали из какого Ал сплава она , вот и все и в полужидком или как у тебя в твердо- жидком состоянии сварки не получиться . Вот чистый Ал присадочный пруток и даже провод советский дает блестящий шов его хоть не догрей хоть перегрей и шов будет блестеть. вот не хватка тока и значит не догрев но шов блестит а вот 5356 и кто скажет что здесь не догрев но шов полуматовый а вот вообще матовый но не какого не догрева и в помине нет А вот тонкостенное и не догреть нельзя ну и здесь шов не блестящий и 5356 склонна к симу Ну и 4043 блестящее дает Ну и по поводу водорода и надо сразу его как можно лучше устранять то есть прогревая перед сваркой ну и естно зачистка . и если он попал то не какая дегазація в виде медленно остывающего шва его от туды не выгонит и даже супер колебание сварочной ванны например импульсом поможет но не много и по сему если видите поры, останавливаемся и вырезаем не щадно до бела .
1 балл
-
1 балл
-
1 балл
-
1 балл
-
Сегодня был очередной слесарный день. Прям график какой-то получается... Слесарь-Электрик-Программист-слесарь-электрик и так по кругу... А "Химичим" сегодня с шпинделем, иеняем клапана на управление КПП и управление гидротормозом. Дербаним - Модернизируем плиту, чтобы избавится от части трубок. Изготавливаем блок клапанов - На днях поставлю. Завтра буду программистом.
1 балл
-
Мужика можно не слушать, он в разговоре лишний, а вот женщина на том конце, интересно рассказывает про вирус и бактерии. https://www.youtube.com/watch?v=U-Wo0krriQ0&feature=youtu.be1 балл
-
Ремонт тестомеса ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
Капролоновые втулки ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70. Сталь для болтов Класс прочности болтов - ГОСТ 7798-70, маркировка, виды, обозначение Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9. Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2. Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%. Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести. Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше. Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие. Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%. Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали). Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности. Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности: Основные марки стали, применяемые при производстве болтов Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей. Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами. Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности. Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов. Параметры высокопрочных болтов В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА. Маркировка болтов по классу их прочности Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы. Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя. Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно. Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции. Стандартное расположение маркировки на болтах Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать: Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности. 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий. Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм. Для производства применяют несколько марок стали. Распространенными считают - 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах. Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали. Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности. Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности: 6 — болты выполняют на станках токарно-фрезерной группы;6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;8 — этот класс получат после прохождения термообработки.Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах. Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов). Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия. Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006. Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC. Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА. На болтах, выполненных из нержавеющей стали должна быть указана марка стали. Индексы, наносимые на болт, могут выпуклыми или выдавленными. Размер шрифта определяет завод-изготовитель, руководствуясь требованиями ГОСТ. Точность болтовДругое важное свойство – это точность. Производители выпускают продукцию двух классов точности. Класс А – подразумевает то, что стержень встает в отверстие с минимальным зазором. Диаметр посадочного отверстия не может быть больше толщи болта на 0,3 мм. Такой точности довольно просто добиться в условиях производственного цеха, но практически невозможно на строительной площадке. Крепеж класса В и С могут быть установлены в посадочные отверстия больше стержня изделия на 2 – 3 мм. Точность исполнения болтового соединения оказывает заметное влияние на его прочность и сопротивлению нагрузок. В частности, чем точнее выполнено посадочное отверстие, тем будет меньше воздействие нагрузок, возникающих перпендикулярно оси стержня. prompriem.ru https://pellete.ru/stal/stal-dlya-boltov.html1 балл
-
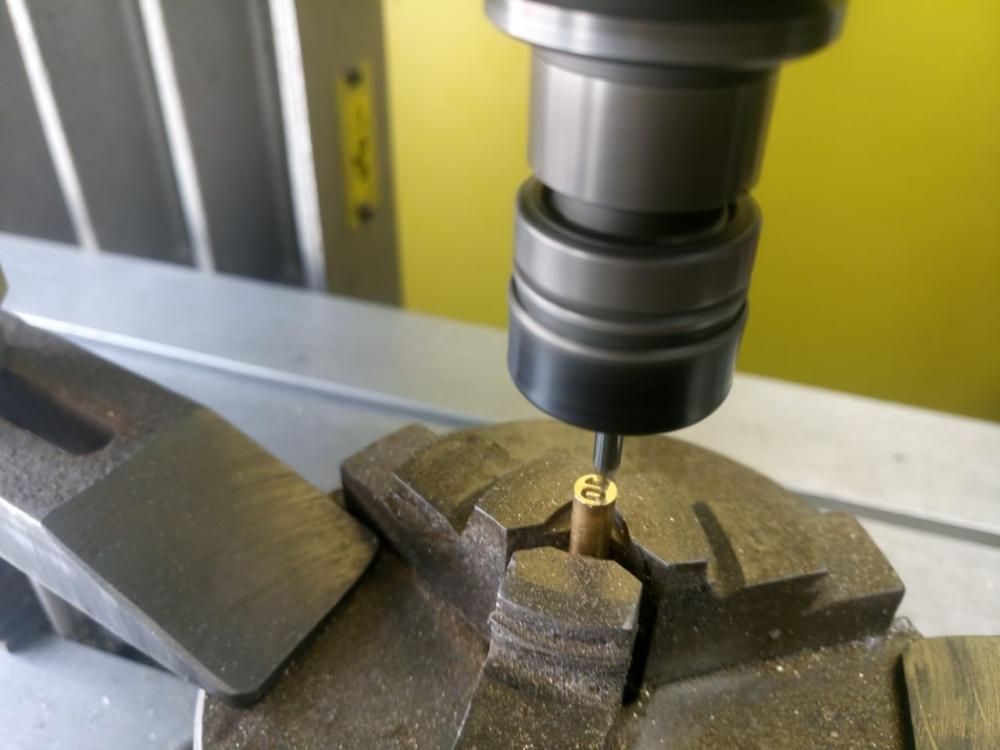
Гравировка ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
@Лепило, всё кино что переведено Гоблином, надо смотреть в его переводе. Только стёб, типа "братва и кольцо", я смотреть не смог, а то что он правильно перевёл смотрю и пересматриваю. Большой куш, и святоши вабще два любимых фильма.1 балл
-
@БекасЧе, Все меняется, если в 14 когду когда был обвал рубля все ломанулись скупать холодильники/телевизоры, то сейчас ажиотажа нет - у людей нет сбережений, которые нужно потратить пока они не обесценились. В некотором роде мы стали свободнее, перестали трястись над деньгами - все равно они сегодня стоят как дрова, а завтра - как говно.1 балл
-
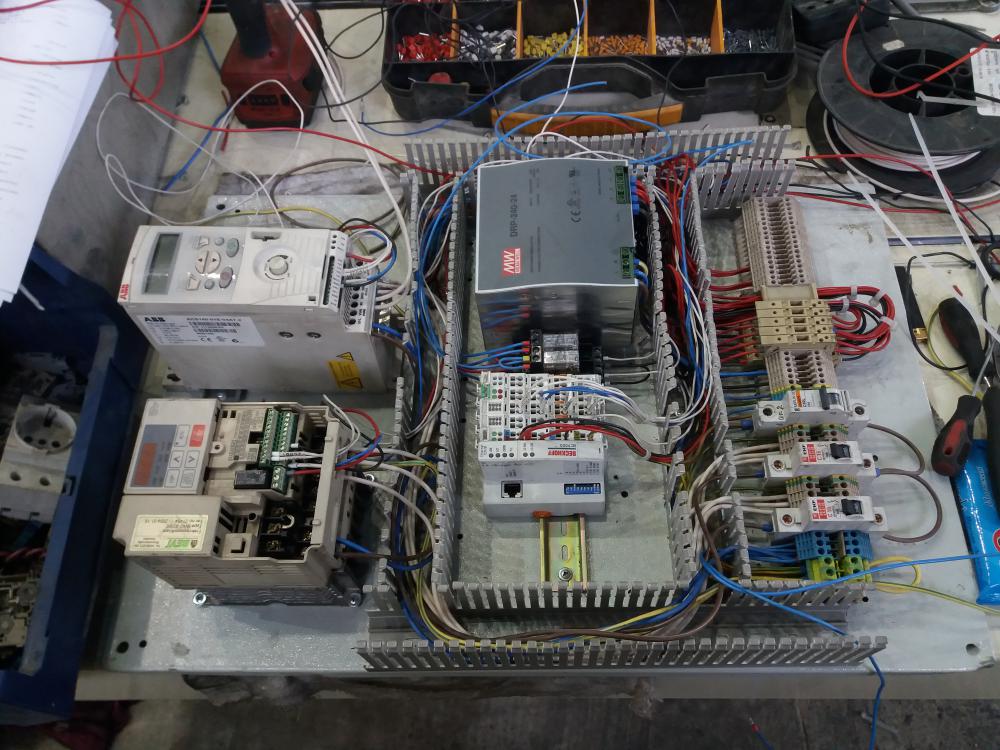
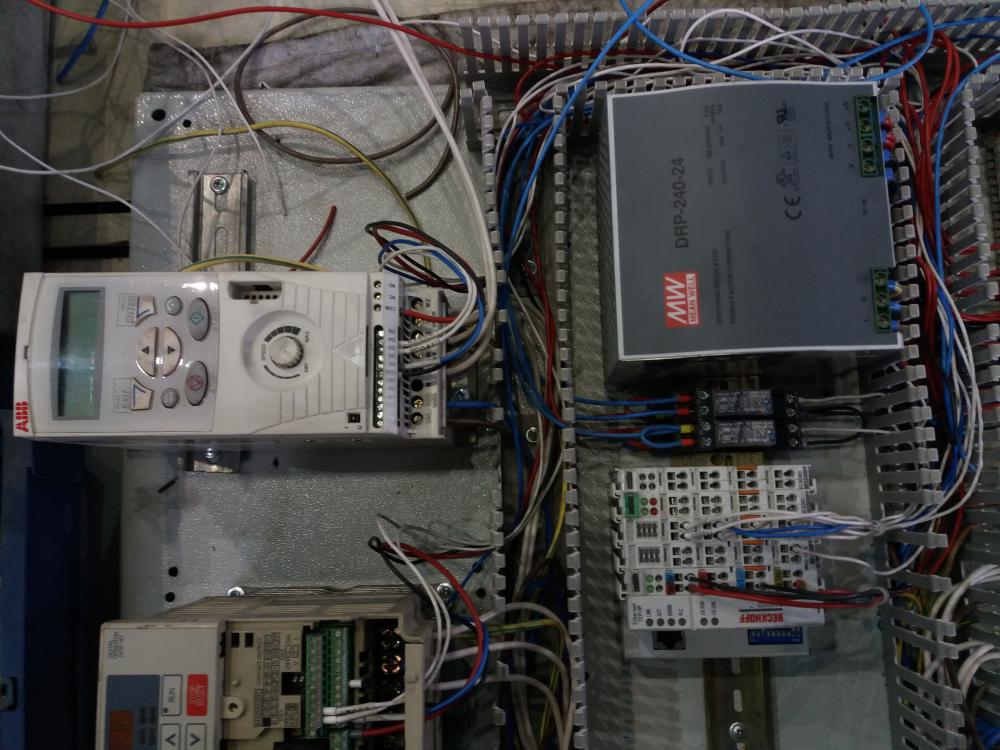
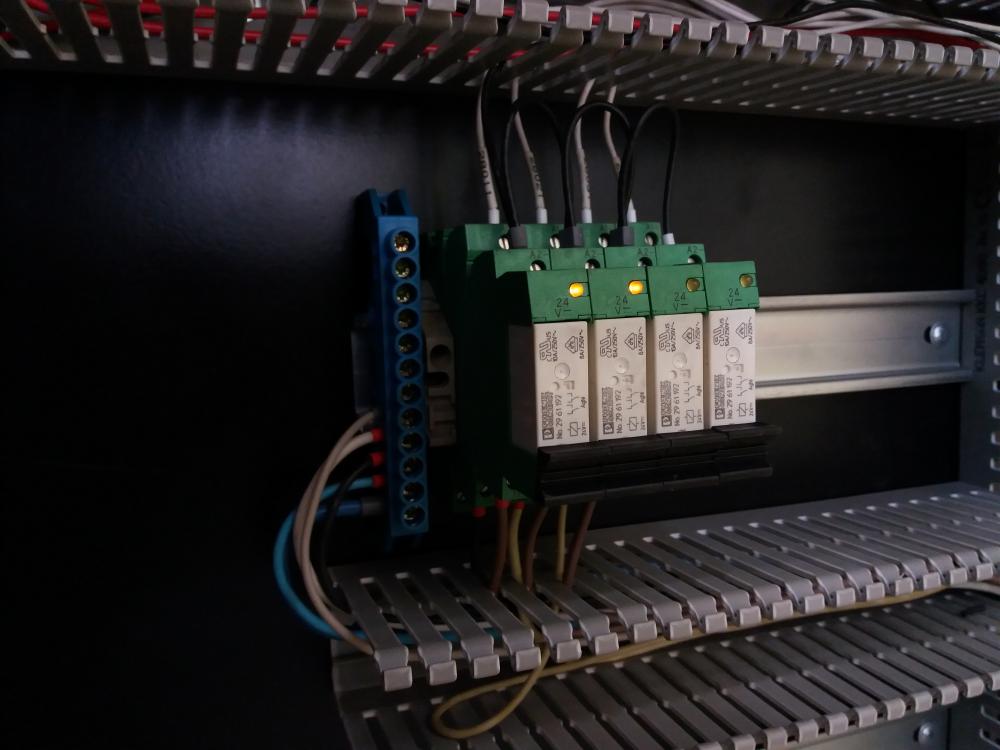
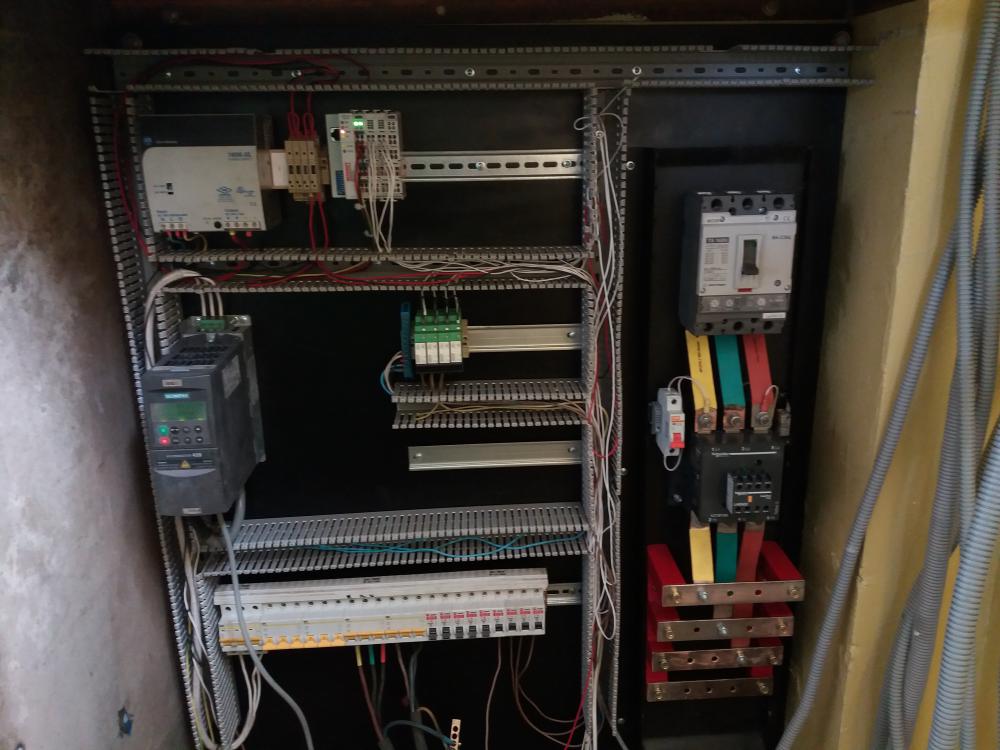
Вчера решил заменить щит управления котлом, система автоматики немного разрослась и ей стало тесно в старом щите. А вызвано это появлением новой воздуходувки (ведь подача воздуха у нас принудительная), вот такой: А ей преобразователь частоты нужен, иначе на некоторых режимах подача воздуха будет слишком велика. Да и ПЛК я туда давно хотел повесить, так сильно удобнее. Опять все тот же процесс сборки на столе, только теперь компонентов немного больше, и ПЛК наконец-то встал на место: Немного бардака из проводов: Сборка закончена, смонтировал на место: Это конечно еще не конец. Нужен тормозной резистор не ПЧ воздуходувки (когда надо подбросить топлива останавливаешь ее, и ждешь несколько секунд прежде чем открыть дверцу), нужно проставить датчик температуры на обратную магистраль (пока не сильно критично, но второй канал измерительного модуля есть, так что можно и поставить), ну и стоит прикрутить к этому всему какую-нибудь web-scada (можно будет дистанционно смотреть, что там происходит, хотя это и не необходимо, но приятно). Датчик пришлось поставить двухканальный, других Pt100 не нашлось . А еще поставили заслонку на впуск (аварийную), котел изредка выходит на самотягу (при выключенном поддуве), а это лишает автоматику возможности его заглушить. Привод заслонки (саму заслонку не фотографировал) и rosemount'овский двухканальный Pt100 (если сравнивать его инертность с китайскими "бетонными" Pt100, то это небо и земля).
1 балл
-
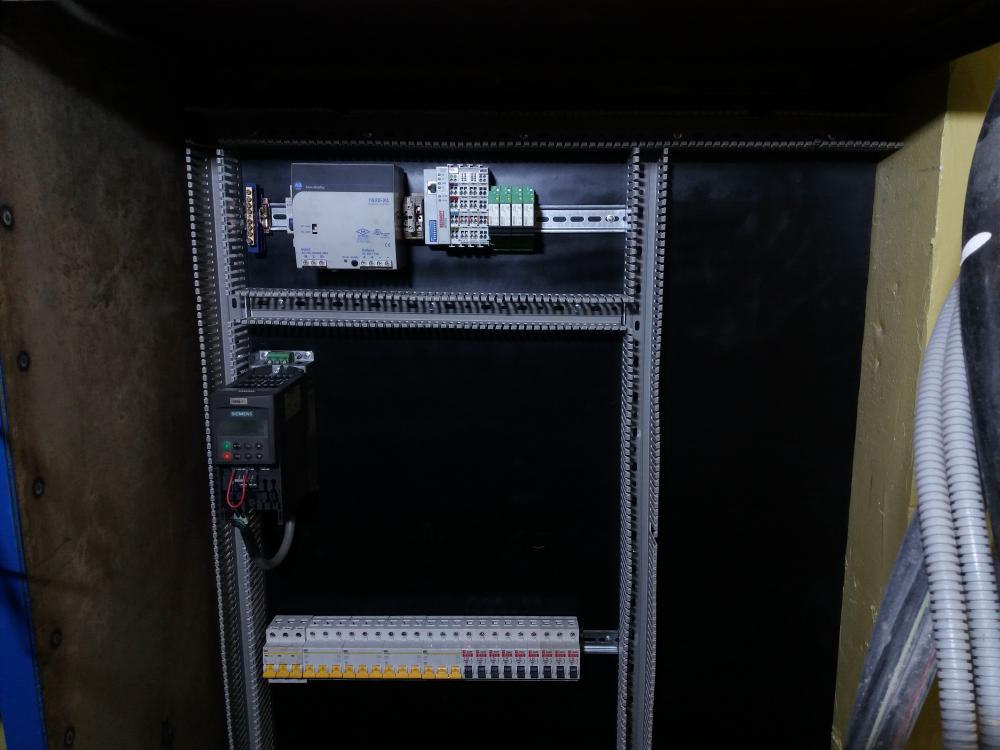
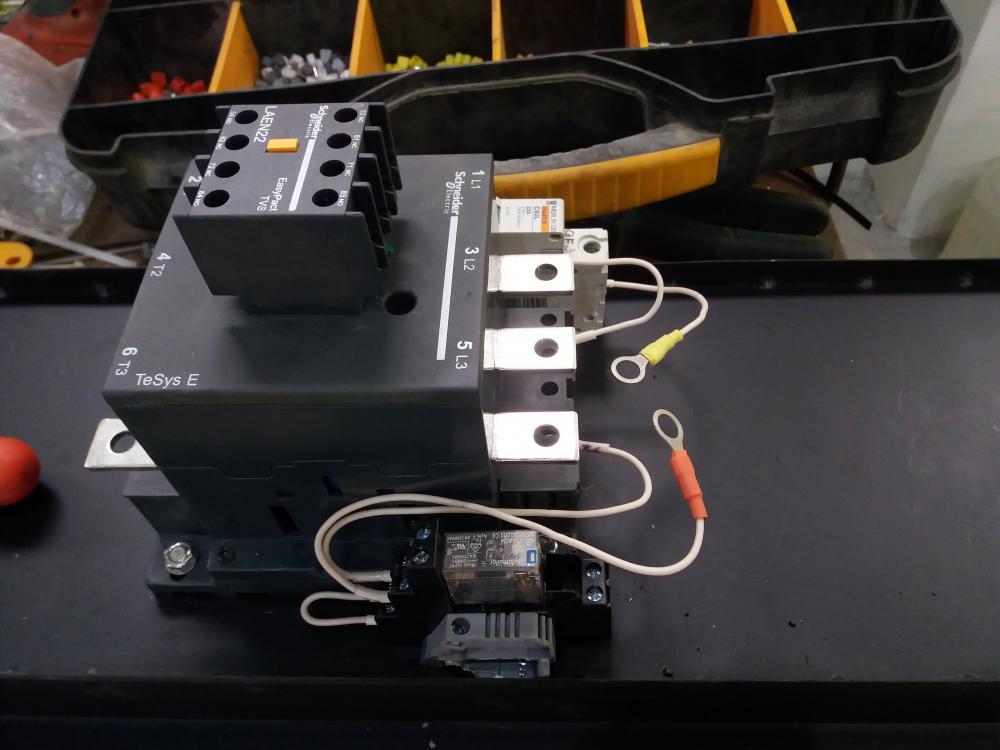
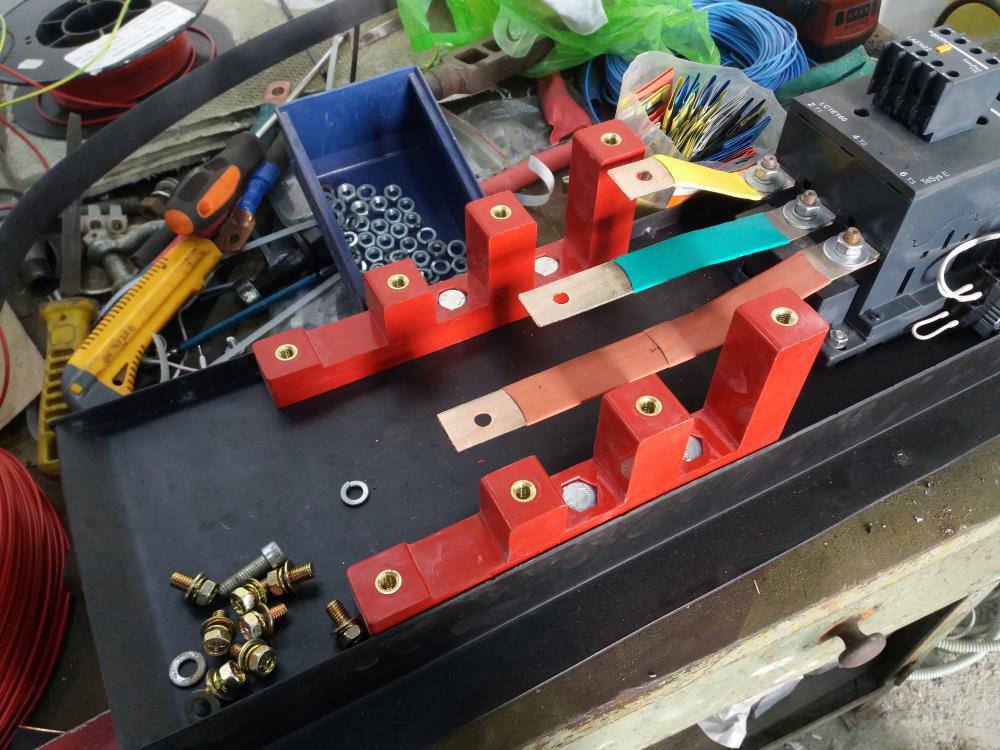
Это поправимо, у меня их немного больше, и я добавлю. Самое начало сборки. Попутно идет поиск компоновочных решений, и учетом последующего расширения (например добавления частотного преобразователя на приточную вентиляцию, и еще чего-нибудь): ПЛК на свет и вентиляцию? Почему бы и нет, пусть будет: Вообще-то на него много чего повесить можно, они очень хорошо расширяются, только успевай модули добавлять под растущие нужды . Ну и сборка ввода: Автоматический выключатель, общий контактор для автоматического или дистанционного отключения всего цеха (скорее мера предосторожности, чем острая необходимость), и маленькая ошиновка. Все готово, ставим ввод на место: На последнем фото видно маленький просчет - катушка контактора защищена автоматом, одним автоматом... а она на 400V, и ее надо защитить с двух сторон (ведь с двух сторон фазы). На фотографии Константина видно, что там поселились два предохранителя.
1 балл
-
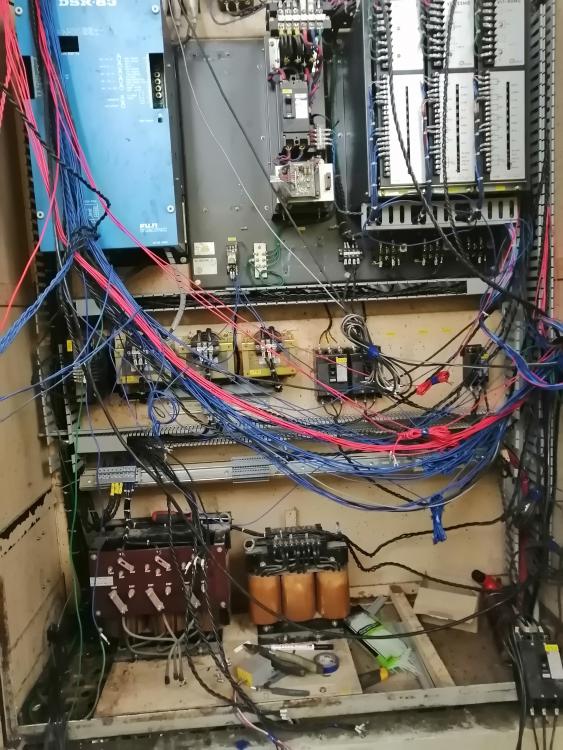
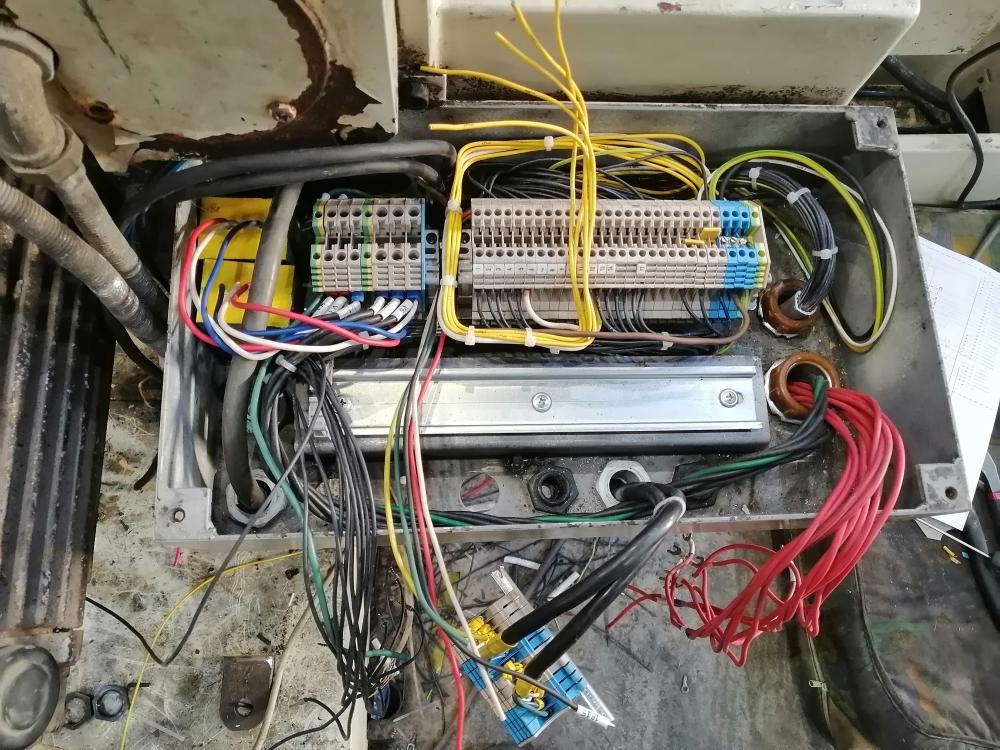
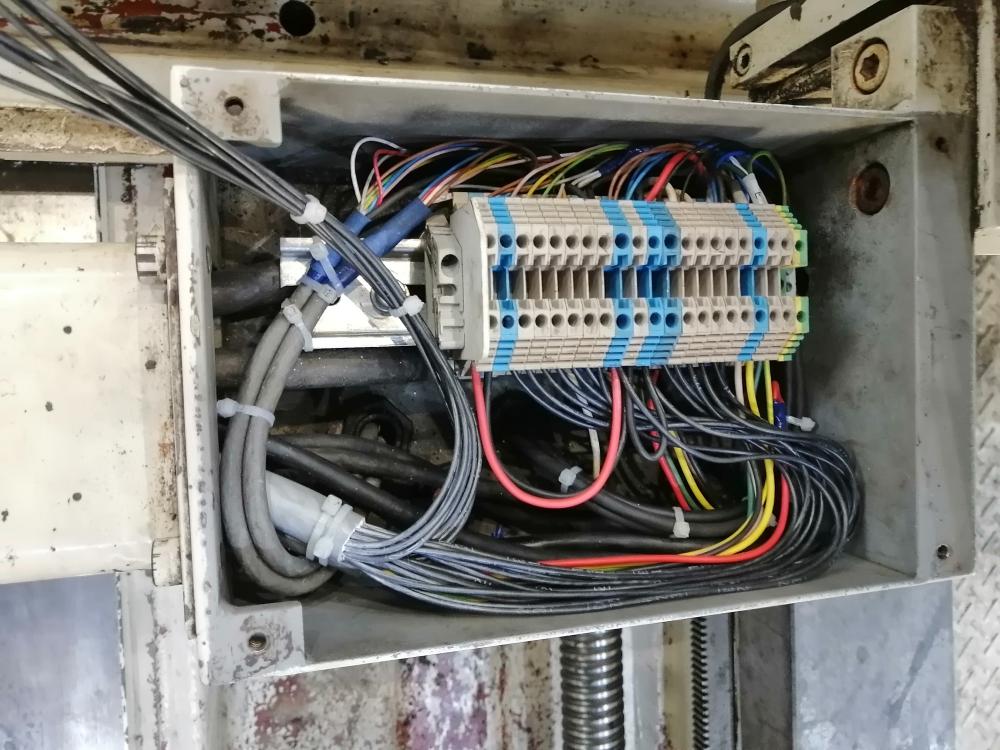
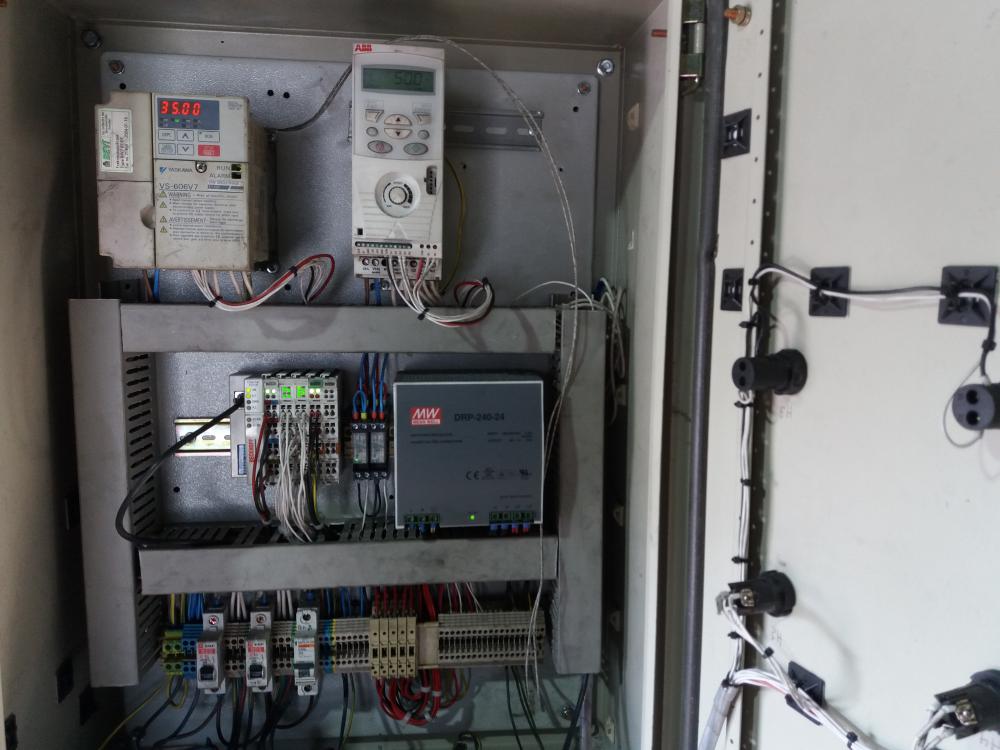
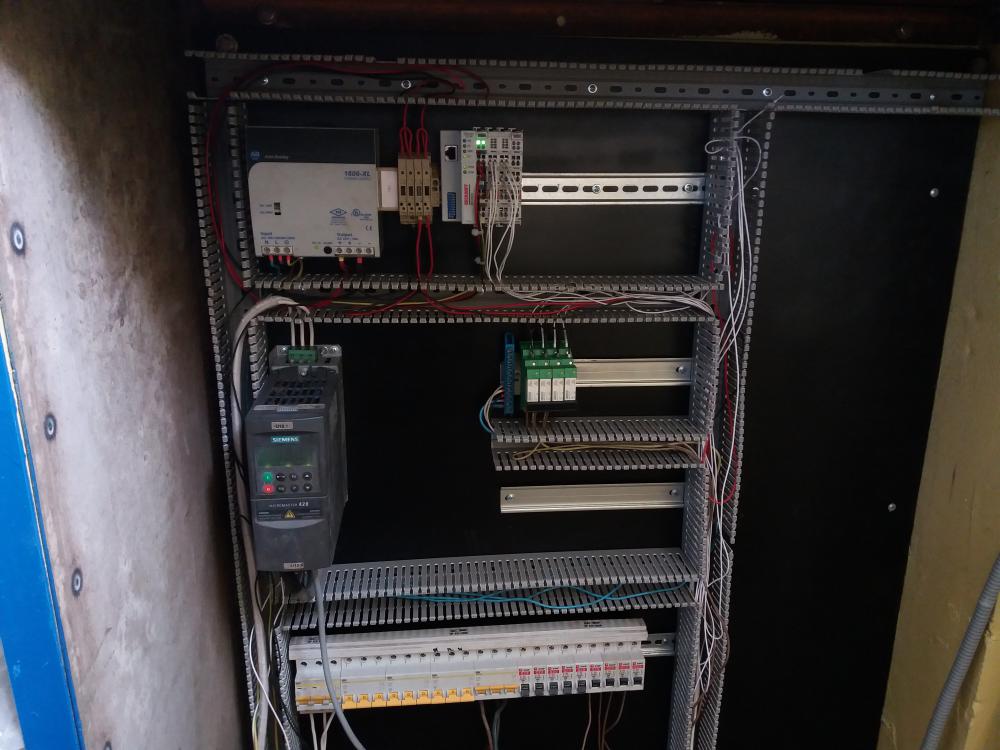
После очередного "спотыкача" о временный вводной щит повлекшего за собой легкий ушиб мизинца на правой ноге и последовавшего за этим отключением цеха от сети электроснабжения, было решено в срочном порядке начать подключение штатного щита смонтированного еще три месяца назад, но так и не подключенного до текущего момента. Щит был снят во время создания полочек и шпаклевки стен после чего мирно валялся в углу и ждал замены, так как постоянно находились какие-то другие срочные задачи. Фотки к сожалению всего две. Старый щит и новый в момент сборки и отладки.
1 балл
-
Ну слава богам,слив засщитан.1 балл
-
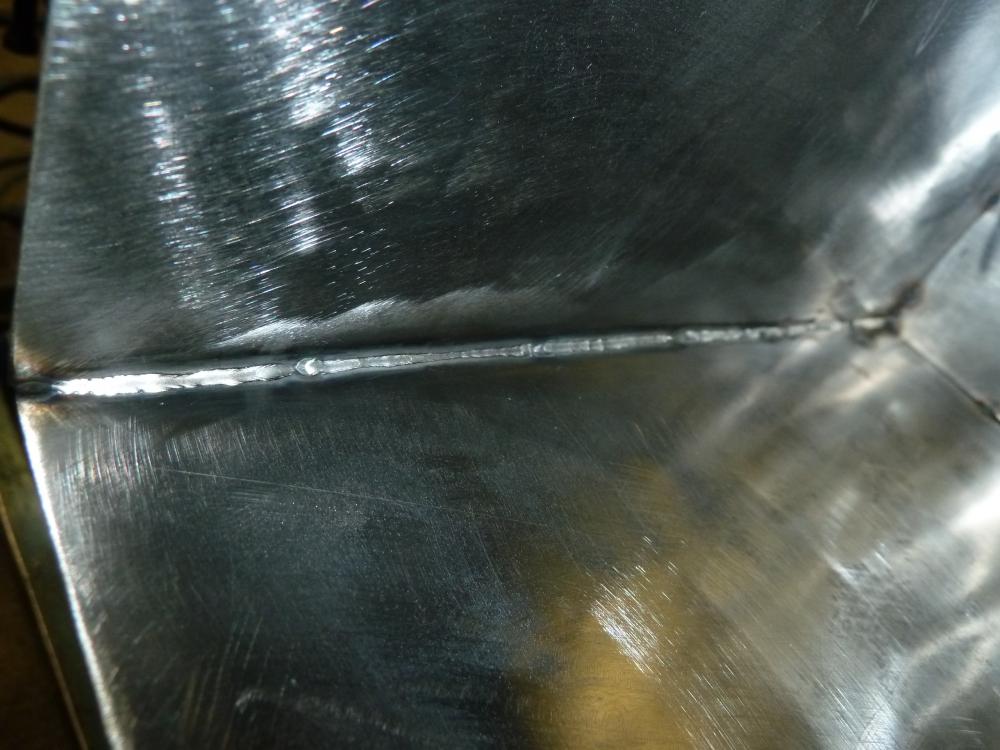
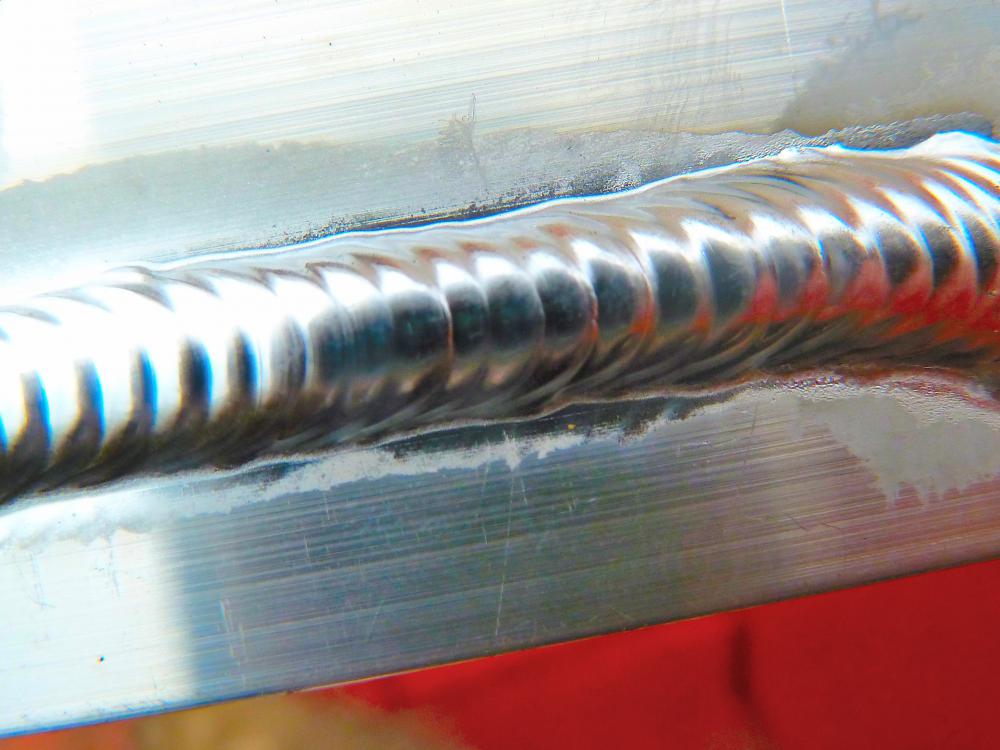
@Илария,@alex937, @G_Kar, Выкладываю оригинальные фото.Сварка производилась электродом J-422.Сеть не просажена,до 240В.выдаёт.Наклон электрода 20-25 град. от вертикала.Толщина труб 1.5 мм.Скорость высокая,столб дуги откидывает шлак,максимально возможная длина наложения шва 100мм. Потом электрод захлёбывается.
1 балл