Лидеры




Популярный контент
Показан контент с высокой репутацией 30.12.2018 в Сообщения
-
Наверно, пора заканчивать в этом году работать. Перенос горловины и "стояка".
 11 баллов
11 баллов -
Здравствуйте. Собираю "новые" тиски из швеллера. Это из 12-го швеллера, для сверлилки.Сварка переменным током около 90 ампер, рутиловыми электродами 2,5 мм. А это, заготовки для больших тисков из 18-го швеллера. Эти тиски прикреплю к 220-ой трубе, забетонированную в землю. А эти тиски, сделал еще несколько лет назад, для помощи при сварке. Как 3-я рука. Разобрал, чтоб изменить положение винта. Раньше было как в станочных тисках, а щас будет как в слесарных тисках.
11 баллов
-
Немножко сломали и не нашли в городе такого. Привезли мне. Залатал, изготовил новое сливное, помучался с вольфрамом - расщепляет в звездочку.
11 баллов
-
Привезли вчера Камазовский радиатор от фирмы лузар, сделан довольно качественно но если бы чуть чуть инженеры его додумали то он даже года 3-5 ходил бы без проблем. Теплового расширения не предусмотрено вообще, что сверху что снизу дырки в стойках круглые, крайние соты и стойки запаяны с завода пайкой, неужели нельзя проварить если уж так делаете, пластик на бачках по виду качественный, резинки мягкие толстые под бачком. Ведь чуть чуть до ума довести и будут неплохие радиаторы но всё как обычно испоганят, за державу обидно. Пропилил болгаркой внизу овальные отверстия, поставил гайки самоконтрящиеся, от руки подтянул чтобы он гулял туда сюда от нагрева, думаю будет ходить. Так и не нашёл на нём дату изготовления, но по виду года полтора два. Паял 4047, обалденно паяется, трубка толстая не фольга.
6 баллов
-
Я как свиновод по стечению обстоятельств могу сказать что у этого свина хозяева мудаки. Этому свину прилично по возросту, а быть он к этому времени должен килограмм под сто. Если в детстве свина плохо кормить то он становится со временнм вот таким. И потом уже не растет как не корми. Было у меня пару таких, наследство от ленивых " правильных" сослуживцев. Но при достойном харчевании эти хрюши мочат больших с диким остервенением. При том вид имеют монстроподобный - мелкие, сморщенные, волосатые и с клыками. Хоть на цепь сажай около ворот. Чуть чуть гениальностей
5 баллов
-
Побывал сегодня в супере. Море народу с тачками. Ну и попалась картинка вечером. Ну и до кучи. Кабанчик из концлагеря сбежал.5 баллов
-
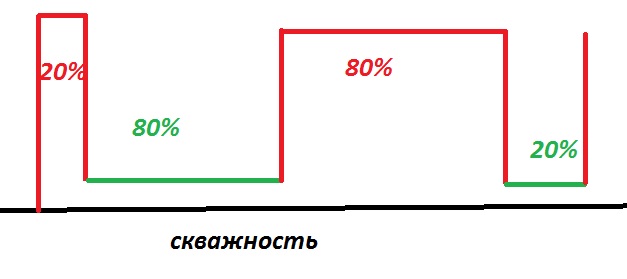
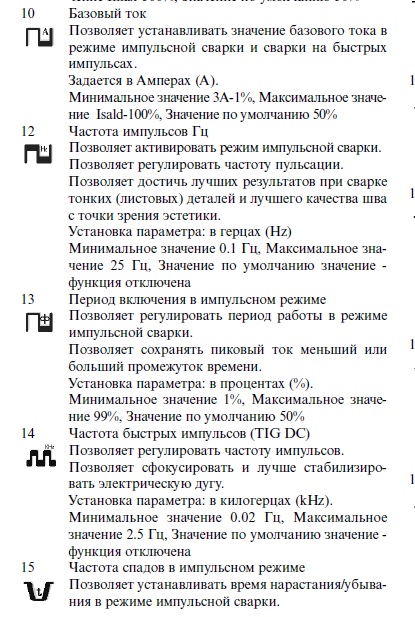
Эээ.... на макаронников не грешите они толк и в сварочниках знают и вот смотрите и не даром я показал ГЦ.и они от 1 до 250ГЦ http://websvarka.ru/talk/topic/7184-otcenka-helvi-tp220-synergi-pulsed/?p=362567 20-80% это скважность импульса и паузы , ток импульса и паузы регулируется отдельно а амперах и можно от 5А до 200А и не важно импульс или пауза , но от перестановки слагаемых сумма не меняется .
4 балла
-
Делал другану по просьбе из предоставленного винта от домкрата и напильника. Фоток не делал, но опирался на это видео. он мне его и показал. Ушло обрезков всего ничего. Правда любовью с напильником назанимался пока дырки сверлил. Не знаю что там получалось у советчиков с ютуба, но перьев по кафелю наломал пока четыре дыры осилил и раззенковал в напильнике. Хотя не исключаю что перья овно. По стройке знаю что есть которые в керамогранит как в сало лезут, а щас привозят - горят и все. На дырку не хватает.Но и напильники есть разные)))4 балла
-
Костя , и сразу на гидравлике делаЙ.4 балла
-
4 балла
-
Если все верно выбрано и очищено , то не чего не закипит и педаль не нужна . Кстати ЕВО прекрасно справляется со всем что ей предложат . Вот труба от щупа ее проело дальше не куды , но и ехать без нее нельзя и попросили чтобы доехать , Ево справился на раз без всякого напряга . И вообще что значит "закипает"чернуха при ТИГ , если правильно очищено , правильно выбрана присадка, правильно выбран расход аргона , если не "махать " горелкой , то ноу проблем. Вот система пожаротушения давление 24ати постоянно в трубе и от меня далеко и подваривать за 100км оЙ как не охото и по сему делаем как положено и не куды не едим .
4 балла
-
спасибо за советы мужики , буду думать добрый день , опять проходил конкурс в панораме Волгограда , пару работ на конкурс давал вот привезли итог конкурса
4 балла
-
Сегодня пару латочек на баках , проба пера горелка агни 27
4 балла
-
3 балла
-
@папаша,Попробуйте более низкочастотный импульс и собирать изделие под сварку без зазоров,с тщательной подгонкой.3 балла
-
Вдохновился видео и попробовал из полосок нержавейки -1.0мм сварить чего то типа коробочки .Получилась такая "профильная"штука.Зачистишь швы-даже красиво)) Наверное стану сварщиком...
3 балла
-
@Schlosser, На форуме более смешные есть.
3 балла
-
Если покупать американца или европейца комбайн, то на эти деньги можно купить по 3 китайских добротных аппарата отдельно ТИГ, МИГ.3 балла
-
@chdv1971, а поросёнка жалко всё равно3 балла
-
3 балла
-
У меня была такая фигня,минут десять выставлял втулку на лесовозе.Выставлю,прихвачу,померяю,смотрю,с обратной стороны сильно утянуло.Я по новой,грею прихватку, подбиваю ,выставляю,опять много увело.Даже вспотел выставляя,потом прикинул этот угольник на каком то железном ящике,а он на всех углах болтается.А взял я этот угольник рядом на их пилораме,свой забыл дома.Спросил их босса,есть у них угольник,он сказал,-сейчас принесу,с пилорамы.Потом я ему говорю - у вас угольник неправильный.А он говорит-вот оказывается почему они мне(пилорамщики) такой кривой брус пилят.Я их ругаю а они говорят-пилим по угольнику.3 балла
-
@selco,Валерий,это на вот этом http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/page-2 Марк гол,как сокол)))Вот тоже нерж,правда около 1,2 мм и вольфрам тока ф3(((. Импульс тоже короткий и мощный.Косяки вижу и осознаю)
2 балла
-
Ну это самый оптимальный вариант от 01 или 02гц разности почти нет , и 500гц это уже быстрый импульс и дугу сжимает , а что уже выше как на Селко 2500гц или на Меркле до 12000гц на Ево до 15000гц это для особо тонкого и точного и боле не как . Так что ваш МАРК500 еще не устарел и идет в ногу со временем . --------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Я просто только пытаюсь осознать вообще влияние настроек на ванну и столкнулся с тем,что не могу найти вменяемую литературу,где было бы описано,что на что влияет,кроме общих рекомендаций.Использую в основном 2-4 Гц и около 80 процентов силы пульсаций,скважность 50. Варю в основном чернуху,изредка нерж.Источник постоянка.Заметил,что лично мои глаза очень плохо воспринимают диапазон 5-20 Гц. Ну да 5-20гц самые противные для глаз. Тут так если скважность например в пользу импульса 80% , то ток импульса можно поменьше, если скважность в пользу паузы те же 80% то ток импульса можно побольше для данного задания . Но просто почаще пользоваться и тогда придет понимание , тем паче и я в этом уверен каждый сам под себя подгоняет импульс как ему комфортнее . Вот например нерж 08 , короткий но мощный импульс и длинная пауза .
2 балла
-
Да где угодно и особо хорошо на Ал сплавах и медно-латунных где усадка металла высока. Но для этого у Selco есть еще один параметр настройки , то есть импульс может быть резким и может быть плавным , даже очень плавным вот как раз в диапазоне от 0,1гц до 5гц. Вот видео , конечно оно не совсем удачное но понять можно2 балла
-
еЩЕ бы лучше было если бы от 01гц до 25 гц и это "медленный импульс , а от 002гц и до 2,5кгц это быстрый . Это они у нас расслабляются так и поди по ночам по девкам бегают , ну и конечно днем работа не ладится
2 балла
-
... домовой .2 балла
-
Спидглас говорите... А зачистную маску к спидгласу хотите...
2 балла
-
Павел, зафиксируйте руку, равномерное движение вперёд углом. Вы не S-8мм. и выше свариваете.2 балла
-
Бетон ннада?
2 балла
-
Зачистка, снятие фрезой до "белого", первоначальный слой "плакировку" сделать " через присадку" и дальше , до габаритов детали. Прокладка даже не нужна, привалочная плоскость симметрична, отмечаешь на столе ,и накидываешь"мяса".2 балла
-
Дедушка Мороз он ведь не такой... а это самозванец какой-то... https://www.youtube.com/watch?v=-Lma33RegC02 балла
-
У меня было похожая ситуация.Вроде по соотношению "диаметр-ампераж" должен справляться вольфрам, но лущило в розочку. Попробуйте заменить вольфрам на больший диаметр, чтоб "этой же марки вольфрам +продавец" и если будет такая же картина, то однозначно-неудачно купили. Если на большем диаметре будет шарик, то выходит, что меньший диаметр-не справляется с нагрузкой. Хотя и регулировка самого баланса тоже влияет.2 балла
-
После зимнего дождя
2 балла
-
2 балла
-
Сварка для новичков Американкой в аргоне TIG!!!Наполнение + Облицовка,все нюансы и техника https://www.youtube.com/watch?v=Kuth0sHA1yU&featu..2 балла
-
Я знаю, где у неё загар самый сильный будет2 балла
-
Есть еще третья сторона, надо найти где нибудь валяющиесия детали.... И будет почти бесплатно, то есть дагъом).2 балла
-
@selco,Лучше уж на пневматике,а это только ногу хорошо качать)1 балл
-
@Dr_MMA, а моно фотки тисов поподробней. А то 20-й швеллер остался порядка метра и не знаю куда его деть. Тисы сделать самое то будет.1 балл
-
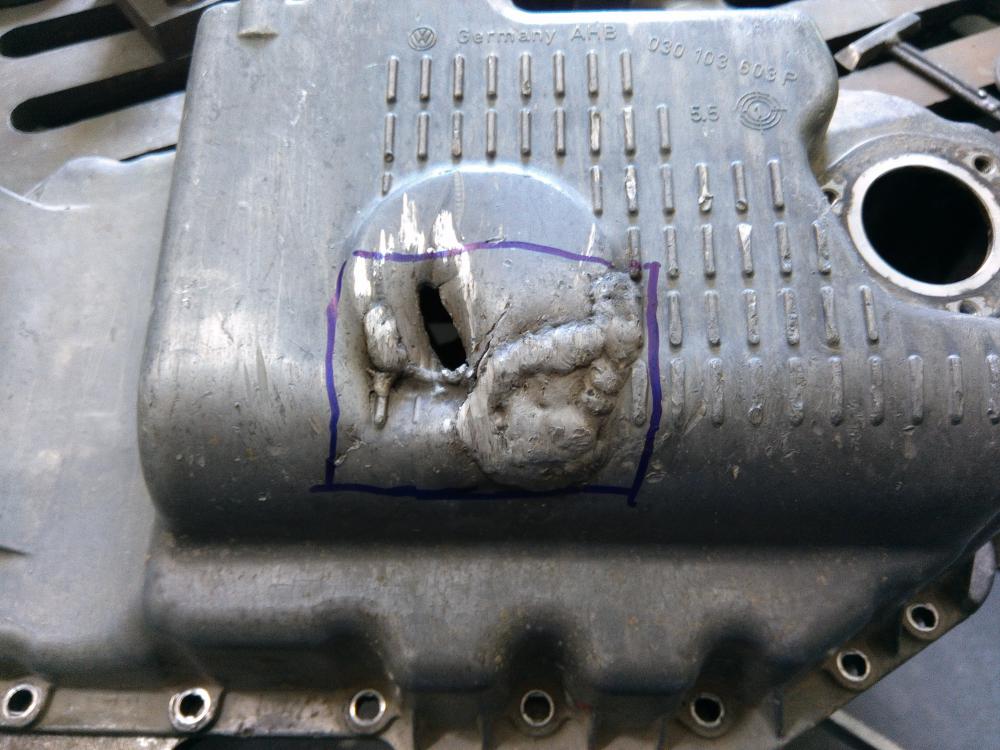
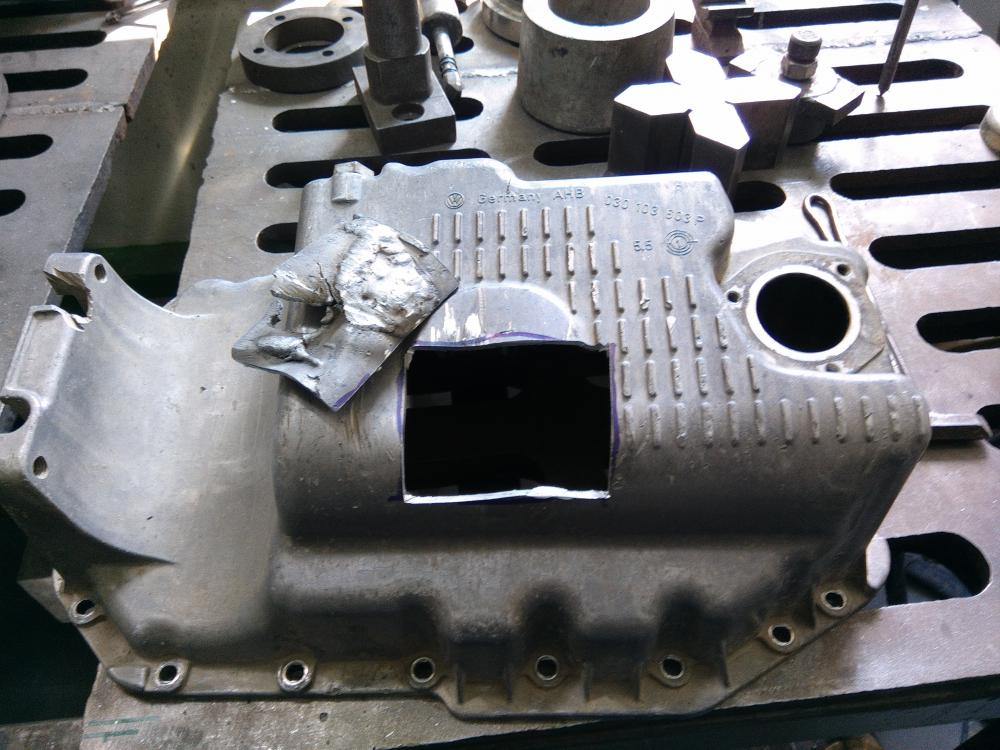
Поддон с Ауди-А6. Видать, жизнь автомобиля была яркая и насыщенная событиями. Варили деталь так, что и герметичности нету и по форме она стала, как мексиканское сомбреро...Плюсом к тому-трещины в околосварочной зоне. Варили, похоже, алюминиевым проводом. Двухкромочная фреза вязла в наплавленном металле, аки в болоте. Основной металл-грызла со звоном и без купания в керосине. Материал AlSi12Cu. Присадку взял 4047. Закрепил на плите, снёс всё это порево, притянул с обратным изгибом 1,2 мм Предварительный, сопутствующий и послесварочный подогрев до 400-450 град. Проковка шва. Остывание-вместе с плитой под несколькими слоями теплоизоляции. Все принятые меры возымели эффект. Плоскость выпрямилась, трещин и пор-нет в помине. Перед сдачей детали-выскоблил оборотную сторону от грязи и "сталактитов".
1 балл
-
Оживлю тему . На данном этапе - котельные заморочки , где все СНиПы , ГОСТы и РД "вне закона" , хотя на вопрос , покажите , где есть хотя бы намёк на отличие сварки "воды" от других сред - пустота . Всё и вся делается через ж... одно место и это считается нормой . Начиная от монтажа узлов до самой сварки стыков и действия сделать всё качественно встречают откровенное непонимание , начиная от начальников и заканчивая коллегам по цеху . Меня это бесит и делаю (стараюсь) , как должно быть и , если есть намёк на претензию - время , материал сварочный и подобное , посылаю или перенаправляю к сговорчивым . Высказался . Речь , собственно , о другом . Чем проще - тем лучше . Простота - залог успеха . Ну и прочие "аксиомы" данной методы . Не всегда оно верно , но и нередко , именно , простота - залог качества , скорости и эффективности . При условии минимума затрат и телодвижений , имея на выходе достойный результат - это наше всё . Много букв , суббота , пардон , коллеги Итак , к делу . В нарушение всех правил , "на воде" варят всё , как попало и куда попало . Все мои наработки по монтажу в такой действительности , если не потерпели крах , но потребовали некой коррекции и в итоге монтаж неких несуразностей был переведён в другую плоскость , что не требует каких-либо точных инструментов и прочих приблуд . Достаточно ровной поверхности , будь то стол , кусок швеллера или иная плоскость , даже в ограниченном пространстве . Ну и минимум инструмента . На снимках постарался детально изобразить весь процесс , так что комментировать , в принципе , нечего , но тем не менее . Любая , имеющая параллельные плоскости железяка , пару струбцин , несколько пластин для подгонки по высоте и ровная плоскость . Весомая железяка - по желанию Прихватка , коррекция угольником и всё . "Продолжение" узла рисуем по той же схеме . Затем собираем пары , уравновешиваем их и на "вращатель" . Всё для нашего удобства - жизнь нынче и так сложна . Зазор 1мм , фаски сняты , св.ток 56-60А , эл. LB-52U 2,6мм . Ну и результат "на выходе" при минимуме телодвижений и измерительных инструментов . Спасибо за внимание ! Всем удачи !
1 балл
-
Саш если усе очищено то поддув дает знать о себе в лучшую сторону . http://websvarka.ru/talk/topic/11604-obratnaia-storona-shva-pri-svarke-aliuminiia/?p=350491 P.S. в баке не зачистишь и по сему Виктор обозначил усе верно . вОТ вижу так это- надо латку красивую и с красивыми швами клиент откажется от дурной идеи спрятать латку и это наоборот будет модно ну как латка на джинсах и они сразу выше в цене.1 балл
-
Вырезал то,что было.Сформировал латку. Потом прихватки, общий подогрев поддона,сварка и остывание под одеялом. Потом провар изнутри.Остывание до "еле тёплое". Проверка керосином.Норма.Сухо.
1 балл
-
По ряду причин ответить оперативно не смог . Для раскроя использую обычный линолеум , желательно , чтобы он был достаточно эластичный и ширина пластины не менее 100мм - чем шире , тем лучше , но в разумных пределах . Плотное прилегание к трубе и совпадение кромок . Короткая лента "работает" некорректно , лучше , если будет небольшой захлёст . Резать в одном направлении . Мелкая болгарка даёт "волну" и на диаметрах свыше 108 мм использовать её нецелесообразно , 230-я - самое то и рез значительно ровнее , главное не заваливать её . Режу "искрой на себя" ( правда , искры летят мимо , но тем не менее , способ именно так обозван ) и линия реза всегда в поле зрения . Методика реза - после сквозного пропила ( он тоже постепенный - сначала небольшой запил по линии и далее , по ходу , пропил ) , прохожу по намеченной линии , намечая и углубляя канавку с постепенным прорезанием . Где то было видео ( может не такое информативное , но суть ясна ) , не найду , сюда кину . Из недавнего После постановки боковых прихваток верхний зазор "уходи" и плоскость тоже . "Поправляем" это дело подручными средствами . Можно и пластину на прихватку поставить , но я отказался от этого , чтобы тело не трогать . Дальше - по накатанной схеме со всеми нюансами . Готовую кракозябру в горизонт и всё , готова .
1 балл
-
Для "рукастых"-УДГ это целое состояние.(во всяком случае,я гонялся год за такой)Лучше сменять или продать на смежном форуме и приобрести там же вращатель или редуктор какой нужен1 балл
-
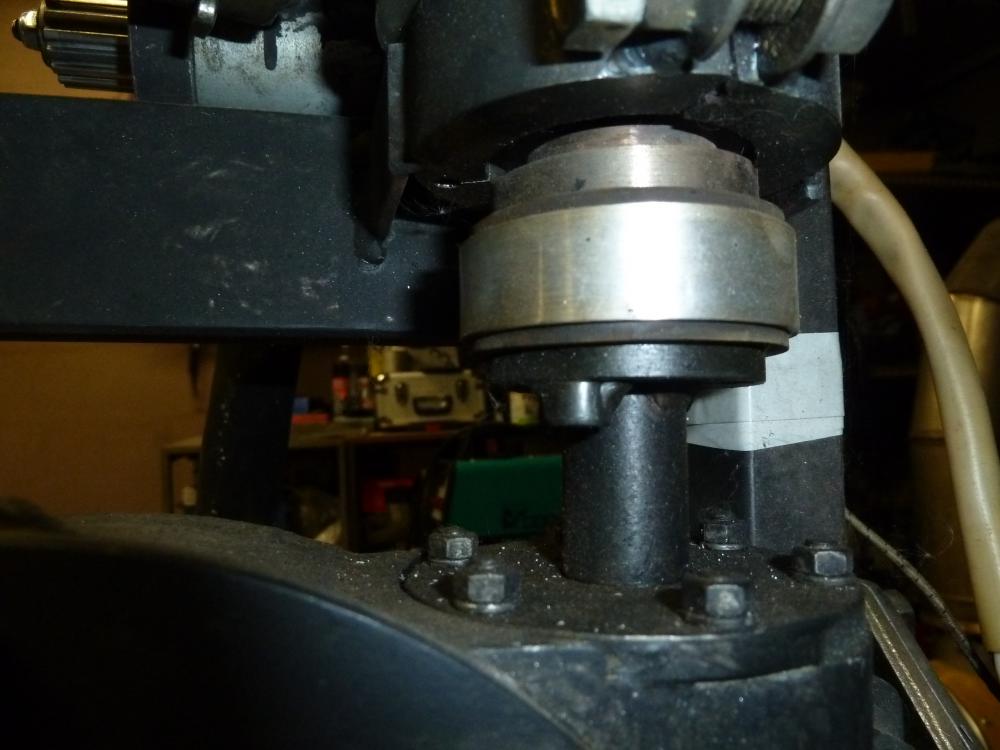
Евгений, выточи колечко из Ал сплава чуть меньше ширены резинки и надень колечко на резинку, не будет трескаться и послужит дольше.
1 балл
-
У меня "поворотные механизмы" примитивные А это,чтобы крутить было удобно.Парные части на пару капелек прихватываешь,они уравновесились и никакого особого сопротивления качению. По мере роста детали и разбег опор увеличиваем
1 балл
-
Этот сюжет в комментариях не нуждается,суть ясна Удобно варить мелочь. И зазорник.В верхней части приварена скоба.При выставлении зазора и прихватывании стыка,нередко зазорник зажимает.Ударом напильника по скобе или местам её прихватки,позволяет высвободить зазорник без ущерба для последнего.Этому зазорнику 3 года. Тоже всё ясно.Одну сторону отвода надо было укоротить на 35мм,а другую сделать под врезку. Момент разметки первой операции,и остаток от второй.Рез болгаркой.
1 балл

































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)