Лидеры




Популярный контент
Показан контент с высокой репутацией 04.07.2018 в Сообщения
-
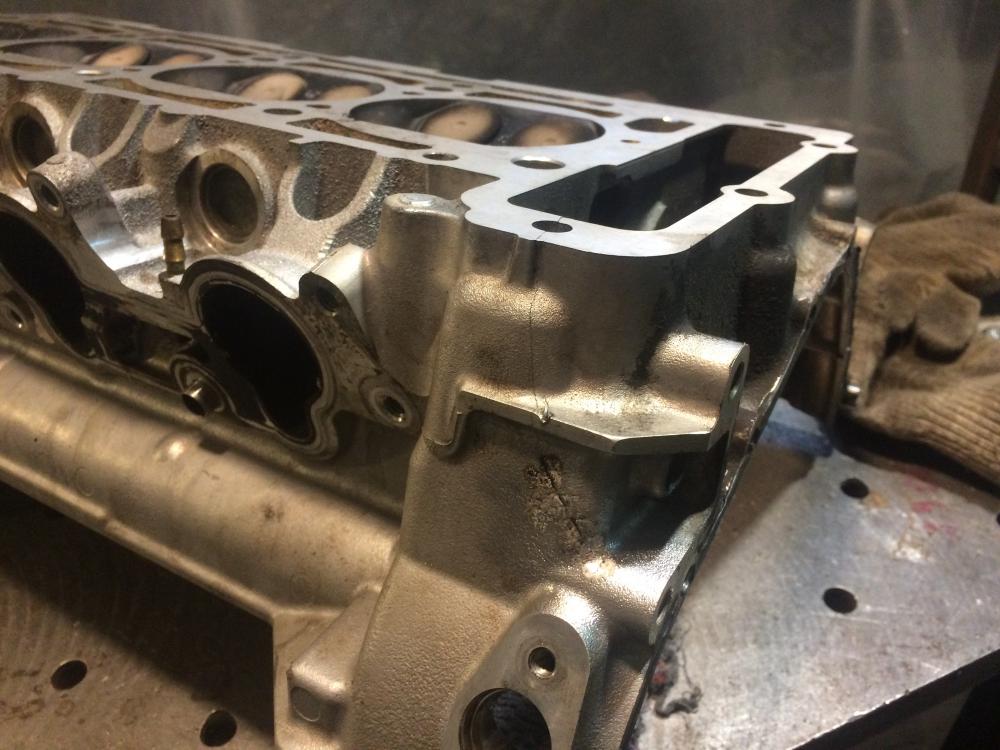
Возили на шлифовку,через трех человек прошел и кто уронил не выяснили (я не прикасался).
 10 баллов
10 баллов -
12 мм. ставим всегда, а вот с 14 мм. может и не зацепиться, поэтому для подстраховки торцуем фланец крепления пальца в минус 2 мм. Так на всякий случай.4 балла
-
Я в прошлом году с самодельных прищепок делал третью руку,всё быстро зажимается и позиционируется ,особо крутить ничего не нужно.
4 балла
-
Привезли бочку,хотят в ней пиво варить,нужно врезку сделать и отверстие заглушить.Начал краску под врезку лепестковым снимать,а искра белая,болгаркой шоркнул,точно-титан.Может есть еще какой нибудь способ проверить титан это или нет?Один раз было,что искра у нержи как у титана была и нормально все сварилось,теперь все время сомнения. Дошло сейчас,по весу же можно,пушинка,по сравнению с нержей,толщина 2 мм.,из нержи бы тяжеленная была.
3 балла
-
Согласно Вашим рекомендациям, а так же для сварных Российской федерации, вуаля ... смесь параарамида с Паноксом(углем). Это прядильная машина выпрядает на двух местах пряжу. До тканей осталось не долго.
3 балла
-
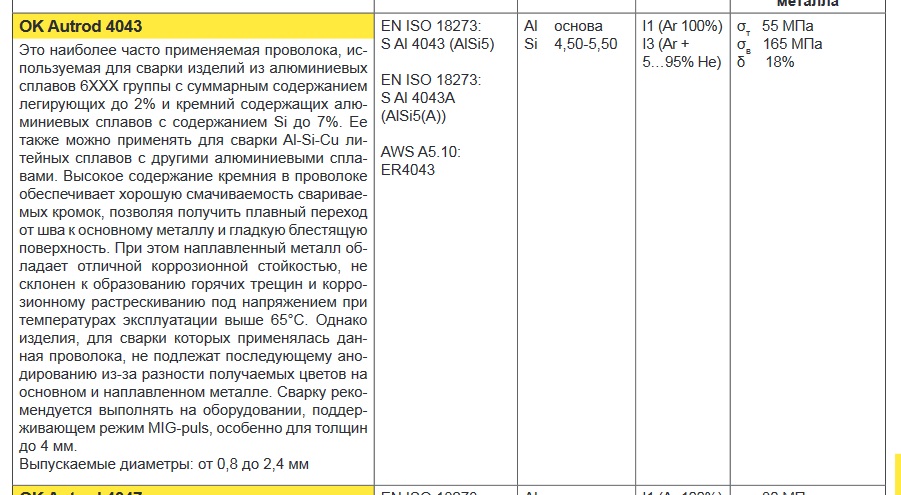
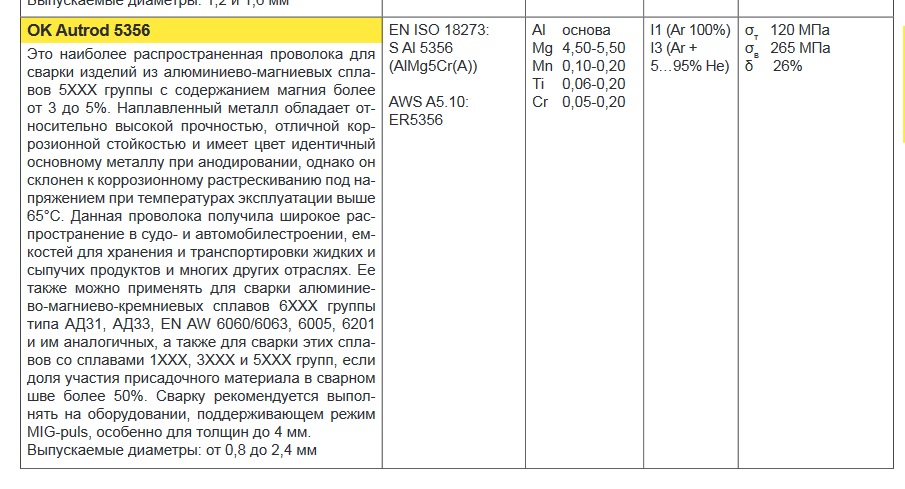
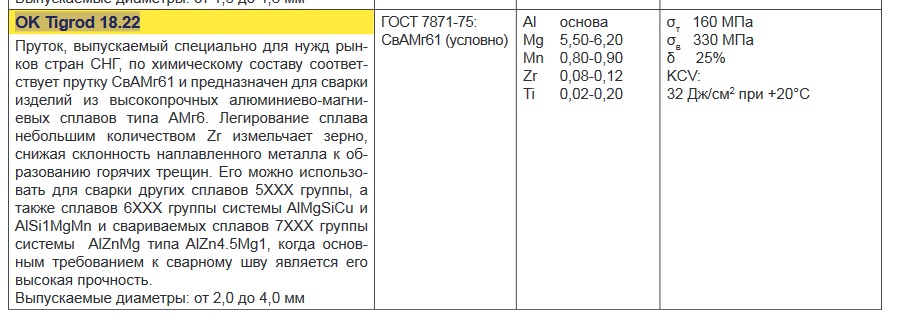
у esab в рекомендациях и 5356 и 4043 для 6000 группы подходят. вернее для 6000й группы там почти любая присадка подойдет в других источниках только 4043 - http://aluminium-guide.ru/alyuminievyj-splav-6061/как пример. для 7000й - 18.22
3 балла
-
@pirates, карьерный рост предполагает наличие у вас специального образования, и специальных знаний, а не профессиональных (читай моторных) навыков. Профи в своём деле прежде всего ценятся как профи на своём месте, а это место -- квалифицированный рабочий. Но не везде. Такое место может быть только на производстве в основе которого лежит сварка. То есть в автобусном парке сварщик будет по сути разнорабочим (иди разгружай быстрей, потом докрасишь). Много-много опыта можно приобрести на стройке. Плюс стройплощадки в том, что сварщик там работает с новым железом, а не с тем из которого уже два раза что-то сварили. Минус -- работа на свежем воздухе, и зачастую вдали от дома. Если здоровье слабенькое, то там делать нечего.3 балла
-
Раньше брался за восстановление этих отверстий, ось конечно специально не снимали, но цирк еще тот. Срезали эту железяку с балки, растачивали и втулили. Потом устанавливали на место, центровали тормозные колодки по новому барабану, прихватывали, далее ступицу с барабаном долой и обваривали. И все это стоило нормальных денег, но только для нас, а не для заказчика, поэтому спроса на такую работу практически нет. Теперь или капролон или посадочное место под втулку направил латунью и вся работа.3 балла
-
http://kaifolog.ru/uploads/posts/2018-06/thumbs/1530078648_025.jpg3 балла
-
2 балла
-
Костя отправлю на медне, а то усе израсходую так и не узнаем что в ней . Это мне мои учителя дали не помню в 80х годах и им привезли специально для дюрали , они там что то секретное варили ей . Да нет в ней цинка иначе бы все бело-белым от него было , но вот смотрите фото пока металл не прогрелся и например на прихватке дает черноту ну а потом все чисто и даже чище чем со современными 5356 или 4043. Ну да примерно так и есть , все упирается в остроту электрода и так как синус 2 с урезанным плюсом то электрод остается острым и на тонком и супер тонком с острым работать приятнее , легче и т.д. вот и вся премудрость.2 балла
-
Можно и 4043 http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/ Ну а здесь верно , но еще лучше спец присадку . http://aluminium-guide.ru/svarivaemye-i-nesvarivaemye-alyuminievye-splavy/ Вот буквально сегодня принесли рис. на изготовление фланца т вроде на авто немец довольно старую и говорят родная напрочь сгнила . Ну и диаметра такого Ал сплава не нашлось и по сему сделал составную . В общем достал коробочку с обрезками и в ней Д16 и В95 и вот из них и сварил применив спец присадку из СССР для дюрали (марку не знаю, но точно знаю что для дюрали и совсем чуток осталось у меня ее ) , теперь немец будет ездить с Ал сплавом из СССР и думаю это подольше походит.
2 балла
-
вечер удался,
2 балла
-
ДПС2 балла
-
Ну если вести шов метровый не пробовал давно )) А "ковыряась" по своей специфики , варю то длинная , (ну как длинная миллиметров 5) то короткая 1-2мм чередуется , не гося дуги. Металл по тоньше , или к примеру нужно пройти всю кромку (угол привалочной плоскости головки по всей длине ) там большой ток не нужен , прохожу на весу на короткой 2 мм . Может еще когда так приходится , не вспомню сразу. Да ТИГ сварка , в одной руке горелка в другой присадка . И почему то концентрация лучше так . А вот варя полуавтоматом , горелка в правой а левой упираюсь(придерживаю) в правую руку (не в горелку) и веду на себя . Но локти на весу .2 балла
-
BelaZZ В моей работе , (ее специфики) восновном все так и происходит . На весу . Ибо сварка идет к примеру на пятачке диаметром 10 на 10 см в глубине , головки, или в развале блока . И постоянно меняю положение горелки , выплавляю то там , то тут , кручу горелкой одновременно , вертикал , потолочный , горизонтальный ..орбитальный Прыгаю вокруг детали , то присяду то обволакиваю ее стоновясь на цыпочки . Все не гася дуги , что бы при изменение положения моего тела или горелки , не накосячить , часто делаю это на спаде тока , "цмакая" кнопкой , 4 секунды по моему спад тока у меня стоит . Да и еще забыл сказать , обычно головки , блоки все горячие из печки 240-350 градусов ., опираться как то не очень , если тока зимой когда замерзаю.2 балла
-
Вот мой захват. Мягко говоря не технологичный .2 балла
-
Миротворец, тут я вознегодую, как Як Йола!!!Обьясню почему.Есть клиенты, которые будут стонать и просить, что бы сделали подешевле и запчасти недорогие были.Я с ними стараюсь не иметь постоянных рабочих отношений.Ибо вынос мозга постоянный, а выхлоп с работы по установке гавнопласта никакой.По сему, я всегда для деловых и ответственных людей применяю только оригинальные запчасти, либо их качественные аналоги.По этому, ничего я на магнит никогда не проверяю, ибо люди, которые привозят мне запчасти, знают- либо делаем хорошо,либо совсем не делаем.По этому я в запчастях уверен.Но втулку я Вам распилю,магнита у меня нет))))) У вас все сложнее, Китай рядом.Вспоминаю Оловяный,Борзю.Аэродромы небось раздербанили совсем?2 балла
-
Все, финиш. Супруга патиной подкрасила. Вроде нормально.
2 балла
-
Вычитал тут... На наш завод приехали немцы, специалисты по организации производств. Приехали по нашей просьбе, помочь, увеличить производительность труда. Эти пожелания как раз совпадают с нашими пожеланиями и с пожеланиями нашего правительства. Там каждое второе выступление, так и заканчивается словами, вот если мы, то есть они, там на земле, подымут производительность труда, то тогда и мы заживем долго и счастливо. Вообщем задачи сходны. Всегда хочется что то улучшить, а вдруг дельная мысль пробежит после общения. Первый день мы подробно знакомили наших гостей с нашим заводом, показывая наши производственные и технологические процессы. Много немцев удивляло, много было задано вопросов. Затем совместный мозговой штурм по решению той или иной технической задачи. Если говорить на самом деле, мне как производственнику приходилось изворачиваться и постоянно недоговаривать. Хотя это специалисты не молодые , и им уже под семьдесят и приехали они к нам помогать а не мешать, я все равно не смог им открыться как докторам. Как мы организуем производственный процесс по качеству, как мы добиваемся этого качества, ведь затем эта продукция идёт потребителям, а также попадёт в Европу. Что поразило немцев, в первую очередь. Огромное количество не производительного ручного труда. Эти гигантские горы сырья, проката, подшипников, крепежей, ящиков и бочек повсюду. Огромное количество людей перебирающих что то, выбирающих что то и снующих туда сюда. Почему везде много лишних людей? Это был самый частый вопрос. Для немцев такая сложность не понятна и зачастую наши действия ставят их в тупик. Мне если честно, приходилось изворачиваться. Мне очень этого не хотелось делать, но если бы я, этого не стал бы так делать, мне показалось, что они, потеряли бы в нас веру. Я на самом деле не знаю, как им объяснить, все это. Как им сказать и стоит ли им об этом рассказывать. Ну например, в стране нет нормального проката. Причём ключевое слово здесь, просто нет, от слова вообще. Нет листа, нет уголка, нет трубы, нет стального круга. Нет само железо вообще как бы есть а вот проката нет. Ты его не купишь, ни за какие деньги. Любая труба квадратная она, или круглая, она всегда будет ржавая и кривая. Каждая труба в пачке, будет разная, у каждой трубы, будет свой неповторимый шов. Одна труба будет варится, следующая нет, вторая будет гнуться, третья не будет сгибаться ни при каких условиях, четвёртая будет ломаться, у пятой не будет заходить дорн, у шестой будет нарушена геометрия угла, у седьмой будет разная толщина стенок, у восьмой будет столько ржавчины, что ее не будет прожигать лазер, а девятая и десятая будет просто гнутая и у всех будет центральное отверстие не по центру и все это будет в одной пачке и во всей партии, откуда бы эта труба не пришла, она будет разной. Мы всегда об этом говорили и всегда нам выдавали всякие говорящие головы, идиотские советы. А вы покупали в другом месте, а вы искали? Или, а вы наверно плохо искали? Попробуйте в другом месте. Да мы уже за 30 лет столько этих мест перебрали, столько разного попробовали, что вы себе представить не можете. Всегда искали, всегда покупали, везде и все время одинаково получали дерьмо. Неважно как ты покупаешь и как тебе привозят в вагонах или на машинах, в упаковках или без, с юга или с севера, если это металл он будет всегда ржавый, кривой и с непонятными свойствами. Мы и на заводы выезжали и убитые прокатные станы смотрели и слушали рассказы ветеранов, как они на этих прокатных станах войну выиграли, мы все это знаем, но что парадоксально, если где-то построили что то новое, там же выпускают такое же, как и на старых линиях. кривое и ржавое. Плохой прокат с открытым хранением, это наша визитная карточка. Вот и снуёт толпа людей новой профессии, которая должна перебрать и отсортировать. Только потом можно что то в ручную поставить в станок и ни каких автоматических подач, и только большая красная кнопка, ручной остановки, главный и отличительный знак нашей автоматизации. После переборки можно всегда из этого прокатного металлолома, за который ты заплатил полную цену, делать или забор или тренажёр, и ещё что ни будь. Какую то часть придётся выбросить то есть отправить в виде металлолома на переплавку. Дальше начинается уже другие мозговые гики, как по месту сварить, в ручную, красивое изделие. Как скрыть эти позорные швы, куда и как и развернуть, и в какую сторону поставить. Ну какой робот решит эту задачу? Как все это зачистить и сделать незаметным, как это закрасить. Как в шагреневую краску еще добавить реструктуризатора что бы закрыть это позорище. Если мы покупаем отечественные подшипники. Можно сказать следующее, ни один подшипник ни похож на предыдущий. Каждый подшипник индивидуален, у каждого свой характер и своя душа. Один крутится, другой щёлкает, третий не лезет, четвёртый проваливается, пятый при посадке разваливается и все рабочие заняты или пресованием подшипников или их выпресовыванием, все в этом бесконечном процессе, все работают. Люди заняты, люди загружены, они постоянно что то перебирают, гайки, болты, рулоны, пачки, ёмкости и это постоянно. Ты всегда знаешь точно, все болты разные, не важно большие они или маленькие, они всегда будут разные и если тебе удалось закрутить болт или гайку, то заглушка на ней будет отдельной историей. Заглушка обязательно не залезет или на крайняк вывалится, так как головка будет всегда другой, она будет непредсказуема. И вот уже организуются новые профессии. Одни меряют, другие перебирают третьи теребят, четвёртые переливают и смешивают. Фанера не лезет на станок, дермантин обсыпается, пластики залипают и не перемешивается, полиуретаны не вспениваются. Что надо делать, надо подумать, что то надо добавить. Заводы уже не стесняются. Ответы простые. Наш последний технолог наша последняя бабушка, мы на неё всем заводом, всегда молились, мы ее все любили, она уже умерла, но мы вам там отправили, вы там сами пробуйте. Мы вам разных порошков и химий насыпали, вы там сами смешайте что то может у вас и получится. В каждой бочке сырья загадка, в каждом рулоне сюрприз, и ты уже оцениваешь людей по другому мастерству. Как человек там на глазок что то, там добавляет, что то с чем то мешает а вдруг это начнёт работать. Резина на одном поддоне может быть десяти разных сортов с десятью разными свойствами. Специалисты это теперь те, кто быстро перебирают руками и на глаз определяют что то. Надо всегда отделить годное от негодного, мы по запаху уже ориентируемся, из какой баночки и куда налить что бы заработало. Прямые поставки с предприятий превратились в театр абсурда, когда присылают правильно составленные сертификаты и абсолютно не соответствующие с этими и сертификатам продукцию. Да, жизнь просто кипит, и это не романтика, это суровые наши будни. Да это не в одном фантастическом романе, не описать. Этого дерьма, хлебать не перехлебать. Вот только немцам я этого рассказывать не буду, за это стыдно. Мне не хочется что бы они в нас плохо думали, что бы они в нас веру потеряли. Классные специалисте, знающие своё дело. Обязательно их выслушаю и со всем соглашусь, а что ещё мне остаётся делать, вот только ни один совет не пригодится. Будут до воскресенья с ними работать. Лишняя учеба мне никогда не помешает. Ситуация весьма знакомая. Пусть не до 100%. Но всё же близко. Взято отсюда https://www.facebook.com/vadim.markelov.9/posts/15135418421085942 балла
-
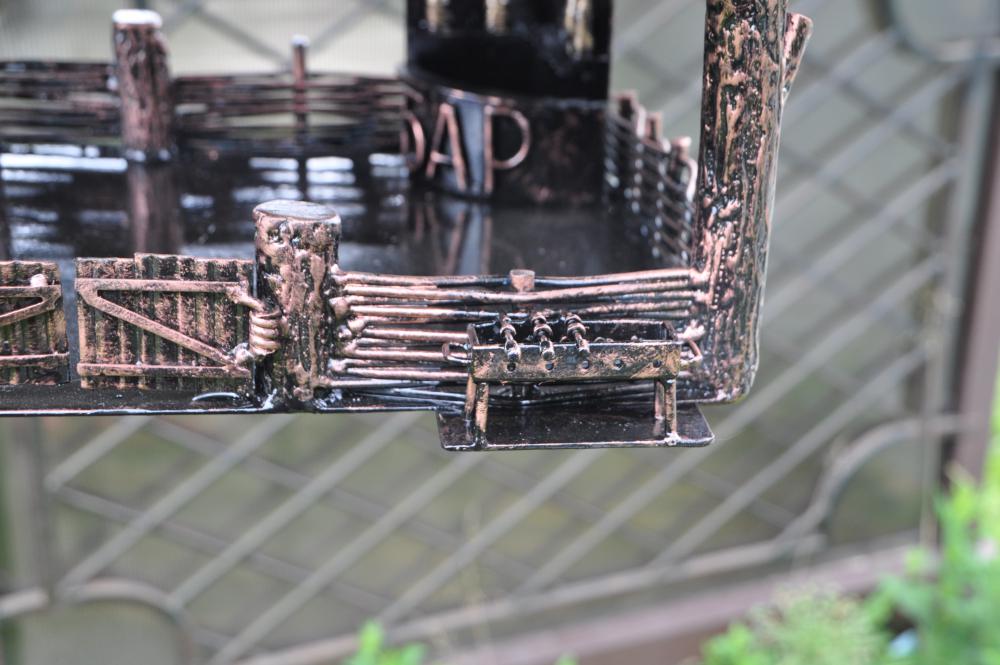
Как и обещал сделал шуточную работу на конкурс. Когда то давно тесть сделал кормушку для птиц. Она стояла на брусе 10*10 и внизу держалась на кресте сделанном из бруса но потоньше. Каждый раз приходилось её переставлять что бы покосить траву. Потом она плавно переехала к забору. Там потихоньку и сгнило основание.Да и сама стала выглядеть не очень.В один прекрасный день мне это надоело и я всю эту конструкцию просто сжег.За что от тёщи и жены получил люлей. Типа это была память о тесте. Но собрав волю в кулак сказал им.Спокойно будет вам новая кормушка. А тут и конкурс на форуме. Основание кормушки 40*30см. Взял старый лист и почистил его .Думаю птички не обидятся.Сами стволы для столбов сделаны из пол дюймовой трубы. остальной каркас профильная труба 15*15,Крыша сделана из фанеры и покрыта кровельным материалом который остался от бани.Ну а забор из электродов 3мм. Думаю у всех есть такие электроды которые использовать уже нельзя но выкинуть жалко.Сами таблички сделаны из нержавейки. Посмотрим как будут себя весть. Но думаю что со временем придется снять. Уж больно сияют на солнышке и раскачиваются. Птицам это наверно не очень понравиться.Ну и какое кафе может обойтись без бара и вкусного шашлыка. Для этого и сделал мангал.Для чистки внутри двери открываются.
1 балл
-
О , не кто вам не подскажет и Виктор правильно вчера сказал . Производитель ваш врет и теперь вам остается только одно , мучить аппарат и себя подбирая все экспериментальным путем и это может затянутся на долго. Вот некоторые купив даже навороченный бренд (и я был в числе их да пожалуй все там побывали) первую неделю очень все "кошмарно" получалось и только пробы и пробы раскрывают глаза. Вообще импульс в полуавтомате довольно сложная штука и не так просто он устроен . P.S. помочь то это святое и думаю так вам надо попробуйте настраивать и варить ну и видео со звуком сюда и тогда будет легче посоветовать что добавить или убавить. Первая заповедь импульса - дуга должна быть не короткой но и не длинной , короткая дуга не дает импульсу скинуть каплю и будет море брызг больше даже чем при простой МИГ сварке , длинная окисляет сильно металл да и гулять дуга будет сама по себе из стороны в сторону и прицелиться таковой будет не просто и по сему нормальная дуга 3мм и процесс идет как по маслу.
1 балл
-
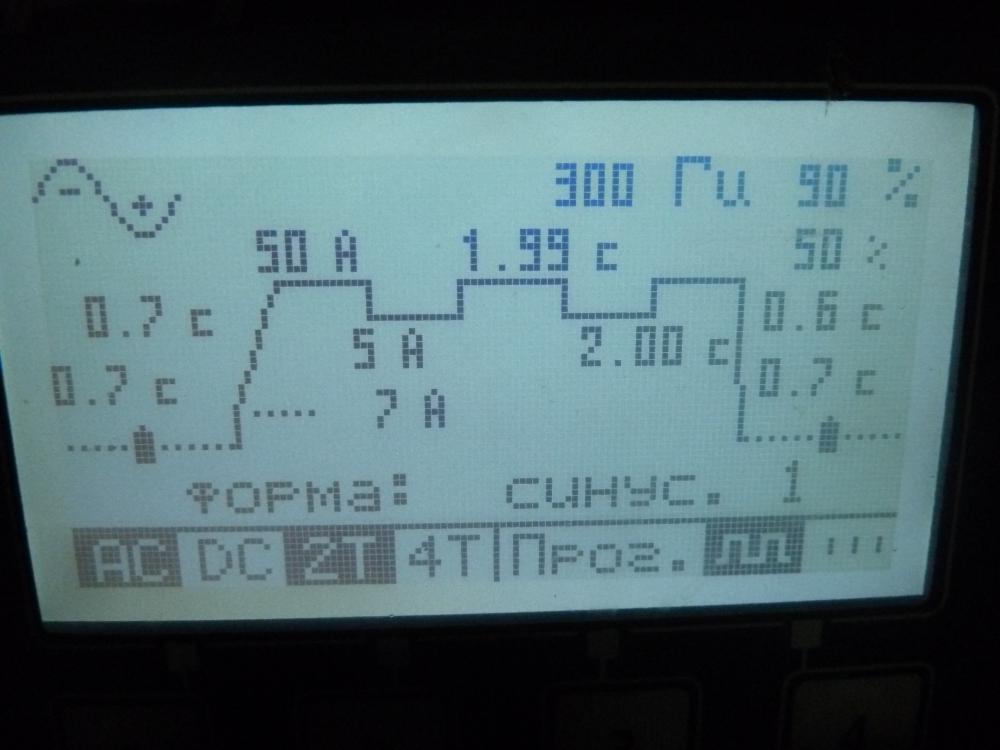
Я просто ошибся назвал синус 2 синусом 1. Я не запомнил какой его номер в программе. Синус от прямоугольника я усвоил когда какой применять, а вот где синус1,а где лучше синус 2 так и не пойму. Если правильно понял, для тонкого синус1, для очень тонкого синус 2 будет лучше.1 балл
-
Валера, кусочек присадки отправь пожалуйста. Достаточно пары сантиметров. Я их на спектрометр отправлю. Жуть как интересно посмотреть, что в ней.1 балл
-
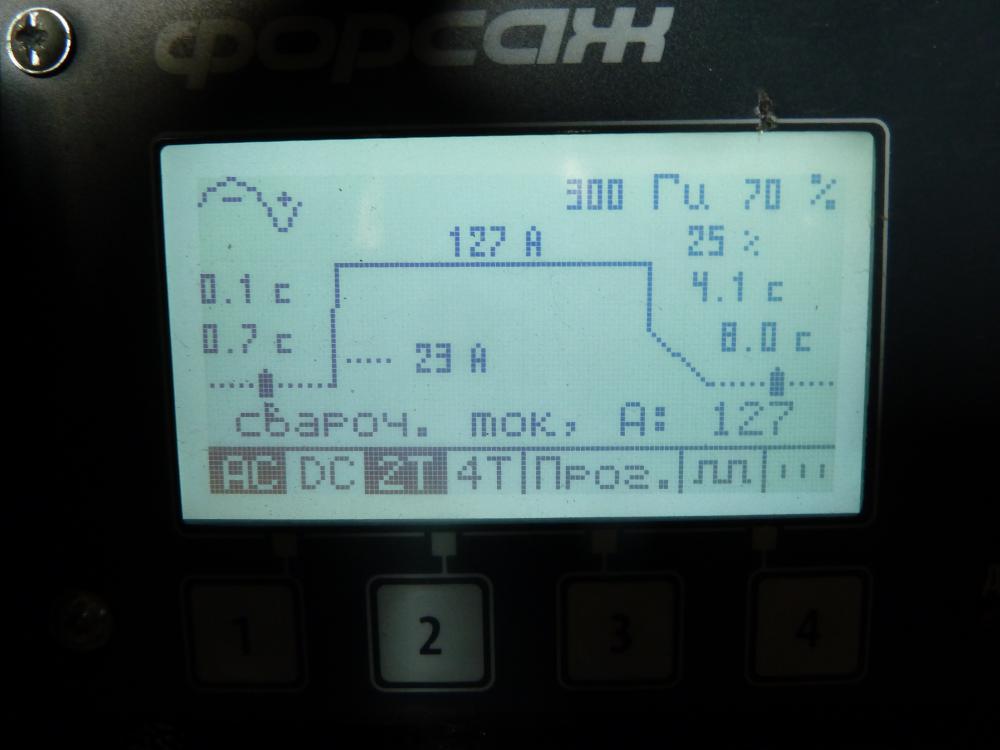
Синус 1 , это классический , а у меня синус два с урезанным плюсом и он №2 . Ну и теперь о применении того или сего , да разницы большой нет на такой частоте в 300гц , но все же синус помягче и что бы не подрезать края тем паче у меня рядом отверстия были и деталь чуть больше спичечного коробка то применил синус №2. Но еще раз скажу можно было и прямоугольником , многое зависит от характера аппарата и он как у людей то есть аппараты могут быть одной фирмы и даже модели но каждый будет иметь свой характер и сварщик своим аппаратом который знает на много увереннее работает , а вот на чужом уверенности поубавится . Вообще синус , треугольники для тонкого и супер тонкого , а вот прямоугольник это мощь , но если частота тока стоит высокая то все почти сглаживается по формам и по сварке и как говорится хозяин - барин и выбирай что по душе тебе .
1 балл
-
@mehanik1102,с поддувом придется кому то со шлангом изнутри стоять,присадку в принципе достать можно,пары прутков думаю хватит.Но это все вторично,клиент с области и ему поставлена задача изыскать кусок листа на заглушку диам 60 мм.и резьбу полдюймовую,а это гораздо сложнее.Брал он эту бочку на авито,прислали из другого города,купил как из нержи,кто то лоханулся,или покупатель,или продавец.1 балл
-
Блаженны алчущие и жаждущие правды, ибо они насытятся1 балл
-
110х90 - 93,20 руб 110х60 - 48,10 руб Из Европы вестимо.1 балл
-
Производитель говорит: Ставьте 50 гц. Инд наклон примерно половину. Добиваетесь устойчивой дуги без импульсного режима потом добавляете импульс. Может кто подскажет соотношение частоты к скважности и силе импульса.1 балл
-
@Seymur13, завихрения. Поток газа изламывает как бы в таком месте и он сам начинает подсасывать воздух. Комплекс мероприятий выполнить что возможно: уменьшить ток, увеличить диаметр сопла, уменьшить/увеличить подачу газа, изменить положение горелки в проблемном месте. Всё экспериментально, всё может помочь как по отдельности так и только в комплексе, вобчем пробовать и гадать.1 балл
-
@RWS87, ну иногда заказчики приносят готовые детали или частично готовые. Изготовить - это посчитать раскрой, заказать металл, нарезать, просверлить, загнуть, может какие-то подрядные работы типа токарки и лазера, покраска. Если делать по той же технологии, то единичный экземпляр оценил бы примерно в 15.1 балл
-
А остаток обоев купить не дешевле.1 балл
-
Это пока тебе не надо. Не лезь в пульс, учись понимать алюм пока в линейном токе.1 балл
-
Здравствуйте. Прошу совета как правильно настроить сварочный аппарат Ариа 260 под сварку AL, профиль 2 мм АД 31 пров. 1 мм. ER 4043, сварка в стык.
1 балл
-
А мне кажется,в балоне была ржавчина и он водил по одному и томуже месту,пытаясь прорезать,вот и дало обратно.1 балл
-
AKeeper Посмотри мою конкурсную работу по этой болезни блока Там все подробно я и наглядно показал , починил. http://websvarka.ru/talk/topic/3706-blok-tcilindrov-ot-avtomobilia-suzuki/?p=78185 Если мне не изменяет память это блок 2,4 литра у 2,0 таких проблем не было .1 балл
-
1 балл
-
2000 п.м. это в среднем, а может быть и меньше и больше. Все от сложности исполнения. @BAN, 4-5 т.р.1 балл
-
1 балл
-
Очередная корзина,пока без поломок по сварке.
1 балл
-
@svarnoi69, 35000р только новая плита со старым шкворнем, после замена всей жесткости между лонжеронами рамы, связка с новой плитой, итого 60-70кило рублей. 12-14 мм плита, 09г2с.1 балл
-
Суббота вечер...
1 балл
-
@pavel83, @svarnoi69, @Kondor416, @Фунтик, ДРУЗЬЯ, Соратники, соконфетники, СПАСИБО Вам!Встретился с друзьями(естественно "ку-ку", где с онными встречаться , трасса.)Потестировали последний проэкт, надо некоторые доработки внести.К моим доработкам нет вопросов, но некоторых изготовителей на гильотину, в лучшем случае. Есть над чем задуматься.Так же познакомился с новыми лицами, думаю продуктивно будет.
1 балл
-
1 балл
-
всем привет! такая штука редуктор лебедки
1 балл
-
Вот и помощник появился, Частенько у нас бывает. https://www.youtube.com/watch?v=25Go2kUonYU Про резку металла, нагрев в газовом горне и кручение - верчение, описано не мало, поэтому я пропущу, но фотки покажу. Кому что не ясно, спрашивайте, отвечу. Вот на эти элементы ушло 120 метров 10 квадрата и 4 часа времени. Для изготовления "Моностырской вязи" есть гидравлический пресс и вот такое приспособление. Изготавливается элемент довольно точно. Если сравнить 2 изготовленных элемента, то разница между ними будет не больше 2 - 3 мм в конце На глаз практически не видно. Для листочков, на прессе нарезаю вот такие заготовки. И на прессе их зубилом фактурю. https://www.youtube.com/watch?v=v4Y-6kZifqE Привариваются черенки и вот готовый вид. Можно было бы и на горячую отфактурить, было бы еще красивее. Но проблема с газом. Для цветочков плазмой вырезаю вот такие кругляши и на прессе шариком продавливаю по центру. Далее делаю прорези для лепестков и фактурю рессорным молотком. Финальная обработка делается только нагревая и отбивая лепестки. Самодельный трубогиб. Начинаю собирать боковины арки. Далее лицевая часть арки. С помощью магнитных уголков устанавливает боковинки на лицевую часть и привариваем. Элементы фигур подтягиваем с помощью струбцины и тоже свариваем. Отнесли на покраску. Покраску мне не доверили. Установка на место. Может я чего не понимаю, хотел патиной сверху покрыть, но супруга категорически против. Цветы покрасила белой краской. И главное подруги ее приходят и "Ах какие красивые цветочки". Может уговорю ее, тем более что патина имеется нескольких цветов.
1 балл
-
Всё просто: до 50мм - 500р., всё, что выше диаметр в миллиметрах умножаем на 10 и получаем цену в рублях. Скидки в зависимости от объёма и отдельных условий. Поддув отдельно.1 балл
-
Дмитрий , да не его это заслуга и они как всегда много себе приписывают , а грозный вид нашей десантуры и они просто испугались. Так уж не раз было , вот еще пацаном слушал рассказ танкиста как наши делили Берлин после окончания войны . Американцы танки подогнали , ну и наши тоже и смотрели друг на друга через дуло пушки , но и первыми отступили американцы так как понимали что у наших танкистов опыт (у них такого намного меньше было) и они бы за полчаса разнесли в щепки их танки , ну и опосля поставили СТЕНУ. P.S. Когда служил я и Маргелов устроил "небольшие соревнования" , пригласили ветеранов самоходчиков и танкистов , ну и замаскированные мишени в том числе и движущиеся , так вот наши уничтожили только 70% мишеней и по времени час где то. Ветераны 100% и по времени полчаса , опыт не пропьешь.1 балл
-
почитайте: как из ТИГ сделать П\А (МИГ\МАГ) . Ай. Это же П\А. Подумал на тиг. Схему только у официалов спрашивать. И конечно подробную схему платы управления ни кто не даст. Но если и дадут, то прошивку проца точно не найти (синергетика как ни как - достояние компании)1 балл