Лидеры




Популярный контент
Показан контент с высокой репутацией 03.05.2018 в Сообщения
-
У всех выходные как выходные, один я как дурак 4 дня и две ночи... Ещё одна секция в машину не поместилась.
 16 баллов
16 баллов -
Лючки для лифтовиков Порталы туда же. Под конец дня опять занялся печкой, сварил каменку. Детали из под резака, поэтому корень ПА миллиметровкой, сверху УОНИ 4ка. Проект печи очень странный конечно, топка уж больно маленькая, да и вообще сомнения у меня большие по поводу её работоспособности, но как говорится, хозяин - барин. Что заказали, то и делаем=)
9 баллов
-
15.05.2017 Как выбрать сварочный аппарат?Автор: Наталья Вы желаете заняться сварочными работами? Не знаете, как выбрать сварочный аппарат? Стоит отметить, что многие профессиональные сварщики даже не задаются такими вопросами. Если же человек решил попробовать для себя в бытовых целях использовать сварку, тогда обязательно нужно покупать сварочный аппарат. А мы вам поможем разобраться, как правильно выбирать данный аппарат. Необходимо в начале изучить, какие же бывают в современном мире сварочные аппараты. В современном мире существуют сварочные аппараты ручного типа и с использованием электродов разного размера. Электроды бывают плавящиеся и неплавкие. Также существуют аппараты с использованием флюса или инвекторы. Стоит отметить, что если вы желаете купить сварочный аппарат дешево, то вам нужно обратиться в специализированную компанию и уже в соответствии с поставленными критериями подбирать. Инвекторы – это приборы для точечно – контактовой спайки. Также выбор сварочного аппарата зависит от того, с какими металлами вы собираетесь работать, цветными или черными. Вот именно от этого фактора зависит выбор электродов. Обратите внимание еще на то, что есть аппараты, которые оснащены выпрямителем постоянного тока или которые работают в среде активного газа. На сегодняшний день это разные сварочные аппараты, которые активно используются в ремонте автомобилей, а также в быту. Они достаточно точные, надежные и имеют очень высокую точность в работе. Также они имеют ощутимый недостаток. Это достаточно завышенная на сегодняшний день стоимость. Поэтому не каждый желающий сможет купить его себе. Сварка, которая производиться на постоянном выпрямляющем токе использует плавящие электроды. Данный вид сварки используется в отдельных специализированных областях. А вам необходим аппарат для бытовых нужд. Поэтому вам понадобиться примитивный универсальный аппарат для сварки. Также встречаются сварочные инвекторы, которые имеют множество положительных особенностей. Данный аппарат имеет достаточно компактные размеры, а также устойчивость дуги и отличный по качеству сварочный шов. Но его купить можно только по высокой цене, так как он достаточно качественный. Я не всё отметил, потому как вся статья просто ...... Огромный респект Наталье - профессионалу в выборе инвеКторов ! http://220va.ru/kak-vybrat-svarochnyy-apparat/7 баллов
-
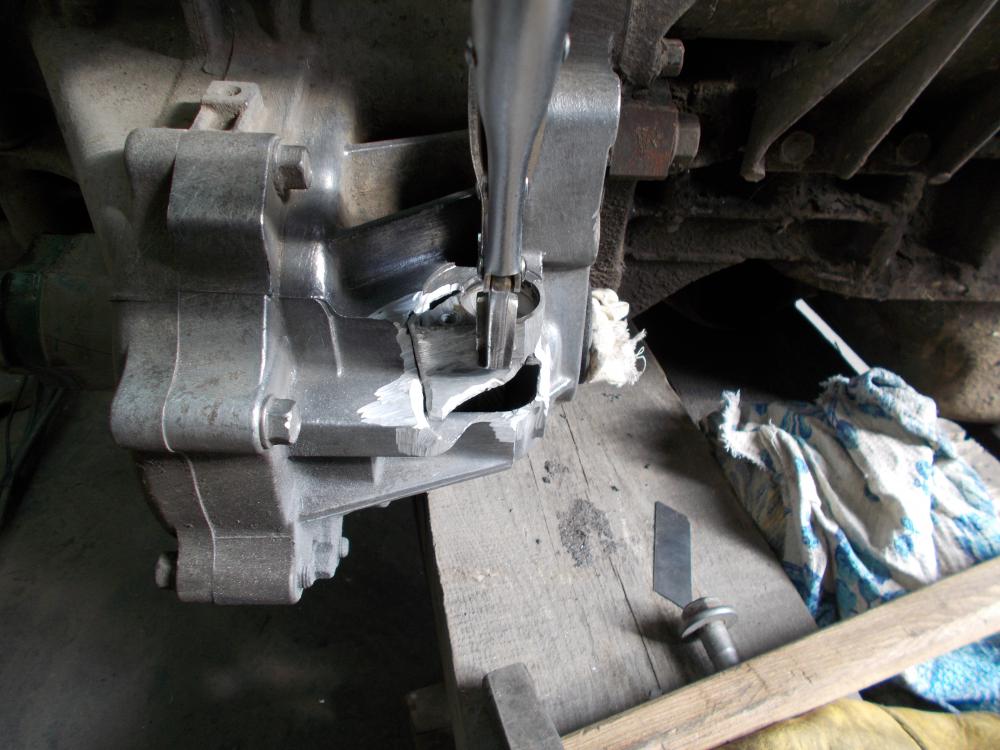
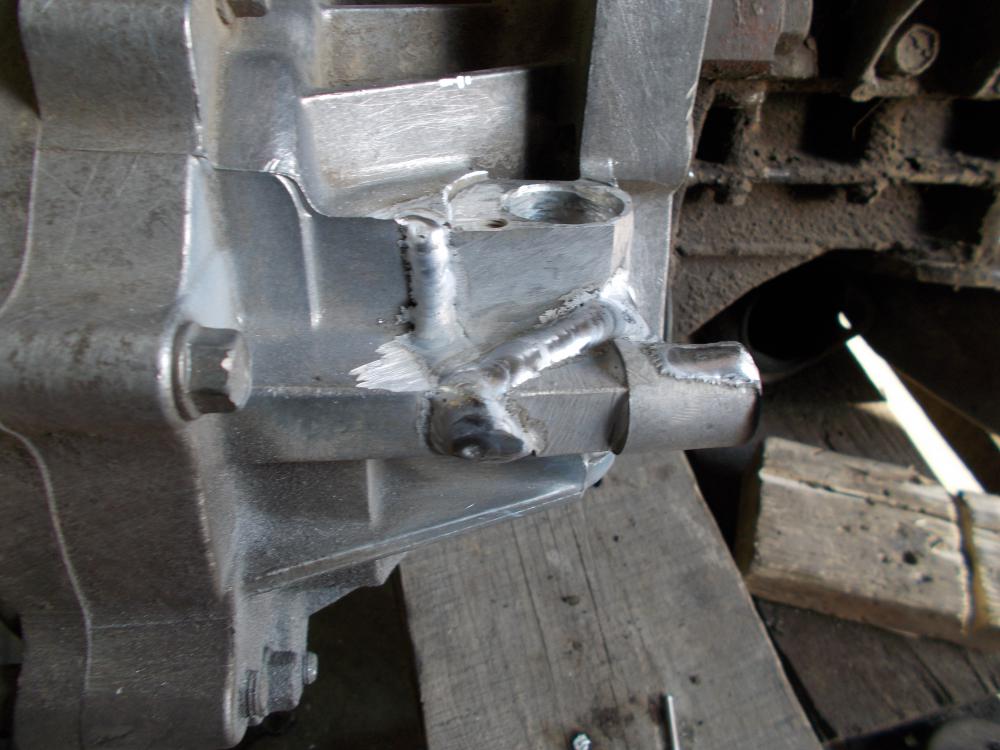
Мда , аппараты то нормальные и чуток совсем "допилить" их и просто "шик" был бы , да вот и сервис чуток поднять уровнем повыше . Но про сервис стоит отметить и такое и вот ГРПЗ берет в ремонт свои и не отказывают в гарантии и только одно долго. И теперь возьмем например китайца любого (акромя Гроверс и в России у них "персональный сервис" и тут я уверен и видел пару раз в СВАГА как гарантийные принимают в ремонт , царапина есть значит упал или даже если вид отличный то вам не скажут 100% что отремонтят по гарантии , а скажут примерно так ,,,, оставляйте , вскроем проверим и выясним причину и если гарантийный "случай" то сделаем , сделаем и так если это не гарантийный случай (и скорее так и будет НЕ) а не правильная эксплуатация но тогда придется заплатить. Ну и чуток работы 500ки сегодня и сплав полное Г (трактор CAT) кипуч но мы постарались с 500кой и не оставили шансов ему на закипание. Электрод СССР не шлифован и какой породы не известно , но хорош P.S. Завтра нас с 500кой ждет довольно большой интеркулер и вскрытие бачка. Сегодня подготовка , снятие "чудо швов " и так удобнее пока не отпилил да и опосля "стыковка" будет как в космосе. Пятнышко и похоже сие место сварили "проводом" Обратная сторона Луны и лучше бы не видеть ее , но поправим и кратеры и ямы сравняем. Ну и намешали "гремучей смеси" чуток щелочь и порошковое хоз мыло и замочили его на ночь
5 баллов
-
Вычитал тут... На наш завод приехали немцы, специалисты по организации производств. Приехали по нашей просьбе, помочь, увеличить производительность труда. Эти пожелания как раз совпадают с нашими пожеланиями и с пожеланиями нашего правительства. Там каждое второе выступление, так и заканчивается словами, вот если мы, то есть они, там на земле, подымут производительность труда, то тогда и мы заживем долго и счастливо. Вообщем задачи сходны. Всегда хочется что то улучшить, а вдруг дельная мысль пробежит после общения. Первый день мы подробно знакомили наших гостей с нашим заводом, показывая наши производственные и технологические процессы. Много немцев удивляло, много было задано вопросов. Затем совместный мозговой штурм по решению той или иной технической задачи. Если говорить на самом деле, мне как производственнику приходилось изворачиваться и постоянно недоговаривать. Хотя это специалисты не молодые , и им уже под семьдесят и приехали они к нам помогать а не мешать, я все равно не смог им открыться как докторам. Как мы организуем производственный процесс по качеству, как мы добиваемся этого качества, ведь затем эта продукция идёт потребителям, а также попадёт в Европу. Что поразило немцев, в первую очередь. Огромное количество не производительного ручного труда. Эти гигантские горы сырья, проката, подшипников, крепежей, ящиков и бочек повсюду. Огромное количество людей перебирающих что то, выбирающих что то и снующих туда сюда. Почему везде много лишних людей? Это был самый частый вопрос. Для немцев такая сложность не понятна и зачастую наши действия ставят их в тупик. Мне если честно, приходилось изворачиваться. Мне очень этого не хотелось делать, но если бы я, этого не стал бы так делать, мне показалось, что они, потеряли бы в нас веру. Я на самом деле не знаю, как им объяснить, все это. Как им сказать и стоит ли им об этом рассказывать. Ну например, в стране нет нормального проката. Причём ключевое слово здесь, просто нет, от слова вообще. Нет листа, нет уголка, нет трубы, нет стального круга. Нет само железо вообще как бы есть а вот проката нет. Ты его не купишь, ни за какие деньги. Любая труба квадратная она, или круглая, она всегда будет ржавая и кривая. Каждая труба в пачке, будет разная, у каждой трубы, будет свой неповторимый шов. Одна труба будет варится, следующая нет, вторая будет гнуться, третья не будет сгибаться ни при каких условиях, четвёртая будет ломаться, у пятой не будет заходить дорн, у шестой будет нарушена геометрия угла, у седьмой будет разная толщина стенок, у восьмой будет столько ржавчины, что ее не будет прожигать лазер, а девятая и десятая будет просто гнутая и у всех будет центральное отверстие не по центру и все это будет в одной пачке и во всей партии, откуда бы эта труба не пришла, она будет разной. Мы всегда об этом говорили и всегда нам выдавали всякие говорящие головы, идиотские советы. А вы покупали в другом месте, а вы искали? Или, а вы наверно плохо искали? Попробуйте в другом месте. Да мы уже за 30 лет столько этих мест перебрали, столько разного попробовали, что вы себе представить не можете. Всегда искали, всегда покупали, везде и все время одинаково получали дерьмо. Неважно как ты покупаешь и как тебе привозят в вагонах или на машинах, в упаковках или без, с юга или с севера, если это металл он будет всегда ржавый, кривой и с непонятными свойствами. Мы и на заводы выезжали и убитые прокатные станы смотрели и слушали рассказы ветеранов, как они на этих прокатных станах войну выиграли, мы все это знаем, но что парадоксально, если где-то построили что то новое, там же выпускают такое же, как и на старых линиях. кривое и ржавое. Плохой прокат с открытым хранением, это наша визитная карточка. Вот и снуёт толпа людей новой профессии, которая должна перебрать и отсортировать. Только потом можно что то в ручную поставить в станок и ни каких автоматических подач, и только большая красная кнопка, ручной остановки, главный и отличительный знак нашей автоматизации. После переборки можно всегда из этого прокатного металлолома, за который ты заплатил полную цену, делать или забор или тренажёр, и ещё что ни будь. Какую то часть придётся выбросить то есть отправить в виде металлолома на переплавку. Дальше начинается уже другие мозговые гики, как по месту сварить, в ручную, красивое изделие. Как скрыть эти позорные швы, куда и как и развернуть, и в какую сторону поставить. Ну какой робот решит эту задачу? Как все это зачистить и сделать незаметным, как это закрасить. Как в шагреневую краску еще добавить реструктуризатора что бы закрыть это позорище. Если мы покупаем отечественные подшипники. Можно сказать следующее, ни один подшипник ни похож на предыдущий. Каждый подшипник индивидуален, у каждого свой характер и своя душа. Один крутится, другой щёлкает, третий не лезет, четвёртый проваливается, пятый при посадке разваливается и все рабочие заняты или пресованием подшипников или их выпресовыванием, все в этом бесконечном процессе, все работают. Люди заняты, люди загружены, они постоянно что то перебирают, гайки, болты, рулоны, пачки, ёмкости и это постоянно. Ты всегда знаешь точно, все болты разные, не важно большие они или маленькие, они всегда будут разные и если тебе удалось закрутить болт или гайку, то заглушка на ней будет отдельной историей. Заглушка обязательно не залезет или на крайняк вывалится, так как головка будет всегда другой, она будет непредсказуема. И вот уже организуются новые профессии. Одни меряют, другие перебирают третьи теребят, четвёртые переливают и смешивают. Фанера не лезет на станок, дермантин обсыпается, пластики залипают и не перемешивается, полиуретаны не вспениваются. Что надо делать, надо подумать, что то надо добавить. Заводы уже не стесняются. Ответы простые. Наш последний технолог наша последняя бабушка, мы на неё всем заводом, всегда молились, мы ее все любили, она уже умерла, но мы вам там отправили, вы там сами пробуйте. Мы вам разных порошков и химий насыпали, вы там сами смешайте что то может у вас и получится. В каждой бочке сырья загадка, в каждом рулоне сюрприз, и ты уже оцениваешь людей по другому мастерству. Как человек там на глазок что то, там добавляет, что то с чем то мешает а вдруг это начнёт работать. Резина на одном поддоне может быть десяти разных сортов с десятью разными свойствами. Специалисты это теперь те, кто быстро перебирают руками и на глаз определяют что то. Надо всегда отделить годное от негодного, мы по запаху уже ориентируемся, из какой баночки и куда налить что бы заработало. Прямые поставки с предприятий превратились в театр абсурда, когда присылают правильно составленные сертификаты и абсолютно не соответствующие с этими и сертификатам продукцию. Да, жизнь просто кипит, и это не романтика, это суровые наши будни. Да это не в одном фантастическом романе, не описать. Этого дерьма, хлебать не перехлебать. Вот только немцам я этого рассказывать не буду, за это стыдно. Мне не хочется что бы они в нас плохо думали, что бы они в нас веру потеряли. Классные специалисте, знающие своё дело. Обязательно их выслушаю и со всем соглашусь, а что ещё мне остаётся делать, вот только ни один совет не пригодится. Будут до воскресенья с ними работать. Лишняя учеба мне никогда не помешает. Ситуация весьма знакомая. Пусть не до 100%. Но всё же близко. Взято отсюда https://www.facebook.com/vadim.markelov.9/posts/15135418421085944 балла
-
Примеры в студию, желательно с фото! Были такие примерки - неудобно. Для сверления использовалось устройство Ридгид для сверления труб с цепным зажимом, очень удобная штука кстати... но по скорости выполнения работ проигрывала, т.к. на каждой точке сверления надо выставить два положения, в ручную это занимает время. Всё универсальное хорошо когда надо сделать одну или две таких трубы, а когда разговор идёт о сотне труб, уже лидирует специальные приспособления. Если есть уже деньги - сравним по деньгам... плазма нормальная типа Хипотерма 150 т.р. уже в два раза больше по бюджету, я не говорю про лазер , а главное учимся читать вводные.. для кого писал о шаблоне... очень простое решение и главное очень удобное при серийном изготовлении сотни одинаковых деталей, когда труба небольшая ( не 6 метров) и всегда отверстия на одной координате во всех трубах... а когда 2 листа формата А1 и там мелким шрифтом координаты сотни труб по номерам и с размерами на каком месте сверлить, как в этом случае, сотни шаблонов? потом аренда склада шаблонов, учёт, лучше компьютерный с маркеровкой каждого шаблона и автоматическим складированием.... я думаю понятно к чему эти шутки. В последствии данное устройство переделали сверлить в трубе 12 метров, такая возможность у него есть, что ещё сократило время на работу... Кстати готов поспорить, что туже работу как вы сделали с помощью шаблонов я выполню быстрее на своей приспособе! вырезать такое отверстие коронкой быстрее чем плазмой...плазма в данном случае выигрывает по универсальности и расходникам.... хотя если учитывать стоимость самой плазмы то столько можно купить коронок что сверлить можно всю жизнь :-)) Плазма конечно вещь!!! Но я бы сделал для серийки что-то вот такое https://www.youtube.com/watch?v=-SYfcveqCx4 Я не претендую на гениальность решения, опубликовал аля может кому пригодится...4 балла
-
@konstantinXX, Кость , да фрезой тоже быстро 15мин и нет чудо шва ну и рашпиль довел площадку стыковки пости до совершенства и главное я доволен и по другому не могу да и не хочу. Тем паче интеркулер доставлен из столицы и сказали главное сделай , деньги не главное. Спросил а чо Столица не взялась , на что они мне какая столица все "пьяные " и гуляют кто где кто на даче кто еще где и очнутся теперь числа 10мая не раньше.4 балла
-
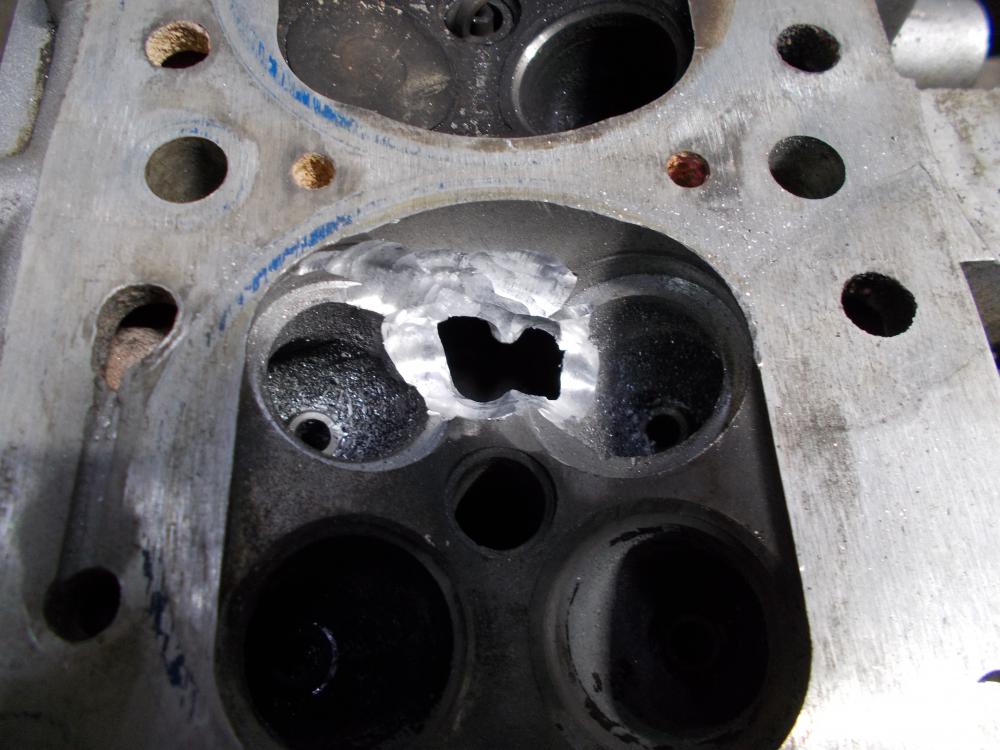
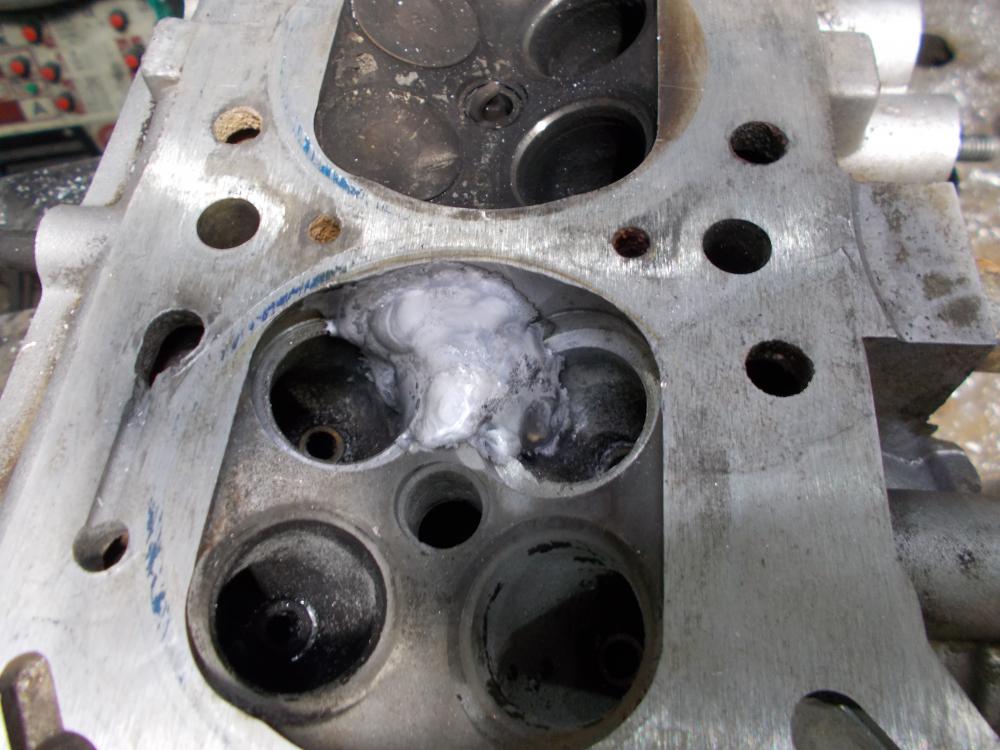
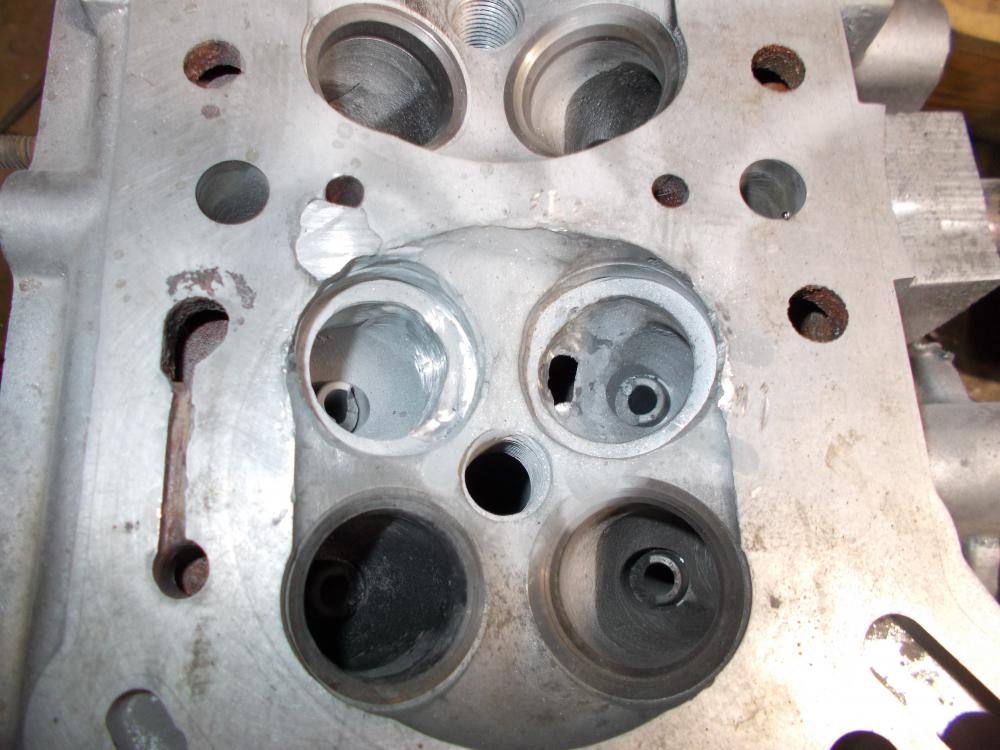
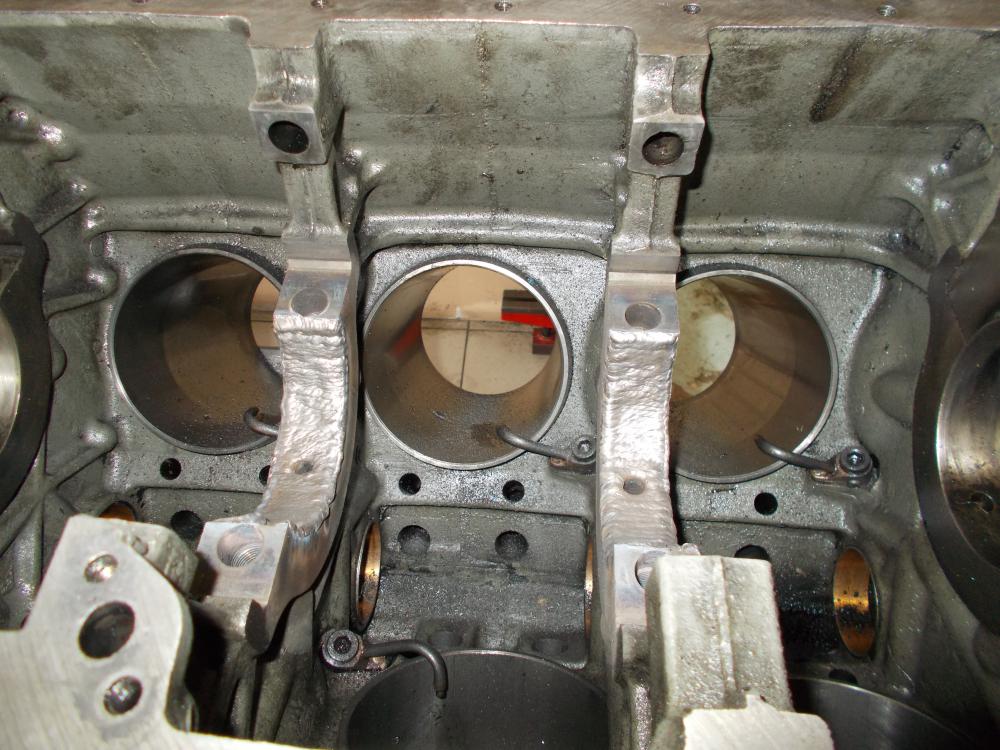
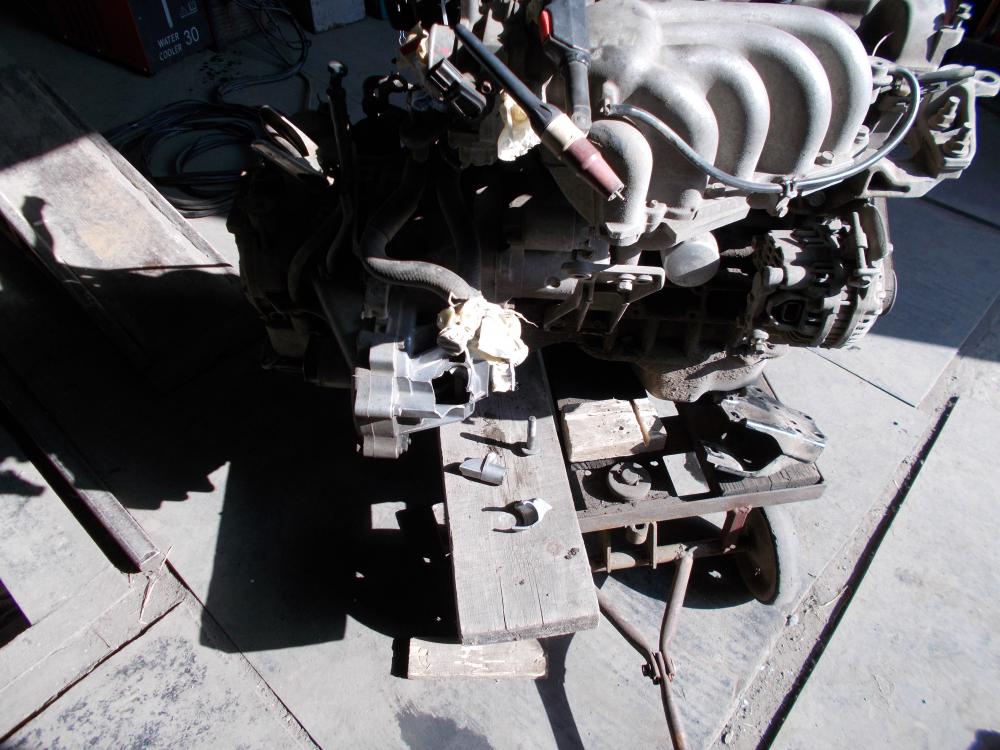
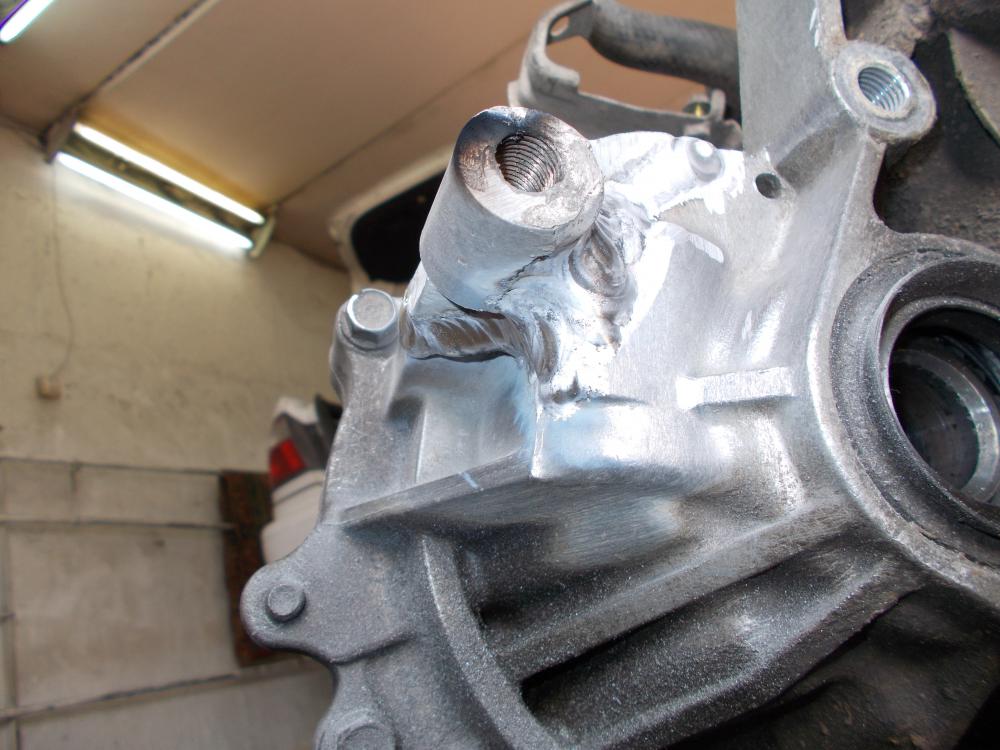
По возвращении из командировки меня ждал некоторый завал разнородных мелочей. Пришлось как в мастерской поработать, так и на выезде. В первый же день-натащили головок блоков. Самое простое-межседельная трещина, не успевшая проникнуть в каналы рубашки охлаждения. Но, так бывает не всегда, чтоб "спецы" не набедокурили. Следующих "пациентов" уже покалечили. Здесь-трещину даже не разделывали, а просто навалили сверху... Вот она, трещина. Кромсаем шире и глубже. Завариваем. Этого "пациента" пытались калечить аргоном, диметом и сиалоком. Ковыряем и находим горстку "артефактов"... Греем и варим. Пока головы релаксировали в теплоизоляции-проехался по автосервисам. Заглянул в цех агрегатного ремонта, наварил пару постелей коленвала в КамАЗовском блоке. В кузовном цеху, пока кузов тянут на стапеле, залатал картер АКП. Прокатился до автобазы, подлечил подвеску "шаланды". Мой неизменный спутник для мелкой сварки. Срезал старые, разбитые шайбы, приварил новые. Остатки сайлентблоков-выжигал автогеном и выпиливал сабельной пилой. И только на первомай-позволил себе немного посачковать.
4 балла
-
@tehsvar, хорошо что она продавец, а не врач3 балла
-
Первая в этом сезоне,протерлась.
3 балла
-
@pash0k,чистить надо до блеска для начала.3 балла
-
Много куда не влезет по габаритам. Плазменный резак ближе к работе в клаустрофобии и быстрее. Магнитный, или любой уровень закреплённый на трубе, даст ось неограниченной длины. https://www.youtube.com/watch?v=GgeyTUTPx1w
3 балла
-
По моему хотению, по настойчивому приглашению, направился я в царство-государство соседнее, для установления контактов с О(рганизованной) П(первичной) Г(руппой), в городище Саратов обитающей. Из города родного на птице стальной домчался до поселения Прикордонного на реке "Яик" стоящего. Потом на кибитке местной в княжество московское. Чтобы в толчею, батраками наёмными, из страны южной, не попасть, и грамоту на посещение взять, ямщиком в разумение поставлен , и скоро лишены препонов были, и грамотой от контроля кордонного по царству союзному до села Ершов продолжили путь.И лежал мой путь средьпросторов немысленных, и кругом красота разливалась, что не умом её не объять , ни чем другим попроще. В селе на станции ямщицкой , кибитку вольнонаёмную сменив на регулярную, по тракту федеральному, с колдобинами и ямами шедевральными, добрался до городища на берегу реки Вльга расположенному.Встречал меня люд по форуму знакомый и приветливый. Препроводив в палаты каменны, в тереме высотном расположенные, за пиром добрым, повели беседу застольную, о делах артельных и жизни нашей.Придумав план культурного визита мест городских, легли почивать на перины пуховые. Так и закончился день встречи, я с дороги уставший, хозяева в ожидании измаявшиеся , о прибытии гостя долгожданного.Продолжение следует.
2 балла
-
... за себя говорить не имею права.П.С. вспомнилось : в Америке был опрос автоводителей с вопросом - считаете ли Вы себя хорошим водителем , 98% ответили утвердительно ДА .2 балла
-
@tehsvar,пора уголовную ответственность внести за "мусор" в интеренете =)2 балла
-
Подобрать можно минут за 5, делов-то.2 балла
-
@caelum, оперативно не снять. Сварщики и сварочный стол уезжают на очередную выставку. Сейчас выставки идут чередой с конца марта в Новосибиске, Минске, Петербурге... Поставили в план полноценный ролик по настройкам аппарата в разных режимах. В двух словах впечатления сварщиков такие, что по стали вопросов нет. Всё работает в обычном и в пульсовом режиме. С нержавейкой в пульсе аппарат несколько капризен к качеству проволоки. Если вы находитесь в Петербурге, то вы можете приехать в демонстрационный зал на тест.2 балла
-
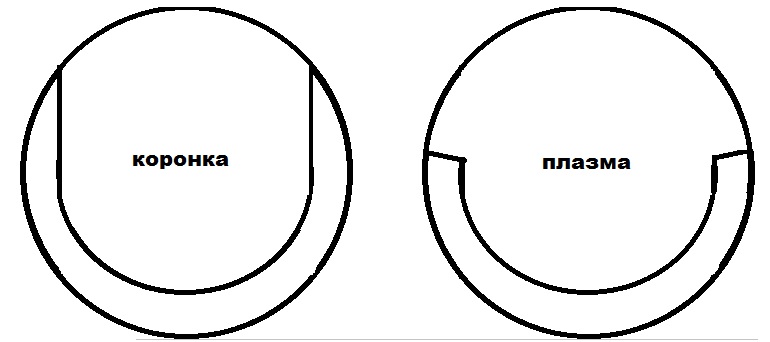
Да всё так же, как и с коронками - под врезку трубы шаблон (коронка) соответствующий её диаметру с четырьмя опорами, на шаблон уровень - это в случае если нужны отверстия по линии. Там в 76-ю врезка 57 трубы, предлагаю переосмыслить заявление о споре))). И когда диаметр врезаемой трубы приближается к условному проходу той трубы в которую она врезается, то применение коронок вообще не гуд. Ибо направление реза не попендикулярно стенке, при сварке возникнут некоторые сложности из-за тонкой стенки на краях. На видео у меня плазма в тех местах не до резала, и после снятия шаблона недорезанное было попендикулярно поверхности дорезано, т.е. без этих недостатков. К слову, шаблон с отверстием под овал позволяет врезаемой трубе опираться на ту, в которую она врезается. Это освобождает врезаемую трубу от оформления седловины при врезке под 90 градусов. Такое вот очень практичное некруглое отверстие. Как накоплю денег, то закажу нотчер у @АндрОв.
2 балла
-
@Риэлтор,на курсах не объясняли что ли,что место сварки нужно чистить и что эл-ды бывают разные,и что нужно за ними ухаживать,или вы их из лужи брали и варили?2 балла
-
По заведенной традиции, на 1 мая еду на дачу ОДИН! Для семьи еще холодно, а мне нормально. Поработал, поспал, в баню сходил.... И решил ВДРУГ на рыбалку сходить. (а вообще не рыбак, ну не люблю это дело) Накопал червей-пошел. Рыбалка прошла быстро!
2 балла
-
@pash0k,вы не с того начинаете учиться.Это сложное соединение даже для опытного сварщика,вы не видите сварочную ванну и не отличаете шлак от металла,отсюда все беды.Вам правильно сказали,что необходимо зачищать перед сваркой-меньше шлака будет.Трещит скорее всего шлак при остывании,а не ваша сварка,которой там в общем то и нет,только пара прихваток.2 балла
-
Ну и собственно "кондиционер" души моей
2 балла
-
Вот еще пара 19 радиус,по табличкам от бмв и химсостав с магнием,но характерного оттенка дуги не увидел,варил 4047.У одного трещины по сварке,на котором кусок приварен,вскрытие показало,что непровар,но еще удар как раз на это место пришелся,прямо в центр,в общем фиг знает,может и с проваром бы лопнул.
2 балла
-
Лучше 22 мм, это под 1/2 трубу.2 балла
-
Вот такая штука вышла.
2 балла
-
Не согласен. Далее в контексте слово я равно слову мы. Я развалил систему промышленности? Я плохо управляю производством? Я не даю развиваться людям у которых множество отличных идей? Я не даю реальное финансирование и разворовываю деньги? Я продвигаю за взятки безграмотнейших тупых подрядчиков? Список можно бесконечно продолжать. Что мы можем изменить? Реально? Ничего.1 балл
-
@Alex_DRUMMER, .1 балл
-
@selco, приятно посмотреть на тезку, есть на кого ровняться ))1 балл
-
C оплатой так никто не работает.ЭТО просто уже Анахронизм!!!! И у кого то на заводе еще советский союз в голове,с той еще бюрократией .Послюнявить каждый листочек с со штампиками квадратными ,треугольными или круглыми. Щас ВСЕ нормальные организации и ИП, у которых есть движухи с транспортными работают очень просто-делается предоплата на счет ТК. И в конце квартала или месяца акт сверки ...И никто никого не ждет.Спокойно приезжают забирают груз без проблем, в любое время.1 балл
-
@Mikhailsvarka,вопрос поставлен не корректно.Какая быстрее сгниет?Конечно 430-я.1 балл
-
Крайне не удачный выбор материала - что по толщине , что по геометрии . Плюс ко всему опыт ( за подготовку материала уже подметили ) . И вопрос , что вы хотите из всего этого получить на выходе ? Если столик а-ля поучиться - это одно , если же полноценный стол , то это другое . Второй вариант будет сложнее . Если уж есть желание из этого металлолома что то сваять и нет возможности изменить выбор материала , то , как вариант , изначально наварить на трубчатый каркас пластинки металла ( сварку делать в верхней части , где пластинки ложатся на трубу - самое удобное и лёгкое место ) , а затем уже сверху положить имеющийся лист и прихватить его к пластинкам . Момент позиционироваия пластинок в плоскости можно решить при помощи обрезка профильной трубы . И избегать фанатичной сварки , дабы хоть как то снизить коробление конструкции .1 балл
-
резкое падение электропроводности банальный отжиг произошёлРаскисленная медь в качестве присадки, при соблюдении технологии, даёт шов близкий по электропроводящим свойствам к основному металлу.1 балл
-
@Точмаш 23, Виктор я не сомневаюсь в твоих знаниях и сварке , но я не много про другое хотел про видео сказать . А именно как сам Форсаж отработал то есть его электроника да еще в СО не одной даже малейшей "запинки" и что бы было в смеси и провар и шов ровнее . Я вот когда был Merkle MobiMIG180 замечал за ним такое нет нет да "!поперхнется" то есть не большой но сбой и на разных материалах да тем паче в смеси и это говорит что электроника сбой небольшой дает может по подаче а может и по дуге и главное не на моем одном и у других такое наблюдалось , вот большой Меркле на том такого нет и он "поет".1 балл
-
Неужели на заводе не чувствуют интерес к сварочной продукции???Что это востребовано.Люди постоянно интересуются их продукцией.Читаю форум их на сайте..Пользователи просят завод внести некие модернизации,а в ответ отговорки и отмазки...Это так трудно приделать какую то смешную ручку для дешевого бытового аппарата ,поставить кнопочку или переключатель, или сделать универсальный сварочный аппарат для всех случаев???Или еще куча разных просьб ..И все без внимания.Не чувствуют они пульс народа...Им и впрямь оборонка важней.1 балл
-
Вот сегодня интересный диск приехал так как с лица доступ не очень хороший, пришлось варить с внутренней стороны в три прохода, из-за толщины разделка получается широкая. с лица разгладил обратный валик с небольшим добавлением присадке. вылет электрода на лицевой стороне мм15.
1 балл
-
@Вад11,а зачем мне вокруг чистота?А место пайки всегда пескострую корундом,без подготовки думаю вообще не запаяется.вот так подготавливаю,кстати писал уже об этом.
1 балл
-
Иван, ПАНЧем на холодную.1 балл
-
Катализатор от шевроле круз, переход на евро 2. Возврат в аутентичное состояние... А внутри пусто, обычно ставят пламягаситель, но... хозяин-барин...
1 балл
-
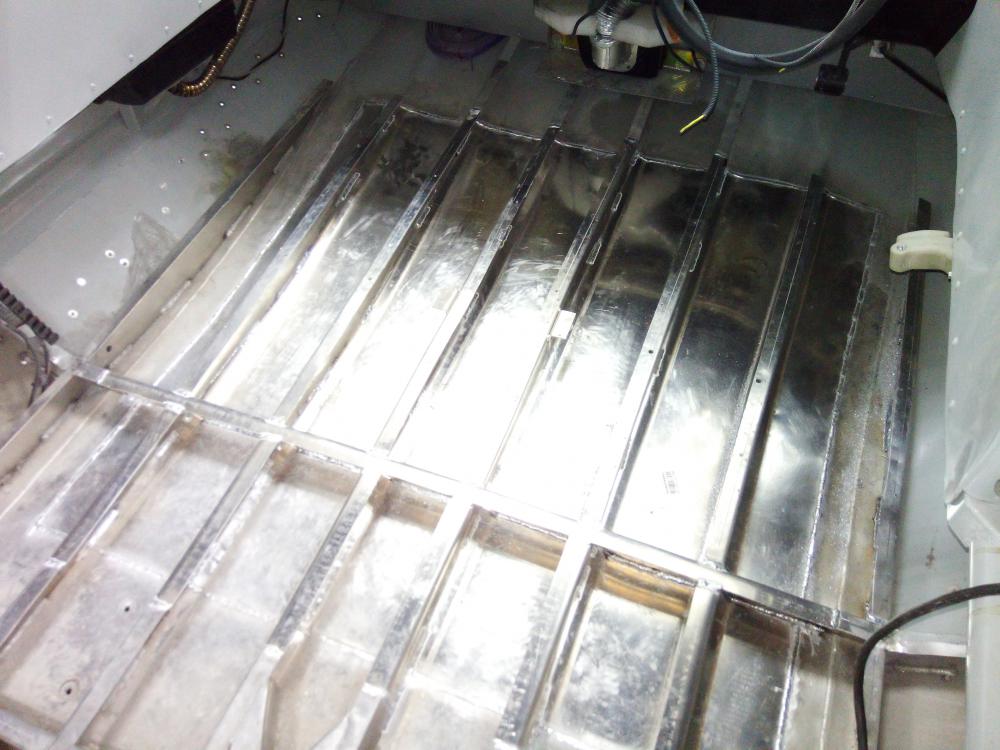
Как-то я уже ремонтировал подобную лодку (аэроглиссер), но там был "перевертыш", а тут другая ситуация. В тундре, где "кругом пятьсот", напоролись на железо "якорного типа", которое не видно было под снегом... Пропороли лодку насквозь... пришлось вырезать вот такой кусочек ибо все было растянуто и погнуто. Ну и востановление. Часть прогонов удалось восстановить, ну а часть пришлось самому гнуть. Материал АМГ2 3мм.
1 балл
-
А у нас затишье, перед бурей. После майских нужно будет сделать все и сразу, а лучше позавчера=) Модернизировал гильотину, 3-х зонной подсветкой(3 диодные лампы, независимые, то есть включить можно любую из трех отдельно. Очень удобно когда рубишь мелочь.) . На пороге майские, а у нас в цеху нет мангала! Нужно срочно исправлять, по старой схеме сваял на скорую руку. Лист 1,5 проф труба 15, ножки уголки из листа 1,2.
1 балл
-
Подтверждаю. 21 мм-маловато будет.1 балл
-
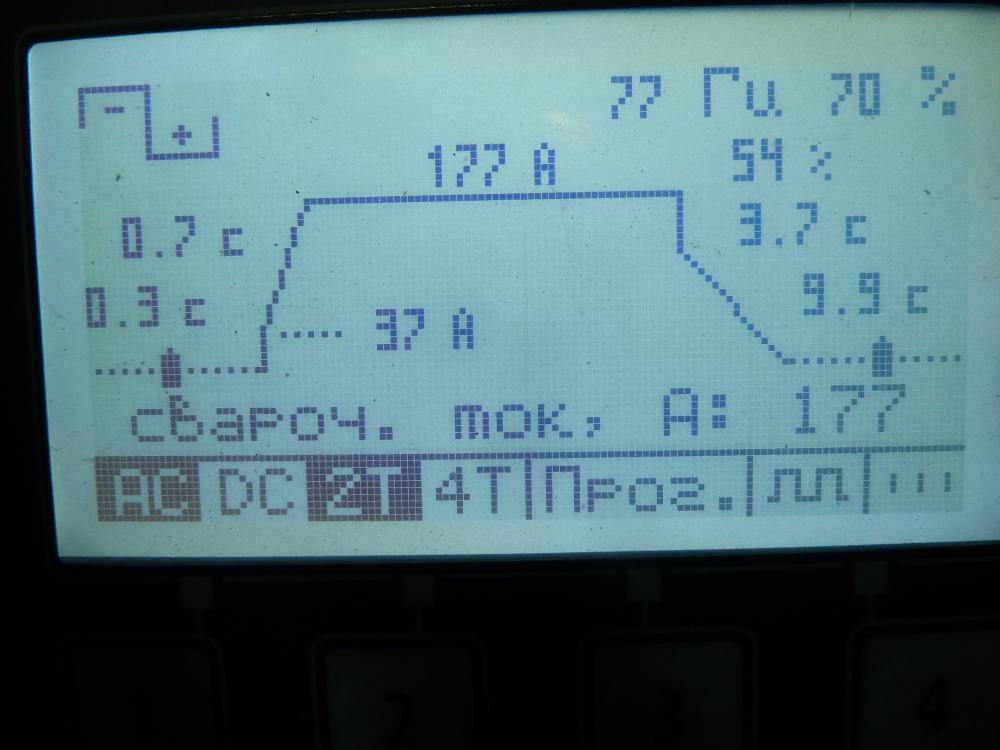
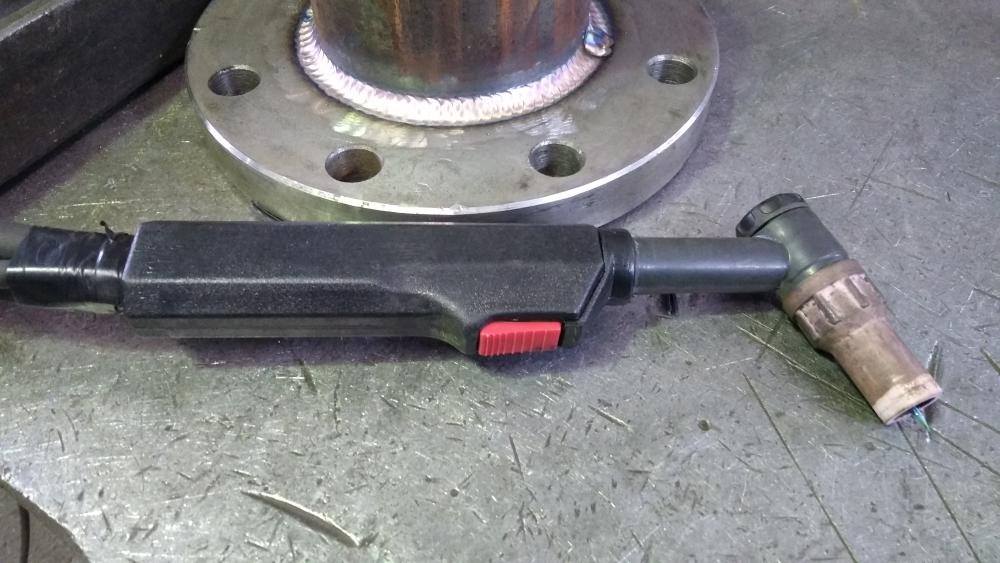
сТАРАЯ совсем , но сделал новый шлейф , мягкий как у америки из подручных средств. http://websvarka.ru/talk/topic/6118-kak-sdelat-shlang-paket/?p=160017 Не Вадим она сегодня поработала аж сопло красное было и все с ней хорошо . Вот хотел я уголок на этой штуке проварить ПА Хелви , но катухи 200мм с 4043 не оказалось. Большой ПА не охото было тащить и вспомнил про 9ку ну и справилась и с деталькой от ружья но там всего то 47А , а вот на этой бандуре 177 А , но правда только внутри ей прошел а снаружи старушка АГНИ на этом же токе три шва и почти без перерыва ей охлаждение до фени и не такое видела.
1 балл
-
Вот ещё пару будней. Собрал вольер для собаки из ***** и палок. В качестве доноров служили оцинкованные короба окрашенные краской, ржавая арматура и 32 ржавая труба вся в бетоне (привезёнными щедрыми людьми для сего изделия), а так же 11 метров проф трубы и 5 метров 25 уголка из моих запасов. В такие моменты я хочу быть наёмным рабочим А тут подлатал манипулятор, латал за другим не известным сварщиком или не сварщиком Латал такое, в паре мест вырезал куски, в паре мест просто обдирочным канавы проделывал, где то прям в этих местах куски вылетали... Получилось как то так. Ручонки к ручнику крайне редко прикасаются, нужно больше практики. Электроды лб52у ток 55-62А.
1 балл
-
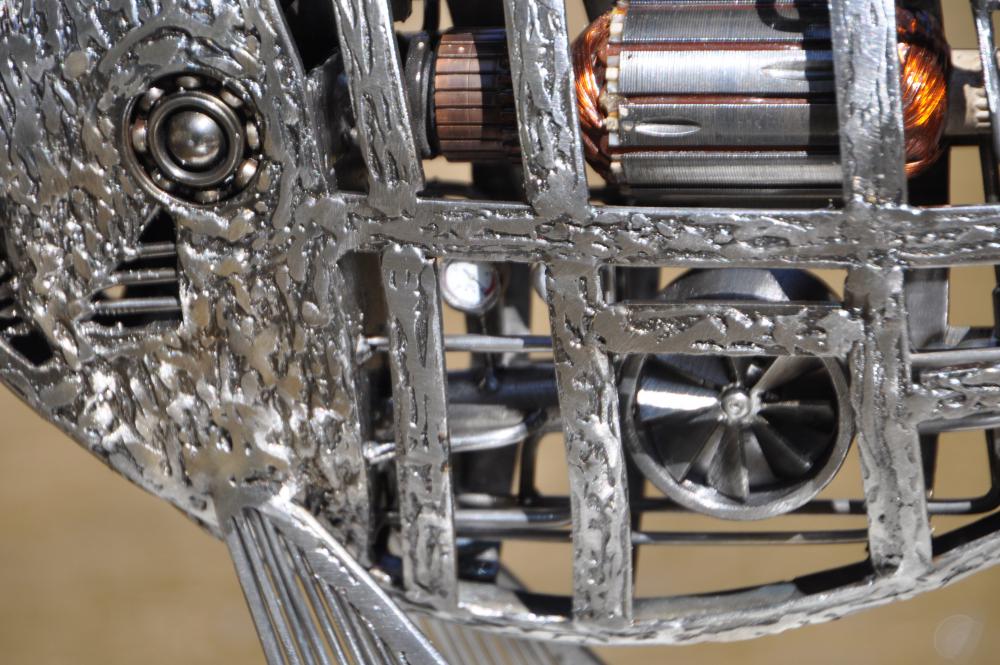
К нашим берегам прибило ещё одну рыбу. Длинна от головы до хвоста 55см.
1 балл
-
Не повторяйте такое ! Уменьшение ширины дисков.Машина передвигаться по болотам будет, скорости небольшие. Тех.ком. такие переделки допускает.
1 балл
-
Скоро будет танковая рота. Это уже седьмой танк который сделал. Длинна 40 см ширина 15. Танк Т-55
1 балл
-
ВД-306 и балластник РБ-302 . Перепутал цифры и ввёл в заблуждение . Пардон , внесу поправку . А вот и он , со стороны , целиком как то не удосужился его снять ( не нашёл , по крайней мере фото ) . По ссылкам - такие же древние . На первом снимке "более современный" , не такой ушатанный внешне .
1 балл
-
НЕудачная покупкаОстерегайтесь подделок! -подделка с лева -обратите внимание на резинки -за место угольного слоя лоскуток черной хрени(ткани) -раздеребанил б\у для сравнени -для определения оригинала достаточно поцарапать по торцу и посыпится угольная пыль.
1 балл
-
Серость будней разбавил удовольствием для души и тренировки для , тем более ситуация , как всегда - нет проволоки для ПА , но есть газ , есть проволока , газа нет . Служба работает "на отлично" . К тому же , и горелку новую обкатать - спасибо Георгию ( @Георгий 11, моё уважение , коллега ) , да и БВО к работе привлечь , а то стоит , прохлаждается . Аппарат "Форсаж-160АД" , ток 150А (в защиту не ушёл ни разу) , присадка 2,4 (Бохлер) и 3,2 (Барс) , вольфрам 2,4мм(церий) . 2 прохода .
1 балл
-
Электрод не колбаса, потянет за собой: соответствует ли ваш аппарат(ы) заявленным параметрам для этих электродов и скорее не на писульке к аппарату, а имеет ли он соответствующую сертификацию и т.д. и т.п., плюс стабильность и параметры электричества, аттестацию сварщика выполняющего работы и ... Ещё и производитель проверил в своих условиях и явных проблем не выявил... Я никого не упрекаю и не отговариваю, просто, прежде чем нападать на мельницу, стоит реально оценивать свои шансы на победу. А потом, окажется несоответствие условиям хранения в промежуточной точке на пути от производителя до потребителя и производитель в таком случае ни при чём. Просто мысли вслух, не использовать как обвинения или красную тряпку.1 балл