Лидеры




Популярный контент
Показан контент с высокой репутацией 28.04.2016 в Сообщения
-
Почти полгода не касался сварки трубы ПА , мелочь не в счёт . Дорвался , немного , правда . Отводы продолжают радовать , уже и 219 с сюрпризом - надо звонить президенту , чтобы навёл порядок в этой сфере . Иначе - никак . "Разбил" по-братски , сварка с визуальным контролем Очередной объект на стартовал на место своей дислокации
 15 баллов
15 баллов -
собрал все в кучку , теперь инструмент брать в руки приятно и работать намного приятнее трубку нашел полипропилен ,обрезок был, сами ручки подгонял сразу в станке чтоб было чуть больше 20мм в ф и смотрятся интереснее с белой трубкой и заподлицо как раз вышло с ручкой пару ручек сделал для дверей у верстака 3 ящика у меня там мелочевка разная .так вот они сиротинушки были без ручек,нарезал я клопов так сказать шуткой.маслят ) в получились удобные ручки , на саморезы 36 по дереву посадил и все туго закрутилось
9 баллов
-
паял кастолином.
7 баллов
-
Интеркуллер
7 баллов
-
@BelaZZ, Шикарно! нечего сказать, смотрю шовчик полумесяцем если не ошибаюсь, мне так тоже нравиться шовчик вести (попозорюсь маленько)...
6 баллов
-
Отмечусь. Ругать уже поздно, куплен Lorch T220 . В воскресенье выкроил время помучить его(дома ремонт). 30 герц переменка, сразу подумал что что-то не так, ан нет. Звук мягкий и прям успеваешь замечать смену полюсов. Горелка пока TBI SR17, лежала без дела, а купить оригинальную бюджета уже не нет и по ходу надолго. Диагноз - сам себе поставить не берусь, но по ходу оно .6 баллов
-
Спинка и поддержка для кофров на Drag Star
6 баллов
-
нет нет ) каждый день хоть по точке но сверкаю )5 баллов
-
Стальной бак ГАЗ , луженый с наружи но .... , заплатки и CuSI3
5 баллов
-
Запах, знакомый с детства. Ну и вкус, естественно тоже. Только из печки. Раньше бабушка такие делала.
4 балла
-
Звонил и договорились , проволочку на пробу примет Сергей http://websvarka.ru/talk/user/5863-metromaxi/ , он все равно на днях ко мне собирался . Вот и испытаем с ним вместе.4 балла
-
Хочу такую же.
4 балла
-
@МАГ, Валере @selco, почти в Москве и его опыту можно доверять не проверяя.4 балла
-
Всем привет, меня зовут Руслан. Где то два года работал монтажником дробильно-размольного оборудования, там в каждой бригаде был сварщик. Иногда просил у них держак ,поварить, в общем, было интересно. Запомнилось, как удивлялся, когда старик сварной электродом "пятеркой" приваривал "американку" к трубочке ,по которой шла жидкость на домкрат для подъема мельницы, я ему говорю - может, "троечка" нужна, а он - да какая разница.. Заварил, давление дали - ничего не течет. В другой раз пришел к нам после училища сварщик, по третьему разряду. А там такая штуковина, бутара называется, метра 2,5 в диаметре, по виду - как конус усеченный, с одной стороны фланец по большему диаметру приварен (этой стороной бутара к мельнице крепиться), внутри из прямоугольных пластин несколько спиралевидных витков от одного края до другого, и отверстия миллиметров 20 диаметров по всей поверхности конуса насверлены, довольно часто. Так вот этому сварщику дали гайку М75 или М65, где то так, и сказали приварить её по центру тяжести этой бутары, что бы потом туда трос просунуть , в петлю кусок арматуры и мостовым краном куда надо ,доставить бутару. Два раза он эту гайку швом обошел, потом мне говорит - переживаю, не оторвется ли? Ну в общем, не оторвалось ничего. В те же годы у электрика на работе купил с доставкой сварочный самодельный трансформатор, кило 40, не меньше, кабель по объявлению приобрел, тяжеленный, начал варить ворота на переулок. Электроды липли, варилось тяжело)) Потом понял, что это были электроды УОНИ. Некоторые электроды варили нормально, я примечал, что у них обмазка в крапинку)), а не чисто светлая. Потом к нам повадились местные медвежатники, и увели из сенец и велик, и сварочник (на багажник небось поставили). Ну и ладно. Потом, уже через пару лет, приобрел "Хелпер", тоже интересная история была. С трех фаз у меня провода идут от счетчика на колодку из эбонита, с зажимами под винт, и там никак я не обозначал, где ноль, где фаза. Под винты я обычно крепил удлиннитель для сварочника. И вот стал пробовать Хелпер в первый раз. И чего то переклинило, и проводки закрепил не на ноль/фаза ,а на фаза/фаза. И индикаторной отвертки че то под рукой не оказалось. Проверил лампочкой - горит. Ну думаю, все норм. Включаю Хелпер - трах бабах дым. О мать твою, думаю, не повезло. Отнес в магазин, поменяли, удивились, что брак, но поменяли. Приношу новый домой, история повторяется. Но второй крепче оказался. Потом, когда я спалил магнитофон кассетник, до меня дошло, что лампочка то может гореть и на фаза/фаза и на фаза/ноль, а серьезный прибор на фаза/фаза перегорает. Ну, сделал фаза/ноль на переноску, включил уже опять второй Хелпер, ничего, работает нормально. Хотя все же что то в нем навернулось. Но работает. А сейчас у меня САИ200, с повышенным током на зажигание электрода, немного электродов ОК46 и МР3. Потом на стройке год работал сантехником, пробовал газовой горелкой чего как поделывать, запомнил, совет, что эжектор лучше вынимать, так как если надо вырезать отверстие в трубе, то он не позволит. Потом закончил курсы на электрогазосварщика и два года работал в гостинице на сантехучастке сварщиком. Запомнилось, как надо было сделать шов на стыке 76й трубы, через операционный вырез, сделал вырез, болгаркой, потом варю стык изнутри горелкой - а металл не сливается в расплаве, а ложится отдельно . А там солевой раствор, в общем по трубе этой качают насосы, такая там система охлаждения, для охлаждения холодильников с продуктами, больших таких. И соль, высыхая, не дает сплавиться металлу. Только электродом смог пройтись и надежно все получилось. Там же узнал, что на трубе надо проходить шов дважды, для надежности, что бы не гонять людей зазря воду спускать. Там мне дали за счет организации поучиться на курсах аргонодуговой сварки, это дело хорошее, только постоянно этой сваркой не варил, только шов на фланце разгонял, да запаял трещину на полотенцесушителе, это из полезного. Потом сократили. Через год после, работал сварщиком два года на монтаже металлоконструкций корпусов одного завода, там работа на высоте была, с монтажным поясом, там чего то устал сильно, лазить по прогонам этим ( это швеллеры, которые по типу досок на стропилах, только крыша не деревянная, а из металлопроката). сейчас в одной электромонтажной конторе сметы делаю, и всякие акты и бумаги. иногда дома по хозяйству сваркой делаю дела.4 балла
-
@Nikoley,Даже не собирался никого убеждать. p.s. главное я знаю (китай igbt шлепает, полляки собирают, есаб продает).
3 балла
-
http://cs633624.vk.me/v633624599/26106/qPitmrFAos8.jpg3 балла
-
@metromaxi, молотком по горячему, пока шов не остыл. там только лёгкая проковка нужна, а не со всей дури ложится короткий шов (100-120 мм) и сразу проковывается. правда это относится только к холодной сварке. по полугорячей и горячей ничего сказать не могу.3 балла
-
Сергей возьмет проволочку и как ко мне попадет то с ним и испытаем . Главное есть на чем пробные швы положить , картер от бензопилы несколько штук валяются и еще что то магниевое есть, нужно порыться в "закромах". Немного терпения наберитесь.2 балла
-
@ssql,До появления инвертора, все сервисники, гаражники использовали трансформаторные ПА. Инвертор легче, лучше. Все перечисленные сварят и тонкое и толстое (если сварщик может).2 балла
-
Вот оно. https://youtu.be/yF3VfUd--Yo http://www.wonkeedonkeetools.co.uk/media/wysiwyg/19VP-Vice-Plates-Emily/19VP09/19PV-09-02_TBTW.jpg Ну кто первый нарисует и на лазере вырежет? )))2 балла
-
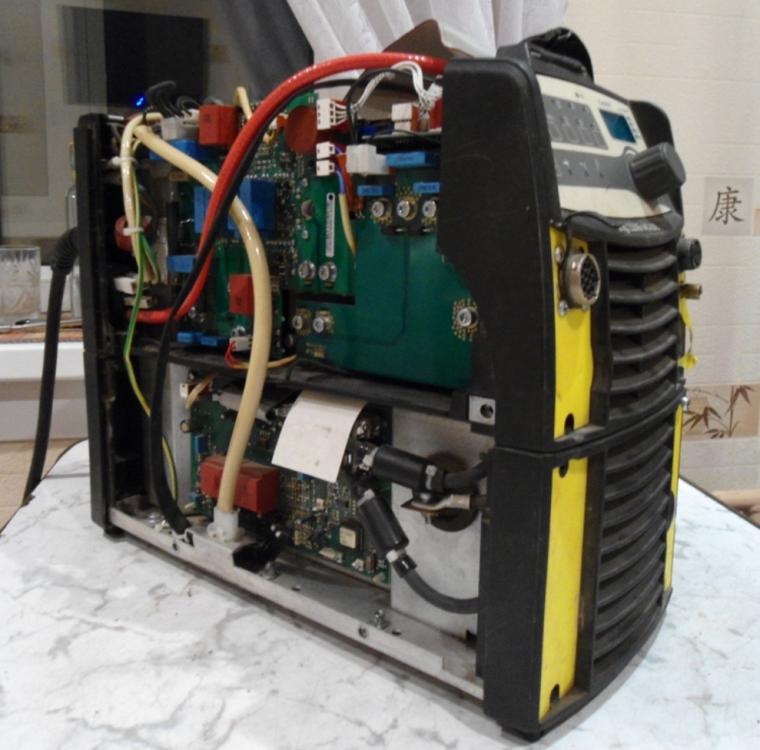
Вы бы хоть посмотрели кто есть кто. А потом про Эсаб и тупость говорили.Тут больше о Вашем невежестве пост говорит и о неуважении к обществу. Вырученные деньги от продажи этой платы для Эсаба капля в море. И им пофиг, кто и что будет переделывать.2 балла
-
дааа) бывает что то глючнет, я ее на солнце вынесу полежит и все ок потом )2 балла
-
прошу прощенья ! с днем варенья всех именинников !!! всех благ всего наилучшего
2 балла
-
На месте папы Барбоскина любой бы задумался..... А чего это дети все разной масти и породы....))))))))
2 балла
-
@МАГ,А за деньги,сколько будут стоить 2-3кг?2 балла
-
ворота в прошлом году делал в сентябре, вид с огорода, во двор. финтифлюшки в магазине покупал, краску под патину брал масляную из тюбика для рисования, разводил в полиуретановом лаке чутка, и слегка касаясь, кусочком поролона по поверхностям протирал.
2 балла
-
http://cs615817.vk.me/v615817376/9112/QanR5jdEByM.jpg2 балла
-
2 балла
-
@krech, ничего не имею против Вашей работы. Просто хочу сказать что ПАНЧ в полуавтомате работу эту не сделает (хорошо как хотелось бы). И даю советы не исходя из теоретических изысканий а на основе опыта. Чугун разный бывает на постелях? Нет наверное степень засраности маслом разная. Когда совсем плохо - выжигаю горелкой за несколько проходов. Становится лучше. Просто Вы швы поперечными косичками кладете, мне привычней в данной работе капли. На первых фото блок с самосвала Либхер, на второй партии фото МАН
2 балла
-
@ssql, Трансы капризны к сети, чуть просадка и он не варит а "срет", это главный недостаток, во всем остальном вполне удобоваримо. Вуди хорошо справляется с тонкими металлами, на чипмейкере про него целая тема есть, все его достоинства и недостатки, коих можно сказать и нет там расписаны вдоль и поперек - http://www.chipmaker.ru/topic/60578/1 балл
-
Спасибо, с Валерой ( Selco) надо будет попрактиковаться, как он там колотит эти швы. Вот ПАНЧ придет, мы и поварим чего-нибудь.1 балл
-
попробуйте 22-24 вольта и подачу поставить и быстро вести,ниточными валиками.Для любых работ оно подходит,у нас на заводе два вида сопел,покупные и свои.Так вот свои более живучие,так как стенки толще.Вот и все.А вопрос диаметра и труднодоступных мест решается парой ударов молотка.1 балл
-
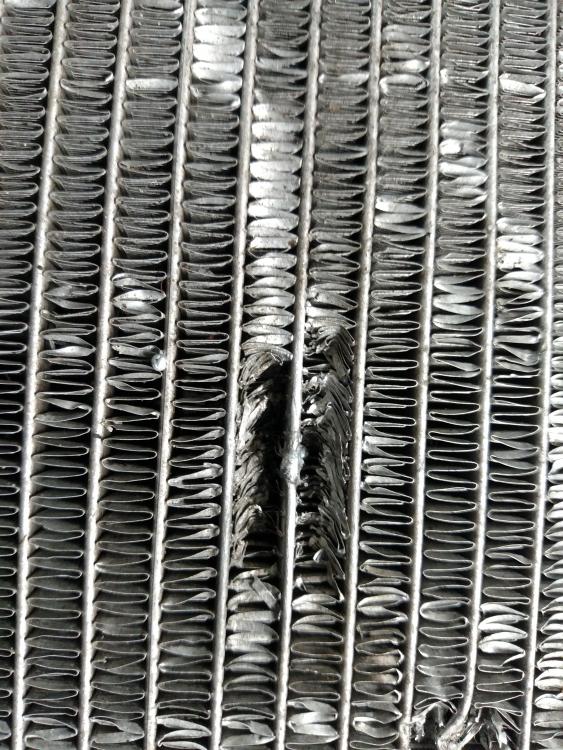
разбавлю тему. вот радиатор=) ровна как два от УРБ-эшки. у них крышки из ал швелера=)
1 балл
-
Покой нам только снится.Ремонт "кенгурятника".
1 балл
-
немного фоток
1 балл
-
так я на демо выгляжу
1 балл
-
@Max, для начала метал тоньше для тренировки возьмите.2-3мм-в самый раз. научитесь регулировать подачу проволоки и скорость движения горелки,тогда шов *ровный* получаться будет. сильно *вогнутый*- это уже брак.
1 балл
-
Всем привет,меня зовут Юрий.Начинал я свою деятельность до и после армии далекую от сварки,шабашил каменщиком и общестроительными работами.Три года работал на хозяина бурил скважины под воду и разводка в домах полипропиленом ,работа интересная но сезонная и адская особенно летом на открытой местности.Далее ушел от хозяина из за несогласия в ужуливании моего заработка и подался на местную автобазу в качестве слесаря.Cварке меня там подучил мой дядюшка и пошло поехало я стал фанатом просто всего что связано со сваркой,освоил рдс аргон и полуавтомат все что требовалось для ремонта грузовых машин и авто.Через 3 года подался в москву и попал на реставрацию большого театра а после работал в сантехниках варил трубы иногда и под контроль.Потом попал на нефтезавод строили обьекты варил трубы получил накс и пошло поехало есче больше, в итоге увидел вебсварку года три назад и понял что мне есче учится и учится.сейчас работаю на машстроительном заводе 5 разряд накс ко го нгдо по рдс и па.Очень рад своей проффесии и людям простым работягам с кем довелось работать.1 балл
-
Сегодня немного поварил аппаратом . Главное , что я понял , так это теорию мне читать - не перечитать . Тут не то что , алюминий - черный металл в ступор загнал с этими герцами , процентами - ни сном ни духом о них . Честно говоря , я и на Форсаже то пульсом крайне редко пользовался , и те редкие случаи обходились беглой настройкой пульса - цмыкает , да и ладно . До пульса на алюминии ещё не дорос - баловался в линейном режиме . Дугу держит уверенно , на прежнем агрегате рвалась постоянно . В режиме DC дуга заметно мягче в сравнении с Форсажем . В общем , мои дилетантские "зарисовки". Пару эпизодов на алюминии и один - на чёрном металле , пульс , "своим телом" почти . А это - валялась фольга какая то , с нержавейки , её попробовал сварить . Герц сколько то накрутил , ещё чего то добавил , что то убавил ... Разберусь - буду более грамотно изъясняться . Проволока - для сравнения - от ПА , Ф 1мм . Сбоку если смотреть на это "художество" , то полное рукожопство - потому , сбоку не покажу
1 балл
-
по поводу постоянки и ал (магний) раньше угольным варили, на лошадях по городу ездили, только че то не видать таких давно. вот как так то!!! а как вы заказ получили если сроду не варили ал? не понятно отношение как заказчика так исполнителя мое личное из-за таких специалистов теряется авторитет других сварщиков... работу берем делать не умеем. сварочный участок! купите книжку для пту на участок, это будет ваш кладец знаний.1 балл
-
И плевка при поджиге нет ? Этот так же прекрасно работает. Просто меня достали с этим плевком в силу моей доступности, вот и перешил программу. А тут уже расписали о хреновой работе на малых токах. Этот плевок и на Эсабе и на Кемппи есть. Только туда никто не пишет. Хотя для атомщиков мы так же перешивали программу, убирая этот плевок на 4300 Эсабе.1 балл
-
Это защита от пыли и посторонних глаз. У меня почти все полки закрыты шторками из брезента. Бывают заходят непредвиденые люди. У них аж рты открываются. Короче у меня здоровая паранойя. Надо будет на баллоны чехлы поодевать.1 балл
-
Вот, купили! Fronius MagicWave 1700/2200 AC/DC Теперь изучаю матчасть, возможности, режимы, пробую, тестирую ...
1 балл
-
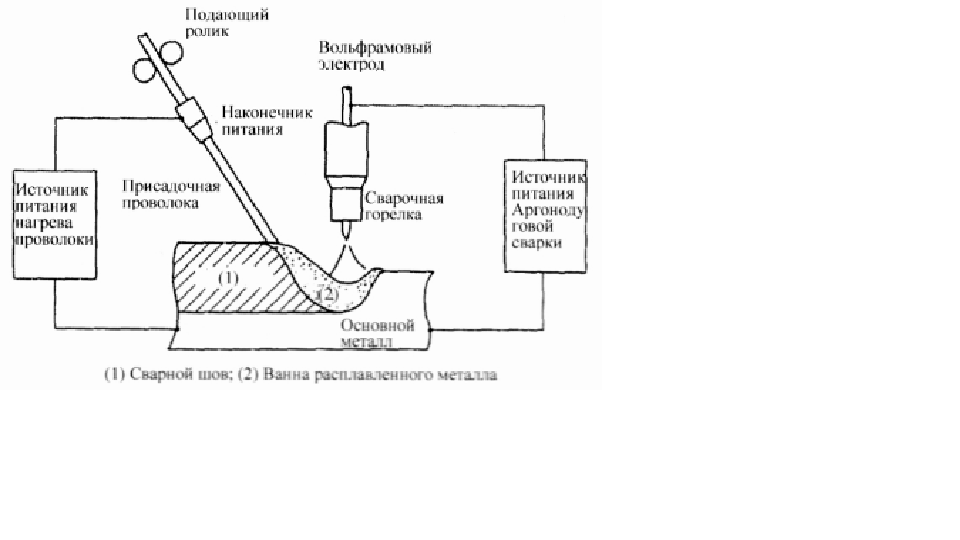
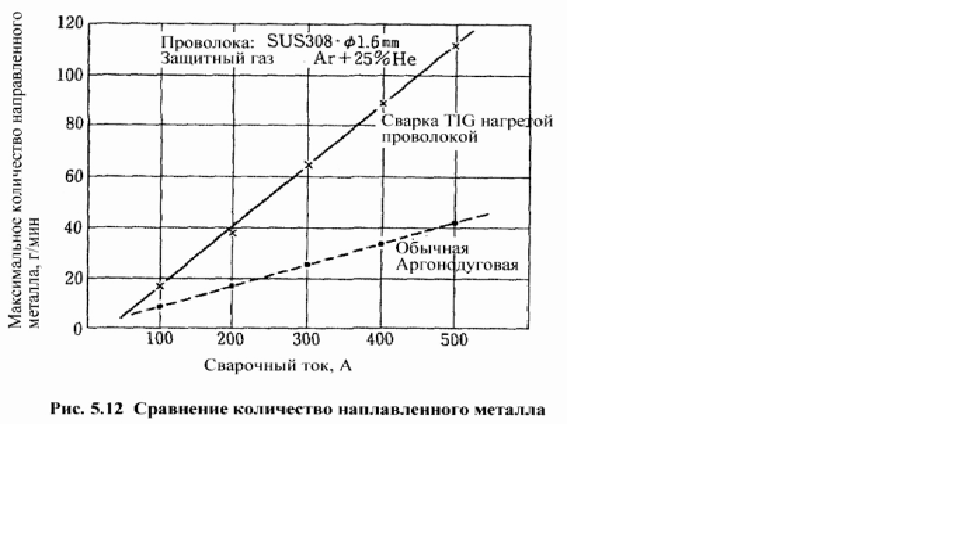
TIG СВАРКА НАГРЕТОЙ ПРОВОЛОКОЙ Сварка TTG обладает большими достоинствами; операция относительно проста, получаются высококачественные сварные соединения, и в связи с тем, что можно управлять тепловложением и количеством наплавленного металла отдельно, устойчивый диапазон режима сварки широк. Однако она обладает недостатком, который заключается в том, что по сравнению с дуговой сварке в среде углекислого газа или сваркой металлическим электродом в среде газа производительность наплавки невелика. Сварка TIG нагретой проволокой относится к методу исполнения работ, который исправляет вышеприведенный недостаток и повышает производительность наплавки. Как показано на рис. 5.11, устанавливают источник питания для нагрева проволоки отдельно от сварочного источника питания, подают тепло к присадочной проволоке в месте, расположенном на расстоянии нескольких десятков см от основного металла, и дают проволоке выделять резистивное тепло. Так как заранее нагревается, и в полурасплавленном состоянии добавляется к ванне расплавленного металла, присадочная проволока позволяет увеличивать количество наплавленного металла втрое по сравнению с обычной Аргонодуговой сваркой, как показано на рис. 5.12.в датчик и установив сварочную горелку. Рис 5.11 Сварка TIG нагретой проволокой Это не только способствует повышению производительности сварки толстостенных листов и ускоряет сварку тонкостенных листов, но и благодаря подогреву проволоки масло, прилегающее к поверхности присадочной проволоки, сжигается, что способствует сдержать возникновение раковин. Кроме того разработаны различные изобретения для сдерживания магнитного дутья, которое вызывается током контура проволоки, или, наоборот, для пользования им. Сварка TIG нагретой проволокой, относящаяся к пользованию резистивного тепловыделения проволоки, полезна для нержавеющей стали, никелевого сплава и пр., у которых резистивное тепловыделение велико, но в случае алюминиевого сплава, медного сплава, и пр., у которых резистивное тепловыделение мало, ее применение обусловлено определенными условиями.
1 балл
-
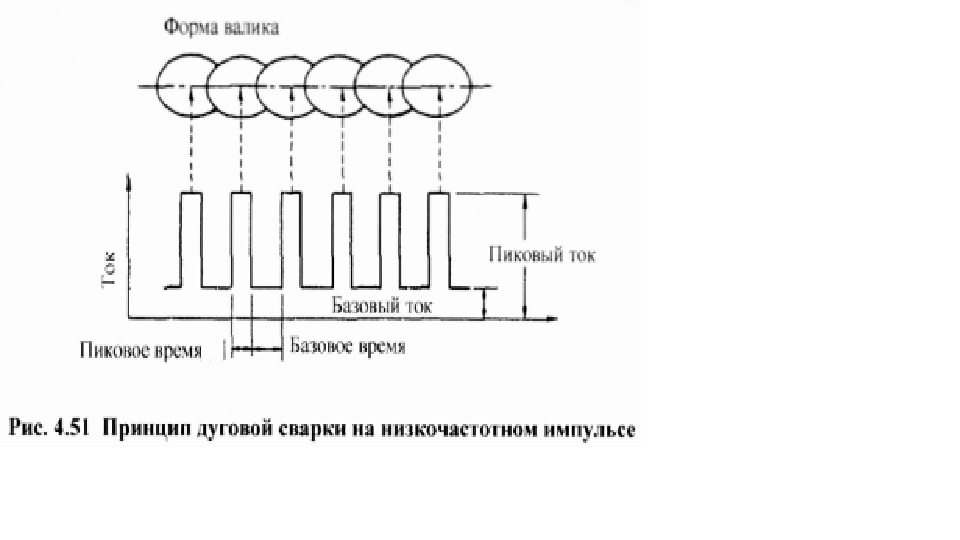
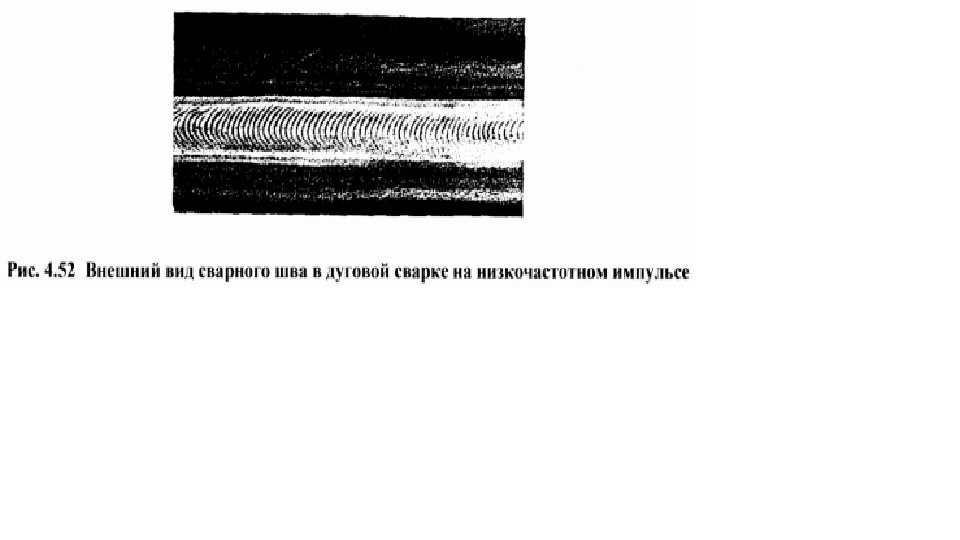
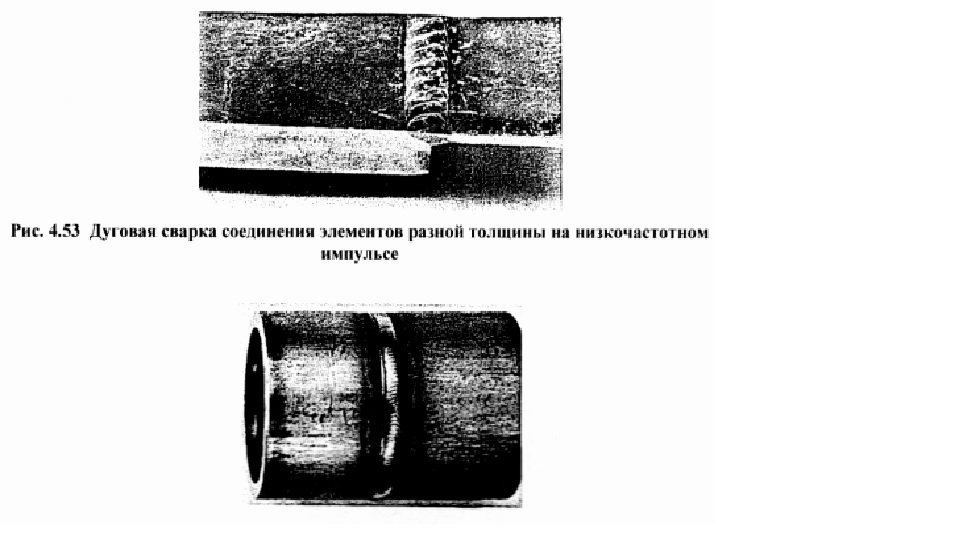
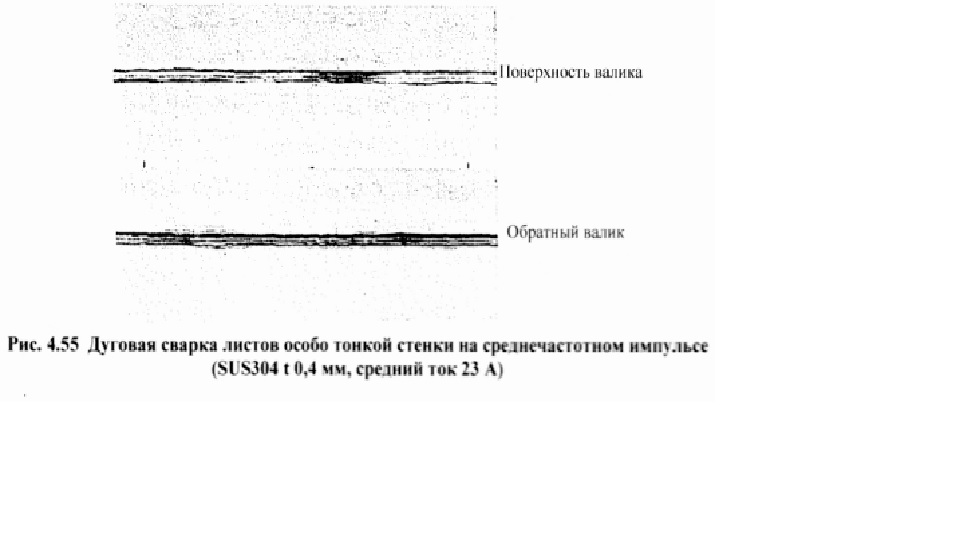
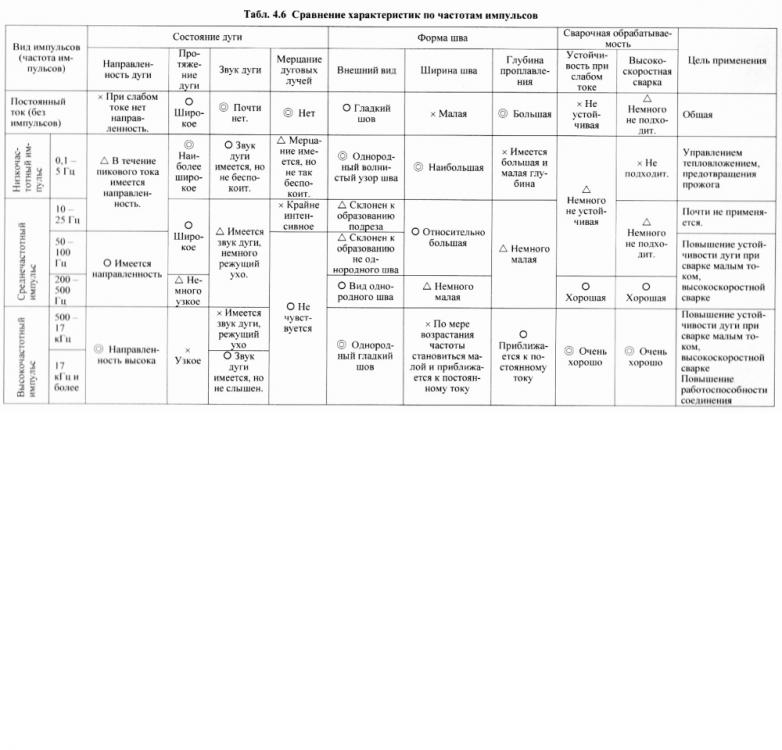
4-7 ИМПУЛЬСНО-ДУГОВАЯ СВАРКА 4-7-1 Дуговая сварка на низкочастотном импульсе Под дуговой сваркой на низкочастотном импульсе подразумевается сварка с управлением тепловложепия к основному металлу за счет периодического изменения сварочного тока частотой не больше чем несколько герц для того, чтобы предотвратить прожог, который может случиться при наложении первого слоя шва, провисание валика в вертикальной и поперечной сварке. В период пикового тока подвергают основной металл расплавлению, в период базового тока дают расплавленному металлу затвердеть и дальше повторяют эти действия периодически. Следовательно, в крайнем случае сварку ведут, накладывая швы точечной дуговой сваркой, как представлено на рис. 4.51. Поскольку длительность формирования ванны расплавленного металла соответствует пиковому времени, а длительность затвердевания - базовому времени, естественно, импульсному периоду имеются пределы, которые составляют 0,1 -5 Гц. На рис. 4.52 представлен пример сварного шва в дуговой сварке на низкочастотном импульсе. Образуется волнистый узор синхронно с периодом импульса и получается весьма однородный вид шва. Под действием пикового тока дуга расширяется, ширина шва возрастает, однако по мере изменения тока глубина проплавления становится или глубокой или мелкой, так что дуговая сварка на низкочастотном импульсе не подходит к высокоскоростной сварке. В случае соединения инородных материалов, например, нержавеющей стали с мягкой сталью, соединения элементов с разной толщиной стенки, теплопроводность каждого элемента отличается друг от друга, так что при сварке на постоянном токе требуется довольно высокий уровень навыков. Если к таким соединениям применяют дуговую сварку на низкочастотном импульсе, основной металл расплавляется сосредоточенно при пиковом токе и тем самым не склонен подвергаться влиянию теплопроводности. Поэтому при не очень высоком уровне навыков получается хороший результат сварки без большого труда. На рис 4.53 представлен пример результата стыкового соединения нержавеющих элементов, толщины стенки которых отличаются друг от друга. Кроме того в случае дуговой сварки на низкочастотном импульсе для управления расплавлением и затвердеванием основного металла можно устанавливать пиковый ток время и базовый ток/время отдельно, что способствует управлению обратным валиком и предотвращению провисания валика, и позволяет установку режима применительно к форме соединения, пространственному положению сварки и пр. На рис. 4.54 представлен пример шва во всестороннем пространственном положении сварки горизонтальных неповоротных труб. При этом сварка выполнена непрерывно, применительно к положению сварки переключая 6 режимов низкочастотного импульса. Можно перечислить другие особенности дуговой сварки на низкочастотном импульсе следующим образом; ü Расплавление и затвердевание основного металла повторяются, так что при большом зазоре в вершине разделки, смещении и пр. прожог не склонен происходить, что способствует исполнению сварки. ü Благодаря воздействию импульсного тока устойчивость и направленность дуги повышаются, что облегчает добавление присадочного материала. В частности, в случае сварки угловым швом можно использовать присадочный материал немного большего диаметра, что приносит больший эффект. ü Будет облегчено управление тепловложением, что приносит большой эффект в предотвращении несплавления, непровара, раковин и прочих дефектов. ü Будет расширен диапазон подходящего режима сварки, что уменьшает зависимость от навыков работников и физической усталости работника. Кроме того в. случае дуговой сварки на низкочастотном импульсе, как изложено выше в п. 4.5.3. сочетав ее с полуавтоматической горелкой для Аргонодуговой сварки, практикуется повышение обрабатываемости за счет изменения объема добавления присадочного материала в синхронизации с формой волны импульсного тока. 4-7-2 Дуговая сварка на среднечастотном импульсе Под духовой сваркой на среднечастотном импульсе подразумевается сварка, в которой за счет периодического изменения сварочного тока частотой от несколько десятков до несколько сот герц повышены направленность и сосредоточенность дуги для улучшения обрабатываемости. В связи с тем. что частота импульса велика, но сравнению с дуговой сваркой на низкочастотном импульсе не появляется ярко волнистый узор и отсутствует эффект управления тепловложением. По мере увеличения частоты импульса повышаются направленность и сосредоточенность дуги, но глубина проплавления проявляет тенденцию к уменьшению. Однако при добавлении присадочного металла ванна расплавленного металла не склонна к волнению, можно использовать присадочный металл большего диаметра по сравнению со сваркой па постоянном токе. Данный метод сварки не склонен подвергаться влиянию от сварки прихватками, даже при сильном токе увеличивает давление не так значительно, поэтому глубина ванны расплавленного металла относительно мала, что облегчает исполнение сварочных работ. Как пример дуговой сварки на среднечастотном импульсе на рис. 4.55 показан результат стыкового соединения нержавеющих листов особо тонкой стенки. Хотя толщина стенки равна 0,4 мм, получается правильный обратный валик. Кроме того, в полосе частоты импульсов 10 - 25 Гц вибрация ванны расплавленного металла и форма волны импульсного тока могут синхронизироваться друг с другом удачно и принести крайне однородный внешний вид сварного шва. Однако мерцание дуговых лучей, сопровождающее изменение тока, значительно заслоняет обзор, и к тому же ошибка в установке режима импульса, скорости сварки и пр. может привести к подрезу и пр. Поэтому данная полоса частоты импульсов применяется не так часто. 4-7-3 Дуговая сварка на высокочастотном импульсе Под дуговой сваркой па высокочастотном импульсе подразумевается сварка, в которой частота импульсов повышена еще больше с целью еще большего повышения направленности и сосредоточенности дуги и придания ванне расплавленного металла высокочастотную вибрацию. Как правило, частота импульсов составляет примерно 10-25 кГц, однако в случае частоты не более 17 кГц издается высокий режущий звук дуги. Изменение тока высокой частоты придает ванне расплавленного металла высокочастотную вибрацию, что приводит к смешиванию расплавленного металла и образованию аэрационных пузырьков и считается полезным для придания металлу мелкозернистой структуры, предотвращения образования раковин и пр. Дуга на слабом токе также значительно превосходит по сосредоточенности, даже при сварочном токе в среднем 1 А получается устойчивость дуги, что позволяет сваривать листы с особо тонкими стенками порядка 0,05 мм. Однако дуговая сварка на высокочастотном импульсе склонна подвергаться влиянию от длины сварочного кабеля, ее источник питания стоит очень дорого. Поэтому применение этого метода сварки ограничено единичными случаями. Отношение частоты импульсов с основными сварочными характеристиками приведено в табл. 4.6. В таблице границей низкочастотных импульсов и среднечастотных импульсов служит 5 Гц, а границей среднечастотных импульсов и высокочастотных импульсов служит 500 Гц. Но эти границы принимаются не так строго.
1 балл
-
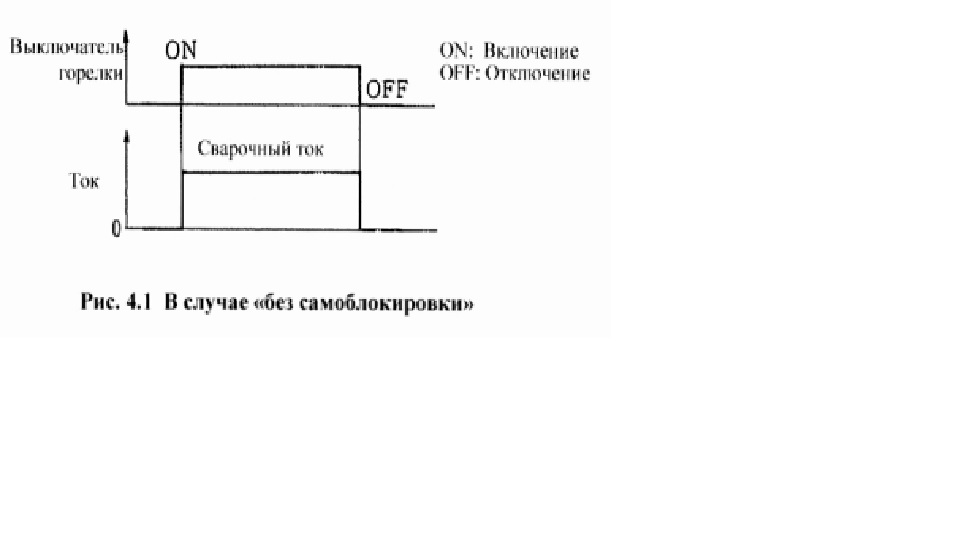
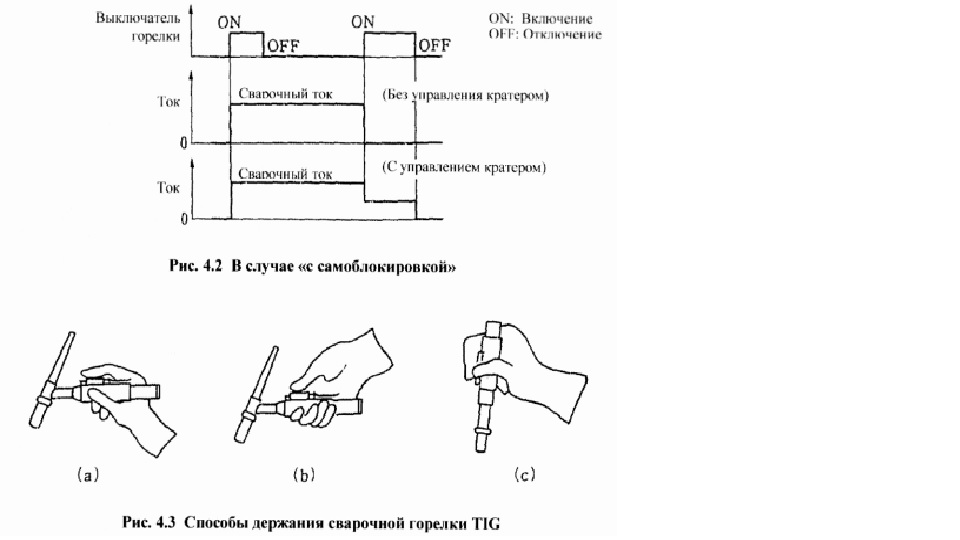
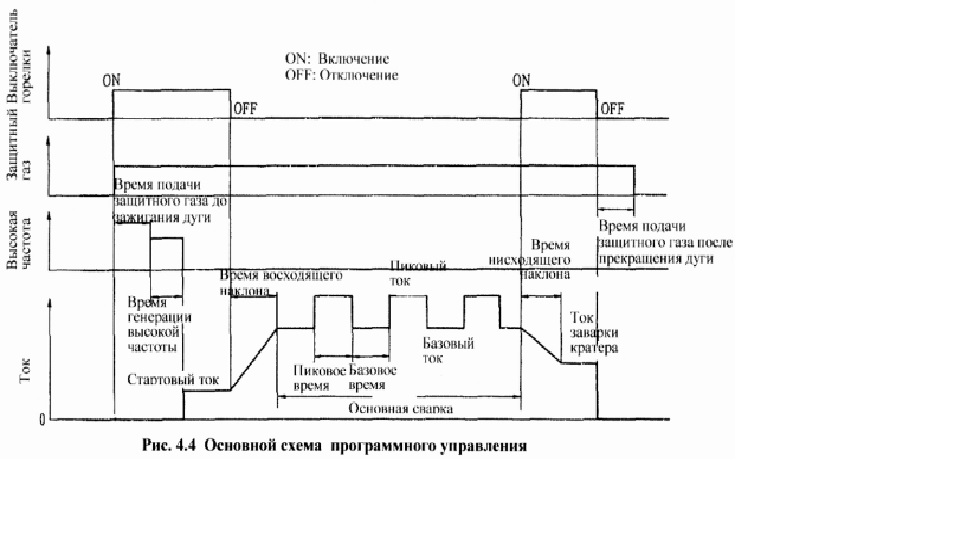
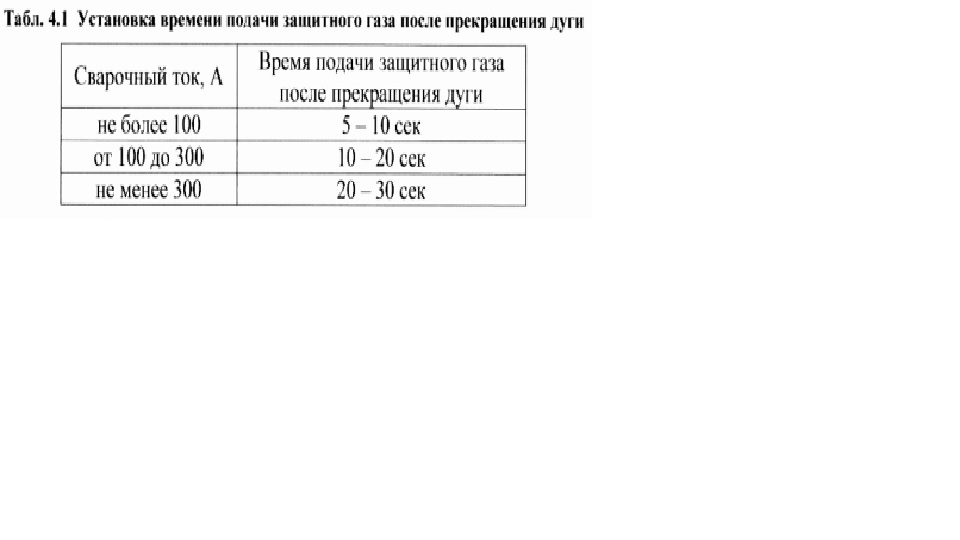
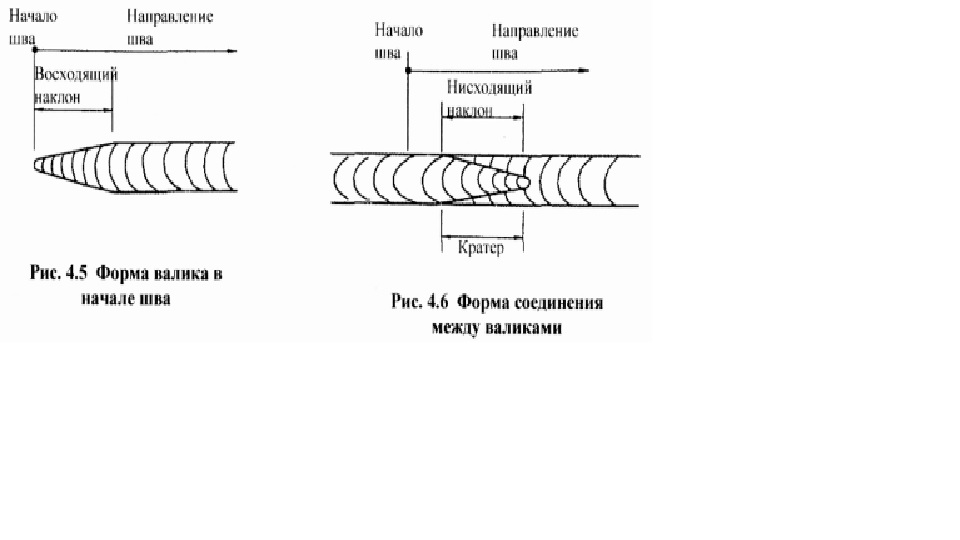
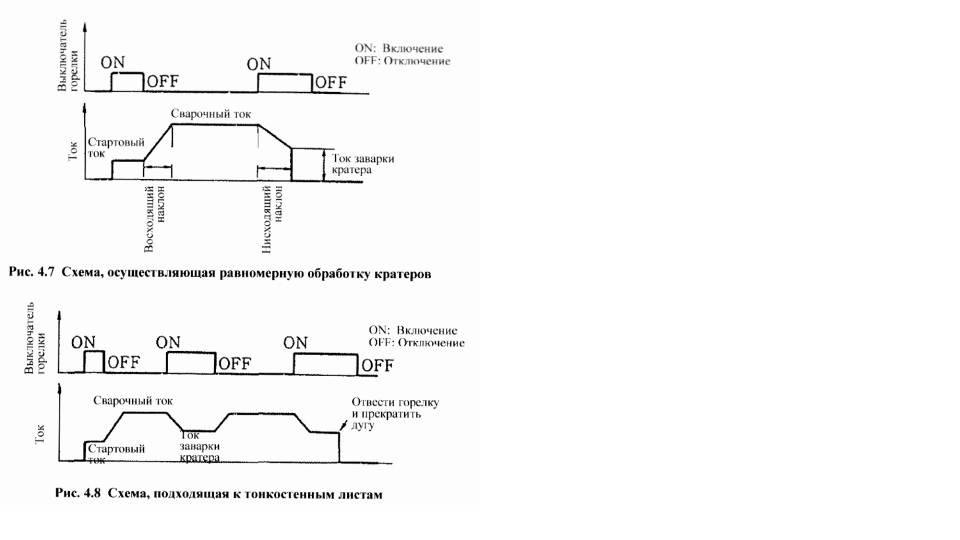
ГЛАВА 4 ИНСТРУКЦИЯ ПО ИСПОЛНЕНИЮ РАБОТ 4-1 ДЕЙСТВИЕ СВАРОЧНЫХ УСТАНОВОК 4-1-1 Операция выключателей горелки В случае Аргонодуговой сварки зажигание и прекращение дуги осуществляют за счет включения и отключения выключателя горелки. При этом различают 2 основных метода. Первый метод относится к самому основному действию, как показано на рис. 4.1; дуга зажигается при включении выключателя горелки и так остается горящей, пока выключатель горелки остается включенным. При отключении выключателя горелки прекращается и дуга. Этот метод операции обычно называется «без самоблокировки» и применяется при сварке прихватками, коротких сварных швах и т.д. Другой метод представлен на рис. 4.2; также при включении выключателя горелки зажигается дуга, которая продолжает гореть даже при отключении выключателя горелки. Дута прекращается только тогда, когда повторно включен выключатель горелки. Этот метод операции называется «с самоблокировкой» и применяется при длинных сварных швах, нижеприведенном программном управлении и т.д. Управление кратером также осуществляется операцией «с самоблокировкой», где при повторном нажатии на выключатель горелки сварочный ток переходит в ток заварки кратера, при отключении выключателя горелки прекратится дуга. Операция «без самоблокировки» не справляется с этой операцией. Стандартные способы держания сварочной горелки TIG представлены на рис. 4.3. Если удерживать горелку такими способами то можно справляться как с плавным перемещением горелки так и с отключением и включением выключателя горелки. Однако, если, обращать излишнее внимание способам удержания горелки.и из за этого принимать неудобное рабочее положение, то вопреки ожиданиям получится неплавный ход горелки. Так что, следует держать горелку применительно к рабочей обстановке. 4-1-2 Последовательность действий Хотя традиционные источники питания с подвижным сердечником справлялись только с простым управлением, например, переключением в конце сварки со сварочного (дежурного) тока на заданный ток заварки кратера, последние сварочные источники питания TIG с тиристорным управлением или инверторном управлением могут осуществлять программное управление, которое изменяет ток в соответствии с различными схемами. На рис. 4.4 представлена основная схема программного управления сваркой на постоянном токе. При включении выключателя горелки начинает подаваться защитный газ. защищающий заранее зону сварку, по истечению заданного времени подачи защитного газа до зажигания дуги подается напряжение высокой частоты. Под наведением высокой частоты зажжется дуга, и высокая частота прекратится автоматически. Ток в этот период называется стартовым током и устанавливается на более низкое значение, чем ток для основной сварки, что полезно для подтверждения стартового положения или предотвращения прожога в случае сварки тонкостенных листов. Далее, после отключения выключателя горелки ток увеличится постепенно, и достигнет сварочного (дежурного) тока. Это действие называется восходящим наклоном, и длительность этого действия называется временем восходящего наклона. После окончания этого восходящего наклона, если установлен импульсный режим, сварочный ток увеличивается и уменьшается между пиковым током и базовым током с заданным периодом, который определяют пиковое время и базовое время. Если не применяется импульсный режим, базовый ток служит сварочным током. При достижении конечной точки сварки повторным включением выключателя горелки ток постепенно уменьшится и перейдет в ток заварки кратера. Это действие называется нисходящим наклоном, и длительность этого действия называется временем нисходящего наклона. После окончания нисходящего наклона, когда кратер обработан током заварки кратера, отключением выключателя горелки прекратится и дуга. Однако и после прекращения дуги, пока не застынет зона кратера, электрод и т.д. в достаточной мере, защитный газ продолжает подаваться и прекратится по истечения времени подачи защитного газа после прекращения дуги. Подходящее время подачи защитного газа после прекращения дуги, хотя варьируется в зависимости от материала свариваемого металла, сварочного тока и т.п.. можно устанавливать, как приведено в табл. 4.1. Кроме того, так как подача защитного газа после прекращения дуги осуществляется для защиты электрода и зоны кратера, нельзя отводить горелку сразу после прекращения дуги, а отводить ее только после завершения подачи защитного газа, после прекращения дуги. Таким образом, каждый раз при необходимости изменяют ток. за счет чего переход форм валика в начале шва. соединениях между валиками и т.д. становится плавным, и можно предотвратить непровар, прожог и прочие сварочные дефекты, как показано на рис. 4.5 или 4.6. Такое управление необходимо, в частности, при круговой сварке и пр., в которой начало шва и кратер накладываются друг на друга. Кроме того, различают ряд схем программного управления током, примеры которых представлены на рис. 4.7 и 4.8. В случае рис. 4.7 особенность заключается в следующем; когда ток уменьшается нисходящим наклоном и достигает тока заварки кратера, дуга прекращается автоматически. Хотя форма кратера определяется током заварки кратера и временем нисходящего наклона, в любом случае до прекращения дуги схема держит свою постоянность и получается равномерная обработка кратеров. В случае 4.8 включением и отключением выключателя горелки можно повторять вышеприведенную основную схему (рис. 4.4) бесконечно. Поэтому в случае тонкостенных листов и большого зазора в вершине разделки можно осуществлять изменение сварочного тока легко, что полезно для предотвращения прожога. В этом случае нельзя прекратить дугу включением или отключением выключателя горелки, а прекращают только резким отводом горелки.
1 балл
-
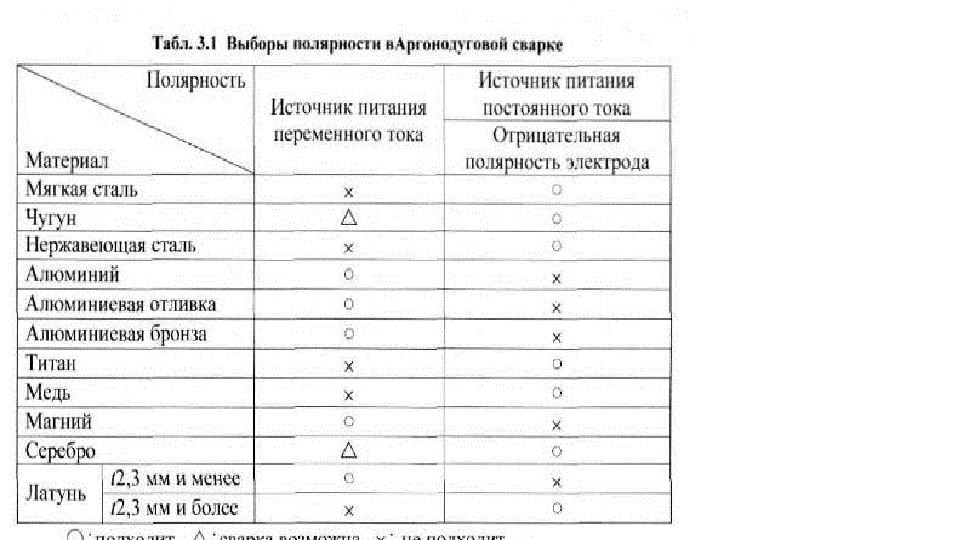
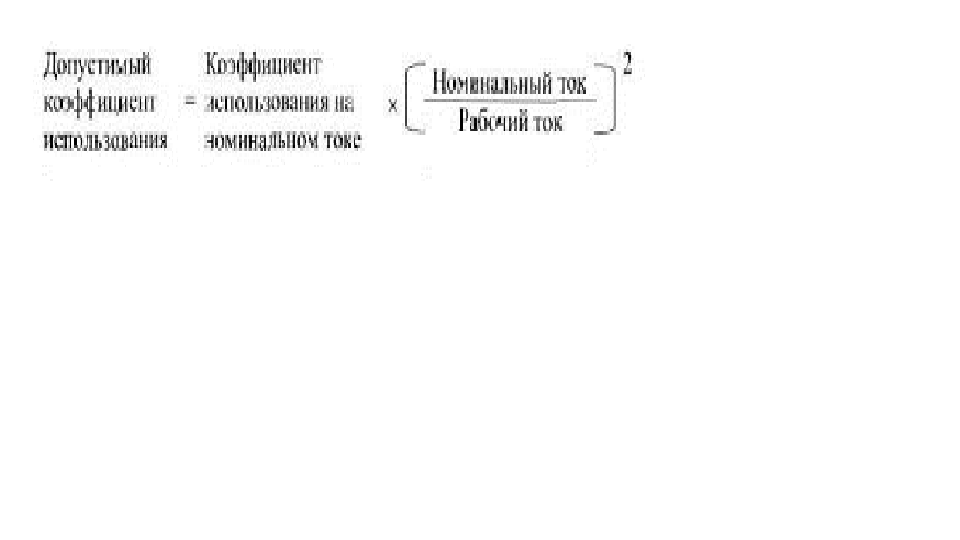
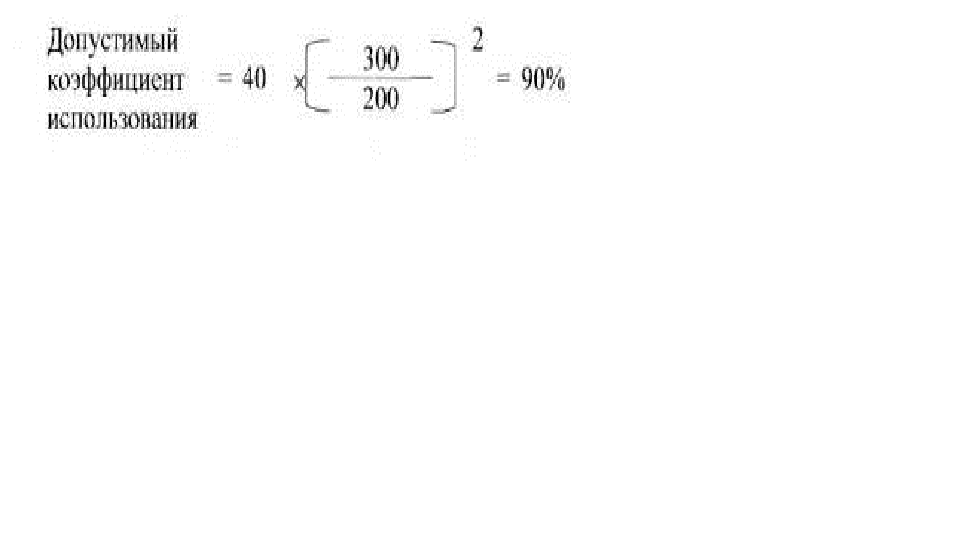
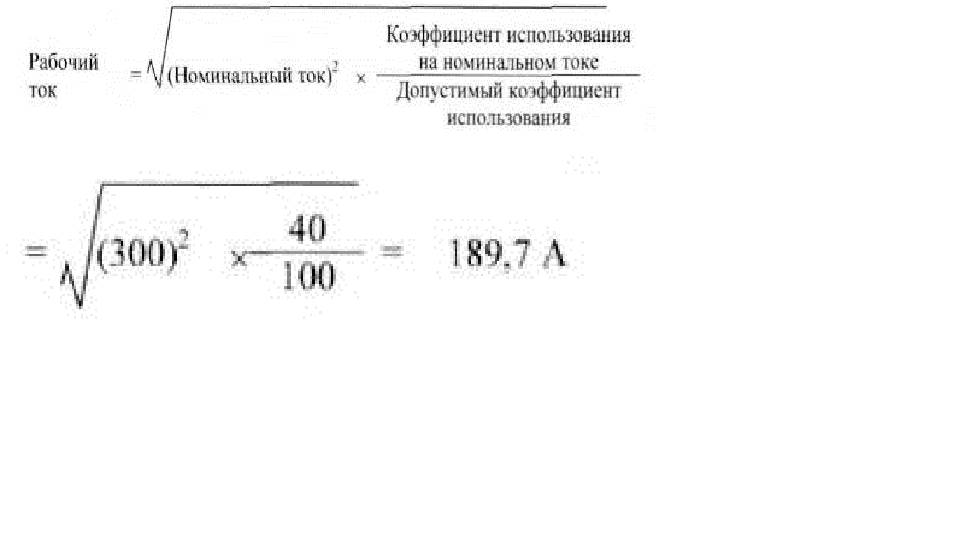
ПОДГОТОВКА К СВАРОЧНЫМ РАБОТАМ 3-1 ПОДГОТОВКА СВАРОЧНЫХ УСТАНОВОК 3-1-1 Выбор полярности При выполнении Аргонодуговой сварки, прежде всего, нужно выбрать сварочный источник питания и его полярность, которые подходят к материалу свариваемых деталей. Обычно для сварки алюминиевого сплава, магниевого сплава и т.д., в которых должна быть устранена оксидная пленка с поверхности основного металла за счет эффекта очистки дуги, или для сварки, в которой не предпочитают глубокое проплавление основного металла, применяется переменный ток. А в случае других металлов, как правило, применяется постоянный ток с отрицательной полярностью электрода. Постоянный ток с положительной полярностью электрода, как правило, почти не применяется. В табл. 3.1 приведены выборы источника питания и полярности относительно типичных материалов. 3-1-2 Коэффициент использования сварочных источников и горелок Для сварочных источников питания и горелок устанавливаются номинальный ток и коэффициент использования на номинальном токе, соответственно. Номинальный ток означает максимальный ток, который можно использовать для сварки, а коэффициент использования на номинальном токе означает, сколько минут можно продолжать сварку в течение 10 минут при выполнении сварки на номинальном токе. Например, это означает, что при выполнении сварки па токе 300 А с использованием источника питания с номинальным током 300 А и коэффициентом использования на номинальном токе 40% после 4-минутной сварки нужно приостановить сварку на 6 минут, иначе сварочный источник питания может перегореть. Однако коэффициент использования (допустимый коэффициент использование) при сварке на токе ниже номинала; Например, если с использованием источника питания с вышеуказанным номиналом осуществляют сварку на 200 А, то получается; Так что можно использовать источник питания 9 минут непрерывно. Далее, находим верхний предел сварочного тока, на котором можно использовать источник питания длительное время непрерывно: Так что при сварке на токе порядка 190 А источник питания не перегорит, даже если используется длительное время непрерывно. Однако в случае импульсного тока за рабочий ток должно принимать не арифметическое среднее пикового тока и базового тока, а среднеквадратическое значение этих двух. Выше дано разъяснение коэффициенту использования, беря для примера сварочный источник питания, но такое же соображение подходит и к сварочным горелкам. При этом следует обращать внимание на то. что коэффициент использования горелок на поминальном токе при сварке переменным током устанавливается ниже, чем при сварке постоянным током.
1 балл
-
Защитные газы и их влияние на технологические свойства дуги В качестве защитных газов при дуговой сварке плавлением ТИГ применяют инертные газы. Защитный газ выбирают с учетом способа сварки, свойств свариваемого металла, а также требований, предъявляемых к сварным швам. Инертные газы Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Поэтому их целесообразно применять при сварке химически активных металлов и сплавов на их основе (алюминий, алюминиевые и магниевые сплавы, легированные стали различных марок). При сварке ТИГ используются такие инертные газы как аргон (Ar), гелий (He) и их смеси. Аргон - наиболее часто применяемый инертный газ. Он тяжелее воздуха и не образует с ним взрывчатых смесей. Благодаря низкому потенциалу ионизации этот газ обеспечивает высокую стабильность горения дуги. Однако, в тоже время, низкий потенциал ионизации является причиной и низкого напряжения на дуге, что снижает тепловую мощность дуги. Будучи тяжелее воздуха, аргон обеспечивает хорошую газовую защиту сварочной ванны (но только в нижнем положении сварки). Однако он может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается содержание кислорода в воздухе, что может вызвать кислородную недостаточность и удушье у электросварщика. В местах возможного накопления аргона необходимо контролировать содержание кислорода в воздухе приборами автоматического или ручного действия с устройством для дистанционного отбора проб воздуха. Объемная доля кислорода в воздухе должна быть не менее 19%. Аргон выпускается согласно ГОСТ 10157-79 двух сортов: высшего и первого. Высший сорт рекомендуется использовать при сварке ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов. Аргон первого сорта применяют для сварки сталей и чистого алюминия. Гелий - бесцветный, неядовитый, негорючий и невзрывоопасный газ. Значительно легче воздуха и аргона, что понижает эффективность защиту сварочной ванны при сварке в нижнем положении, но способствует лучшей защите при сварке в потолочном положении. Гелий используется реже, чем аргон, из-за дефицитности и высокой стоимости. Однако, из-за высокого потенциала ионизации, при одном и том же значении тока дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Для сварки используется гелий трех сортов: марок А, Б и В (по ТУ 51-689-75). Применяют его в основном при сварке химически чистых и активных материалов и сплавов, а также сплавов на основе алюминия и магния. Часто используются смеси аргона и гелия, причем оптимальным составом считается смесь, содержащая 35-40% аргона и 60-65% гелия. В смеси в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность горения дуги, гелий – высокую степень проплавления. При сварке меди используется азот, так как он к ней химически нейтрален, т.е. не образует с ней никаких химических соединений и в ней не растворяется. Вспомогательные газы Азот - бесцветный газ, без запаха, не горит и не поддерживает горение. В сварочном производстве азот находит ограниченное применение. Азот не растворяется в расплавленной меди и не взаимодействует с ней, и поэтому может быть использован при сварке меди в качестве защитного газа. По отношению к большинству других металлов азот является активным газом, часто вредным, и его концентрацию в зоне плавления стремятся ограничить. Азот также применяется при плазменной резке и как компонент газовой смеси при сварке аустенитной нержавеющей стали. Водород - не имеет цвета, запаха и является горючим газом. Водород редко используют в в качестве защитного газа. Так как смеси водорода с воздухом или кислородом взрывоопасны, при работе с ним необходимо соблюдать правила пожарной безопасности и специальные правила техники безопасности. При работе с водородом необходимо следить за герметичностью всех соединений, т.к. он образовывает с воздухом взрывчатые смеси в широких пределах. Смеси защитных газов Иногда является целесообразным употребление газовых смесей. За счет добавок активных газов к инертным удается повысить устойчивость дуги, увеличить глубину проплавления, улучшить формирование шва, уменьшить разбрызгивание, повысить плотность металла шва, улучшить перенос металла в дуге, повысить производительность сварки. Существенное значение при выборе состава защитного газа имеют экономические соображения. Смесь аргона и гелия. Газовые смеси гелий-аргон применяются в основном для сварки цветных металлов: алюминий, медь, никелевых и магниевых сплавов, а также химически активных металлов. Оптимальным является соотношение 35 - 40% аргона и 60 - 65% гелия. Так в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий - высокую глубину проплавления.1 балл
-
Сказано много и по разному. Но мне кажется, что обсуждение уходит в сторону. Ведь главная задача системы (скорость-ток-напряжение) не в количестве металла появившемся в дуговом промежутке, не в глубине проплавления, не в массе расплавленой проволоки или ом, и т.п. Хочу обратить внимание коллег на то, что если говорить о роли сварочного тока и напряжения, так-сказать "в связке", то здесь главная задача (а значит и роль) - получение стабильной энергетической системы "источник-аппарат-дуга", т.е. поддержание устойчивого горения дуги при неких возмущениях. С этой точки зрения и нужно рассматривать влияние этих характеристик.1 балл