Лидеры




Популярный контент
Показан контент с высокой репутацией 04.12.2015 во всех областях
-
11 баллов
-
" И пошла сварка практически,почти автоматически"©
 9 баллов
9 баллов -
Переделка шноркеля.Взамен входного патрубка из чёрного металла,изготовил из нержавейки."Хорошо" подогнанные соединения и прихватки П/а.Вырезаем,подгоняем,привариваем.Переделывать полностью не стал,в следующем году новый делать.
9 баллов
-
На днях закончил переделку седла.Переварил гайки током побольше,усилил точками крепление площадки.Зачистил,подкрасил.Сейчас седло уже в стадии финальной сборки.Спасибо за подсказки) Приварил шайбы к струбцинам,так удобнее одним пальцем крутить,не созкальзывает. А латуньки ,это для своих нужд,на ремешки и подвесы.Л-63 -3мм.WC-20-1.6.20А.Потом зачистка по необходимости и лёгкая проковка.
7 баллов
-
@selco, Валер, наш человек ты. Я такими же вольфрамками пользуюсь. 3мм диаметром, надо бы и потоньше найти, но у соседа на заводе только такие. @Вад11, поддоны эти хорошо варятся. При необходимости их можно из кусков, словно пазл, собирать. А прихватки трещат оттого, что поверхность у него большая, теплоотвод огромный. Тут курить не надо, прихватил и сразу обваривать, не давая остыть. Моя вторая самостоятельная работа и мои первые швы. Уронили слегка, в трещинах всё, сливная горловина внутри, сварка почти без подогрева:
7 баллов
-
Ну раз вам понравилось, то вот ещё моё избранное из Губермана: Увы, но я не деликатени вечно с наглостью циничнойинтересуюсь формой пятенна нимбах святости различной. Мне моя брезгливость дорога,мной руководящая давно:даже чтобы плюнуть во врага,я не набираю в рот говно. Жить, покоем дорожа, —пресно, тускло, простоквашно;чтоб душа была свежа,надо делать то, что страшно. В наш век искусственного мехаи нефтью пахнущей икрынет ничего дороже смеха,любви, печали и игры. Вся наша склонность к оптимизму -от неспособности представить,какого рода завтра клизмусудьба решила нам поставить. За то люблю я разгильдяев,блаженных духом, как тюлень,что нет меж ними негодяеви делать пакости им лень. Бывает — проснешься, как птица,крылатой пружиной на взводе,и хочется жить и трудиться;но к завтраку это проходит. Весьма порой мешает мне заснуть Волнующая, как ни поверни, Внезапно мне открывшаяся суть Какой-нибудь немыслимой херни Жизнь не напрасно, видимо, заставилаварьировать форматы обучения.Семья и школа наставляют в правилах,а опыт тычет мордой в исключения.6 баллов
-
Зимний костюм сварщика. Тут две модели: -со съемным утеплителем; - на утепляющей подкладке. На следующей неделе Вы можете их увидеть в Москве, на выставке БИОТ 2015. И не только, приходите, там будут все наши труды. Кое-что можно будет купить.
6 баллов
-
В худой котомк поклав ржаное хлебо, Я ухожу туда, где птичья звон, И вижу над собою синий небо, Лохматый облак и широкий крон. Я дома здесь, я здесь пришел не в гости, Снимаю кепк, одетый набекрень, Веселый птичк, помахивая хвостик, Насвистывает мой стихотворень. Зеленый травк ложится под ногами, И сам к бумаге тянется рука, И я шепчу дрожащие губами: "Велик могучим русский языка!" Александр Иванов Руководясь одним рассудком, заметишь вряд ли, как не вдруг душа срастается с желудком и жопе делается друг. Сломав березу иль осину, подумай — что оставишь сыну? Что будет сын тогда ломать? Остановись, епона мать! Гарик Губерман Бобры загрызли буратино Он весь в берёзовом соку Лежит в траве раскинув руки Уж дятлы кружатся над ним. ::: Кувшин без донышка валялся Букашки думали что храм Любовь Егоровна, что мусор, А ветер думал -- дудочка ::: Марина села на диету Легла на пол, качает пресс. Скрипя зубами приседает - На море ехать через час... ::: "Примерно, вот" - сказала Зоя, Отмерив руку до локтя. Девчонки ахнули, а Светка, Сосиску съела не жуя. Незнаю6 баллов
-
Занесла нелёгкая, - раздавили с одним капитаном пузырь и отдался я Министерству Обороны, да так и остался. Если серьёзно, то экономическая обстановка на 93год в стране была аховая: инфляция, не выплаты з.п. ликвидация предприятий, сокращения и прочие прелести шоковой терапии. В армии: выслуга год за полтора, паёк, твёрдый оклад, была льгота на всё ЖКХ 50%, проезд в отпуск всей семьёй туда-обратно в любой конец России и СНГ бесплатно, пенсия по выслуге. Первый контракт отслужил, дёрнулся на завод а там разруха, 8 месяцев получку мылом, посудой, мясом пополучал, -плюнул, и снова в армию убежал - на тот раз до конца. http://f5.s.qip.ru/IA4wMEX2.png6 баллов
-
5 баллов
-
Пару фото по сварке, правда сделав первую, увидел что у камеры на телефоне был другой режим, по тому и мутное изображение. Хотелось сварную деталь из нержавейки представить "в цветном кино". Да, на втором фото внутри гайки смазка бронзовая, лишь похожа по цвету на ржавчину. Не люблю варить на улице, лёжа на снегу... да и станция пока не отапливалась, но делать нужно...
5 баллов
-
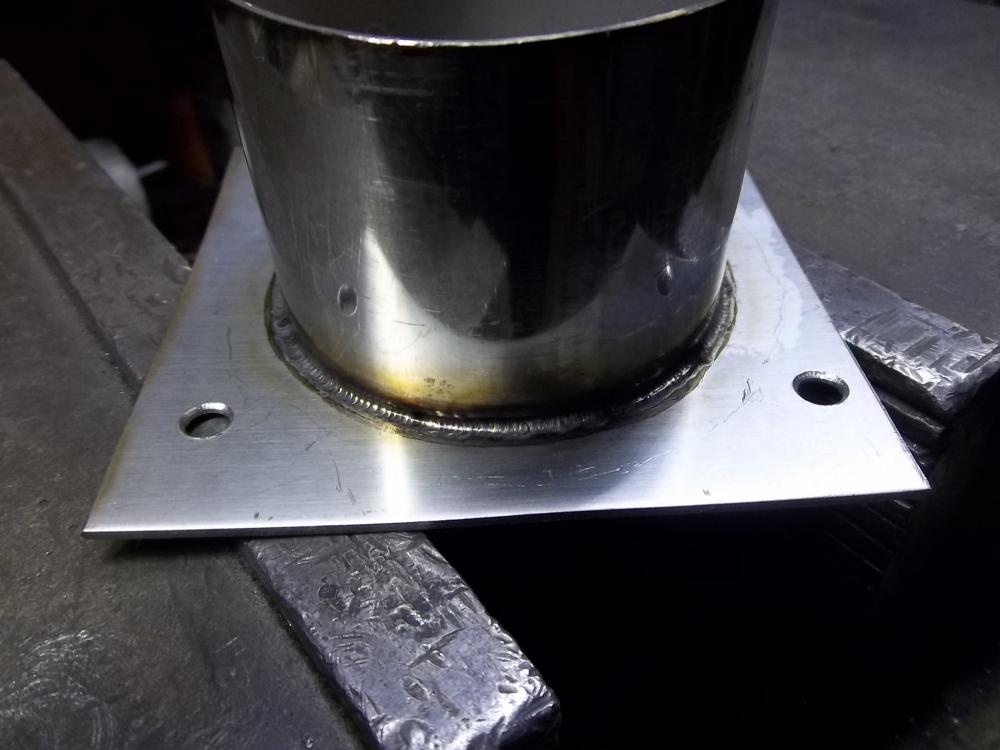
Сегодня. Поддон Скания. Думал быстро и красиво сделаю. Хрен. Тоже трещит "неведомо куда". Тянет метал по страшному. Внимательные глаза увидят насколько тянет. Начал с присадком 4043, пробовал АМг5, грел поддон, танцы с бубном, в итоге по доброму совету Валерия (Селко) доварил основную часть простой алюминиевой проволокой! Её тоже тянет, но она более пластичная. Почему-то порядок фото наоборот прилепился.
5 баллов
-
Коробка Фольцваген Оторвало 2 уха крепления
5 баллов
-
Это клише для термопереноса на кожу. Используется для печати на кожанных изделиях разных рисунков, логотипов итд. Ну и наш местный "капитан немо".
5 баллов
-
За неделю вторые направляющие склизов снегохода. Что интересно, опять Ямаха, только утилитарник. Сразу не сфоткал, первое фото с уже вырезанной потертостью. Позже убрал трещину по отверстию, без фото. Опять фото встало наоборот...
4 балла
-
@Менгон, ну и в продолжение))) https://youtu.be/qxxw9uY5L2A4 балла
-
@ep331,Без обид - не пойдет, общеизвестно Ролли не ищет легких путей...4 балла
-
Да нет , думаю так заварю. ) Разделаю трещину , проварю , на крайний случай вырежу кусок , заплатку сделаю .4 балла
-
Что касается вольфрама нет шарика , матовый.... ,, ну это скорее всего вольфрам такой, я тут купил 1,6мм синий так он и на постоянке розочки выкидывать стал и ломается как солома и чтобы глаза мне не морочил выкинул и боле не когда не куплю китайский , лучше сгонять в Москву и купить чисто ESAB или еще какой , который не будет неожиданностей выдавать при сварке . А шов матовый может быть и быстро остывает и опять же тот же змей "водород" не успевает всплыть но здесь он уже на поверхности создает матовый эффект нужно в лупу глядеть . На таких теплоемких лучше смесь Аргон+Гелий в любых пропорциях добиваясь лучшего качества шва. Гелий делает ванну более жидкой и тем самым позволяет водороду покинуть мир шва и улетучится в атмосферу навсегда.4 балла
-
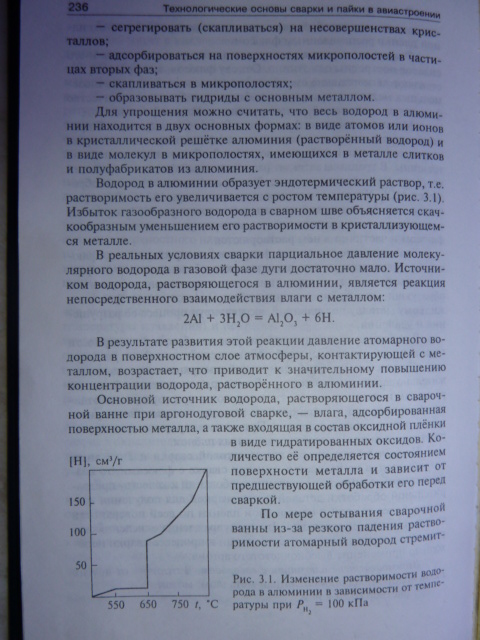
Влага - водород - поры. Посмотрите , даже сварочную проволоку отжигают в среде аргона 30-80мин и влаги становиться меньше только в пять раз. Вот такой он АЛЮМИНИЙ.
4 балла
-
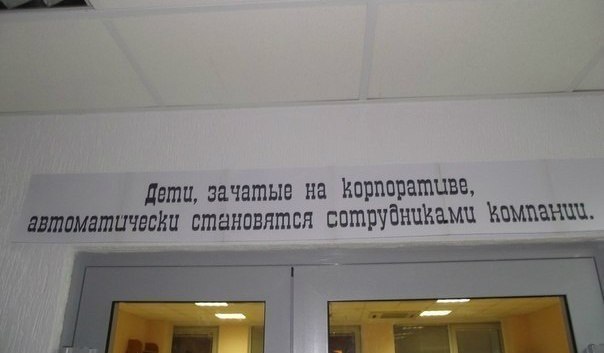
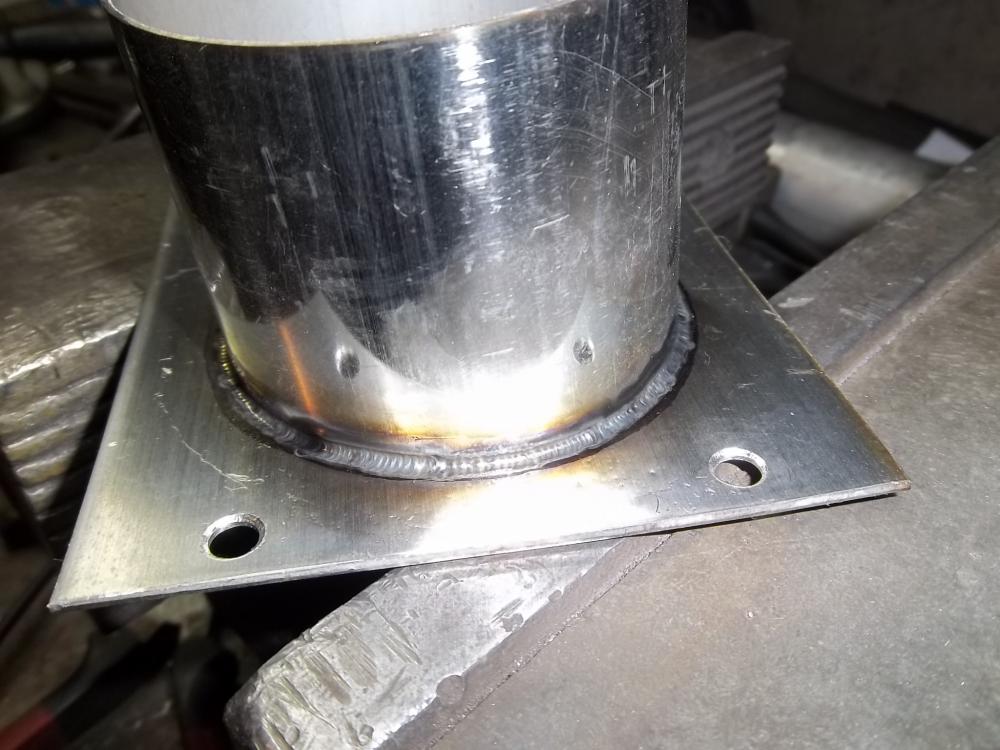
Прогорела труба и отвод на глушителе тягача американца, Поблизости (в радиусе 700 км) такой запчасти нет, подходящего материала нет. Задача: надо сделать из того что есть. Отрезал трубу Д 109мм., снял на токарном 2.5 мм Разрезал вдоль, сжал до нужного размера в тисках, проварил Распечатал и вырезал "селёдку" Д100Х45о Вырезал лишнее По длине сам хозяин подрежет по месту Вот такие будни.
4 балла
-
@waha,подскажите,это тот же сплав про который вы говорили?Поддон от ауди.
3 балла
-
несколько фотографий с работы.
3 балла
-
Илария, С Днем Рождения!
3 балла
-
Ну и по блоку , Американцу фото тут выше его есть.mopar 7.5L Начал потихоньку. Взял лупу , пригляделся , пошла трещина , на фото показал белыми стрелками.
3 балла
-
Со спиной очухался, подогнали на выхи часа на 3-4 паркетничек Хюндай Туссон. Надо фаркоп под нетяжёлый прицеп для перевозки эндурика (мот такой). В лонжеронах нарыл 4 закладных гайки, под них еле нашёл 4 болта М10х1,25. Ну и собственно каркас: уголок 50х5, листовой металл 6 мм на "уши" кронштейнов. Осталось квадрат-"питч" сварганить + петли под страховочную цепь, усилить это всё, вырезать отверстие в бампере и кронштейн под маму-электрику приварить. Уголок-трубу разделывал под 45 градусов, прихватывал по месту ПА. Идиотская конструкция - с водительской стороны нормально закладные гайки расположены (параллельно направлению движения), с пассажирской - под углом. Нафига - непонятно. За швы сильно не пинайте, варил как умею. "Трубу" с уголка варил в 2 прохода - корень + заполнение+облицовка. Жаба задушила - достал РДС, варил стежками по 50-60 мм, потом обточу лепестком
3 балла
-
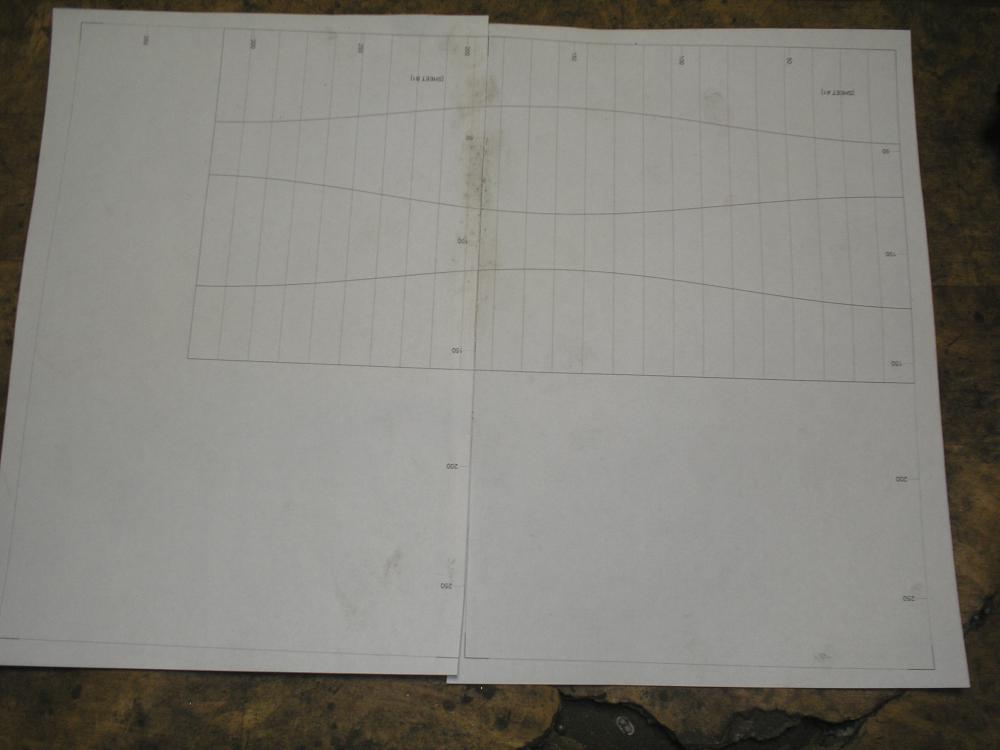
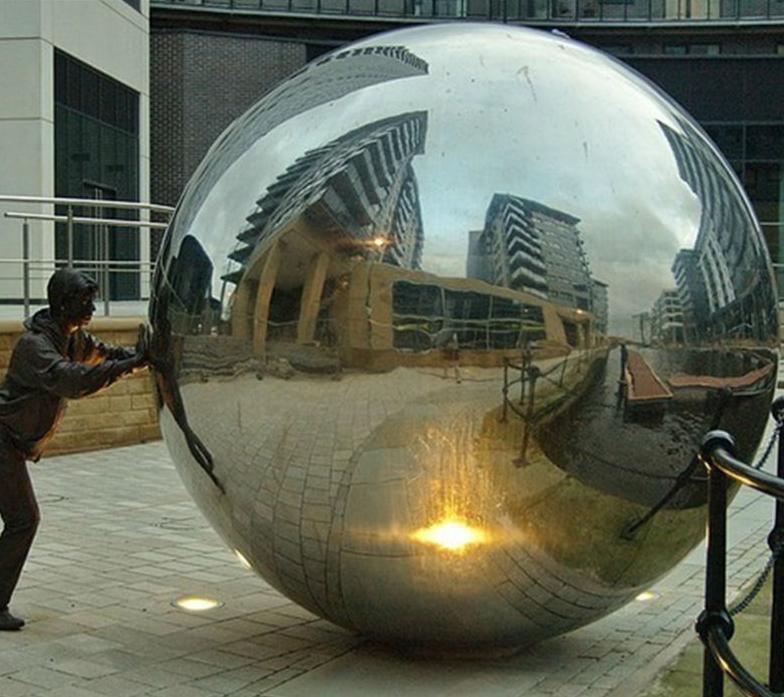
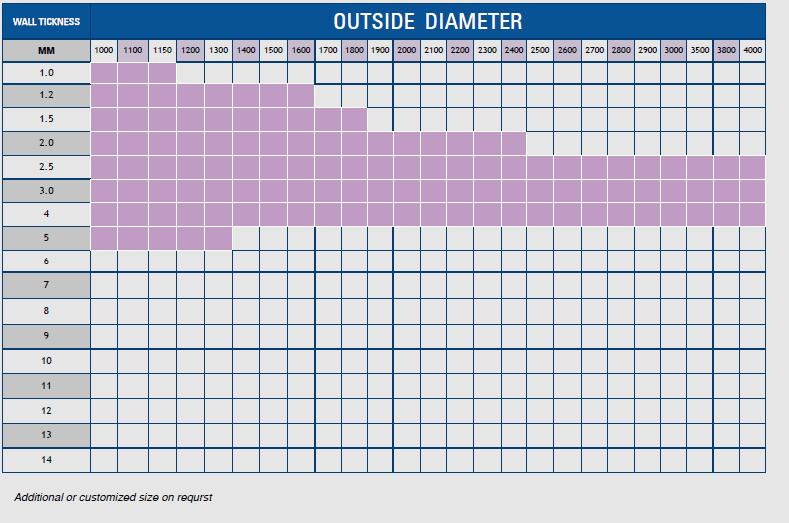
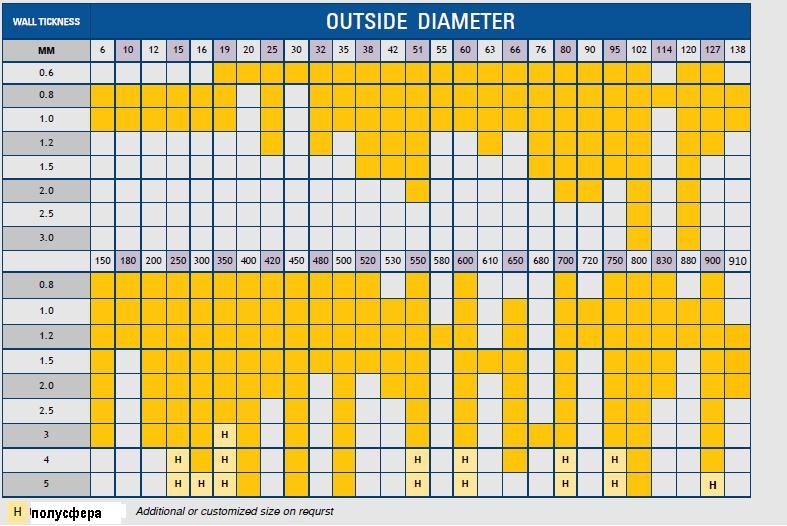
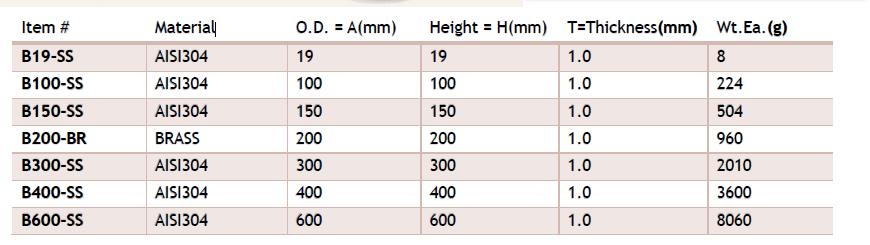
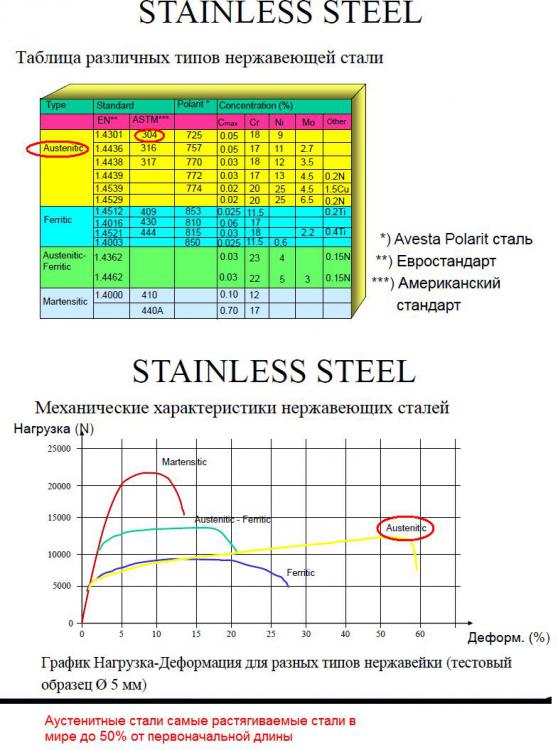
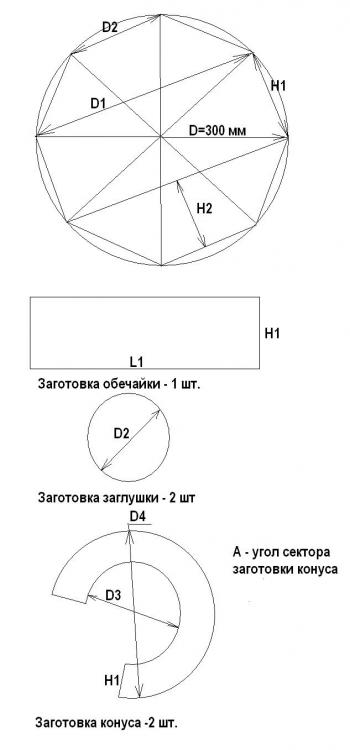
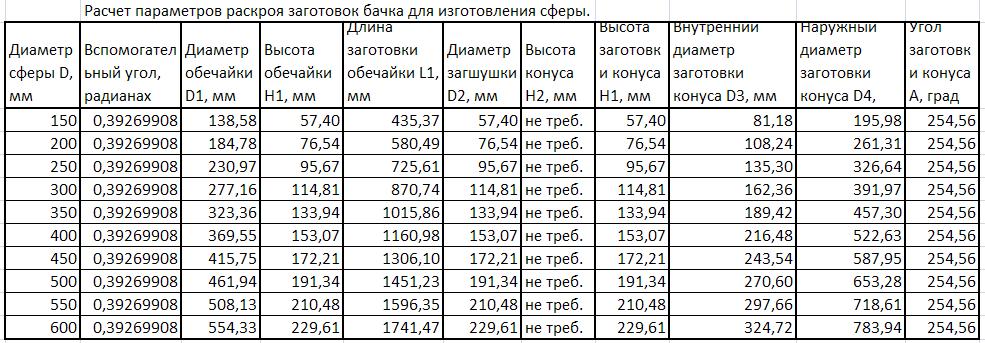
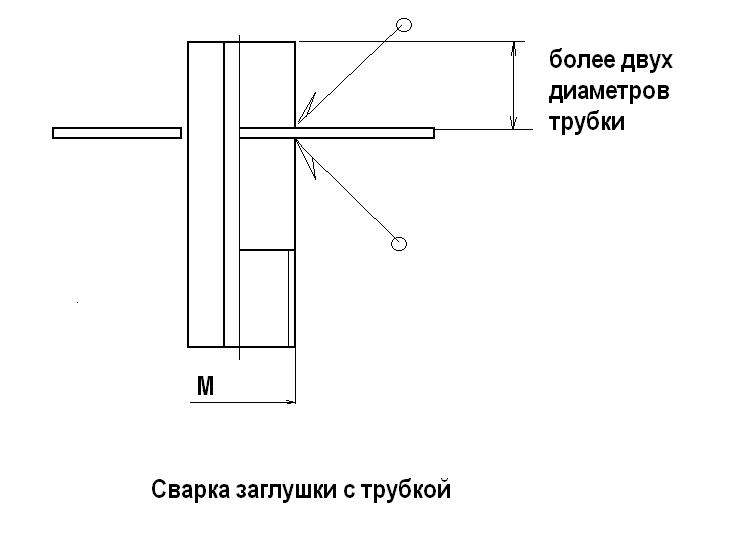
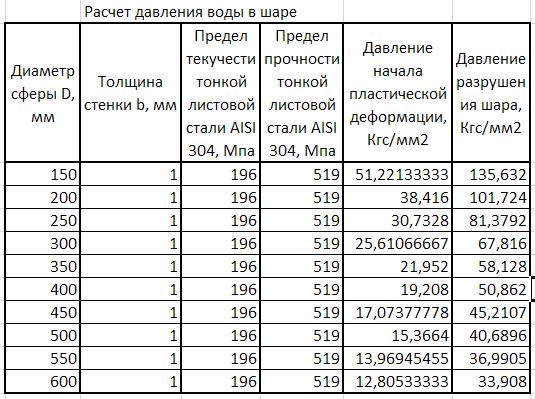
Технология изготовления зеркальных шаров. В данной теме хотел отразить технологию изготовления зеркальных шаров. Введение Под зеркальным шаром понимается полая металлическая сфера, изготовленная из нержавеющей стали толщиной от 1 до 5 мм, отшлифованная до зеркального блеска. Согласитесь, подобные конструкции выглядят довольно эффектно. Могут быть использованы как детали интерьера и скульптурных композиций. К тому же подобная технология используется для изготовления зеркальных скульптур из нержавеющей стали и куполов церквей. Один из изготовителей: www.shinydecor.com Согласно каталогам производителя данные конструкции изготавливаются в следующем ассортименте: По всей видимости, изготовление сфер малого диаметра производиться предварительной штамповкой полусфер, и последующей сваркой двух половинок. Сферы больших диаметров изготавливаются из раскроенных деталей. Как видно из каталогов материал для изготовления сфер используют AISI 304 приблизительный аналог нашей 08Х18Н10. Для получения сферического профиля шары после сварки надувают водой под давлением, как воздушные шарики. Дело в том что аустенитные стали хорошо тянуться. Поэтому конструкции из листовой аустенитной стали можно раздувать. Рассмотрим пример изготовления шара диаметром 300 мм. Как заявлено производителем данный шар изготавливается из листа толщиной 1 мм. Такую толщину довольно сложно сварить без дефектов односторонним стыковым соединением, да и при шлифовки можно протереть до дыр, но если, например, взять толщину 2 мм то возникнут сложности. Во первых шар будет дороже и тяжелее. Во вторых будет труднее формировать заготовки. И в третьих понадобиться большее давление воды для того чтобы шар принял идеальную сферическую форму. Поэтому давайте остановимся на листе толщиной 1 мм. Раскрой.Для получения шара будем предварительно изготавливать бачок по форме напоминающий шар. Начертим круг диаметром 300 мм и разделим его на 8 секторов. Расчет параметров приложен в Excel файле. К сожалению пишет что файл Exel нельзя сюда загрузить так что пишите почту кому надо перешлю. Раскрой можно осуществить на лазерном комплексе или по старинке на ручной гильотине. Формирование обечайки и конуса необходимо произвести на вальцах. Сначала подогнуть края по шаблону, а потом вальцевать. В одной заглушке необходимо просверлить отверстие диаметром равным наружному диаметру трубы по которой будет подаваться вода. Трубка должна быть толстостенной. Материал трубки должен быть тоже нержавейка. На конце трубки должна быть резьба для подсоединения шланга высокого давление. Если трубка будет длинной это хорошо, это позволит использовать её несколько раз. Внутренний диаметр трубки должен быть выбран так чтобы в шар можно было залить воду. Собрать трубку с заглушкой. Важно чтобы при сборке трубка заходила в шар более чем на два диаметра трубки. Это позволит в последствии заварить отверстие так, чтобы не нагреть тонкий металл шара потому, что если это произойдет, место разогрева провалиться вовнутрь шара. Обварить трубку с обеих сторон угловым швом с полным проваром. Если провара не будет, при шлифовании появятся дефекты. Собрать обечайку на прихватках без зазора в стык. Сварить стыковой шов обечайки с помощью ручной аргонодуговой сварки неплавящимся электродом. Желательно с поддувом. Подрезы на лицевой стороне не допускаются. Должна быть обеспечена герметичность шва и отсутствие внутренних дефектов, так как при шлифовании они станут видимыми. Сборка конуса на прихватках ведется по обечайке и припуск по окончанию сборки обрезается так, чтобы в стыковых швах не было зазоров или они были минимальны. Когда конструкция собрана на прихватках можно приступать к сварке. Если хотите обеспечить поддув, заведите шланг в трубку и обклейте скотчем участки незаваренных швов, чтобы поддув не расходовался зря. Помните, что при замыкании последнего шва может произойти выброс сварочной ванны вверх, в связи с тем, что образовался герметичный сосуд. Это может привести к травме. В данном случае было использовано дополнительное фланцевое соединение. Но лучшим решение было бы добавление перекрывающего крана на выходную трубу. Это позволил о бы оставить давление воды 3-4 КгС/мм2 после процесса надувания и перекрыть. По моему мнению, шлифовать шары нужно тогда когда в них находиться вода под небольшим давлением, металл не будет нагреваться и проваливаться. По окончанию шлифовки (или удаления усиления сварных швов) воду можно слить. (К сожалению, я не пробовал такую процедуру, но думаю, это будет правильно.) Ну что ж бачок готов можно приступать к надуванию. Для надувания необходимо рассчитать давление для каждой конструкции, при котором начнется пластическая деформация и давление, при котором шар разрушиться для того, чтобы знать в каких диапазонах можно надувать. И так мы выяснили что при давлении в шаре 67 Кгс/мм2 шар должен разрушится. Для проведения процесса надувания можно использовать водяной гидронасос предназначенный для испытания сосудов работающих под давлением. Необходимо заполнить шар водой и выгнать из него весь воздух. В целях безопасности перед подачей давления шар необходимо поместить в отдельный контейнер или комнату, в которой никого не будет до тех пор, пока давление с шара не будет снято. Иначе шар может лопнуть или соединение может не выдержать. Это может привести к травме. Первый шар лучше надувать постепенно. Нагнали давление до определенного уровня, потом сбросили, посмотрели все ли Вас устраивает. Потом еще добавили, сбросили, посмотрели. Не используйте для надувания шара воздух или газ (воздух тоже смесь газов) может произойти взрыв.Шар необходимо надувать до тех пор пока проваленная околошовная зона вокруг шва не выпрет на уровень основного листа, чтобы при шлифовке не оставались канавки между швом и околошовной зоной.Вы можете столкнуться с ситуацией когда в определенный момент появиться течь в некачественном сварном шве. Давление не будет нагнетаться. Слейте воду и подварите дефект. Место сварки слегка провалиться. Налейте воды и повторите процедуру. Качество швов без комментариев.От шов! Неужели руками? Если Вы закончили надувание, сбросьте давление до 3-4 Кгс/мм2 и перекройте входной кран. Сбросьте давление в гидронасосе до нуля. Отсоедините шланг высокого давления и перекатывая шар по ПЕСЧАНОМУ полу переместите его на шлифовку. При шлифовки тонкий металл не должен перегреваться (если конечно не усердствовать) так как внутри вода. Перегрев металла приведет к его проваливанию вовнутрь шара. Да вот так не затейливо болгаркой Вы сначала снимаете усиление сварных швов. Вода внутри. Откройте кран, слейте воду. Теперь срежьте трубку болгаркой почти заподлицо и аккуратно без значительного перегрева (благо Вы оставили хвостик внутри, который подберет тепло) за плавьте отверстие и зашлифуйте. А потом ….эх. Окончательная шлифовка. И еще. Должно быть какое-то защитное покрытие на шарах, о котором я ничего не знаю. Возможно люди, которые занимаются нанесением оксида титана на церковные купола, знают об этом. Всем спасибо. Удачи в освоении новых технологий. PS: Возможно в мои расчеты закралась ошибка. Я их не проверял. Будьте осторожны при их использовании. Соблюдайте технику безопасности. Вышлю файл с расчетами по запросу или выложу на форуме если будет разрешение модератора. На вопросы буду отвечать редко, по возможности. Работы много.
2 балла
-
Мне один раз попадалась передняя крышка ДВС от МАЗ-500 из АК-4 , лопнувшая в своем географическом центре (разморозили там в ней канал охлаждения идет) и осилить ее так и не смогли , трещала вся так и выбросили ее. Вадим еще многое зависит наверное от расположения пробойны , она у тебя как после торпеды была. Я вот только что посмотрел еще раз твой поддон и в голову пришло, что наверное лучше было бы не вваривать родной кусок , а взять изготовить латку с нахлестом и приварить может бы и не стала трещать.2 балла
-
...не аргон у него там, ох, не аргон...2 балла
-
Интересное фото и видео от paulmccartney.com http://www.paulmccartney.com/sites/default/files/news/main_image/2015/November/SaySaySay_FanVIdeo_MainNews.jpg https://youtu.be/Hq5KAdWJiWY2 балла
-
Теоретически может и верно, на доли процента сопротивление больше будет, а практически - брехня.2 балла
-
А я переживал, что тонковато, рекомендуют 40x4. Не скажу что знаю, немного смотрел как делают, читал как надо, и сделал не совсем по правилам (есть еще вариант на примете). Небольшой фотоотчет: Забиваю уголок 2,5 метра (лучше длиннее): Уголки забиты и обвязаны, между углоками всего 120 см. Выход полосы на поверхность Дальше идут ужасы для темы "дилетанты среди вас": Слышал фразу, что арматура не по феншую, поскольку "присутствие ее закаленного верхнего слоя нарушает течение тока по сечению". Может и брехня.
2 балла
-
Илария,http://s.4pda.to/wp-content/uploads/2012/03/buket.225.jpg https://www.youtube.com/watch?v=TLRrI019Qq82 балла
-
Дорогой мой друг , чо у тебя за начальство ты столь много варишь и 2 штучки электродов (кашмар) тебе как минимум 2 пачки должны покупать и отменного качества. Буду в Москве и захвачу сею коробочку для тебя (начальству не давай) с советскими электродами и еще может найду и доложу в нее для твоего ТИРа самое оно. Тел. мне дай свой в Л.С.
2 балла
-
А интересная мысль...неординарная такая
2 балла
-
Проблему толком не решил свою по аппарату , варю пока так . Аргон поменял как написано ВЧ электрод поставил с золотой маркировкой типа универсальный.
2 балла
-
Пришло еще чудо . ну и кусок отломившийся сверху блока лежит , извините за плохие фота .. с телефона.
2 балла
-
Вот. Спросил у операторов заправщиков. Им дают, а они не пользуются. Взял, глянул в нете. Оказывается это краги для сварщика. Ещё не пробовал. Но сидят хорошо. Мягкие. Тёплые. Спилк.
2 балла
-
вот тут целый день ))
2 балла
-
Ну а наши шарики на мечеть пошли. Мусульмане вроде не жаловались. https://www.google.ru/maps/place/пр.+Свердлова,+85,+Дзержинск,+Нижегородская+обл.,+606033/@56.2246467,43.3889084,3a,75y,90t/data=!3m8!1e2!3m6!1s-871rnde38xo%2FVQRs-Y-akeI%2FAAAAAAAAcfI%2Fddpmm1kZBiY!2e4!3e12!6s%2F%2Flh5.googleusercontent.com%2F-871rnde38xo%2FVQRs-Y-akeI%2FAAAAAAAAcfI%2Fddpmm1kZBiY%2Fs203-k-no%2F!7i2203!8i1469!4m2!3m1!1s0x414e3a484f0d56fd:0xbdca3fa549c1d0a2 https://www.youtube.com/watch?v=jyB65hnh0q8&feature=youtu.be2 балла
-
Знакомый с МЧС притащил старую улитку от мотопомпы, с дырочкой толщиной со спичку. Брак литья, внутри воздушный пузырек почти 4 мм. Борфрезой выбрал отверстие насквозь и заварил, денег не брал, 5 минут работал да и как то не по себе, спасатели ведь, для нас работают.
2 балла
-
2 балла
-
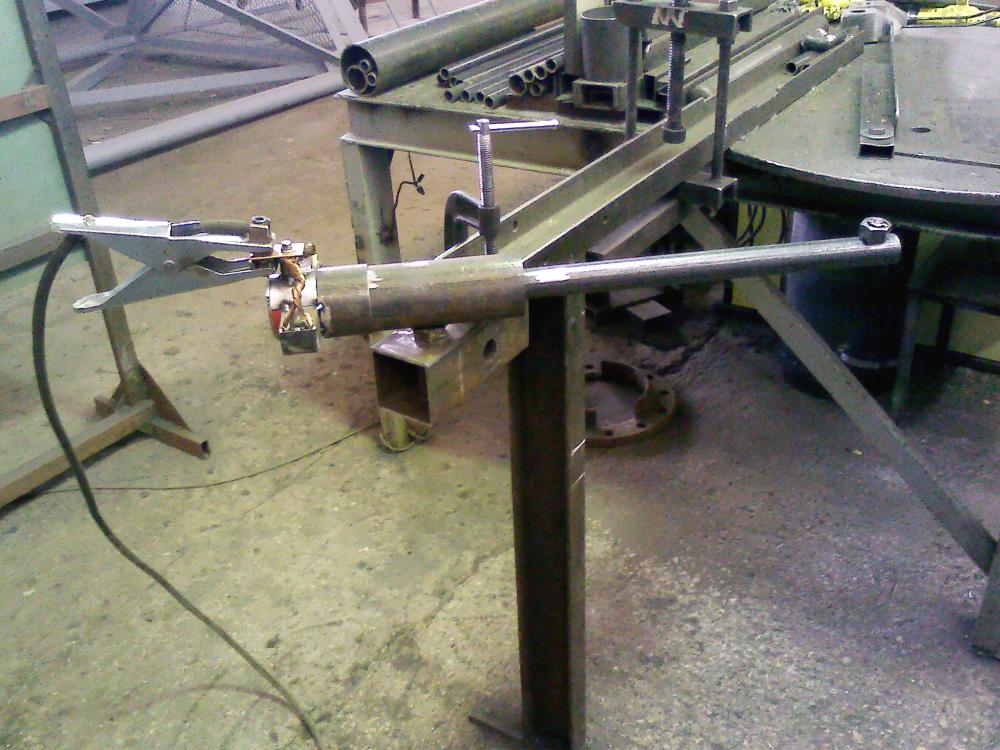
Немного свежих "буднев". Пришёл к выводу , что работать сидя - это не моё . Даже со вращателем , в итоге переместил его в нормальное положение . В остальном он значительно сократил потерю нервов и времени , дольше собираешь . Ну и фильтра , гемморойные они , конечно , но деваться некуда
2 балла
-
Часть третья: Хаппи енд. Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать. Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали. Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай. От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия. Вот такой вот производственный комикс получился. Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.
2 балла
-
Часть первая: Через терни к звездам. Изначально было решено изготовить полые шары спинингованием. (или как там оно называется по научному ротационное формование) Сами потом нагуглите на ютьюбе если интересно. Им кастрюли в делают. Насмотревшись на ютьюбе роликов как ловко мастера изготавливают кубки, кастрюли и полусферы из тонких блинов решено было по пробовать изготовить полусферу диаметром 150 мм. Изготовили полусферический пуансон и ролик для обкатки. Попробовали скатать из блина. Получалось плохо. Решили сделать отверстие в центре. Половники получались знатные, но с трещинами и на полусферу мало походили. 1. Ротационное формование12Х18Н10Т 3 мм диаметр 240 мм с отверстием по центру.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеРезультат: поперечные трещины от отверстия к торцам, в середине накатки метал стал тонким и пошла трещина вдоль вращения12Х18Н10Т 1,5 мм диаметр 200 мм .Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателерадусные трещины и гофры на юбке, недокатан.2Х18Н10Т 3 мм диаметр 190 мм.Накатка на диаметр полусферы 144 мм, роликом зажатым в резцедержателеГофра и продольная трещина в месте утонения. В результате обработки напильником получилось чудо юдо рыба кит. Ну и при шлифовке вылезло. Так и стоит в музее завода у дяди Васи в инструментальном ящике. Часть вторая: Эх, молодежь! Кого-то посетила гениальная мысли штампануть и порвав все старческие предупреждения и предрассудки был изготовлен еще один пуансон и оправка. Которые были применены к полусамодельному ручному гидравлическому прессу. Пресс долго упирался. В результате родился еще один выкидыш. Теперь их стало в два раза больше. 2.Получение полусферы методом штамповки на гдравлческом прессе 160 кг/см212Х18Н10Т 1 мм диаметр 235 мм.Пуансон полусферы 144 мм. кольцо 148 мм соскругленным краям. Прижимное кольцо с креплениями на двух планках.гофра на юбке Продолжение следует.
2 балла
-
Ремонт бака, отвалились перегородки.
2 балла
-
Илария, с Днем Рождения!
1 балл
-
А вот тут будет дня три , может больше. Но подробнее в разделе , сварка и ремонт двигателя и трансмиссии )
1 балл
-
@Dmitry N,Если не хотят еще в одно ДТП, пусть не экономят, купят новый...1 балл