Лидеры




Популярный контент
Показан контент с высокой репутацией 09.11.2015 во всех областях
-
всем мужикам коллегам привет местное тв вышло как то на меня.снимали передачу люди с неограниченными возможностями вот сюжет небольшой про меня https://www.youtube.com/watch?v=xixURWIaGhA10 баллов
-
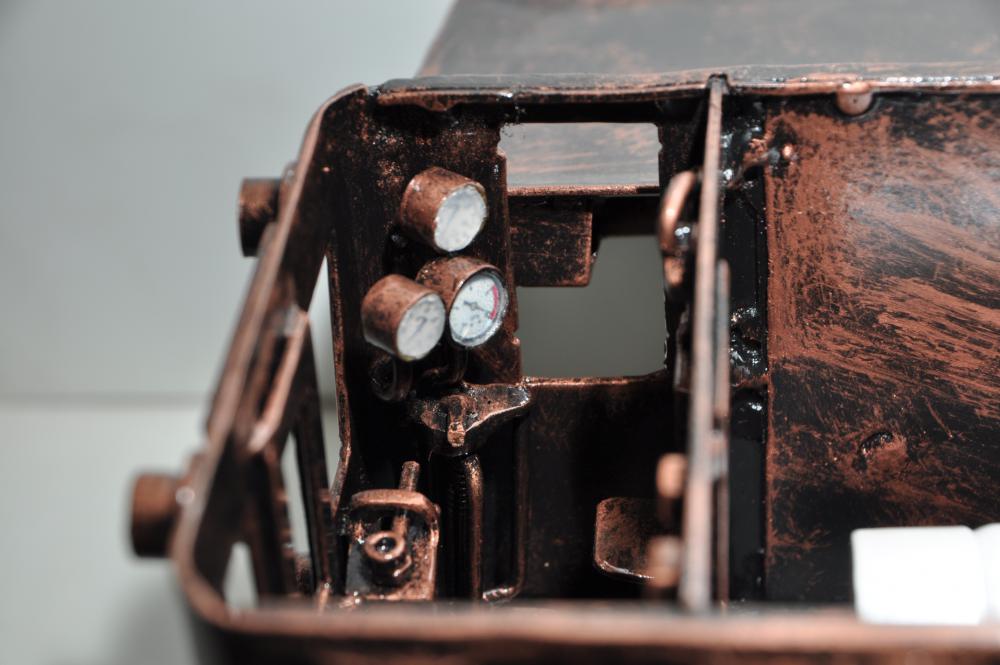
Вот из кучи хлама сделал супер краба.Детали подвергались минимальной обработке.
 9 баллов
9 баллов -
Смотреть до конца. Кадры наше ВСЕ! https://youtu.be/Qd1z7ATrW_c8 баллов
-
Вот завершил ещё один заказ. Метровагон тип г. Длинна 50 см ширина 14см по основанию. Цвет такой выбрал заказчик. Всё таки соц.сети имеют свои плюсы. Заказ поступил из одной из них. И спасибо админам за наклейки.
8 баллов
-
Почему женщины живут дольше мужчин.
7 баллов
-
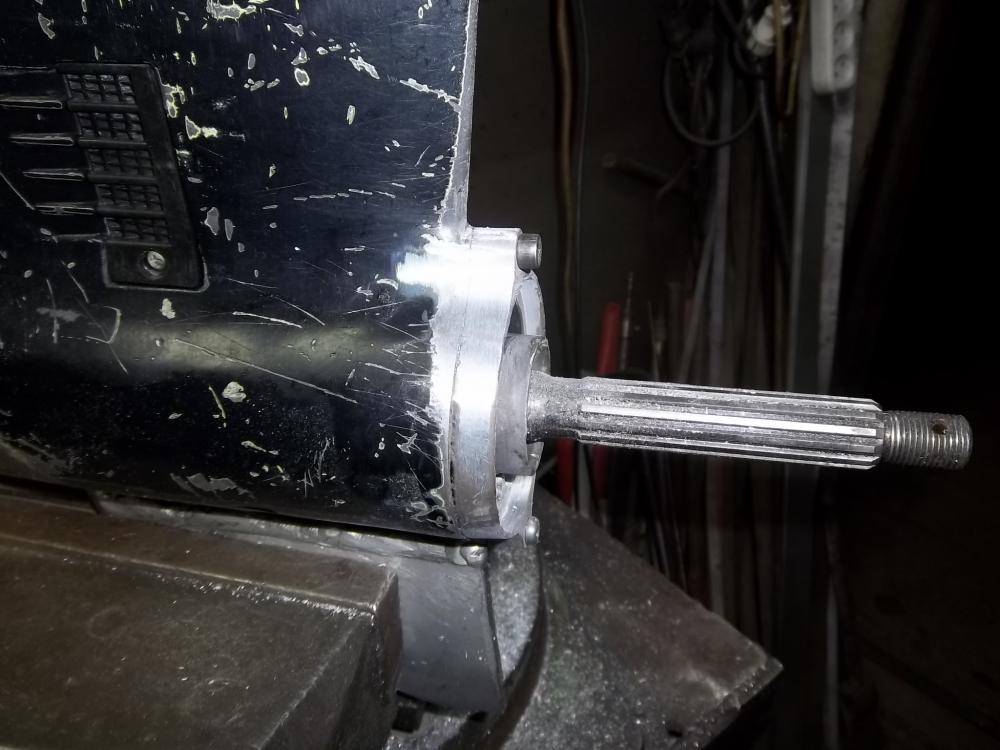
Восстановление креплений.Приваривать не было смысла,сделал наплавку на втулке и обработал.Киль варил не я ,предлагал переделать,отказались.
6 баллов
-
http://forum4x4club.ru/uploads/monthly_11_2015/post-11650-0-83821400-1446930729.jpg6 баллов
-
Ну вот примерно тоже самое...ТОлько зачем оно надо Вам??
6 баллов
-
РемонтЁры.
6 баллов
-
я Оборжался! В качестве благодарности работнику СТО: http://mtdata.ru/u24/photo28D0/20706568165-0/original.jpeg5 баллов
-
Нашол вот такой набор. Что могу сказать резак очень тяжолый. В работе пока не пробывал наконечники горелки от 0 до 7 мм. Сопла резака разного колибра на фото видно. Подскажите чем сгТь окислы желательно химией так как они не только снаружи но внутри трубок.
4 балла
-
А я жду более конкретной информации и более конкретных ваших "хотелок".Начнём с котла. На каком топливе будет? Часто ли отрубают электричество? Есть пожелание, чтобы система работала как самотёком, так и с насосом? Тёплый пол-обязательно водяной? Какие материалы для трубопроводов предполагаются? Водонагреватель для ГВС будет косвенный, электрический, комбинированный (как косвенного нагрева теплоносителем, так и с ТЭНами)? Водяной полотенцесушитель в С/У будет? После ответа на данные вопросы уже можно будет судить о применимости того, или иного вида радиаторов, необходимости коллекторов,гидрострелок и прочего. Хотя, дом-не сильно сложный и перегружать систему всякими наворотами особо не вижу смысла. Ну, если только для форсу бандитского...4 балла
-
Похоже чайник и правду медный и вдобавок покрыт под золото. Медники, да были таковы из детства помню по деревне ходили и кому чего в ремонт брали, у бабке моей самовары в основном и самое интересное они их медью паяли или сваривали , олово считали вредным компонентом в самоваре для здоровья. Самое интересное чайничек носик да и дно пропаян оловом, производители не особо о здоровье нашем беспокоятся. Придется на чайнике носик отпаять совсем почистить от олова и медью сварить, с дном сложнее будет но посмотрим. Сегодня не до чайника было , занимался прицепным да запаской с которой проблема к кронштейну нужно прижимать ее гайкой (на самом кронштейне болты приварены будут ), гайка под головку 21мм и сама головка для прикручивания-откручивания не лезет в углубление диска, даже головка 17мм и та не лезет, только 14мм и то в плотную. . Хозяин поехал искать гайки подходящие, но скорее всего не найдет. Отдадим сделать гайки вдвое длиннее и чтобы наружу выходили из диска , конечно можно и сварить две в одну, ждем хозяина что скажет, так и будет .
4 балла
-
Лопата как родная стоит.4 балла
-
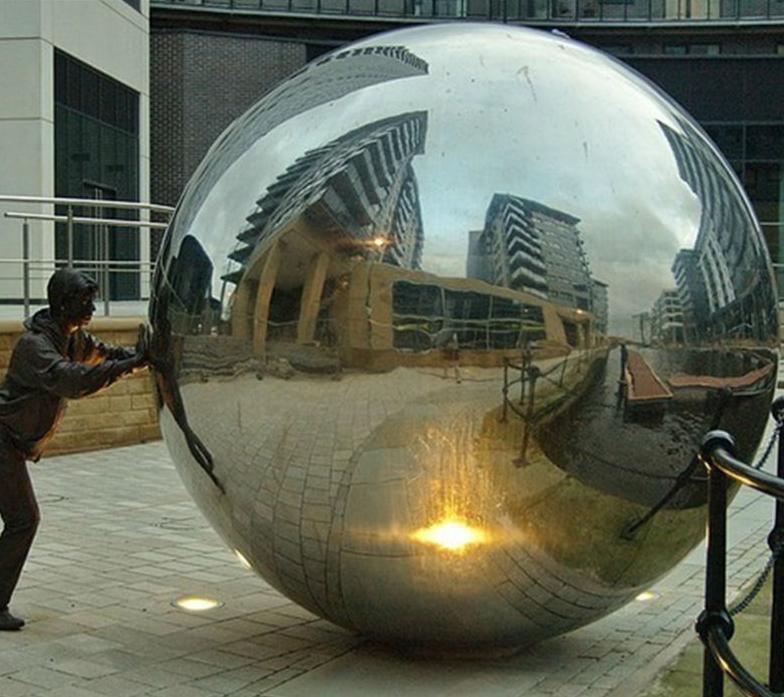
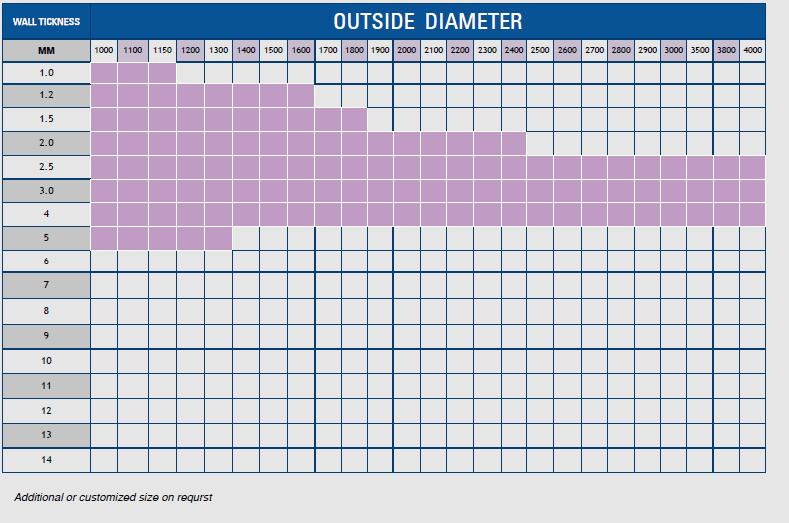
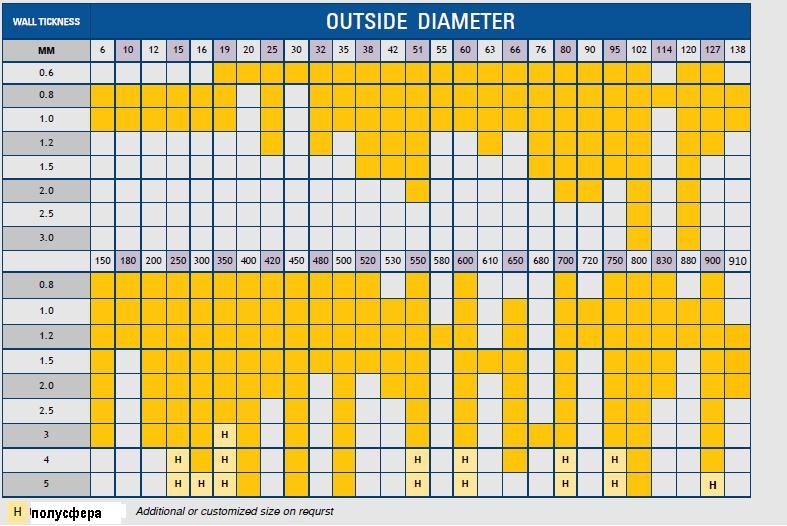
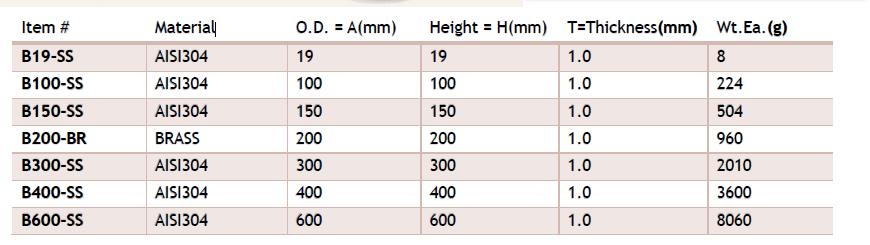
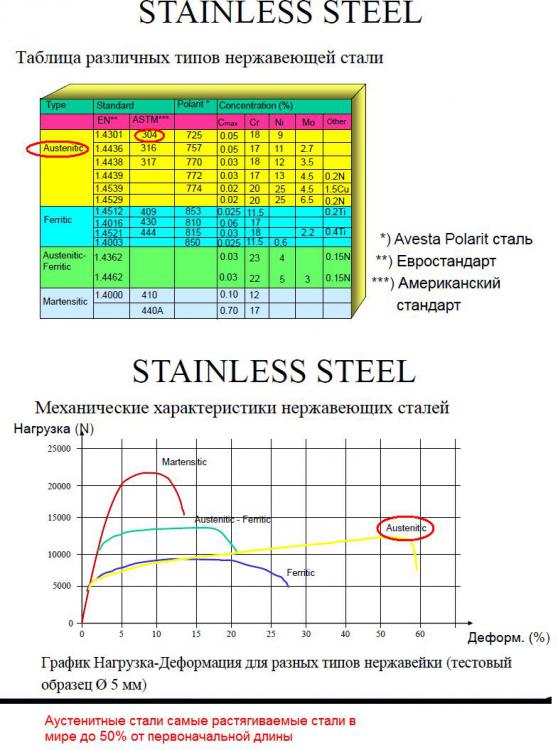
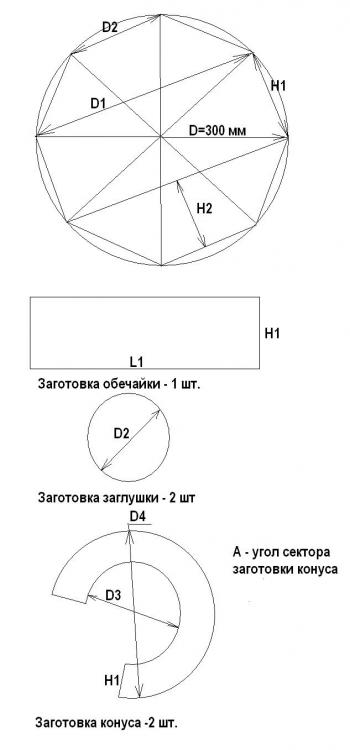
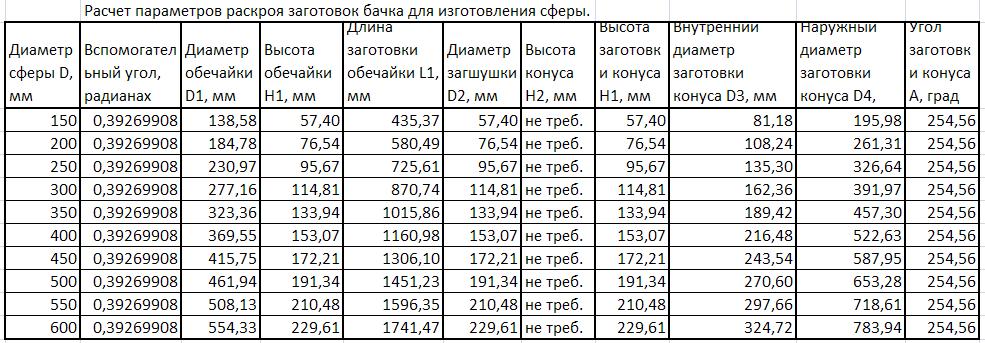
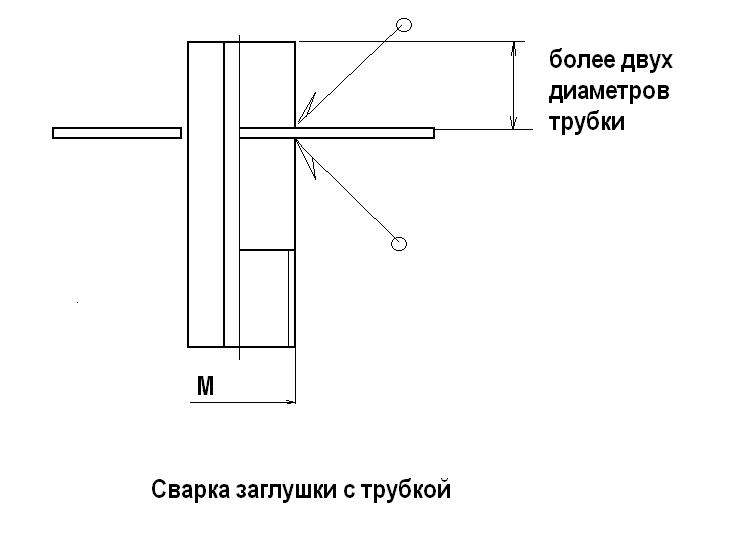
Технология изготовления зеркальных шаров. В данной теме хотел отразить технологию изготовления зеркальных шаров. Введение Под зеркальным шаром понимается полая металлическая сфера, изготовленная из нержавеющей стали толщиной от 1 до 5 мм, отшлифованная до зеркального блеска. Согласитесь, подобные конструкции выглядят довольно эффектно. Могут быть использованы как детали интерьера и скульптурных композиций. К тому же подобная технология используется для изготовления зеркальных скульптур из нержавеющей стали и куполов церквей. Один из изготовителей: www.shinydecor.com Согласно каталогам производителя данные конструкции изготавливаются в следующем ассортименте: По всей видимости, изготовление сфер малого диаметра производиться предварительной штамповкой полусфер, и последующей сваркой двух половинок. Сферы больших диаметров изготавливаются из раскроенных деталей. Как видно из каталогов материал для изготовления сфер используют AISI 304 приблизительный аналог нашей 08Х18Н10. Для получения сферического профиля шары после сварки надувают водой под давлением, как воздушные шарики. Дело в том что аустенитные стали хорошо тянуться. Поэтому конструкции из листовой аустенитной стали можно раздувать. Рассмотрим пример изготовления шара диаметром 300 мм. Как заявлено производителем данный шар изготавливается из листа толщиной 1 мм. Такую толщину довольно сложно сварить без дефектов односторонним стыковым соединением, да и при шлифовки можно протереть до дыр, но если, например, взять толщину 2 мм то возникнут сложности. Во первых шар будет дороже и тяжелее. Во вторых будет труднее формировать заготовки. И в третьих понадобиться большее давление воды для того чтобы шар принял идеальную сферическую форму. Поэтому давайте остановимся на листе толщиной 1 мм. Раскрой.Для получения шара будем предварительно изготавливать бачок по форме напоминающий шар. Начертим круг диаметром 300 мм и разделим его на 8 секторов. Расчет параметров приложен в Excel файле. К сожалению пишет что файл Exel нельзя сюда загрузить так что пишите почту кому надо перешлю. Раскрой можно осуществить на лазерном комплексе или по старинке на ручной гильотине. Формирование обечайки и конуса необходимо произвести на вальцах. Сначала подогнуть края по шаблону, а потом вальцевать. В одной заглушке необходимо просверлить отверстие диаметром равным наружному диаметру трубы по которой будет подаваться вода. Трубка должна быть толстостенной. Материал трубки должен быть тоже нержавейка. На конце трубки должна быть резьба для подсоединения шланга высокого давление. Если трубка будет длинной это хорошо, это позволит использовать её несколько раз. Внутренний диаметр трубки должен быть выбран так чтобы в шар можно было залить воду. Собрать трубку с заглушкой. Важно чтобы при сборке трубка заходила в шар более чем на два диаметра трубки. Это позволит в последствии заварить отверстие так, чтобы не нагреть тонкий металл шара потому, что если это произойдет, место разогрева провалиться вовнутрь шара. Обварить трубку с обеих сторон угловым швом с полным проваром. Если провара не будет, при шлифовании появятся дефекты. Собрать обечайку на прихватках без зазора в стык. Сварить стыковой шов обечайки с помощью ручной аргонодуговой сварки неплавящимся электродом. Желательно с поддувом. Подрезы на лицевой стороне не допускаются. Должна быть обеспечена герметичность шва и отсутствие внутренних дефектов, так как при шлифовании они станут видимыми. Сборка конуса на прихватках ведется по обечайке и припуск по окончанию сборки обрезается так, чтобы в стыковых швах не было зазоров или они были минимальны. Когда конструкция собрана на прихватках можно приступать к сварке. Если хотите обеспечить поддув, заведите шланг в трубку и обклейте скотчем участки незаваренных швов, чтобы поддув не расходовался зря. Помните, что при замыкании последнего шва может произойти выброс сварочной ванны вверх, в связи с тем, что образовался герметичный сосуд. Это может привести к травме. В данном случае было использовано дополнительное фланцевое соединение. Но лучшим решение было бы добавление перекрывающего крана на выходную трубу. Это позволил о бы оставить давление воды 3-4 КгС/мм2 после процесса надувания и перекрыть. По моему мнению, шлифовать шары нужно тогда когда в них находиться вода под небольшим давлением, металл не будет нагреваться и проваливаться. По окончанию шлифовки (или удаления усиления сварных швов) воду можно слить. (К сожалению, я не пробовал такую процедуру, но думаю, это будет правильно.) Ну что ж бачок готов можно приступать к надуванию. Для надувания необходимо рассчитать давление для каждой конструкции, при котором начнется пластическая деформация и давление, при котором шар разрушиться для того, чтобы знать в каких диапазонах можно надувать. И так мы выяснили что при давлении в шаре 67 Кгс/мм2 шар должен разрушится. Для проведения процесса надувания можно использовать водяной гидронасос предназначенный для испытания сосудов работающих под давлением. Необходимо заполнить шар водой и выгнать из него весь воздух. В целях безопасности перед подачей давления шар необходимо поместить в отдельный контейнер или комнату, в которой никого не будет до тех пор, пока давление с шара не будет снято. Иначе шар может лопнуть или соединение может не выдержать. Это может привести к травме. Первый шар лучше надувать постепенно. Нагнали давление до определенного уровня, потом сбросили, посмотрели все ли Вас устраивает. Потом еще добавили, сбросили, посмотрели. Не используйте для надувания шара воздух или газ (воздух тоже смесь газов) может произойти взрыв.Шар необходимо надувать до тех пор пока проваленная околошовная зона вокруг шва не выпрет на уровень основного листа, чтобы при шлифовке не оставались канавки между швом и околошовной зоной.Вы можете столкнуться с ситуацией когда в определенный момент появиться течь в некачественном сварном шве. Давление не будет нагнетаться. Слейте воду и подварите дефект. Место сварки слегка провалиться. Налейте воды и повторите процедуру. Качество швов без комментариев.От шов! Неужели руками? Если Вы закончили надувание, сбросьте давление до 3-4 Кгс/мм2 и перекройте входной кран. Сбросьте давление в гидронасосе до нуля. Отсоедините шланг высокого давления и перекатывая шар по ПЕСЧАНОМУ полу переместите его на шлифовку. При шлифовки тонкий металл не должен перегреваться (если конечно не усердствовать) так как внутри вода. Перегрев металла приведет к его проваливанию вовнутрь шара. Да вот так не затейливо болгаркой Вы сначала снимаете усиление сварных швов. Вода внутри. Откройте кран, слейте воду. Теперь срежьте трубку болгаркой почти заподлицо и аккуратно без значительного перегрева (благо Вы оставили хвостик внутри, который подберет тепло) за плавьте отверстие и зашлифуйте. А потом ….эх. Окончательная шлифовка. И еще. Должно быть какое-то защитное покрытие на шарах, о котором я ничего не знаю. Возможно люди, которые занимаются нанесением оксида титана на церковные купола, знают об этом. Всем спасибо. Удачи в освоении новых технологий. PS: Возможно в мои расчеты закралась ошибка. Я их не проверял. Будьте осторожны при их использовании. Соблюдайте технику безопасности. Вышлю файл с расчетами по запросу или выложу на форуме если будет разрешение модератора. На вопросы буду отвечать редко, по возможности. Работы много.
3 балла
-
3 балла
-
Во! На таком КрПр осваивал профессию токаря на МИЗе в 1977-79 гг. Кстати, невзирая на возраст, станок был в идеальном состоянии и точил я на нем не абы что, а заготовки для протяжек.3 балла
-
@Бархударов, 10-40уе от наглости продавана)))3 балла
-
А вот это я увидел сегодня в подъезде у м.провода: -так наши обыватели отмечали праздники.
3 балла
-
http://f1.s.qip.ru/IA4wMEpv.png С ОК деранул беззастенчиво.3 балла
-
В понедельник будет галтель... З.Ы. просматривать снизу вверх
3 балла
-
3 балла
-
@Rolli, Вам осталось только создать защитную камеру, накачать её аргоном и варить в ней потолочные швы уонии 13/55 d=2.0mm.2 балла
-
Сижу сейчас паяю блок питания от маршутизатора. Попалось видео. Прикольные товарищи. https://www.youtube.com/watch?v=IWl5-cqPEIs2 балла
-
Василий смотрел новости про тебя и одновременно по ТВ1 Малахов показывает деда 76лет без ног и без кистей рук. Дед прожил всю жизнь и имеет детей и семью , но катается на коляске 43года если ее так можно назвать кусок доски обтянутый коже заменителем и 4 колеса. Но все равно молодец и не унывал всю жизнь и прожил ее как положено. Тебе тоже желаю успехов во всем и не унывай, ты просто молодчина и настоящий мужик. Вопросов много к властям, они должны помогать таким людям, но на деле как правило не чего не делают.2 балла
-
Темы "Записки начинающего газорезчика" пока не нашел... Возможно баян. Маску жалко http://www.youtube.com/watch?v=7ttz0SWPb-s2 балла
-
Вспопнил. У нас радиаторщиков зовут медниками. Меди уже давно нет а все медники. Скорее уже поксипольщики и эпоксидники-тряпошники.2 балла
-
" нержавейка любит напряжение холостого хода, которое измеряется в килогерцах и киловольтах"2 балла
-
Испытания мопеда, выпускаемого Пермским электромеханическим заводом в 1930-х годах... аххахах
2 балла
-
Запилил такой кондуктор для рамок на забор, оградку. https://www.youtube.com/watch?v=zN3hlLY04_s2 балла
-
"Выходной"...
2 балла
-
ну вот как то так сегодня день прошёл ,пришлось у тоёты ко что вырезать и на место залатать,пока разбирали дособрал подогрев для реуктора,задолбался его в Алмате по базару искать да и у себя в городе,собрал за 2 часа,ну про экономию думаю не надо говорить
2 балла
-
Изготовление колес для гаражных "тележек". Сделал 10шт, все раздал.Всем рассказываю,что я жмот.Стоит показать,что рассказывай,что не рассказывай... Берем ролик с подшипником (используются где то в лифтовом хозяйстве), кистевой экспандер, делаем приспособу как на фото(обязательно смазать маслом!); экспандеры бывают 3 степеней жесткости,брать лучше средней, можно нагреть в кипятке. И еще необходимый "прибамбасинг" для работы в гараже...
2 балла
-
2 балла
-
Везет все относительно толстое и можно вдоволь поварить, а у мене в последнее время все какие то трубочки тонкостенные не успеешь дугу включить , и уже выключать надобно.
2 балла
-
Радиатор масленый с камбайна пропарка , Корпус с компрессора
2 балла
-
Пятница, рабочий процесс: петли для ворот, заготовки Пики (чугунные отливки+труба (СТ 3), варил ПА), заготовки Как обычно - надо, заказал/наобещали, не сделали. Переделал/перегнул за рукожопыми обещалкиными "волюты", "кольца" и прочие завитки. Очень тяжёлые стойки (60х40х3х2400)
2 балла
-
Интересные штатные подножки (вроде как на Паджерик) из тонкостенной трубы. Хрень полная, но надо скопировать,плюс починить последний выживший опосля кувалды образец. Труба 40х1,2. Персональное спасибо Круазику за наводку по тонкостенным трубам, в итоге купил за копейки и рядом с домом. Образец уже с восстановленным болтом Как я только не изгалялся: и песком набивал трубу, и грел газом: заломы и прочая веселуха. Поэтому единственное правильное решение: резать и варить, потом обтачивать швы. Швы сначала толстым диском, потом лепестком шлифовал. Ну и гравёром с абразивной насадкой стачивал внутренний шов, фотать уже не стал.
2 балла
-
Реальность. А вот мой станок. На один год новее. http://content4-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/2013-sept-018.sized.jpg http://content4-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/DSC06091.sized.jpg2 балла
-
Привет всем коллеги!!!вот ещё кой чего по мелочи.кровать-чердак.колбаску порезать.карандашик подточитьподсвечник на три свечи.цвечники
2 балла
-
мужики за фото и вообще прошу строго не судить меня,я новичок как бы в этом , и работать сложнее мне в моей ситуации,буду рад подсказкам и советам,но варить люблю честно скажу,это мое,нравится мне,да может вредно и все в этом роде ожоги и все такое,но лучше думаю худо да бедно работать чем мотать нюни на кулак и говорить все плохо,бывает так же мото технику делаю и скутеры были и красил было2 балла
-
Нет,свиста нет.Снова завал на работе,даже некогда с настройками побаловаться!1 балл
-
@Менгон,Выход есть, надо плескануть немного заказчику...Уровнять так сказать положение...1 балл
-
Пересылка за их счёт, получаешь -не платишь. По телефону обговаривается. Проверено на мне. Оплатил только ту сумму, что указали в счёте, забирал бесплатно.
1 балл
-
Ну вот добрался фото 1 делаем трещину, 2 разделка, 3 газ ток, 4 Начало сварки и прихватка ( да диск не грел, подогрел только на печке градусов 40-50 ), 5 убавляем ток ,варим бортик , 6 варим с лицевой стороны . Ну вот примерно так. С горелкой понятно или фотки кинуть?
1 балл
-
Ток 25-63А,15%,2,5 Гц.Сталь 304,присадка 1,2мм.
1 балл
-
всем привет!!!! ещё немного фото , если надоел , то скажите..... корпус КПП
1 балл
-
вот ещё наплавка корпус коробки от таза))
1 балл
-
.1. Молодец, последствий то ни каких не должно быть, оскарблений и прочего то, запрета небыло, просто получается что, если кто то слелал чего то полезного и нужного как минимум для себя, он не должен его выставлять на конкурс? Условиям это не противоречит, и само изготомление попало как раз во время проведения конкурса. Идея зародилась ещё зимой, почти пол года пришлось ворошить иНет, читать патенты, диссертации и книги, причём в свободном доступе их практически нет. Как то эта технология вообще покрыта МРАКОМ. Причин не знаю, наверное все технологии покрыты мраком, также как когда повторял технологию STT и ПУЛЬС в сварке алюминия, вообще ни какой инфы, нужно только эксперементировать... Самая проблемная деталь, это наверное питатель, сейчас установлена ПЯТАЯ версии, но уже придумана СЕДЬМАЯ. 2. Спасибо за тёплые слова, даже не знаю, получится или нет.... В личке куча предложений, но както интересно получается, есть некоторые товарищи, которые хотят перекупать этот прибор и двигать по ШЕЯТИзначной цене, то есть близкой к заводскому, а ведь если комертизировать данное изделие, я хочу, чтобы циферка была НАРОДНАЯ и относительно доступная. Наверное это беда России, есть технология, но её хотят продавать за ДОРОГО даже своим, а ведь открытие было сделано случайно ещё в 1988году. Далее димет её подпатентовал, и...... Както не ХОРОШО получается, не по Христьянски....1 балл
-
Фланец переходник на коробку передач Форд Таурус Корпус, точно не помню, вроде АК8М3, фланец отливали из АК12 http://cs619226.vk.me/v619226172/11c42/mXiuUI0kK3Y.jpg http://cs619226.vk.me/v619226172/11c5d/rCGUz3G5Nwo.jpg http://cs619226.vk.me/v619226172/11c66/ErOajxZUDEk.jpg http://cs619226.vk.me/v619226172/11c81/InFWYuhyOu0.jpg1 балл