Лидеры




Популярный контент
Показан контент с высокой репутацией 25.09.2015 в Сообщения
-
Коробка от девятки,к сожалению сварочный шов не успел сфоткать.
 12 баллов
12 баллов -
http://f5.s.qip.ru/IA4wMDqF.png http://fs101.jpe.ru/3910/4631568_62aebaae.jpg http://fs102.jpe.ru/c551/4638423_fae61f0c.jpg http://f6.s.qip.ru/IA4wMDqE.png8 баллов
-
Поддон от Катаны,самое сложное было отчистить его от всех этих хайтековских герметиков,три разных вида насчитал пока отжигал.
7 баллов
-
Еще пару фоток крышки, предварительно обработанной "ручным фрезером" , пор нету это и заслуга Форсажа и говорит о качественной дуге на АС токе. Крышка отдана хозяину и пройдет обработку плоскости на станке. Форсаж сейчас на заводе и проходит модернизацию. В конце октября снова на тест приедет.
5 баллов
-
Ни, покороче...5 баллов
-
Че, бывает. утонул бедняга, даже проволоку не успели спасти))
4 балла
-
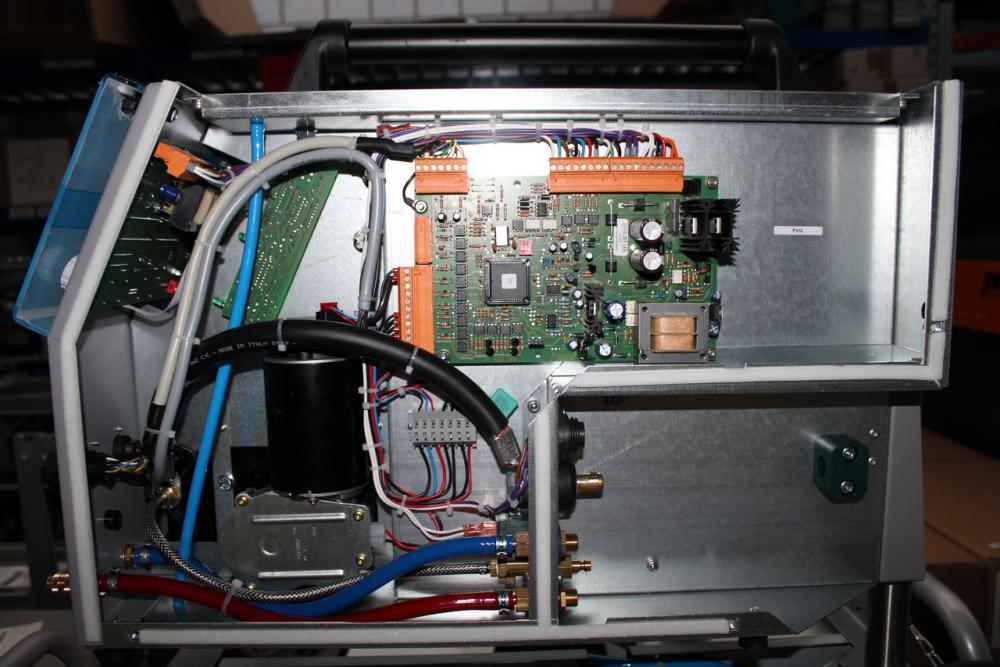
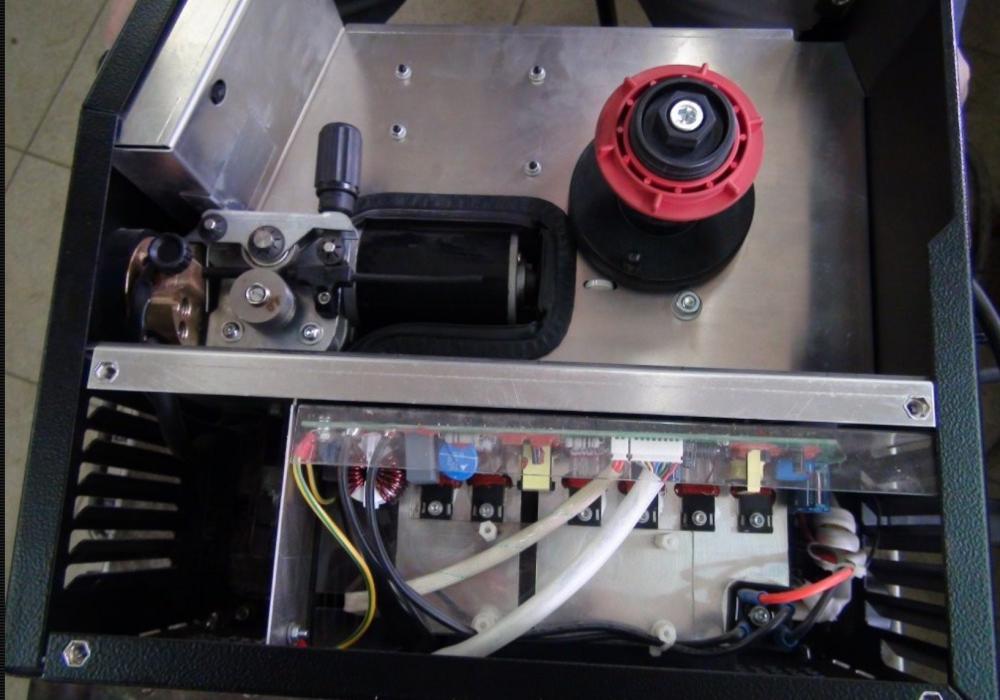
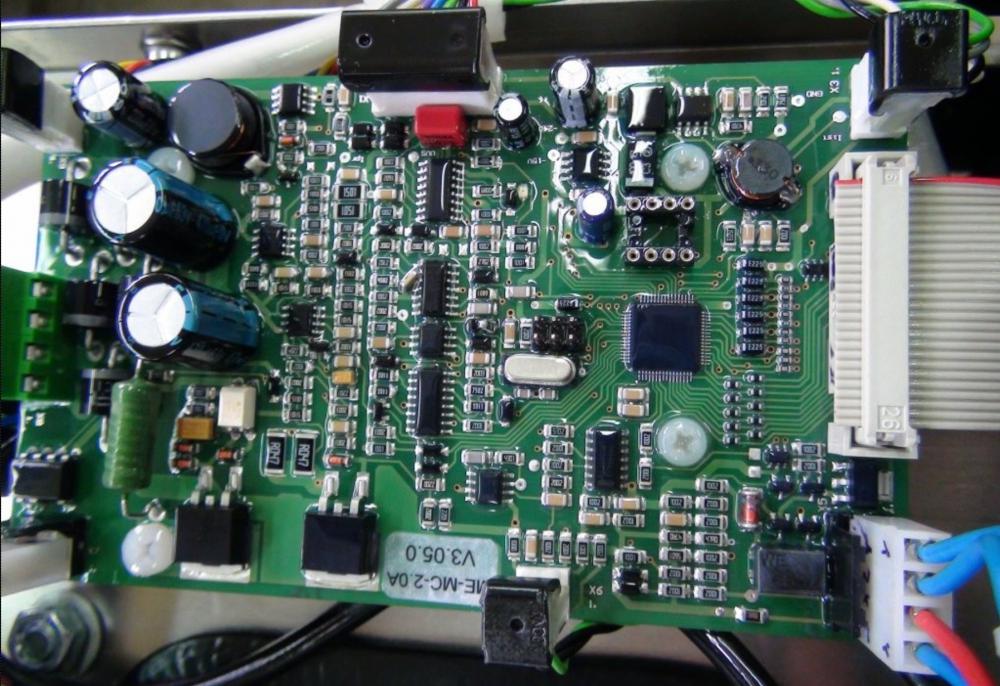
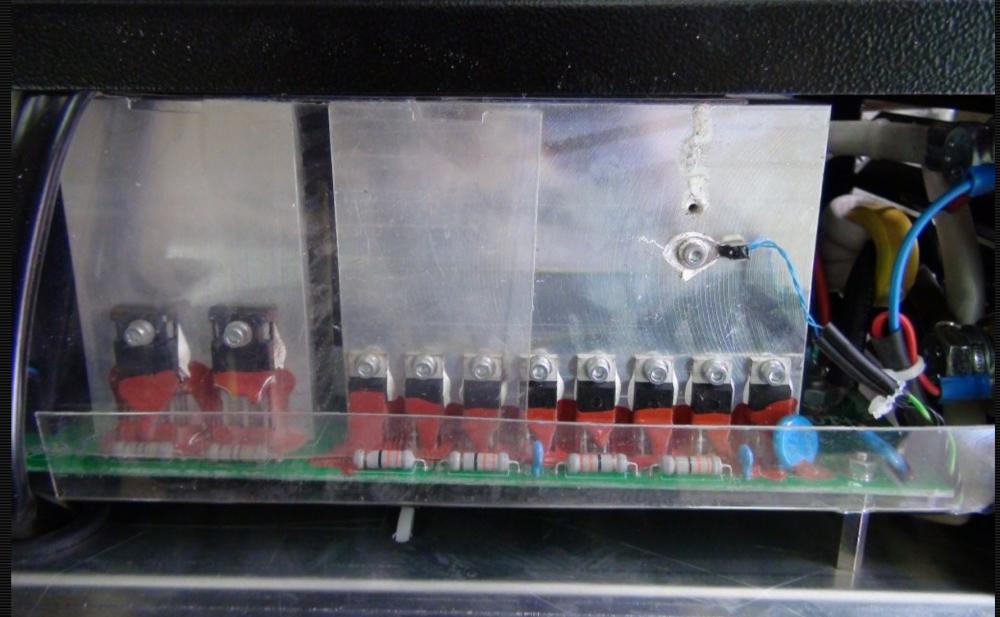
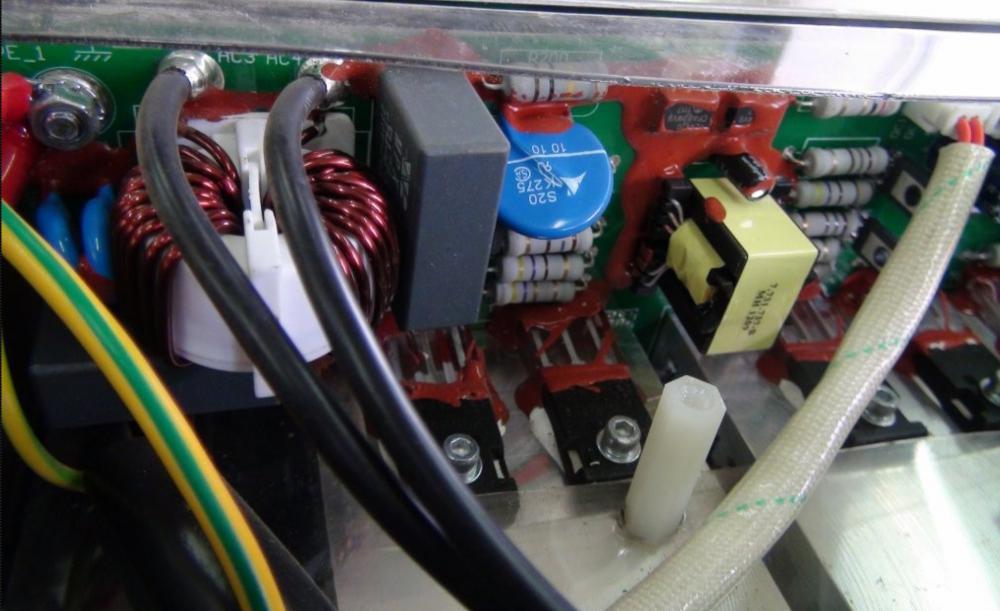
Немного внутренностей импульсного полуавтомата: Общий вид Подающее устройство Источник питания Плата панели управления Плата фильтра
4 балла
-
Типа концепт кар Grovers ARC 160G. На выставке можно будет увидеть всю линейку новых моделей. Там и аргонки новые на 200 ампер и ручники и плазмы. Одна даже с встроенным компрессором.
4 балла
-
Кедр TIG209 Корпус аккуратный, на вид серьезный аппарат. Сборка трехэтажная . Туннельный продув.Вес 8кг. Ток в режиме ММА- в попугаях.( электроды Ок-46 Ф2.5 Варит на 113А) Когда должно быть 80А. Вилка сети не серьезная, (литая лучше в использование). Судя по 4.5 KVA в режиме ММА-160А. Сварочный аппарат стоит на передней и задней панели в виду отсутствие ножек, что влечет к сколам при не аккуратной установки аппарата.
4 балла
-
4 балла
-
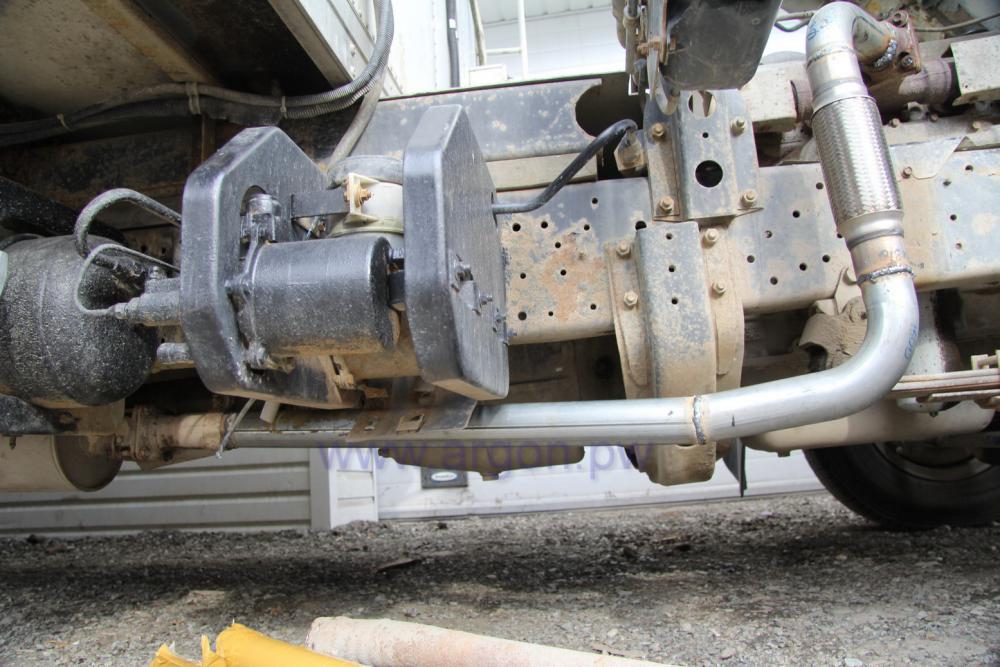
Замена кранов. Благо, что все вырезать пришлось, хоть место было достаточно, чтобы голову к стене просунуть!
4 балла
-
Приглашаю участников форума посетить наш стенд № А401 в павильоне 4 на выставке «Weldex / Россварка», которая пройдет 06 – 09 октября 2015 в Москве, КВЦ «Сокольники» На нашем стенде вы можете: Выбрать необходимое сварочное оборудование и материалыУвидеть новейшее оборудование в действииОценить технические характеристикиИзучить самые современные сварочные технологииЗаключить выгодные контрактыПолучить консультации экспертов в области сварки и родственных процессовУзнать о тенденциях и последних достижениях в отрасли на мероприятиях деловой программыЭто из официального приглашения, от себя: Приходите, пообщаемся, говорите что с Вебсварки, Спрашивайте Сергея Для бесплатного посещения выставки получите электронный билет Более подробно на сайте Weldex3 балла
-
3 балла
-
@ems_mike,Сварку без отрыва корневого шва не поворотной трубы ведут максимально короткой дугой,окунанием электрода в сварочную ванну,почти упираясь электродом. Сварка происходит на грани проплавления и ни какой наброс в этот момент не может быть.На Вашем аппарате окунать электрод не получится ,он гаснет раньше времени,в отличии от других аппаратов с которыми я работал.Это раз. У Вашего аппарата узкий и глубокий проплав,что заметили многие.Из за ВАХ это или нет я не знаю.Это Вам лучше знать.Но грань пройдена в сторону проплавления.Это два. КАК срабатывание наброса при более короткой дуге и низком напряжении может более эффективно способствовать предотвращению прилипанию ??? Покажите возможности ИНЭУМа и Продемонстрируйте пожалуйста процесс без отрывной сварки корня шва не поворотного стыка трубы 57мм-108мм толщиной 3-3,5мм.Потолок,вертикал,низ,горизонт.Электродами с основным покрытием:уони,эсаб или эсаб сычёвские мтг-1,мтг-3. И что это было? Вам сварщики похвалили плюсы и вполне чётко сформулировали недостатки ИНЭУМа. Отнеслись с пониманием к тому,что достаточно сложно создать такой аппарат в Российской действительности.В место того чтобы прислушаться,Вы позволяете себе такие высказывания. Меня тоже смущают некоторые противоречия,относящиеся к Вашему профессионализму,НО я это не озвучиваю,так как это не вежливо,не этично и не продуктивно. Я продал в прошлую пятницу хороший сварочник за пол цены,положившись на ИНЭУМ.Я запорол две насосные группы,с помощью ИНЭУМа.Хотелось бы тоже немного понимания.Спасибо.3 балла
-
Отрезал шланг, оставил 2 метра, налил в него растворителя, побултыхал, слил все каку, поставил обратно и ... О майн гад, получается! Нижний шов, после промывки шланга. Тренируюсь дальше и с каждым разом все лучше и лучше... И лучше и лучше... И лучше и лучше... И ... И на последок решил сварить трубку - Вот такой результат. За сегодня научился больше, чем за две недели до этого. Как будто осенило, все стало куда понятнее, и нагляднее, со сварочным током стал играться осознанно. Спасибо за помощь всем неравнодушным. Покритикуйте швы, что где не так делаю, а то для меня после всех предыдущих косяков эти швы просто божественные
3 балла
-
Ну, куда такое? Решил сюда, наши новости: Необычное ДТП случилось сегодня утром В Комсомольске-на-Амуре, во дворе дома по улице Сидоренко 1. В утреннее время девушка-водитель не смогла завершить манёвр, проезжая по двору на автомобиле «Тойта Рав 4» и в итоге буквально заехала на припаркованную у обочины «Тойоту Алион».В принципе, особых повреждений в результате происшествия машины не получили — водители даже не стали вызывать на место ДТП сотрудников Госавтоинспекции, а оформили европротокол. Зрелищность ДТП привлекла множество зевак.3 балла
-
Валер, за поджиг трепи их. не дело так загораться. особенно зная твою любовь к чистой поверхности ала, по определению вольфрам должен сам гореть. как у футболистов - в касание.2 балла
-
Дело не в этом. Как только ваши швы стали "божественными", а Вы почувствовали себя Сварщиком - всё, игра окончена. Нужно продавать св.оборудование, инструмент и заниматься другим делом. Что касается швов, то Вы можете посмотреть их в большом количестве и совершенно бесплатно в "Св. швы-1", "Св. швы-2" и некоторых др. темах. Там же, кстати, неоднократно говорилось о качестве аргона, промывке шлейфа и пробе на пятно. Через несколько лет, увидев здесь свои "оклякуши" Вы будете звонко смеяться, а пока зачистите корд-щёткой и переварите всё заново.2 балла
-
Ну вот и " Серебряная свадьба " , а как вчера было это всё . Колыма , Бурхала , 1990 г , вторник ( ! ) . Вот время летит ....
2 балла
-
Стоит посмотреть. Особенно, в свете профиля нашего форума-последнюю фотку.2 балла
-
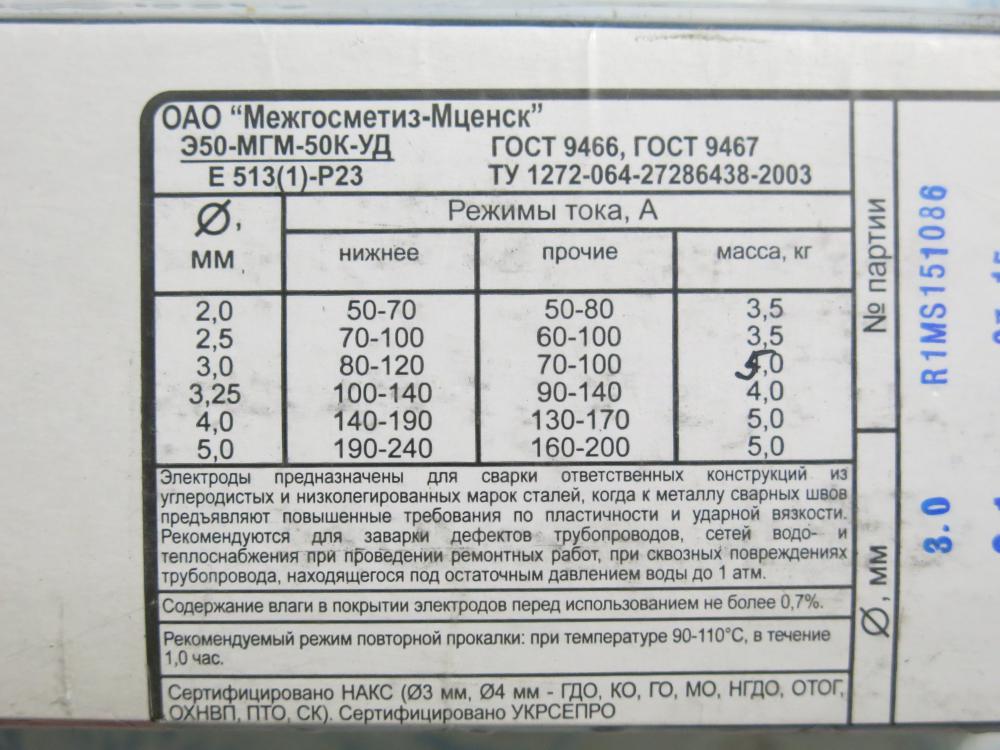
МГМ-50К. Давно хотел приобрести эти электроды, да не было в розничной продаже! Взял на работу несколько штук и первую очередь, сразу, проверил на сварку в воде. Сначала сильно много воды налил и плохо видно, что варишь, потом отлил, оставив не более 2см воды и положил подлиннее шов. Получается неплохо! Сварил два обрезка трубы. Ракурс фото не очень удачный, ток 90А, обратная полярность. На прямой полярности шов Поджиг и горение электрода очень хорошее, от ОК-46 отличается толстым слоем шлака из-за этого сложно будет тонкое варить, ну и сверху вниз уже не получится положить шов. Хотя не пробовал! Остальное дожег, варил лестницу из б/у труб. Иногда шлак затекал вперед дуги, но швы без шлаковых включений получились. Еще одно отличие от ОК-46 в том, что при сгибании электрода отваливается обмазка
2 балла
-
я у себя видел маски без царапин. рядом со столом за которым работаю, стоит стул, покрытый ковриком, на него ложу горелку и маску. бросать ее где попало и как попало рука не поднимается2 балла
-
@Argon89,lincoln limarosta 312 (есть аналоги у elga и др. производителей) для случаев, когда надо заварить хорошо непоймичто. Частенько выручали, когда я подобную технику ремонтил. P.S. хорошоб наглядно показать что к чему. Нсверняка толщина металла 10ка и толще, и деталь массивная. Вдобавок всё в масле и грязюке. Надо почистить вокруг, даже краску содрать, всё равно сгорит. Резаком прогреть, выпарить влагу и масла с трещины, улучшить условия свариваемости. Если есть возможность, после заварки трещины, поставить дублировки, рёбра жёсткости.2 балла
-
@Argon89, коллега хотел сказать, что сначала делается разделка с одной стороны - заваривается, а потом расчищается и заваривается обратная сторона.2 балла
-
Очередные несколько фотографий. Правда цвет порошка на фото какой-то не такой сумашедший как в реале получился... Заметил, что на рабочих фотографиях все либо ржут, либо лыбятся, либо кривляются и строят из себя клоунов. Может аргон где траффиттт...
2 балла
-
Насколько я знаю, внутрянку инверторных аппаратов промышленного уровня вам поставляет то ли СЕА, то ли Selco ? Точно уже не помню. А в Первоуральске проходит только установка в корпус. Это так? Если это не так, то можно ли увидеть фото сборочного цеха плат и и комлектовки аппарата. Отдельно готовые платы на просушке. Моточный цех. Сборочную линию. И фото аппаратов поближе, платы что бы разглядеть. Без разглашения сверхсекретов. Вот тогда будет реально респект и уважуха. Я по всем форумам трындеть буду, что Вы - практически ЛУЧШИЕ в России!2 балла
-
@bader,Бери на заметку.
2 балла
-
Сборка ёмкостей.Сталь 304.
2 балла
-
Белазз, справку от кардиолога принесли? Ну тогда смотрите... под Вашу ответственность.2 балла
-
Немного фоток
2 балла
-
Ещё шедевр. Откуда они лезут? -2 балла
-
Навеяло . 11 или 12 год. Переделал яму. Бомба упадёт, а рама останется. http://s017.radikal.ru/i421/1509/b8/31da5ea60c15.jpg http://s019.radikal.ru/i640/1509/f6/a390e1a6dedf.jpg2 балла
-
@BelaZZ, Наилучшие пожелания и поздравления! Где то я этих людей уже видел...1 балл
-
, потом создам отдельную тему по ним и сообщу, сейчас некогда ими заниматься...1 балл
-
@Юра Алексеич,немного Вас сразу расстрою, здесь с работой вряд-ли кто поможет.Если и предлагались вакансии, то с очень высокой квалификацией. Искать, искать, искать...Удачи1 балл
-
Я тоже такой варю, по истене хорошая и полезная штуковина....1 балл
-
И supoplex, nik633. Как прям нас услышали . И покровитель сварных "Бог Сва.Ду " сегодня мне прислал в работу . Голова , чугун , 6 цилиндров , очень большая .
1 балл
-
@Konstantin_UTS, Извините меня, конечно. Я простой "колхозник". До ближайшего города нормального мне ехать и ехать. И все что мне надо по сварке и материалам я пробиваю сначала по интернету. Так вот когда я открываю сайт а там "по поводу цен свяжитесь с нашими менеджерами" Я становлюсь не адекватным и начинаю ругаться матом. Какого лешего Вы не полностью предоставляете информацию, в частности не оглашаете цену за товар. А это тоже самое что и скрывать тех параметры и т. д. Какого лешего я должен тратить свое время и деньги на звонок Вам и совершать лишние телодвижения. Я лучше переплачу но куплю в том магазине где я видел цену. Цена это основной фактор на который смотрит клиент, а потом все остальное. И если мне понравилась или не понравилась цена но товар мне нужен вот тогда я начинаю тыкать кнопки и вести разговор с менеджером. Я свои цены на услуги не скрываю они все на заборе висят . Кому надо тот заходит. Кому не надо разворачивается и уходит вот туда в даль. И я не боюсь конкурентов и не сколько не парюсь, я бы им был бы рад т.к. мы могли бы многому научиться друг у друга. Ну а клиент уж сам пускай выбирает к кому идти. Вот блин песочницу развели, конкуренты, цены, будут чморить. Так работайте лучше чем конкуренты. Взять к примеру форсаж. Открываю сайт, все цены, все понятно. Можно звонить и разговаривать. А Ваш и многих других в частности. Вроде и нужно, а вот эта игра в "партизан" сразу все отбивает. Потому как мысль, а не кидалово ли. А то что цены меняются, так меняйте, какие проблемы кнопки потыкать. Это упущение Вашего начальника, что не назначил ответственного за интернет страницу и не проконтролировал. А ваша что не поднимаете этот вопрос. А потом начинается вот классное оборудование выпускали, а производство загнулось. Ну стоит агрегат 10000000000 до бесконечности так и напишите. Кому надо свяжутся, остальные поприкалываются. С уважением Денис.
1 балл
-
Предложили сделать такую работу,турбина от погрузчика,стерлись лопасти,нужно наварить,общее количество на двух крышках 45 шт.Одну попробовал,вроде устроило,завтра приедет директор этой конторы посмотреть,если ему понравится,то работы по этой теме полно,по деньгам пока сошлись на 7 т.р. за обе крышки.
1 балл
-
Честно сказать, я не построил в этом году себе помещение (4х7), оно у меня лет 15 имеется, бывшая баня с предбанником. Супруга уже несколько лет пытается надавить (убедить) меня, что там я должен устроить мастерскую, но меня останавливает то, что полы деревянные и так-как основная моя, любительская, деятельность связана со сваркой, резкой металла, то рисковать своим хозяйством, под одной крышей (240м), плюс дом, особого желания нет. Поэтому предпочитаю производить любые сварочные работы, немного в стороне от горючих материалов. Хотя, есть конечно огромное желание иметь круглогодичную мастерскую, но желания и возможности, к сожалению, не всегда возможно совместить. Но, пытаюсь стремиться к этому. Еще очень сильно достает наше казахское рас----яйство, ни кто, ни за что не отвичает, напруга в 180в нормальное явление, в электросетях округляют глаза, когда слышат, что человек недоволен тем, что у него напряжение не соответствует норме. Советуют радоваться, что хоть это доступно. А мне не очень радостно, купил не очень дешевый аппарат, а варить не получается, напруга падает до 100В, кого рвать, материть, убивать не понятно, но каждый гавнюк, причастный к электроснабжению, требует бабло в 100% форме оплаты, как за качественное электроснабжение, просрочка, или перерасход, штраф. Суки, более мягкого определения подобрать не могу. Прошу извинить за несдерженность, но это правда. А мастерскую я себе сделаю, по любому. Пусть повесятся грабители под личиной государства, конкуренты, от зависти, жадности, алчности, но я ни когда не буду платить гос.бандитам, хватит с них и подоходного налога .1 балл
-
Получил я сегодня свою маску, и комплект стекл, опробовал в работе, Роман спасибо за маску.
1 балл
-
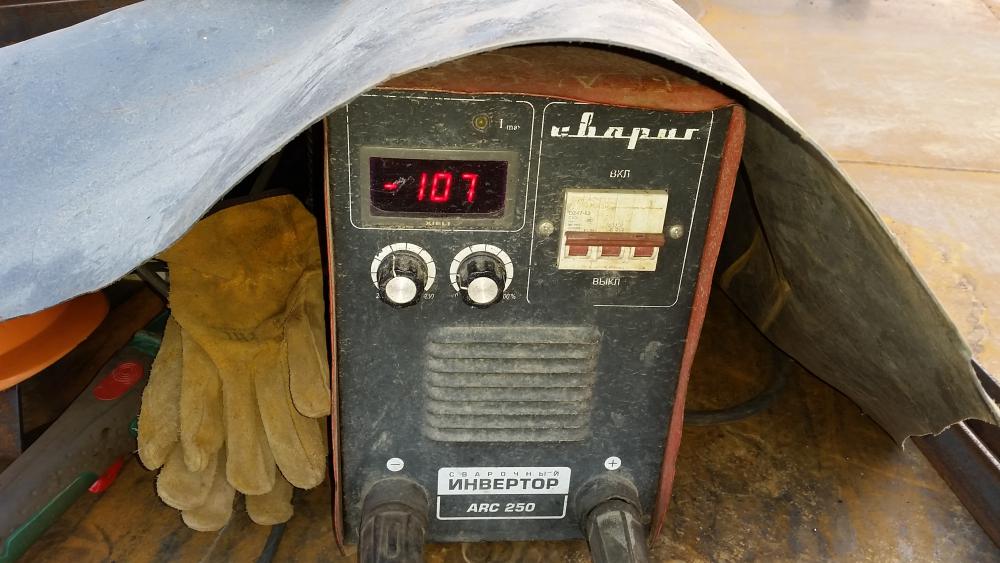
Чуть больше 1000 деталей, чуть больше 1800 швов катетом 3мм длинной от 50 до 70 мм, 14 кг уони ф3, сварка кронштейнов под утепление бочки 5000 м^3. Последние 3 рабочих дня пролетели слишком незаметно. По ощущениям ток около 120 ампер, а по показометру столько: 'Ноль' ампер примерно равен 70-и настоящих )) Всё хорошо, только не пойму зачем для керосина и дизтоплива утепление...
1 балл
-
Вы лучше ВАХ для ММА посмотрите и доказывать ничего не нужно было бы. Удержать дугу на этом напряжении трудно, если не совмещена рабочая точка по току и напряжению. Потому при 200 амперах на ММА не удержится дуга на 18 вольтах. Ей нужно примерно 28 вольт. А вот при 30-40 амперах, вполне возможно. Но при этом токе варить можно будет лишь электродом 1.6 - 2.0 мм. А зажигание при таком ХХ вообще будет мучением.1 балл
-
http://ic.pics.livejournal.com/zubkoff/10063659/750377/750377_600.jpg http://f6.s.qip.ru/IA4wMCST.png1 балл
-
Для общего понимания проблемы. Сам разобрался и попробую пояснить. Для начала теория: Высшая теплотворная способность (Higher Calorific Value = Gross Calorific Value = GCV) – количество теплоты, выделяемой при полном сгорании топлива, охлаждении продуктов сгорания до температуры топлива и конденсации водяного пара, образовавшегося при окислении водорода, входящего в состав топлива. Низшая теплотворная способность (Lower Calorific Value = Net Calorific Value = NCV) – количество теплоты, выделяемой при полном сгорании топлива без конденсации водяного пара. Энергия перешедшая при сгорании в водяной пар пойдет на парообразование и нагрев пара. В старом фильме "Ехали мы ехали" параход не смог отойти от пристани, т.к. на прощальный гудок истратил весь пар в котле. Так и с водородом. Теоретически энергии в нем вроде много, но поскольку результатом сгорания водорода является СО2 и Н2О, то на нагрев и испарение этой Н2О и уходит все тепло. На работу уходит мизер (паром железку не нагреть до 1000 градусов). И чем массивнее (толще) металл, тем принципиальнее становится тепло "низшй теплотворной способности". Потому ацетилен мало пригоден для резки больших толщин (лучше пропан, а еще лучше МАФ - и температуры и тепла много). У водорода этого тепла в три раза меньше, чем даже у ацетилена и в 8 раз меньше, чем у пропана. Если не ясно ещё, приходите сосвоими вопросами сюда:Вебсварка лучший форум. там места больше для моих ответов.1 балл
-
Подскажите, какую стоимость можно назвать за данную работу, экономайзер, при том, что ехать надо еще в командировку на два дня в Кингисепп, перелет с Мурманска мне оплачивает заказчик, или могу отдать работу тому кто находиться в Лен. области. Надо будет вварить колачи, давление 50 Атм, мотажника дают в помощь, работы будут проводиться на высоте. Экономайзер.rar
1 балл
-
Вот...так и лежат на ДХ, когда-то перестал в них влазить , с Москвы привезли в 90-ом году.
1 балл
-
http://www.youtube.com/watch?t=125&v=tWDmBtV4Xgk1 балл
-
Для контраста с ( торусом).
1 балл
-
Прочитал тему - очень понравилось. Тоже решил поделиться и добавлю от себя про постройку камина у себя в доме. Кстати получилось весьма бюджетно, если делать своими руками ну или с помощником. Дымоход уже был собран при постройке дома, камин здесь планировали изначально. Топка в этом случае - Jotul. Это процесс подбора размеров и формы, сразу примерил дымоход: Дальше сложил столбы "под уровень", сделал полочки из профиля под гипсокартон, подвел к топке забортный воздух для горения и уложил утеплитель : В промежуток между столбами закрепил профиль для гипсокартона: Затем уложил еще утеплитель на переднюю стенку, закрыл гипсокартоном и провел испытания. Получился реальный отопительный прибор! В промежутке еще плитку на пол укладывали Ну и вот только что обклеили камин плиткой, еще надо подчистить кое-где и рамочку доделать в центре. В планах еще хозблок построить, где будет гараж с мастерской вместе. Сейчас мастерская ютится вместе с котельной в одном помещении. Тесно вобщем.
1 балл