Лидеры




Популярный контент
Показан контент с высокой репутацией 19.03.2015 в Сообщения
-
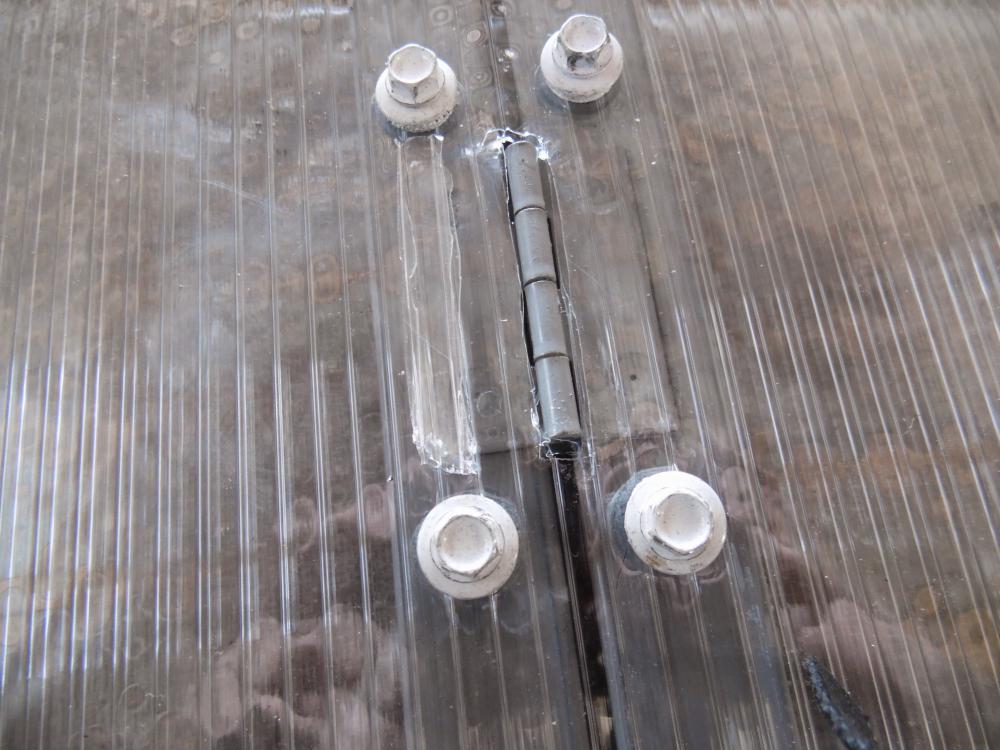
С гидробарьером, процесс еще весьма сырой, но вроде получилось
 13 баллов
13 баллов -
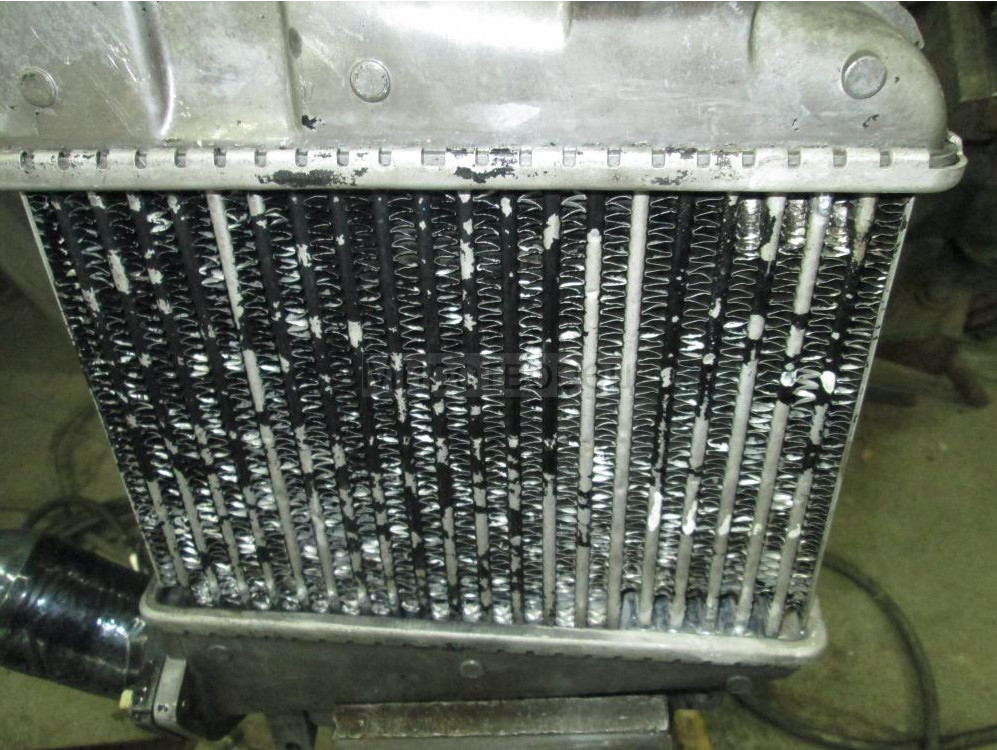
Пайка интеркулера Ниссан Патрол.
9 баллов
-
http://f6.s.qip.ru/IA4wMyFU.png6 баллов
-
Видео запилил по заправке из большого баллона в маленький, мож кому пригодится. http://www.youtube.com/watch?v=g6s-Dj8DFf45 баллов
-
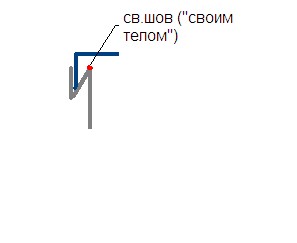
А вот вам маленький "бонус" Что бы меньше "вело",и не мучить себя и "нержу" таврами. Пример изготовления "гидрозатвора" коптилки (проверено на практике)....
4 балла
-
http://ic.pics.livejournal.com/xrenoff/13574766/303024/303024_600.jpg http://f6.s.qip.ru/IA4wMyGC.png4 балла
-
Не совсем юмор, из разряда: "А что плохого может произойти?" Первая, скорее пародия на многие рабочие места.
4 балла
-
@POG65, Определение марок сталей по цвету искры http://www.desti.ru/images/iskra/tmp23F-1.jpg Сталь 12Х18Н9 — искры светло-желтые, короткие, в небольшом количестве, почти без разветвлений с красно-желтым пучком в конце разветвления и тремя-пятью мелкими красными крупинками на разветвлениях. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-2.jpg Сталь Х12Ф1 — искры желтые, короткие, густые звёздочки, концы нитей острые с отдельными красными крупинками. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-3.jpg Сталь 12X13 — искры светло-желтые, короткие, с небольшими пучкообразными разветвлениями, с мелкими красными крупинками. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-4.jpg Железо Армко — искры светло-желтые прямые без разветвлений с двумя-тремя короткими красными нитями в середине. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-5.jpg Сталь марок Ст2 и СтЗ — искры светло-желтые, разветвления несколько более развиты и тоньше, чем сама нить; на концах искр стрелочки, звездочек нет. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-6.jpg Сталь 12ХНЗА — искры желтые, разветвления более развитые и толще, на концах искр стрелочки, звездочек нет. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-7.jpg Сталь 4 — искры светло-желтые, разветвления тоньше, чем нити, и гуще, чем стали Ст2 и СтЗ, звездочек нет. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-8.jpg Сталь автоматная 12 — искры светло-желтые с тонкими разветвлениями и с большим количеством звездочек: на концах нитей стрелочки, а в середине некоторых звездочек слабые красно-желтые пучочки. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-9.jpg Сталь 10 — искры светло-желтые с малым количеством разветвлений, небольшое количество удлиненных звездочек, кончики нитей острые, в середине некоторых звездочек имеется красно-желтые слабые пучочки. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-10.jpg Сталь марок У8, У10 — искры светло-желтые, разветвлений и звездочек больше и крупнее, чем у стали 15 и 20, с большим количеством красно-желтых пучочков в звездочках. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-11.jpg Сталь марок 15, 20 — искры светло-желтые, разветвлений и зведочек больше, чем у стали 10, но красно-желтых пучочков в звездочках меньше трех-пяти. В начале имеется пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-12.jpg Сталь марок 25, 30 — искры светло-желтые, разветвлений много, густые звездочки, концы нитей тонкие, во многих звездочках имеются красно-желтые крупинки в виде горошинок. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-13.jpg Сталь У12Ф — искры светло-желтые, крупные густые звездочки, в трех-пяти звездочках имеются красно-желтые пучочки. В начале искры имеется красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-14.jpg Сталь марок 40ХН, ХНМ — искры светло-желтые, в центре искр выделяются густые звездочки, на концах нитей небольшое количество стрелочек, в некоторых звездочках имеются красные крупинки. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-15.jpg Сталь марок 20ХНМ, 20НЗ — искры желтые, в центре искр выделяется несколько ярких звездочек, на концах искр имеются стрелочки и несколько красных крупинок в звездочках. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-16.jpg Сталь марок 40, 45 — искры светло-желтые, разветвления сильно развиты, на разветвлениях имеются крупные звездочки, в центре которых имеются красно-желтые крупинки. В начале искры имеется светло-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-17.jpg Сталь 38ХМЮА — искры желтые, на концах нитей стрелочки, а в середине нитей имеются несколько крупных звездочек с небольшими красными крупинками. В начале имеется небольшой светло-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-18.jpg Сталь марок 4ХС, ЗОХГСА, 35ХГСА — искры светло-желтые, на концах нитей стрелочки, на разветвлениях выделяется несколько светлых звездочек с небольшими светло-красными крупинками в середине. В начале искры имеется светло-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-19.jpg Сталь марок X, ХГ, ШХ15, ШХ9 — искры желтые, на разветвлениях большое количество крупных светло-красных звездочек с мелкими желтыми крупинками в середине. В начале искры имеется светло-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-20.jpg Сталь 9ХС — искры темно-желтые со светло-красными разветвлениями и большим количеством звездочек с желтыми крупинками в середине. В начале искры от прикосновения заготовки к абразивному кругу получаются ярко-красные пучки с переходом на светло-желтые и светло-красные разветвления http://www.desti.ru/images/iskra/tmp23F-21.jpg Сталь Р9. Первый вид определения — искры светло-малиновые с желто-красным пучком в начале, разветвления простые и редкие с небольшими желто-красными крупинками на концах. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-22.jpg Сталь Р9. Второй вид определения искры темно-малиновые, нити с ярким желто-красным пучком в начале, разветвления с крупинками на кончиках, с редкими и мелкими разветвлениями. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-23.jpg Сталь Р18. Первый вид определения — искры темно-малиновые с желто-красным пучком в начале, нити прямолинейные, без разветвлений с одной-двумя светло-желтыми крупинками, на концах пучка искры. В начале искры имеется светло-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-24.jpg Сталь Р18. Второй вид определения — искры темно-малиновые с желто-красным пучком в начале, на концах двух-трех нитей небольшие разветвления, с светло-желтыми крупинками на концах пучка. В начале искры имеется ярко-красный пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-25.jpg Сталь ЗХ2В8 — искры темно-малиновые, нити длинные с ярким желто-красным пучком в конце нитей; в пучке имеются крупинки со светло-желтыми кончиками, с редкими и мелкими разветвлениями. В начале искры имеется ярко-красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-26.jpg Сталь ХВГ — искры темно-малиновые, светлые и яркие разветвления с мелкими отдельными желто-красными пучками и крапинками. На концах коротких и длинных нитей имеются ярко-красные звездочки со светло-желтыми крупинками в середине. В начале искры имеется ярко-красно-желтый пучок от прикосновения заготовки к абразивному кругу http://www.desti.ru/images/iskra/tmp23F-27.jpg Сталь ХВ5 — искры темно-малиновые, разветвления с желто-красными пучками и крупинках на концах, некоторые нити более светлые и яркие. В начале искры имеется ярко-красно-желтый пучок от прикосновения заготовки к абразивному кругу3 балла
-
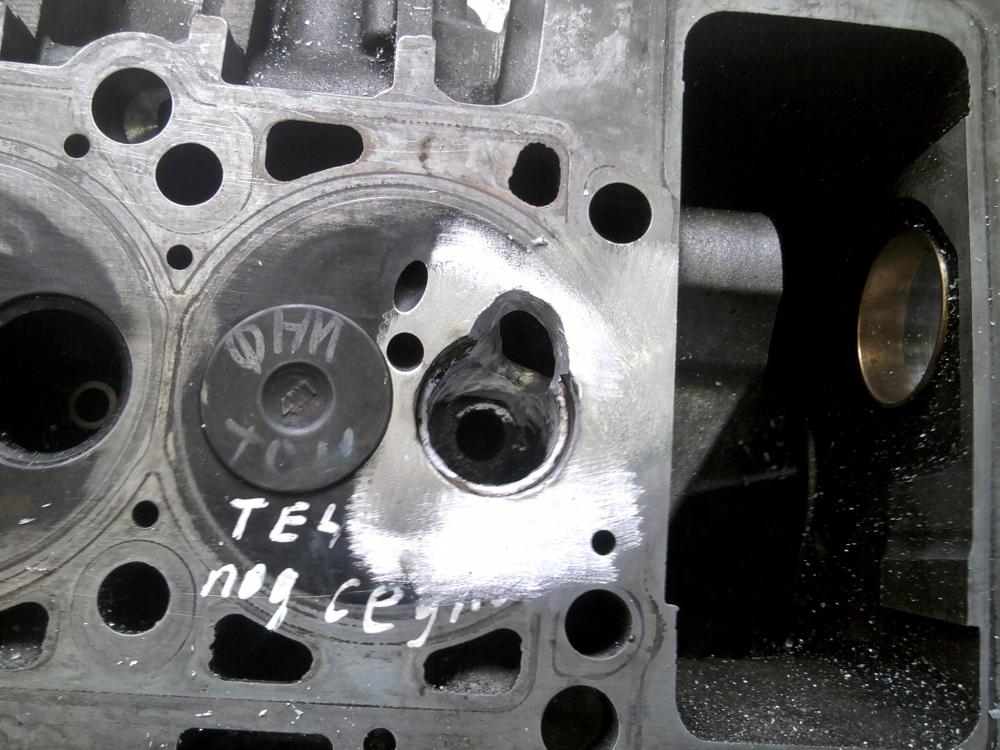
Пришел второй такой же блок , фото тоже выше выкладовал . Но с другой проблемой. Уточнил машина 1938 года ЗИС. Буду варить , номер бы сохранить.
3 балла
-
https://youtu.be/kLf-zGeA0e82 балла
-
Выпаривал как? По "науке" перегретый пар 120 градусов по Цельсию,10 мин на каждые 100 литров обьема У меня такой возможности нет, вернее она есть но цена... Можно "активной пеной" промыть(есть на мойках, для мытья двигателей, после нее даже солярочной вони не остается) но цена опять же и вода в баке - если фильтр топливный ее пропустит то топливному насосу прямая дорога в ремонт. Поэтому не заморачиваясь закачиваю в бак углекислоту-относительно дешево и достаточно безопасно.2 балла
-
А это что разве не марка(тип) проволки (СВ 08Г2С-О) ?2 балла
-
сварные войска)
2 балла
-
http://websvarka.ru/talk/topic/2987-voprosy-novichka-po-pa-svarke/ Держите горелку правильно, движения равномерно-поступательные или слегка поперечно-колебательные. Дело не в быстроте сварки, а скорости ведения.2 балла
-
2 балла
-
Вытряхивал из телефона старые фото. Те что с юморком/позитивом даю посмотреть сюда. Сантехники нашего жека скинули по блютуз (в туалете квартиры) на работе нашёл такую дверь глубоко в подземельях станции где не берёт связь. надпись на грязной стене в человеческий рост "вова.. на сантим больше" (что то важное) Пятница. Конец дня. Бредовая история. Нехочется вспоминать... ржал я от этого на грани срыва психики. Искрами от себя поработали ребята, все целы Дверца моей кабинки ))) Зачем снимать вал с дробилки? шейка под подшипник точится на месте
2 балла
-
Врезка в подрамник а/м Scania профиля для крепления морского 20 фунтового контейнера
2 балла
-
http://cs7010.vk.me/c7008/v7008852/2ff2f/dScUFqzFUXE.jpg Некоторым так и хочется подарить!2 балла
-
Введение Под техникой сварки обычно понимают приемы манипулирования электродом или горелкой, выбор режимов сварки, приспособлений и способы их применения для получения качественного шва и т. п. Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав и качество применяемых сварочных материалов, состояние свариваемой поверхности, качество подготовки и сборки кромок под сварку и т.д. В зависимости от формы и размеров изделия швы можно сваривать в различных пространственных положениях. Условно их разделяют на нижние, вертикальные, потолочные и горизонтальные. Дуговая сварка металлическими электродами с покрытием в настоящее время остается одним из самых распространенных методов, используемых при изготовлении сварных конструкций. Это объясняется простотой и мобильностью применяемого оборудования, возможностью выполнения сварки в различных пространственных положениях и в местах, труднодоступных для механизированных способов сварки.Существенный недостаток ручной дуговой сварки металлическим электродом, так же как и других способов ручной сварки, — малая производительность процесса и зависимость качества сварного шва от практических навыков сварщика. В первые годы применения дуговой сварки использовались металлические электроды с тонким ионизирующим покрытием, повышающим стабильность дуги. Однако свойства металла шва при этом были низкими. Поэтому в настоящее время подобные электроды для сварки практически не применяют. Сущность способа К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Сварочная дуга (1, см. рис) горит между металлическим стержнем электрода (2) и основным металлом (3) Под действием тепла дуги металл дуги электрода, покрытие электрода и основной металл расплавляется, образуя сварочную ванну (4). Капли жидкого металла (5) с торца расплавленного электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода (6), образуя вокруг дуги газовою защиту (7) и жидкую шлаковую ванну (8). По мере движения дуги, металл сварочной ванны затвердевает, образуется сварочный шов(9) и шлаковую корка(10) на поверхности шва. Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т. п. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8-15 мм, длина 10-30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15-35%. Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом. Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку. Ввиду того что от токоподвода в электрододержателе сварочный ток протекает по металлическому стержню электрода, стержень разогревается. Этот разогрев тем больше, чем дольше протекание по стержню сварочного тока и чем больше величина последнего. Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления электрода температура повышается до 500-600° С (при содержании в покрытии органических веществ — не выше 250° С). Это приводит к тому, что скорость расплавления электрода (количество расплавленного электродного металла) в начале и конце различна. Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это — один из недостатков ручной дуговой сварки покрытыми электродами. Дополнительная информация:
1 балл
-
blyeweld он же telwin являются от начала и до конца итальянского производства. отличная техника отличного качества за приемлимые деньги. Единственный момент это то что производитель не врубается в то что в наших розетках нет электричества т.е. ниже 200 вольт аппараты уходят в защиту. Если у вас нет электричества в розетке но всё же вы хотите варить ещё четверкой то китай в этом поможет. Только нужно расчитывать что в скором времени сгорит пускачь в лучшем случае а перед этим куча вилок и розеток.1 балл
-
Вот как почистил .Прям болгарской не чистил .
1 балл
-
С огнём играешь, сваривать или спаивать даже фитинги высокого давления нельзя, это тебе не гидравлика. Применять можно только надёжные резьбовые соединения и никакой сварки и шланг должен быть не менее чем на 250 атм.1 балл
-
Приходится интересоваться выбирать и пользовать много разной спортивно-туриковской-военно-охотническо-рыболовной одежки и снаряжения (типа спальных мешков, применительно по теме утеплителей если ). Конечно и рабочую одежку не обхожу стороной, хочется по-возможности и работать удобно ))1 балл
-
У нас в ближайшее время появится капюшон для нашей маски сварщика - это будет защита головы от брызг и искр. Ждите фото-видео. По подшлемникам - пока мы только продаем эту номенклатурную позицию производства спидглас.1 балл
-
В стоимость вряд ли будут вникать, вы сможете объяснить какую часть стоимости аппарата вы перенесли на конкретное изделие/работу. Только лишние вопросы: "А чо аппарат такой дарагой? Из-за крутёлок? Вася за углом нам вчера алюминиевым проводом заварил и недорага..."1 балл
-
@alpi, Рилон,хороший,надёжный,ремонтопригодный "трёпёхплатник".1 балл
-
@Георгий 11, бывает достаточно: А смета, калькуляция, ценообразование, себестоимость - вы уверены, что клиенты это потянут и будут вникать?
1 балл
-
а чего стесняться,тут все когда-то с *лепил* начинали. кто в молодости,кто позже. тогда просто ни тырнета,ни форумов небыло. у большинства профи начало деятельности-*покрыто мраком тайны* (только подзатыльники от мастера п/о присутствовали))1 балл
-
сперто отсюда . немного переделано,с сохранением авторской подписи :P
1 балл
-
Сегодня решил поварить П\А, сварил конструкцию которую можно использовать как стол, верстак, леса...складная. Готового вида нет, несколько швов, такой масштаб по сварке в среде защитного газа провел впервые
1 балл
-
Двое из "заходящих только покушать". Сейчас у них особенно много дел.Дерутся(между собой редко), метят территорию,"поют песни","опыляют" соседских кошек
1 балл
-
Отметил День ЖКХшника в гараже. Кемерунцы-народец бедный и жадный. Оттого поручни в очередной санузел для инвалидов опять-таки делал из отходов производства. Труба Ду-32 и лист 6 мм. Зачистил и сдал в покраску. Из дружественной СТО притащили поддон с Мерса-124. Это-уже ели варили до меня... Замазали эпоксидкой. Обколотил. Обнажилось вот что... Вид изнутри. Вырезал и заварил по-новой.
1 балл
-
Продолжаем. http://cs623925.vk.me/v623925196/20d96/wcNtf1C1mXc.jpg http://cs623925.vk.me/v623925196/20da8/3aIpfUoPFl4.jpg1 балл
-
2 комплекта под установку солнечных панелей.
1 балл
-
бандэрас если еще появитесь конечно ) Вот немного для наглядности а вообще поищите по форуму в "сварке алюминия" "Галереи сварочных работ" Очень много ребята выставляли и вроде все наглядно.
1 балл
-
1 балл
-
http://f6.s.qip.ru/IA4wMynd.png http://f5.s.qip.ru/IA4wMyn8.png http://f5.s.qip.ru/IA4wMyn5.png http://f6.s.qip.ru/IA4wMync.png1 балл
-
Абсолютно любые работы нужно проводить со снятием давления. Даже простые. Всегда бывают 'неожиданности'. Один раз так тонул, что не передать.1 балл
-
Ремонт и восстановление вилок КПП.Восстановление изношенных участков, производил наплавкой.Чтобы избежать перегрева,после каждого прохода давал детали остыть.После наплавки предварительная обработка(Напильник),после подварки участков с недостаточными габаритами, шлифовка.Замер оптимальных размеров вёл от "маячка".Как заметно на фото,одна из вилок потеряла перпендикулярность,правка с подогревом.Теперь и отдавать клиенту можно.
1 балл
-
Сегодня с отцом расслаблялись на рыбалке. Лунок пробурили на нашем Гореморе (Горьковское водохранилище) немеряно, а рыбы поймали всего ничего. Но как говорит отец - от ноля ушли. В общем прогулялись, свежим воздухом подышали, да и день на рыбалке в счёт жизни не идет, так что можно сказать на день помолодели. Эх, люблю рыбалку !
1 балл
-
Колокол
1 балл
-
как и обещал, отчитываюсь. как то заварил)) спасибо всем огромное за советы. купил электрод 4.0. Ток давал 150-160ампер. разделку кромок произвел, присадка 2.0 Пруток ER-5356 (ALMg5) http://content.foto.my.mail.ru/mail/masspost/661/h-1024.jpg1 балл
-
Знаете, без обид, но в Вас этого гонора вообще перебор.1 балл
-
@Tibidabo, Вам это ничего не напоминает?1 балл
-
Как бы общая тема по специфическим особенностям сварки в автомобильных блоков, корпусов, элементов трансмиссии и т.п.
1 балл
-
Кипяток ничего есесно не сделает трубам. Но мне довольно прикольно смотреть как гуляют трубы по длине в течении дня. Даже метку поставил. Получалось до 2 см. Хорошо что муфты стоят(хорошо додумались поставить). По мне лучше чугунина. Соседи начинают полоскаться после полуночи и складывается ощущение потопа. Начинаешь бегать проверять.1 балл
-
1 балл
-
Канализацию-однозначно, пластиком. Он дешевле, проще монтируется и, из-за более гладкой внутренней поверхности.чем у чугуна, гораздо меньше забивается. Даже, если и забился (зарос жиром, например),то его несложно прочистить. А если уж сильно загогулистая кнструкция собрана-то разобрать и вычистить, затем-просто собрать обратно. Изолируют, обычно, пластиковый стояк канализации (общедомовой). Так как пластик-очень шумный. То есть, когда по нему течёт вода-то это очень хорошо слышно. Чугун обладает лучшими шумоизолирующими свойствами, а пластик приходится шумоизолировать дополнительно. Лучшая шумоизоляция-самоклеящиеся листы автомобильной шумоизоляции на битумной основе. Ими просто оклеивают трубу снаружи. Потом идут всякие изолирующие материалы на основе вспененного полиэтилена и "Изовер" на основе из фольги. Это-почти во всех новостройках. Но, К примеру, наша контора в прошлом году сдавала пару домов, так в них-канализация-пластик, а стояки отопления и водоснабжения-сталь. Внутриквартирная разводка-полипропилен (на ГВС-армированный). А это-уже показатель совести подрядчика и его отношения к делу...1 балл
-
тоже была бяка с площадками под крабы, проблему решил листом 5мм, разметил, приварил гайки, и целиком сразу под два краба приварил к телевизору. на этом фото видно, треугольные рычаги тоже самодел
1 балл
-
и Вэлдером ни Сталкером слава Богу никогда не работал, просто руководствуюсь здравым смыслом. При ПВ 40% и максимальном токе больше двух электродов 3мм сжечь врядли получится. А "крутилку" на максимум с нашими сетями часто придется ставить. К стати ток 160 ампер заявленые в описании почти наверняка не сварочный. Это скорее ток короткого замыкания, реальный сварочный ток скорее всего ампер 120-130. Почему так думаю? Вес 4.1 кг. У меня Helvi 1600 (итальянец китайского разлива) весит 6 кг. и то на слабой сети варит плохо, а малый вес говорит что экономили при производстве на количестве конденсаторов и сечении ферритовых трансформаторов.1 балл