Лидеры




Популярный контент
Показан контент с высокой репутацией 05.02.2015 во всех областях
-
"Горячо любимая" супруга давно просила прикупить ей эти штуковины, все отнекивался, а в конце-концов вообще поступил по "жлобски"
 18 баллов
18 баллов -
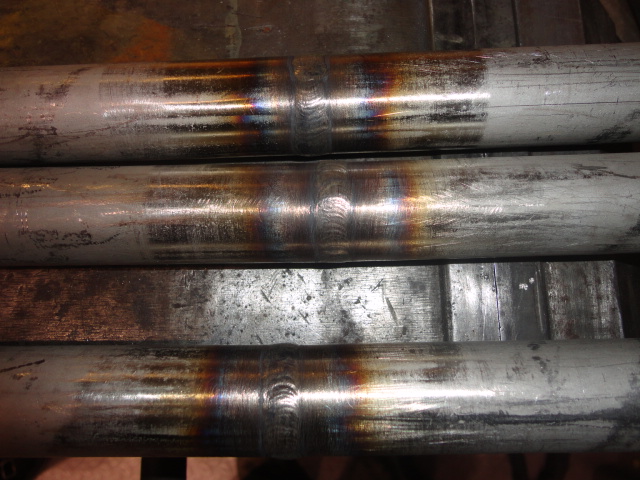
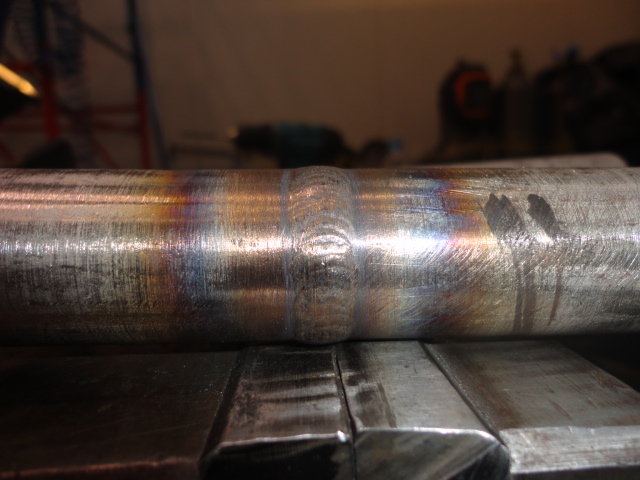
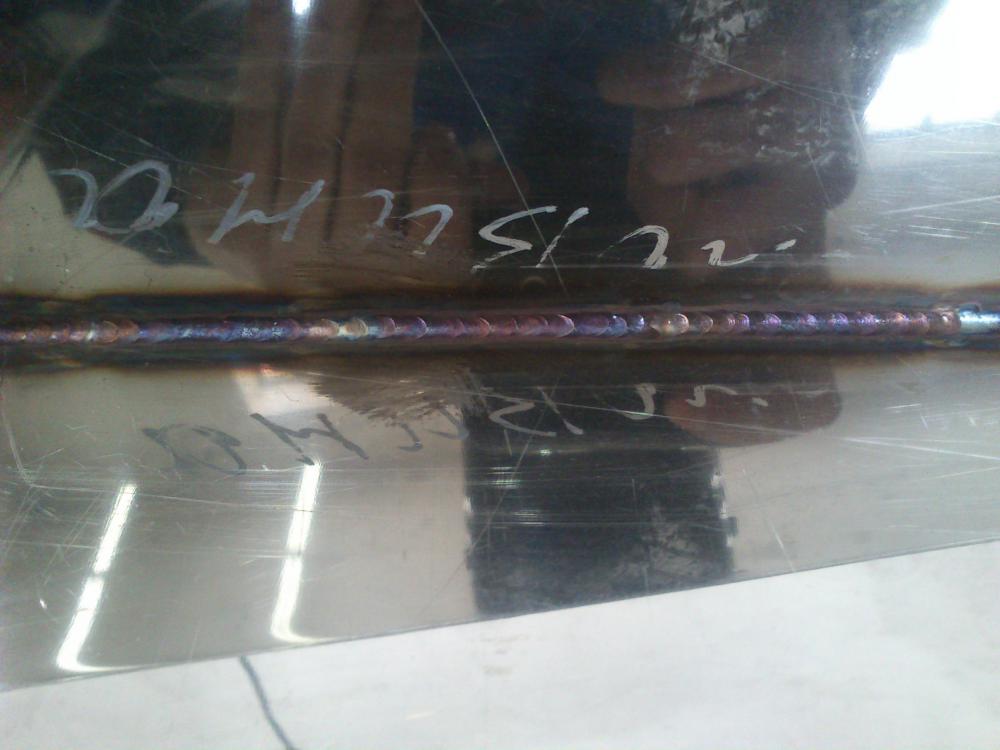
Здравствуйте.Прокоментируйте пожалуйста мои швы. Снутри провар нормальный .Трубка ф 28 t 2 12x18H10T.На эстетику варил так первый раз.Очень помог этот форум.
8 баллов
-
Добрейшего вечерочка.Хочу рассказать одну забавную историю.Было это на строительстве Богучанской ГЭС . Приехала комиссия во главе с Чубайсом и Дерипаской идут они по стройке( Это взаправдашная история,отвечаю)А у нас был такой сварщик-баламут Кудявин В М прикольщик тот еще.Так вот идут они возле него и Чубайс,показывая на водовод(Это сооружение d метров 10-12 )говорит: "Вот эта ТРУБА" ,а Кудявин и говорит "Это не ТРУБА это ТРУБКА." И дальше варить начал.(Людей со стройки как ни странно никого не выгнали)Так вот Чубайс дождался пока Михалыч доварит и переспрашиает:"Простите Вы сказали что это не ТРУБА ,а что по вашему тогда ТРУБА" Кудявин закурил Примку и говорит :"ТРУБА это когда семеро детей и жена гуляет ,все остальное это ТРУБКА" Вся комиссия валялась7 баллов
-
Не зная броду,не суйся в воду.Автопилот.Уступи дорогу барану.
7 баллов
-
Ждем работу! И вдруг - наткнулись на заготовку для корзины под запаски на грузовой п/прицеп (была сделана еще по лету и мирно стояла в уголочке), деваться не куда, начали сборку: В "кучу" собрали, завтра буду обваривать. Фото сессию результата работы провели на улице: Покраской займусь попозже.
6 баллов
-
Навеяно из "записок начинающего сварщика" про сварку в отрыв. Этим летом собирал вытяжку ,металл 2мм ,электроды J422(чина) 2.5мм ,варил в отрыв ,св.аппарат тоже на фото. Так что варить ,по моему ,тем более рутиловыми электродами в отрыв тоже не плохо.
6 баллов
-
Вот очень прикольная вещица- магнитик на холодильник!
5 баллов
-
Подрыв китайского замкостроения: Просто будни:
5 баллов
-
Для меня "прибамбасинг" - это приспособления для работы, "тысяча мелочей..." - быт, дом, хобби (не связанное со сваркой! ). Прибамбасинг - и купленное готовым, и самоделки, вот самоделкам можно было б выделить отдельное место под солнцем.5 баллов
-
На мой взгляд , не стоит мешать бытовую и профессиональную темы . Очистить от лишнего - да . Если их объединить , то неразберихи будет больше . Разграничивать оснастку на "магазинную" и "самоделошную" тоже ни к чему . Её предназначение - облегчить труд , сделать процесс эффективнее , а уж что для этого используется - не столь важно . Задумывая тему "Прибамбасинг" руководствовался желанием донести до народа какие то мелочи и тонкости именно своего проф.направления , но подразумевалось и подталкивания коллег к делению своего опыта , что , впринципе , и удалось . На производстве постоянно сталкиваюсь с тупизмом разума - работают по-старинке , неэффективно, трудоёмко , нерационально . И многие новички идут по этой протореной дорожке - увидели и тупо повторяют. И я так же тупо следовал до поры до времени . Кому то наработки в теме помогут кардинально изменить подход к тому или иному вопросу . В теме "мелочей" вдохновит на творческую волну для дома , дачи , для хобби . Это сугубо моё мнение .4 балла
-
В любом случае надо отпускать деталь и делать предпрогрев, иначе получите в ЗТВ "стеклянную зону" довольно хрупкую с высокой концентрацией напряжений которая будет потенциальной зоной трещинообразования.4 балла
-
Помещение состоит из двух объединённых гаражей стены поднимались стенка между гаражей ломалась. Выложил тумбы из кирпича и на них положил ферму на ферму лаги из трубы, к трубам крутили доски и накрывали профлистом. Весь потолок внутри утеплил европлексом. Помещение получилось 9 на 10.
4 балла
-
В тему с рейтингами сразу набежит таких людей, о которых мы даже не дагадываемся. Но приимущественно тех которые "дъюг дъюга не обгманывают". Уровень у всех разный, потребности разные, разные нагрузки на оборудование. Получится не рейтинг , венигрет. Я вот за хороший инструмент к примеру, но и за интерскол порву хотя в целым он хорошим не является) Самому себя понять трудно, не то что принять позицию другого)3 балла
-
У шнеков есть (ремонт) есть рациональное ограничение по предполагаемому обьему наплавляемого материала (он дорогой) когда выстреливает сумма по наплавке выше стоймости нового шнека - делают новый. Предприятие которое занимается регенерацией и наплавкой редко имеет неавтаматизированную линию и крайне редко встречается на постсоветском пространстве. Отсюда и технология выявления дефектов. Кидают шнек на вращатель ищут максимальную точку износа (винт /вал) ориентируясь на нее сносят повсеместно материал ленточно шлифовальным станком (на глубину мах каверны вала/ износа винта и тд) Потом пишем программу (круто звучит да)) , точнее просто ставим количество проходов буферных слоев наплавки , опять шлифуем, потом наносим необходимое (зависит от конкретной работы шнека) . финишных слоев с требуемыми свойствами (стойкость к абразивному износу/кавитации/термическому и тд). К кирпичному производству ближе - есть особенности конечные витки страдают помимо абразивного износа еще и термическим. Поэтому есть предыварительная процедура работы с лопатками на последнем витке - они шаблонно срезаются и на их место привариваются по кондуктору резанные лопасти. То есть вся работа по шнеку идет - стандартная ( без заморочек с замером каждой каверны) . Гнутые валы считаются - уставшими и в ремонт не идут. То же с углом винта , загнут - значит устал , меняется весь вал , крайне редко часть винтовой линии . Это подход европейский , у нас возможно по другому бывает, так как вал нульсовый немецкий стоит 6 месяцев, ремонтированный по-моему в Самаре 1,5 месяца , в Польше леченый ( г. Торунь ) на предприятии Товимор - 4 месяца (кстати плазмой наплавляют) , востановленный на заводе керамической плитки - 2 недели стоит (электродом 2 недели- восстаноление занимает))) А если хотите по- взрослому преподов впечатлять то начните отсюда http://www.castolin.com/ru-RU/wear-plant-survey-ru (у них же можете взглянуть подборку рекомендуемых материалов/оборудования под задачи наплавки в любых отраслях).3 балла
-
http://forum4x4club.ru/uploads/monthly_02_2015/post-23522-0-31790700-1423069581.jpg3 балла
-
Зимой не очень комфортно...
3 балла
-
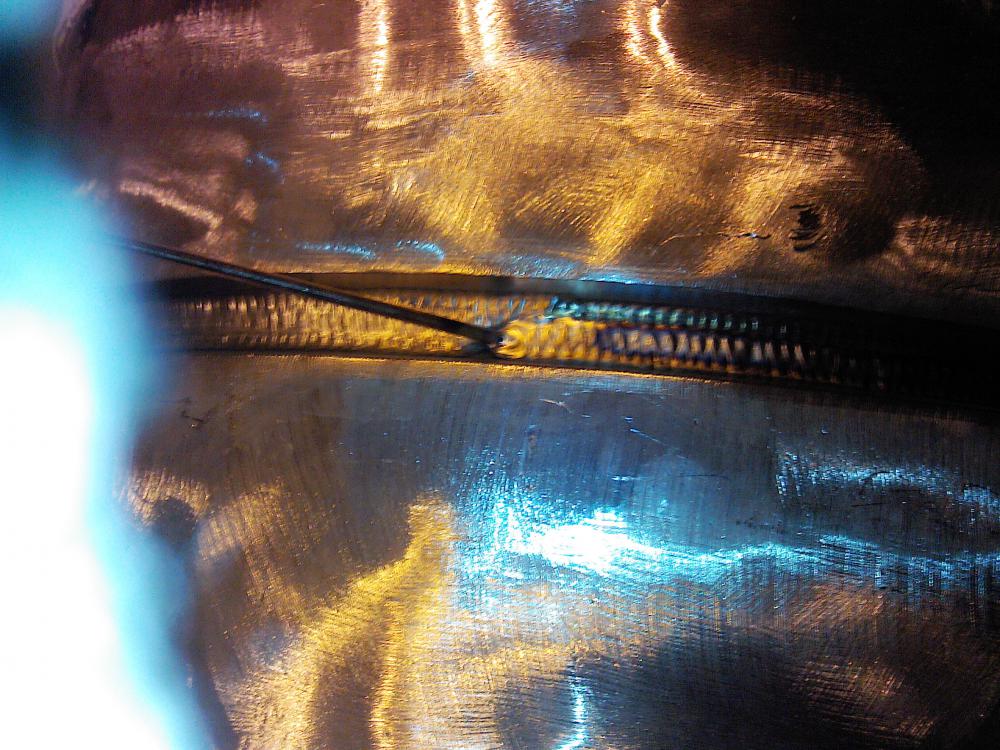
И снова нержавейка 2мм, присадка 1мм, ток 65А.
3 балла
-
Некоторые из моих работ.
3 балла
-
Увидел картинку и вспомнилось... В 1981 году был соблазнен одноклассницами на поездку в Приэльбрусье - кататься на горных лыжах (в первый и последний раз))). После "учебы" с инструктором встал на лыжи самостоятельно и.... улетел! Не разбился, нет, но, вылетев с трассы, разодрал пятую точку и бедро так, что оставшиеся 5 дней мог только загорать на пузе и левом боку...
2 балла
-
Прибамбасинг - всё что облегчает работу (если большая, можно поделить на заводское и HandMade, но вызовет перекрёстные шатания из одной в другую: "я такое не самоделил, а купил", "я такое сам сделал, так дешевле", "а как сделать такое, как вы купили?") Мелочи - всё что для души, и её греет... http://websvarka.ru/talk/index.php?showtopic=1807&do=findComment&comment=22335 Лучше не объединять, и грань почти четкая. Названия может и подправить, но на что пока не могу придумать.2 балла
-
Бензобур фирмы АДА 7 л.с. диаметр шнека 300мм. Из всех вложений это самый быстро окупившийся инструмент. Незаменим для тех, кто изготавливает заборы и навесы. В первый день я просто был в восторге, когда за один день вдвоем с подсобником установили 30 столбов.
2 балла
-
http://youtu.be/gS1cBIcMRGk2 балла
-
Лорх V - это конечно хорошо, но чтобы Вы делали на этом? Как насчёт фляжки из 0,5 мм встык на медной трубе? Ни одной заваренной Вами трубы, листа, изделия из нержавейки я на форумах ещё не видел, как впрочем, и Вашего оборудования.
2 балла
-
Пресс-секретарь Ryanair: В то время когда наш персонал на земле преуспевает в своих прямых обязанностях, очевидно, рисование не является их коньком. В этом примере ясно видно, что на снегу была попытка нарисовать самолет, но были совершенно упущены крылья. http://s00.yaplakal.com/pics/pics_original/0/9/9/4761990.jpg2 балла
-
Порошковая, аустенит. Поясок 40мм, Габариты шва 64/8, далее рентген...
2 балла
-
Сварочный стол на колесиках. Материал труба 40х40х2 и лист 4мм очень удобно перемещается по цеху без всяких проблем одним человеком.
2 балла
-
Сегодня поставил на ноги ворота полюбоваться продолжение следует!!
2 балла
-
Изготовление держателей поручня - люминий.
2 балла
-
А это раздевалка, комната отдыха, бендешка, короче.
2 балла
-
Вот ещё твистер и улитка!
2 балла
-
Снится, что брак тотальный пошел, проснулля, успокоился--всего лишь раз в месяц.
2 балла
-
Болгарки, торцовочная пила и компрессор на 50л. Вальцы для профильной трубы покупались в Воронеже в посёлке Сомово ездил за ними сам на машине.
2 балла
-
Ну во мне самом 125 кг., я его удерживают без проблем, а вот подсобника бур отправлял в путешествие в кусты крыжовника.1 балл
-
В техпаспорте инфы по количеству оборотов на самом шнеке нет, но по ощущениям - около двух оборотов в секунду.1 балл
-
Твистер и улитка фирмы блэк Смит, видео много в нете, но я бы их не советовал, маленький запас прочности улитки. А со штукатуркой проблема не в материале, а в том, сколько всего придётся двигать с места на место. Я же и строился и работал одновременно, пока под новую крышу не накрыл, месяц жил в гараже на раскладушке, охранял хозяйство. Поэтому пока решил хотя бы один следующий сезончик отдохнуть от стройки, щас куплен 3 гараж под покраску, вот там стены обязательно отштукатурю и покрашу.1 балл
-
@Elektro_D, Ведите быстрее...1 балл
-
Вау! @Welderrus, а чего так? Слабо показать швы или не верите, что ГСН и ПРС существуют?
1 балл
-
Доброго времени суток коллеги,у меня такой вопрос в журнале сварщик от 6 июня 2012 года были представлены без никелевые хромо-марганцевые электроды АВНМ-2 и АВНМ-3,кто нибудь их в живую видел и так ли они хороши как о них пишут?Электроды для сварки и наплавки высокопрочных сталей Хромомарганцевые электроды, обеспечивающие получение аустенитного металла шва (наплавки) повышенной прочности, предназначены для ручной дуговой сварки без подогрева и термической обработки при изготовлении и ремонте деталей и узлов из закаливающихся и разнородных сталей. Применяют для сварки сталей, насыщенных серой и другими поверхностными и внутренними загрязнениями. Данные электроды имеют относительно невысокую стоимость. При сварке тяжелонагружаемых и работающих в условиях ударно-абразивного изнашивания деталей и узлов из высокопрочных и разнородных сталей существует опасность образования в соединениях холодных трещин, что обусловливает необходимость выполнения подогрева и последующего отпуска. Это усложняет технологический процесс, и не всегда возможно при сварке массивных и крупногабаритных изделий. Во избежание проведения этих дополнительных операций можно использовать высоколегированные Fe-Cr-Ni-(Mo) электроды. Однако они обладают относительно невысокими показателями прочности и износостойкости, что вызывает необходимость их утолщения наплавкой с перерасходом дорогостоящих сварочных материалов и увеличением трудозатрат. При этом ухудшается работоспособность соединения вследствие инициирования разрушения в местах резкого перехода от утолщенного шва к основному металлу. В ИЭС им. Е.О. Патона разработаны безникелевые хромомарганцевые электроды марок АНВМ-2 и АНВМ-3 для ручной дуговой сварки и наплавки стали 110Г13Л и ее соединений с углеродистыми и низколегированными сталями и сварки высокопрочных легированных сталей с обеспечением аустенитного металла шва. Стержни электродов выполняют из низкоуглеродистой стальной проволоки Св-08 или Св-08А, электродное покрытие содержит порошкообразные чистые металлы, ферросплавы и графит для легирования наплавленного металла: до 0,15-0,39% С; 8,5-9,5% Cr; 19,0-24,0% Mn; 0,08-0,12% Ti; 0,15-0,20% V и до 0,16% N. Газошлаковую защиту зоны сварки обеспечивают минералы электродного покрытия, образующие при расплавлении и диссоциации основной шлак, оксид углерода и углекислый газ, а стабильное горение дуги — щелочные и щелочно-земельные элементы в атмосфере дуги. Коэффициент массы покрытия составляет 0,9-1,0, толщина покрытия возрастает с увеличением диаметра стержня электрода: Показатель Диаметр стрежня, м 3 4 5 Длина стержня 350 450 450 Толщина покрытия на сторону 1,8-1,9 2,1-2,2 2,3-2,4 Диаметр покрытия 6,6-6,8 8,2-8,4 7,6-7,8 Размерные характеристики хромомарганцевых электродов Газошлаковая защита и связывание водорода во фтористый водород, не растворимый в металлическом расплаве, обеспечивают предотвращение образование пор. Благодаря использованию чистых, без серы и фосфора шихтовых материалов, замене никеля марганцем, введению азота, снижению содержания кремния, легированию ванадием и модифицированию металла присутствующими дисперсными оксидами хрома и титана, а также высокой основности шлака образование горячих трещин в аустенитпых швах исключается. Высокая стойкость против замедленного разрушения и образования холодных трещин в сварных соединениях достигается за счет: пониженной температуры плавления хромомарганцевого металла шва и степени перегрева металла ЗТВ;связывания в HF и повышенной растворимости в аустенитном металле шва водорода;растягивающих напряжений в процессе сварки, повышающих температуру превращения охлаждаемого аустенита в ЗТВ с уменьшением доли и снижением твердости образующегося мартенсита;отпуска при очередных проходах сварки.Получаемый хромомарганцевый металл шва имеет аустенитную структуру с выделениями карбидов и карбонитридов: http://kypon.biz.ua/image/data/articles/chromonikelievue_electrodu/_microstrykyra_shva.jpg Микроструктура аустенитного шва, выполенного хромомарганцевыми электродами Он обладает повышенной прочностью и склонен к упрочнению при механическом наклепе: Марка электрода σ02, МПА σВ, МПА δ, % Ψ, % KCU, Дж/см2 HV АНВМ-2 380-540 610-720 20-36 38-46 95-140 180-260 АНВМ-3 420-610 670-760 21-28 34-36 110-190 300-360 После холодной пластической деформации его твердость возрастает с 21-22 НRCэ (235-240 HV) до 39-50 НRCэ (380-550 HV), что повышает стойкость против ударно-абразивного изнашивания. У зоны сплавления разнородных по структуре шва, выполненного электродами AНВМ-2 и АНВМ-3, и легированной сталей наблюдается локальное повышение твердости соответственно до 290 и 370-460 HV вследствие образования мартенситной прослойки шириной 5-15 мкм. http://kypon.biz.ua/image/data/articles/chromonikelievue_electrodu/rasprepeleniie_tverdosti_v_shve_svarochnom.jpg Распределение твердости в поперечных сечениях сварных соединений сталей: а - 09Г2С и 110Г13Л, сваренных электродом АНВМ-2; б - 30ХГСА (упрочненный), сваренный электродом АНВМ-3 При сплавлении аустенитного хромомарганцевого металла шва с аустенитной высокомарганцевой сталью 11ОГ1ЗЛ мартенситная прослойка не образуется и локальное повышение твердости не происходит. Под влиянием сварочных нагревов твердость в зоне термического влияния легированных сталей повышается до 260 и 336 HV, на расстоянии нескольких миллиметров от шва она заметно снижается. Прочность стыковых соединений стали 30ХГСА с σ02 до 830 МПа и σВ до 935 МПа, сваренной электродами АНВМ-3 без подогрева и термической обработки, достигает σВ = 910 МПа, разрушение при испытании происходит за пределами шва. В зоне сплавления шва с основным металлом KCU+20 = 63...124 Дж/см2 и KCU-40= 17,5...23,6 Дж/см2. Удовлетворительные сварочно-технологические свойства электродов АНВМ-2 и АНВМ-3 (стабильное горение дуги, умеренное разбрызгивание, удовлетворительная отделимость шлаковой корки, устойчивость против образования пор и трещин в сварных соединениях) сочетаются с приемлемыми санитарно-гигиеническими показателями. По выделениям вредных веществ высоколегированные Cr-Mn электроды близки к высоколегированным Cr-Ni-Mn электродам. Они допускаются к использованию при наличии местной вытяжной вентиляции или средств индивидуальной защиты органов дыхания. По результатам проверки в производственных условиях новые хромомарганцевые электродырекомендованы для сварки и наплавки без подогрева и термической обработки деталей и узлов из трудносвариваемых и разнородных сталей при изготовлении и ремонте горнодобывающего и горно-обогатительного оборудования. Они применимы для заварки дефектов литья. В отличие от хромоникелевых электродов, с их помощью можно выполнять сварку стали, насыщенной серой и другими поверхностными и внутренними загрязнениями, что позволяет оперативно восстанавливать сваркой без зачистки труднодоступные части изделий, поврежденных при эксплуатации. Стоимость новых хромомарганцевых электродов, производство которых освоено в НИЦ МЗН ИЭС им. К.О. Патона, ниже стоимости хромоникелевых электродов в 2-З раза. Источник: информационно-технический журнал "Сварщик" №6 20121 балл
-
Саратовская обл. Г. Энгельс.1 балл
-
Мастерская отапливается дровами вот такой вот печью.
1 балл
-
Графские развалины под названием "Общежитие для мигрантов". Обвязка металлопластиком санузлов и проточного водогрея. Теплоузел и водомерный узел. Развязка трубопроводов. Естественно, что всю эту "красоту"-пустили на слом. Заменили водомерный узел и его врезки в теплоузел. Развязку труб водоснабжения по подвалу-тоже поменяли. Изготовили новые гребёнки под рукомойники. Сталь-на горячую воду, полипропилен-на холодную. Переобвязали электроводогрей. В той части здания, где подвала нет-трубопроводы тянули под потолком. Заготовки варили на полу электросваркой. Монтажные стыки-автоген. Рабочее место газосварщика-на стремянке под потолком. Трубы, идущие под потолком и вдоль стен, к гипсокартону крепили вот такими креплениями, изготовленными из стандартных хомутов и пружинных дюбелей:
1 балл
-
@Rashid, конкретно по Вашему случаю. По части экономической выгоды-поддержу @nadar, хоть и не в столь грубой форме. Почему поддержу? Судите сами: для подобного ремонта ГБЦ надо полностью разобрать, выпрессовать сёдла клапанов в тех местах, где есть трещины. Возможно, что и направляющие клапанов-тоже, если мешать будут. Трещины разделать насквозь, в водяную рубашку. Затем разделку заплавить, да так, чтобы не навалить лишнего, но, в то же время-не сделать тонкими стенки рубашки. После этого-бор-фрезами восстановить геометрию газовых каналов и провести опрессовку ГБЦ в горячей воде (ибо холодная опрессовка-не вполне достоверна). В случае положительного результата-продолжим. Далее:по-новой проточить посадочные места клапанных сёдел, запрессовать новые сёдла, направляющие. Развернуть новые направляющие, проточить сёдла для придания необходимой фаски и соосности с направляющими клапанов. И уже после этого-сборка головки. Теперь-прикиньте, в какие затраты выльется вся технологическая цепочка? Такой ремонт выгоден для редких и потому дорогих деталей. ВАЗовская ГБЦ от "классики", растиражированная миллионами экземпляров, в варианте "Б/У, но в хорошем состоянии" может обойтись чуть ли не по цене алюминиевого лома.1 балл
-
Ремонт и восстановление вилок КПП.Восстановление изношенных участков, производил наплавкой.Чтобы избежать перегрева,после каждого прохода давал детали остыть.После наплавки предварительная обработка(Напильник),после подварки участков с недостаточными габаритами, шлифовка.Замер оптимальных размеров вёл от "маячка".Как заметно на фото,одна из вилок потеряла перпендикулярность,правка с подогревом.Теперь и отдавать клиенту можно.
1 балл
-
Кто-то слишком близко к сердцу воспринял фразу "точку побольше...":
1 балл
-
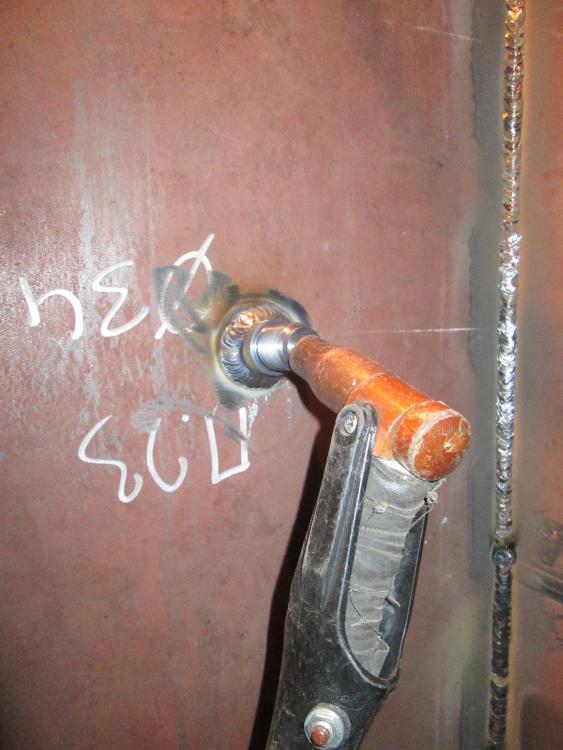
Гайка не всегда подходит , из-за большой глубины не всегда возможно качественно приварить к торцу болта.1 балл
-
Наконец,порадовал себя установкой для алмазного сверления железобетона и кирпича.Надоело на такую работу всяких-разных нанимать...Цены ломят,делают сверление не аккуратно,ошибаются в размерах.Теперь я и это делаю сам. Вот сия машинка,закреплённая на стене. http://img-fotki.yandex.ru/get/9299/88923973.3/0_a41d5_977de364_L.jpg Бак для подачи воды к коронке. http://img-fotki.yandex.ru/get/9150/88923973.3/0_a41d6_c9fa661e_L.jpg Пять минут и в стенке образуется вот такое отверстие. http://img-fotki.yandex.ru/get/9347/88923973.3/0_a41d8_22ba15b6_L.jpg Из коронки достаём вот такой керн. http://img-fotki.yandex.ru/get/9360/88923973.3/0_a41d7_e0026308_L.jpg1 балл
-
когда-то делал ограждения из профиля нержи,варил электродом очень сильно вело.Делал вот такой кондуктор
1 балл
-
@schkaliki, нашёл фото про профлист и "прибамбасинг":
1 балл
-
Спасибо за идею!У меня мысль по этой теме была,но возникала она,когда шабашил по металлоконструкциям.В отношении труб за этот девайс как то во внимание не принимался,но,думаю,пересмотрю эту позицию. Производство отнюдь не эволюционировало.Все мои попытки внедрить что-либо прогрессивное,разбились о стенну непонимания,неприятия,жадности и жлобства.И лишь моя материальная заинтересованность заставила смириться с этим бардаком и улучшить свои условия труда.Работаю без слесаря (по ряду причин),от и до . Это очередная серия монтажа.
1 балл
-
Когда указывают на чертеже катушку-с одной стороны фланец,а другая встык и размер 150,то я откидываю только на фланец (на подкладное кольцо) 5мм На зазорах ставлю 3мм,в ходе сварки зазор стягивает,что нередко болгаркой разделываешь стык.А 2мм "лишних" в общей массе затеряются без каких-либо последствий для конструкции и никакой мороки в момент подготовки катушек.Если бы мне на токарном всё это дело готовили или на "Фишере",то тогда имело бы смысл гнаться за такой точностью.Ну а так,"хэнд мэй",какая тут уж точность. Раньше пользовался такой стойкой при монтаже пространственных конструкций,потом упростил это дело до отрезка трубы со струбциной да тальрепа с цепочкой (на ранних фото присутствуют оба варианта).Ксати,неплохо помогает при монтаже врезок в трубу,когда в "одно рыло" мостишь.Болты-для фиксации трубы(до 57мм)А так можно слегка доработать зазор перед прихватыванием.
1 балл