Лидеры




Популярный контент
Показан контент с высокой репутацией 04.02.2015 во всех областях
-
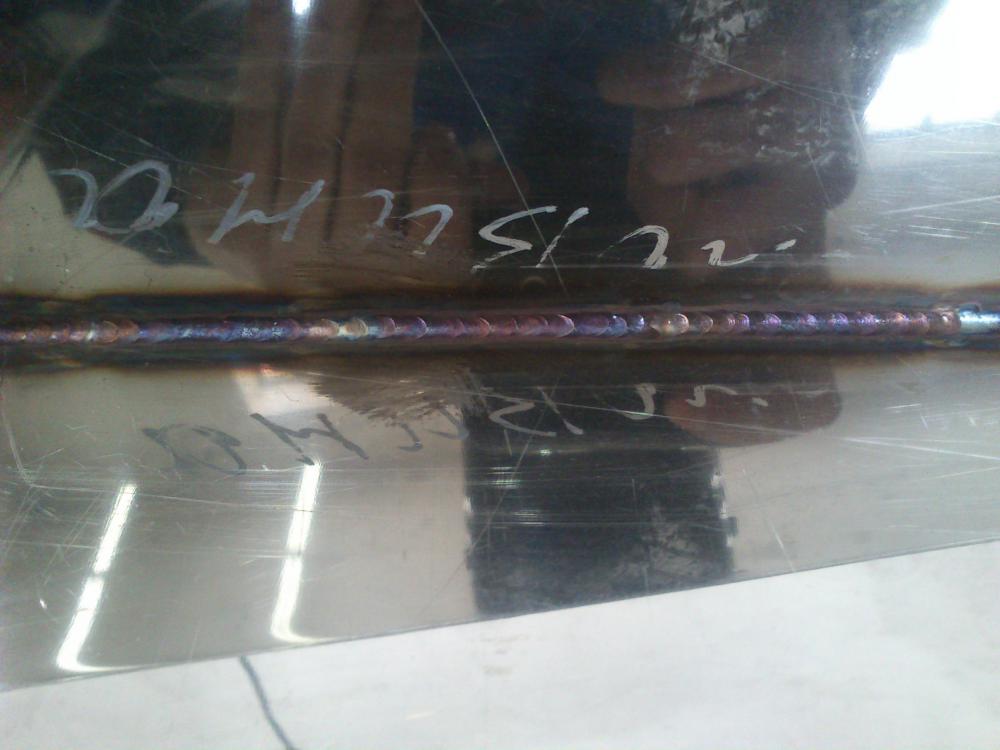
Порошковая, аустенит. Поясок 40мм, Габариты шва 64/8, далее рентген...
 11 баллов
11 баллов -
Варите нагретую до 500гр (темно бордовая) деталь и дайте медленно остыть в минвате или песке и закалки околошовной зоны не будет.8 баллов
-
Тренинг на колесном диске. Пропил диском 2.5мм насквозь. Зачистка с обеих сторон, обезжиривание, подогрев. Предгаз 2 сек, нарастание тока 1,5 сек, 140а, спад тока 3 сек, баланс 36%, частота 85гц, сопло 6, газ "на щеку". Сначала одну сторону, зачистка корня, проход второй стороны. http://cs621925.vk.me/v621925196/fc3a/mtS2bzZC4CA.jpg Грязь, провалы и несплавления - все на месте. Потом зачищал и подваривал. http://cs621925.vk.me/v621925196/fc44/JKDKLCVlnQA.jpg Обратная сторона после 1 прохода http://cs621925.vk.me/v621925196/fc4d/MHnazWkV33c.jpg http://cs621925.vk.me/v621925196/fc69/bXTeK72IKLw.jpg Второй проход с обратной стороны. http://cs621925.vk.me/v621925196/fc72/7Lv9992OQCI.jpg http://cs621925.vk.me/v621925196/fc7b/U1ZG2pT7qMo.jpg Веселый Роджер (друг подарил перчатки - в них весьма удобно работать при РАДС) http://cs621925.vk.me/v621925196/fc57/VcaSZj6-NXs.jpg8 баллов
-
Когда делаешь вид, что работаешь
7 баллов
-
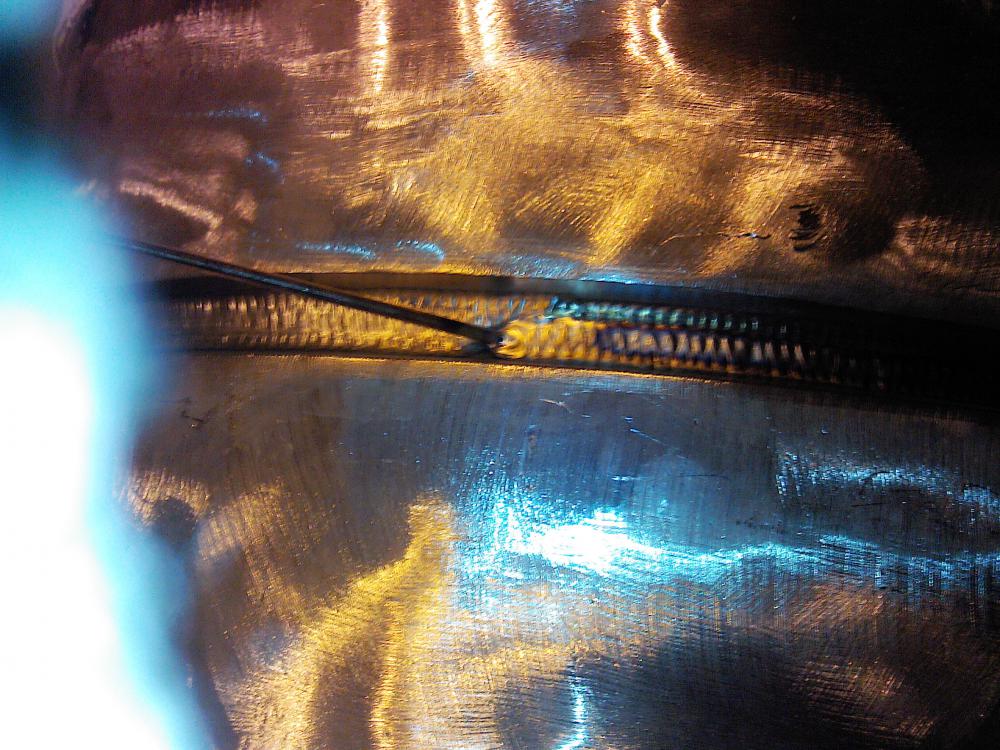
И снова нержавейка 2мм, присадка 1мм, ток 65А.
5 баллов
-
http://cs622818.vk.me/v622818511/1899d/hhoKJucvEyo.jpg4 балла
-
Снится, что брак тотальный пошел, проснулля, успокоился--всего лишь раз в месяц.
4 балла
-
«Владивосток далеко, но, ведь, это город-то нашенский» (с) На проходной «Дальзавода», недалеко от электросварочного цеха, на пьедестале был установлен небольшой буксирный катер типа «ЖС» (железный сварной). Мемориальная табличка гласит: «В 1930 г. здесь построено первое в Советском Союзе цельносварное судно». Водоизмещение - 30 т ; длина - 16,0 м ; высота борта - 1,93 м. В конце 1931 года «Дальзавод» начал серию из десяти таких катеров с индексом ЖСЛ. За первым катером закрепилось название «ЖС-6». Строительство велось под руководством и при непосредственном участии профессора Виктора Петровича Вологдина (1883—1950). В 1925 году Вологдин начал читать лекции о сварке и организовал вузовскую лабораторию электродуговой и газовой сварки. До 1933 года он сделал около 130 докладов о сварке на судостроительных заводах, на Всесоюзном съезде сварщиков, в Госплане и т.п. Главная тема сводилась к вопросу «Клёпка или сварка?».
3 балла
-
Ждем работу! И вдруг - наткнулись на заготовку для корзины под запаски на грузовой п/прицеп (была сделана еще по лету и мирно стояла в уголочке), деваться не куда, начали сборку: В "кучу" собрали, завтра буду обваривать. Фото сессию результата работы провели на улице: Покраской займусь попозже.
3 балла
-
Вау! @Welderrus, а чего так? Слабо показать швы или не верите, что ГСН и ПРС существуют?
3 балла
-
Лорх V - это конечно хорошо, но чтобы Вы делали на этом? Как насчёт фляжки из 0,5 мм встык на медной трубе? Ни одной заваренной Вами трубы, листа, изделия из нержавейки я на форумах ещё не видел, как впрочем, и Вашего оборудования.
3 балла
-
Сварочный стол на колесиках. Материал труба 40х40х2 и лист 4мм очень удобно перемещается по цеху без всяких проблем одним человеком.
3 балла
-
Сегодня поставил на ноги ворота полюбоваться продолжение следует!!
3 балла
-
Разбор полетов. На днях пришел б/у костюм от @Георгий 11. Его первоначальный внешний вид слегка напугал меня. Всё-таки сказывается на спецодежде год эксплуатации. Посовещавшись с супругой(!!!) решили постирать его. Провели две обычные стирки при 90(!!!) градусах. Вот результат: костюм эксплуатировался Георгием 11 месяцев. А вот спина и "внутренности" костюма. Кстати, именно этот костюм сшит был год назад швейной нитью из нашей обычной пряжи. Так вот все(!!!) швы в отличном состоянии. Для тех, кто в теме: знаменитая дырка от головки болта... Вобщем пока насчитал штук 6 дырок на брюках и штуки 3 на куртке. Плюс 4 сломанные кнопки и сгоревшая липучка. Еще раз выражаю Георгию благодарность за проявленный интерес и проделанную работу. Спасибо Вам. Ну дальше больше. Не прощаемся. Возникнут вопросы, пишите!
3 балла
-
вот мой дымогенератор
2 балла
-
@Elektro_D, Ведите быстрее...2 балла
-
не скажите, оштукатурить и покрасить в белый(или другой светлый) цвет, освещенность будет выше => приятнее работать2 балла
-
@Welderrus, Я в прошлом демон лорха , и на Т серии варил 0,3 (толщина стенки) сильфонную трубку к штуцеру тощина стенки 3 мм ( где то в теме нержа даже фотки есть) на 52 А работал. - не надо так ... он нормальный дядька - всякие путные советы часто дает (ну может вредный трохи)). А по амперам так у него поговорка есть - на маленьких зарабатывается опыт , а на больших - деньги. И расклад был по листовой нерже а не трубе. Аппарат у вас хороший спору нет и на самом деле у лорха амперы пожарче (я например с линкольном сравнивал) где-то на 10-15%. Но для столь эмоциональной позиции это не повод . Не минусую только потому что вы новичек на форуме.2 балла
-
Четырехроликовые механизмы обеспечивают более надежную и равномерную подачу проволоки + возможность настраивать неравномерный нажим на первой и второй паре для мягких проволок. Проталкивание проволоки в более длинные горелки 4 и 5 метров и умеренная нагрузка на двигатель2 балла
-
Деформации корпуса.
2 балла
-
буквы то повесили=)
2 балла
-
Изготовление держателей поручня - люминий.
2 балла
-
Некоторые из моих работ.
2 балла
-
Всем доброго времени суток. Пожалуйста, оцените. Углеродка, РАДС ~130 А, присадка 08Г2С - 2 мм, варил стоймя (т. е. как бы горизонтальный шов). Криво, потому что это есть пробный образец, для токаря. Вот.
2 балла
-
Результат работы!
2 балла
-
Помещение состоит из двух объединённых гаражей стены поднимались стенка между гаражей ломалась. Выложил тумбы из кирпича и на них положил ферму на ферму лаги из трубы, к трубам крутили доски и накрывали профлистом. Весь потолок внутри утеплил европлексом. Помещение получилось 9 на 10.
2 балла
-
Болгарки, торцовочная пила и компрессор на 50л. Вальцы для профильной трубы покупались в Воронеже в посёлке Сомово ездил за ними сам на машине.
2 балла
-
Всё и везде аргон...Помешательство какое-то...Ну раз такая пьянка, то вот и моё Г арггон...
2 балла
-
Фрагмент сегодняшней переписки:http://f5.s.qip.ru/IA4wMx35.png Не знаю, что это но назначил 600руб. Игра в тёмную, завтра буду смотреть.2 балла
-
Belazz Игорь с Днем рождения!!! Всех благ.крепкого здоровья ,семейного благополучия ,удачи.1 балл
-
BelaZZ Присоединюсь к поздравителям! Всего самого хорошего в жизни и крепкой руки))1 балл
-
@BelaZZ, С Днем Рождения!!!!!!!!!!!!!!! Всего самого наилучшего тебе!!!!!!!!!!!!!!!!!1 балл
-
На мой взгляд проще делать по другому. Варить снаружи 1-ый в холостую обратно-ступенчато, 2-ой напроход с присадкой; можно просто положить на угол и поверх неё вести, давая растекаться на кромки металла (т.е. варить "через присадку"). Потом изнутри угла (варить) уже исходя из провара и требований. Внутренний угол даёт больше деформаций... но это др. тема.1 балл
-
Спасибо большое , друзья , коллеги , дамы и господа ! За тёплые слова и пожелания . Спасибо проекту " Вебсварка" за классный коллектив ! ОТ такого потока поздравлений кругом голова . С огромным уважением к Вам , Игорь .1 балл
-
"-глаза-" Сварщиком ты работаешь, дорогой наш друг, У тебя сегодня день рождения, Ты ждешь подарков, поздравлений. Никто не знает о твоем терпении, И как бывает тяжело тебе,в твоём труде. Как много приходиться испытывать мучений, Работать приходиться с огнём,в воде и в медных трубах. Как вредна для глаз твоя работа, И выходные на работе. Поэтому желаю крепкого здоровья Беречь глаза и есть салат с морковью!!! С днём рождения Игорь !!!
1 балл
-
BelaZZ Игорь, с днюхой!1 балл
-
Просто я рационал а штукатурка чисто эстетический момент, но денег на неё уйдёт куча.1 балл
-
@BelaZZ, с Днем рождения!1 балл
-
@BelaZZ, http://www.smailikai.com/smailai/33/smailikai_com_33_135.gif http://www.smailikai.com/paveiksliukai/mickey_mouse/mickey_mouse_053.gif1 балл
-
@BelaZZ, я присоединяюсь к поздравлениям, всего наилучшего!1 балл
-
@BelaZZ ,здоровья и удачи!1 балл
-
Искренне благодарен за тёплые слова и пожелания ! Спасибо , Мужики !1 балл
-
@drakondima, Можно Вас попросить, вставлять фото размером по больше.1 балл
-
А это раздевалка, комната отдыха, бендешка, короче.
1 балл
-
Мне достался хлыст 12м с милыми медными наконечниками под болт на 14 и сапожный нож на прокат. Душа пела, изоляция летела )) Электрики курили и смеялись глядя на меня.1 балл
-
@Симфер, А вы не пробовали стыковать угол на угол? На мой взгляд так и варить удобней и деформации меньше.
1 балл
-
Тренируемся на том что есть) трубка (с присадкой), все остальное "своим телом" (фото получилось не очень( батарея на фотоаппарате садилась)
1 балл
-
Это Кот Матрос - кото-капитан теплохода "Николай Чернышевский", который ходит из Санкт-Петербурга в Москву и обратно. http://s00.yaplakal.com/pics/pics_original/6/0/3/3974306.jpg http://s00.yaplakal.com/pics/pics_original/8/0/3/3974308.jpg http://s00.yaplakal.com/pics/pics_original/9/0/3/3974309.jpg http://s00.yaplakal.com/pics/pics_original/1/1/3/3974311.jpg http://s00.yaplakal.com/pics/pics_original/2/1/3/3974312.jpg http://s00.yaplakal.com/pics/pics_original/3/1/3/3974313.jpg http://s00.yaplakal.com/pics/pics_original/4/1/3/3974314.jpg http://s00.yaplakal.com/pics/pics_original/5/1/3/3974315.jpg http://s00.yaplakal.com/pics/pics_original/6/1/3/3974316.jpg1 балл
-
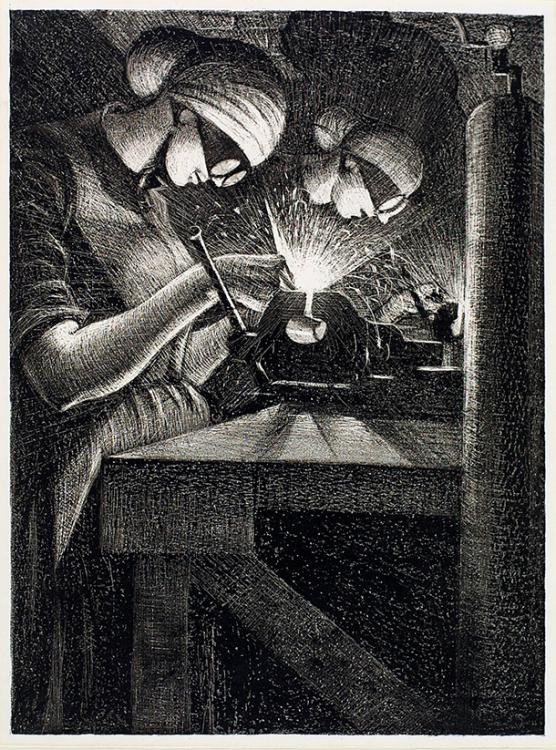
Литография британского художника Кристофера Невинсона "Сварщица ацетиленом", 1917 год.
1 балл
-
Сваренная башня немецкого танка времён ВОВ http://f5.s.qip.ru/IA4wMj6W.png1 балл