Лидеры




Популярный контент
Показан контент с высокой репутацией 28.01.2015 в Сообщения
-
Вчера пришел наконец электролит из Московии оригинальный. На днях констракшн нержавочный закончим, проверим. Если не забуду - выложу. Ну и немного фоток для разнообразия:
 10 баллов
10 баллов -
Ураааааа! Сегодня мне присвоен 4 разряд газоэлектросварщика! Спасибо Вебсварке за обширные теоретические материалы!8 баллов
-
Вот станочек.
6 баллов
-
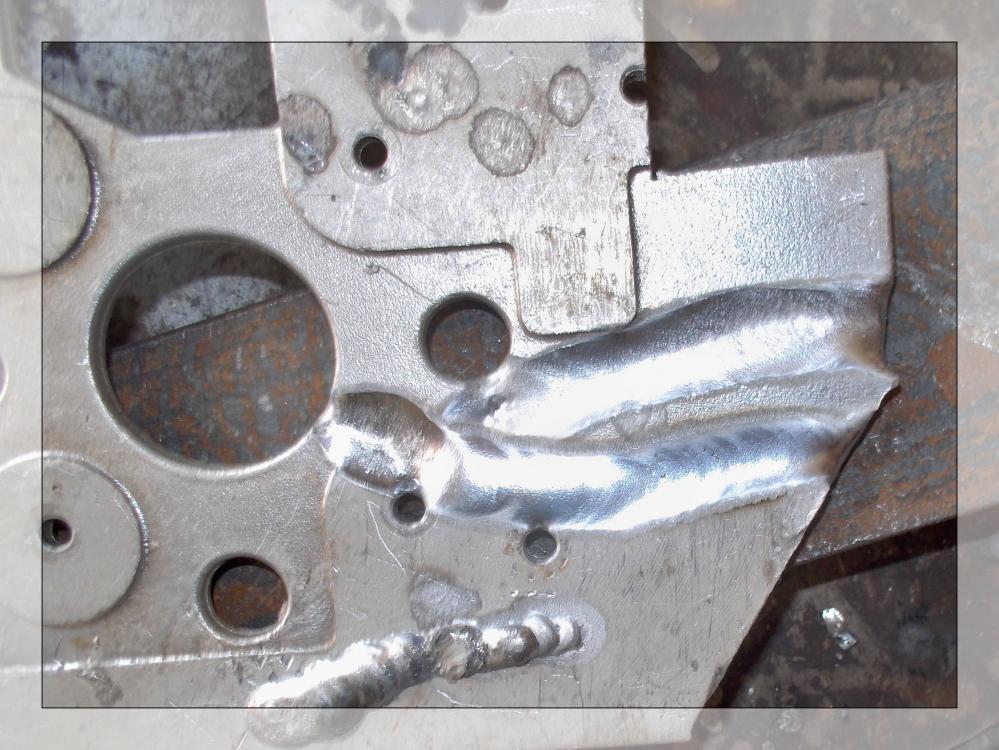
@Elektro_D, если сварку ведёте с оптимальной скоростью, то металл в околошовной зоне не успевает перегреться и равномерно принимает тепло сварочной ванны. В этом случае и на самом шве нет перегрева, о чём свидетельствует золотистый с переливами цвет шва. Если варите медленно-цвет шва и околошовной зоны-серый, то это-свидетельство перегрева. Или варите быстрее, или сварку ведите с перерывом для охлаждения металла. Обратная сторона шва у Вас-без газовой защиты. Оттого происходит интенсивное выгорание легирующих элементов, а также-окисление стали. И в результате этих процессов получается то, что Вы и наблюдаете с тыльной стороны свариваемой пластины.6 баллов
-
Расставим точки над i. Итак, взял рабочую пластину 5мм: Выставил 140А:, 135гц: Прошёл по плоскости от края в середину, сразу "на холодную": Проплавление: Обратная сторона: Покурил, подумал: Нужно для наглядности 60гц пройти, прошёл рядом: Обратная сторона, видим насколько меньше валик: . Люди мы взрослые, в фейки играться - опорочить свою репутацию. Такой вот наглядный расклад.
3 балла
-
Ох уж эти "дальнобои". Сегодня забегает один и говорит, что нужно ехать в Москву(ещё вчера), а зеркало на его Валдае сперли вместе с кронштейном, в магазине нет, давай скорее делать, а то с одним зеркалом ехать не айс. Надо так надо. Полдюймовая труба, профильная 40Х40 и лоскуток стали 6мм. Как то так получилось, но кронштейн вышел без регулировок - плата за скоростную работу.
3 балла
-
В 2007 работал с 13ХФА, лист 11 мм. Электрод УОНИ-13/55 Д=5 мм, ток постоянный. Эта сталь дает очень сильную усадку шва: при сварке заготовок 600 х 350 Т-образно получался натуральный домик. И это при сварке на столе, в струбцинах. 2 изделия пошли в брак, остальные варились с обратной деформацией, выгнутые на арматурине 20 мм, тогда получалось хорошо.2 балла
-
Как в учебниках, что вы с успехом и доказали. Выдержка из буклета Selco,не сочтите рекламой может кому полезна будет , сейчас почти все современные аппараты имеют регулировку частоты. В этом буклете частота АС ещё была 20-150гц, но с каждым годом она растет на моем уже 200гц, на Miller 350 что выше на видео 400гц.
2 балла
-
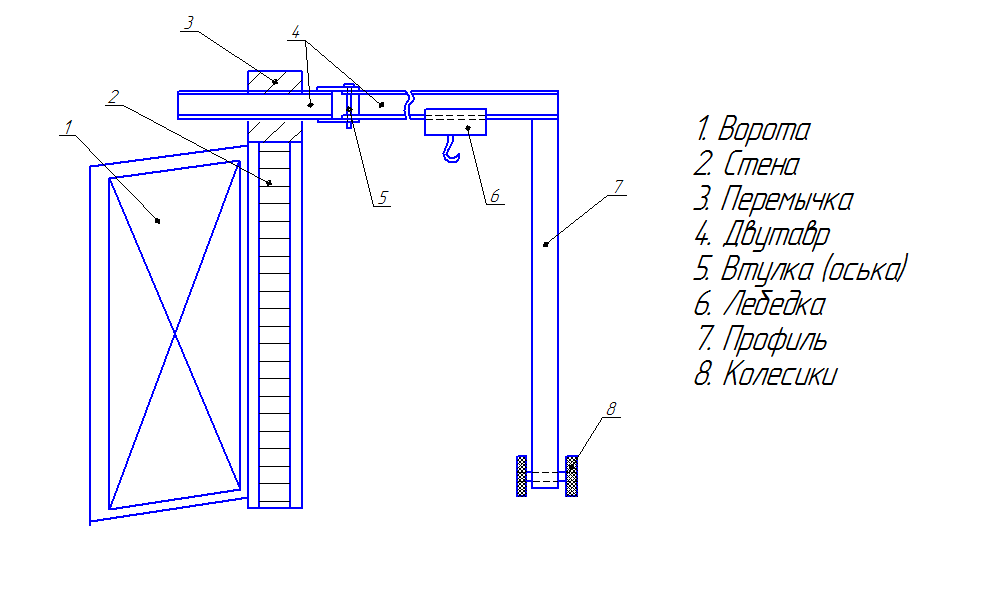
Извиняйте что так долго не отписывал, проблемы с компом. Солид так и не установился, пришлось воспользоваться Компасом. Эту конструкцию видел в кирпичном гараже. Кран-балка перемещается во все стороны. Правда немного трудновата в изготовлении. Для единичного использования не рентабильна. Для постоянного очень даже хороший вариант цена-качество.
2 балла
-
Зайдите в любой мехцех советских времен и увидите ответ. http://semidelov.ru/media/uploads/%D1%80%D0%B8%D1%81._%D0%BF%D1%80%D0%BE%D0%BC%D1%8B%D1%88%D0%BB%D0%B5%D0%BD%D0%BD%D1%8B%D0%B9_%D0%BF%D0%BE%D0%BB_%D0%B8%D0%B7_%D0%BC%D1%80%D0%B0%D0%BC%D0%BE%D1%80%D0%BD%D0%BE%D0%B9_%D0%BA%D1%80%D0%BE%D1%88%D0%BA%D0%B8..jpg2 балла
-
Не совсем про сварщиков,но все же.Из переписки с менеджером одного из заводов России:у вас борфрезы из какого сплава?-из твердого)))).2 балла
-
http://f5.s.qip.ru/wn26qC6M.jpg http://leaks.gunm.ru/wp-content/uploads/2015/01/354_original-400x400.jpg2 балла
-
@Сусанин, Вот книга может поможет по расчету Примеры_расчета_такелажной_оснастки.djvu2 балла
-
Ушм -можно (если обороты регулируются) -6тыс оборотов на 125 круге - оптимальное шлифование нерж (выше обороты -нажигают материал) . Круг нужен циркониевый (буква Z), или керамический ( буква С) и лучше лепесток.(не оставляют вредных для нержи включений). Корунд (буква А на маркировке) не проходной для обработки нержи .2 балла
-
@Юнат, я бы не сказал что Неон "заточен" именно под жесть, хотя довольно несложно варил им и лист 0,8 мм, и профтрубу 1-1,5 мм. А вот на проволоке 1,2 мм и толщинах 5- 8 мм я им был очень доволен. Дороговат он и излишне мощен для таких целей. Полуавтомат хороший, но стоит ли переплачивать? Возможно есть смысл поспрашивать у форумчан про Авроры с синергетикой, работать комфортнее и вариант более бюджетный получается.2 балла
-
svarnoi69,Rust_eze!!! Много здоровья,хорошего настроения,любви к Сваркам...например такой-http://pix.academ.org/img/2013/08/22/640x480_fb4293482fd6e9796c315e45aa7186c5.jpgИли такой-http://pix.academ.org/img/2013/08/22/640x480_8a803824b90ecb19e81d3f135c672494.jpgа может -такойhttp://pix.academ.org/img/2014/01/24/640x680_4ed6b950d951b65c7747b248592e2c0a.jpg2 балла
-
http://i10.fotocdn.net/s3/148/public_pin_m/261/2341143699.jpg2 балла
-
Rust_eze, svarnoi69 С Днем Рождения!!!
2 балла
-
Сегодня попробовал один совет по очистке стекол на маске хамелеон и пластиковых очков от сажи нагара и царапин -паста для полировки фар авто точно помогает, даже очень -результат превзошел все мои ожидания.Советую всем сварным !!2 балла
-
немного фото наших работ
2 балла
-
Не знаю что там за аргоновый лазер от Китая, но этот хорош. http://www.youtube.com/watch?v=82jQ9dl6l7s1 балл
-
Свойства и структура сварных соединений промышленных титановых сплавов alpha- и псевдо alpha сплавы Сплавы, относящиеся к первой группе: alpha-сплавы (BT1-00; ВТ1-0; ВТ5; BT5-1; 4200) и псевдо alpha-сплавы (ОТ4-0, ОТ4-1, ОТ4, ВТ4, ОТ4-2, АТ2, АТЗ, АТ4, ВТ20, ТС5) относятся к малолегированным (J-стабилизирующими элементами сплавам с К $ <=0,25. Эти сплавы хорошо свариваются всеми видами сварки, и сварное соединение по прочности и пластичности приближается к основному металлу. Сплавы не требуют обязательного стабилизирующего отжига после сварки. Поскольку в сварном шве возможно наличие пор, то прочность сварного соединения принимается в расчет с коэффициентом ослабления сваркой, равным 0,9-0,95 от прочности основного материала. С повышением прочности сварные соединения этих сплавов становятся более чувствительными к дефектам сварки (порам, концентраторам напряжения и т. п.) и несколько увеличивается разница в прочности и пластичности между сварным соединением и основным металлом. Технический титан марки ВТ1-00 изготавливают из наиболее чистых сортов титановой губки. Он содержит меньше таких примесей, как углерод, железо, кремний, кислород, чем допускается для других титановых сплавов. Титан марки ВТ1-00 отличается низкими характеристиками прочности и высокой пластичностью. Хорошо деформируется в горячем и холодном состояниях. Из титана марки ВТ1-00 изготавливают практически все виды полуфабрикатов: фольгу, ленту, листы, плиты, поковки, штамповки, профили, трубы, проволоку и т. д. Технический титан марки ВТ 1-00 в связи с его невысокой прочностью в качестве конструкционного материала применяется ограниченно. При сварке с присадкой в качестве присадочного материала используют сварочную проволоку из титана ВТ1-00 или ВТ1-0. Сварные соединения титана марки ВТ1-00, полученные АДС Нп с присадкой ВТ1-00, после неполного отжига имеют следующие механические свойства при комнатной температуре: а*=0,9ав основного металла; ан>=9,0 кгс*м/см2, а=180° для листа толщиной 1,5 мм и а=140° для листа толщиной 3,0 мм. Технический титан марки ВТ1-0 приготовляют из нелегированной губки, несколько уступающей по чистоте титановой губке, применяемой для изготовления титана марки ВТ1-00. Тем не менее содержание примесей в титане марки ВТ1-0 меньше, чем в легированных титановых сплавах. Сплав ВТ1-0 при несколько меньшей пластичности по сравнению с техническим титаном марки ВТ1-00 имеет более высокую прочность и широко применяется как конструкционный материал. Типичные механические свойства при комнатной и повышенных температурах титана марки ВТ1-0 приведены в табл. 28. Титан марки BT1-0 хорошо сваривается всеми видами сварки. Из ВТ 1-0 изготавливают листы, ленту, фольгу, прутки, профили, трубы, проволоку и т. п. Сплав ВТ1-0 применяют в конструкциях, длительно работающих при температурах от −253 до +150° С. Сварные швы пластичны и допускают значительную холодную деформацию [52]. Пластичность сварного соединения (угол изгиба а) практически не изменяется при нагартовке до 20%. Термической обработки после сварки не требуется. Механические свойства сварных соединений титана марки ВТ1-0, полученные АДС Нп с присадкой, после неполного отжига имеют следующие механические свойства при комнатной температуре: сгв=0,9ав основного металла; ан>=7 кгс*м/см2, а=135° для листа толщиной 1,5 мм и а=110° для листа толщиной 3,0 мм. При сварке с присадкой в качестве присадочного материала используется сварочная проволока из ВТ1-00 или ВТ1-0. Сплав марки ВТ5 является типичным однофазным а-титановым сплавом системы Т1-Аl. Из сплава ВТ5 изготавливают поковки; штамповки, кованые и катаные прутки, сварные кольца. Сплав ВТ5 имеет умеренную прочность при невысокой пластичности. Этими объясняется, что из этого сплава не изготавливают листовыеполуфабрикаты. Сплав ВТ5 хорошо сваривается всеми видами сварки, применяемыми для титана. Предел прочности при кратковременном растяжении и длительная прочность сварного соединения равны 0,9ав и 0,9 а^ основного материала соответственно при всех рабочих температурах. В качестве присадочного материала используют проволоку из титана ВТ1-00 или из сплава ВТ2. Сплавы с alpha+β-структурой мартенситного типа В эту группу входят среднелегированные р-стабилизирующими элементами сплавы с Ка =0,3-0,9, термически Упрочняемые путем закалки и старения. Сплавы этой группы непосредственно после сварки имеют пониженную пластичность сварного соединения в связи с образованием в структуре шва довольно прочной мартенситной а’-фазы. Для восстановления пластичности сварных соединений у сплавов такого типа применяют стабилизирующую термическую обработку, в результате которой а’-фаза превращается в стабильные а+р-составляющие. Большинство сварных конструкций из а+b-сплавов мартенситного типа изготовляют с прочностью сварных соединений 85-100 кгс/мм2. Реже сварные конструкция подвергают упрочняющей термической обработке на прочность 105-130 кгс/мм2, и тогда швы утолщают и подвергают отжигу, при этом достигается равнопрочность конструкции и обеспечивается достаточная на-дежность сварного соединения. Сплав ВТ6 — аналог широко применяемого зарубежного сплава Ti-6Аl-4V [2, 121], а также отечественного сплава ВТ6С. Изготавливается сплав в виде листом плит, прутков, поковок, штамповок, сварных колец. Сплав может применяться как в отожженном, так и в I термически упрочненном (закалка+старение) состояниях. Упрочняющей термической обработкой прочности сплава может быть увеличена на 15-20%. Сплав удовлетворительно сваривается всеми видами сварки, применяемыми для титана. Сварное соединение сплава ВТ6 непосредственно после сварки имеет несколько пониженную пластичность. Для восстановления пластичности сварного соединения требуется стабилизирующая термическая обработка. Прочность сварных соединений сплава ВТ6, выполненных ААрДЭС неплавящимся электродом без присадки, составляет после отжига при 760- 800° С и после закалки с 900° С и старения при 500° С в течение 2 ч 95-100 и 105 кгс/мм2 соответственно. Сплав I сваривается со всеми листовыми титановыми сплавами. В качестве присадочного материала используют проволоку из сплавов ВТ1-00, ВТ1-0, ВТ2, СПТ2, ВТ6С. Сплав ВТ6 применяется для изготовления сварных деталей, длительно работающих в отожженном состояв нии при температурах до 450° С, а в термически упрочненном состоянии — при температурах до 400°С. Сплав ВТ6С рекомендуется для изготовления штампосварных конструкций; работающих длительно при температурах до 400-450° С и кратковременно при температурах до 700-750° С. Предел прочности сварного соединения, выполненного сваркой плавлением, составляет не менее 90% от предела прочности основного металла. При сварке металла большой толщины используют прогрессивные методы сварки, например сварку погруженной дугой; швы сплава ВТ6С, полученные этим способом, равнопрочны отожженному основному металлу, а их ударная вязкость выше на 1,2-4,0 кгс*м/см2.1 балл
-
Упрочняющая термическая обработка титановых сварных соединений Упрочняющая термическая обработка сварных соединений титановых сплавов, состоящая из закалки и старения (отпуска), служит дополнительным резервом повышения прочности сварных конструкций. Однако следует отметить, что применение упрочняющей термической обработки на сварном соединении более ограничено по сравнению с основным металлом. Это вызвано тем обстоятельством, что крупнозернистая игольчатая структура плохо воспринимает упрочняющую термическую обработку, т.е. не обеспечивает достаточно хорошего сочетания прочности и пластичности после закалки и старения. Поэтому для сварных соединений применяется «мягкая» упрочняющая термическая обработка, повышающая прочность на 10-20% по сравнению с прочностью отожженного состояния. В этом случае при умеренной прочности удается получить удовлетворительные характеристики пластичности сварного соединения. В последнее время разработано несколько новых способов упрочняющей термической обработки сварных соединений титановых сплавов, которые позволяют несколько расширить возможности применения упрочняющей термической обработки в сварных конструкциях, которые будут нами также рассмотрены в настоящем разделе. Все более широкое распространение получает упрочняющая термическая обработка сварных конструкций, когда основной металл упрочняется закалкой и старением до необходимого уровня, а сварное соединение делается утолщенным и приводится в отожженное состояние методом локальной термической обработки. Такой прием позволяет получать равнопрочную конструкцию как по основному металлу, так и по сварному соединению с высокой работоспособностью. Рассмотрим некоторые вопросы упрочняющей термической обработки сварных соединений титановых сплавов. Упрочняющая термическая обработка, состоящая из закалки и старения, применима к сварным соединениям двухфазных с+р-титановых сплавов, начиная со сплавов мартенситного типа и кончая псевдор-сплавами. Принцип упрочняющей термической обработки сварного соединения, как и основного металла, заключается в том, что при ускоренном охлаждении сохраняются ме-тастабильные р-, а’- ("Л-фазы, а при последующем искусственном старении происходит выделение дисперсных частиц а- и р-фаз. При этом эффект упрочняющей термической обработки зависит от типа, количества и состава метастабильных фаз, а также от дисперсности образовавшихся после старения частиц a- и р-фаз. Особенностью упрочняющей термической обработки сварных соединений титановых сплавов является использование в некоторых случаях термического цикла сварки в качестве закалки при упрочняющей термической обработке. Сварное соединение при однопроходной сварке металла небольших толщин можно рассматривать как закаленное с температур р-области.Метастабильные составляющие р- и а’-фазы у титановых сплавов склонны к распаду в процессе изотермического нагрева при невысоких температурах с образованием равновесной а+р-структуры.На начальной стадии старения образуются дисперсные выделения а- и р-фаз, что сопровождается значительным упрочнением сплавов.Распад метастабильной р-фазы идет по схеме:рнестаб-Триеста б+а-кх+р. При изотермическом нагреве а’(а")-фаза распадается по схеме а’(а")-+а’(а")0ботгтц-{-а-+а-{’Рнестаб-*а+р. Распад а’(а")-фазы сопровождается на первой стадии образованием ct-фазы и а’(а")-фазы, обогащенной р-стабилизирующими элементами. Приведенные схемы превращения метастабильных фаз при изотермическом нагреве справедливы для процессов, проходящих при температурах выше 450-500° С. При более низких температурах изотермического нагрет ва процессы распада могут проходить с образованием промежуточной со-фазы. В практике упрочняющей термической обработки как сварных соединений, так и основного металла режимы термической обработки исключают образование ©-фазы. В зависимости от режимов упрочняющей термической обработки — температуры закалки, температуры и продолжительности старения (отпуска) — механические свойства сварных соединений будут изменяться в широком диапазоне. С повышением температуры закалки в сварном соединении сохраняется все большее количество (по объему) метастабильных фаз. У сплавов докритического состава увеличивается сначала количество метастабильной р-фазы, а затем а’(а")-фазы. У сплавов закритического состава происходит непрерывное увеличение количества метастабильной р-фазы по мере повышения температуры закалки до точки полного полиморфного превращения в сплаве. Объем метастабильных фаз в сплаве определяет эффект упрочнения, который может быть получен при последующем старении закаленного сплава. Как правило, с повышением температуры закалки термически упрочненного сплава с а+р-структурой возрастает его прочность и снижается пластичность. При постоянном времени старения с повышением температуры старения увеличиваются объем и степень распада метастабильных фаз и выделяются дисперсные частицы. Это сопровождается повышением прочности и, как правило, снижением пластичности. При определенной температуре старения прочность достигает максимума, при дальнейшем повышении температуры прочность постепенно снижается до уровня прочности отожженного металла. Этот участок кривой характеризуется коагуляцией дисперсных а- и р-частиц до равновесного состояния по мере повышения температуры старения. Фактор продолжительности старения выражается в том, что максимум на кривой прочности смещается в область более высоких температур, и величина максимума уменьшается по мере уменьшения продолжительности старения. Такой характер изменения прочности в зависимости от режимов старения обусловлен тем, что с увеличением продолжительности старения удается в большей степени обеспечить полноту распада метастабильных фаз при сохранении высокой дисперсности упрочняющих частиц. Практические режимы старения используют, как правило, нисходящую ветвь кривой прочности, т. е. представляют собой режимы перестаривания. Это позволяет обеспечить лучшее сочетание прочности и пластичности у термически упрочненного металла при удовлетворительной стабильности механических свойств. Это еще в большей мере относится к сварным соединениям титановых сплавов с а+р-структурой, для упрочнения которых используют режимы еще более глубокого перестаривания. При таких режимах упрочняющей термической обработки при некоторой потере прочности удается получить некоторый выигрыш в пластичности, что является весьма необходимым для сварных соединений, имеющих литую структуру, которая хуже структуры деформированного металла.1 балл
-
Кстати, на фото внизу, в полиэтиленовой пленке лежит тонна трикотажного полотна в рулонах на подшлемники пожарным. Очередную партию огнестойкого трикотажа готовим к отгрузке.
1 балл
-
@Elektro_D, на ВДНХ конечно рановато, но не настолько плохо, как я думал. Бывало и хуже... Попробуйте плотно прижать стык листов к столу и сверху варить по-быстрее (не приварите к основе). Потом покажете результат...1 балл
-
раньше в каждом проммаге были полы из шлифованного бетона, и они не пылили1 балл
-
@Менгон,вы немного недопоняли,я работаю ими,у меня есть,но диаметр мне нужен 6 мм.,я спрашиваю про производителей,кто то если работал борфрезами именно этой фирмы,то как они себя показали.1 балл
-
перед началом работы с незнакомыми сталями я бы сварил образцы и испытайте их: на твердость, на загиб,тут уже смотря по какому рд будем работать,как правило требования к образцам там указаны1 балл
-
Сварочные материалы подбираеть в данном случае помение легированной стали ,то есть по 09г2с ,электроды уони 13/45 13/55 lb-52u и их аналоги,если полуавтоматом или аргоно-дуговой то проволока св-08г2с, рд смотрите исходя из того какие требования и условия работы вашего изделия.На счет подогрева, для стали 13хфа заменитель указан сталь 15хфа. В марочнике сталей указывается что нужен подогрев 150-200 град1 балл
-
Даже если поверить в это, то есть более слабые места, патрубки, радиатор(чушь конечно )1 балл
-
Логика продаж проста: зарабатывать на всём. И в самом деле, 500 миллионов населения больше, чем 150. И купят они больше. Если будут деньги. А не будет денег – купят в кредит. Гаджеты или девайсы какие-нибудь. Новейших моделей. Главное, чтобы купили. Открыли кошельки, достали деньги, и заплатили. За образование, за здоровье... Вывернули карманы... хм... простите, это немного не о том. Это, скорее, о кипрском варианте «хранения» вкладов. Расхожее нравоучение «производить – ерунда, надо уметь продать» породило толпы «мудрецов», за звонкую монету готовых объяснить что угодно, кому угодно и где угодно. Качество товара стало категорией почти мифической. Дерево – в стружку, стружку – на мебель, мебель на свалку, а то новую завезли... что-то в этой цепочке явно лишнее. Может, мебель?http://worldcrisis.ru/crisis/1692787http://galopolitica.ru/wp-content/uploads/2014/11/art-kapitalizm-pesochnitsa-512901-620x430.jpeg1 балл
-
Самый лучший вариант, это "П" рама с талью. Но железо стоит подбирать по жесткости с запасом, чтоб не сложился от тяжести! https://www.youtube.com/watch?v=hMqN9Al-xds1 балл
-
Для метро в городе Хельсинки варили тех.площадки, это я перила к ним варил: Ножки для съёмных перил. Сами перила Один из уголков, которыми площадки крепятся к стенке шахты. Перила после оцинковки.
1 балл
-
https://www.youtube.com/watch?v=EKD6MspZDTw1 балл
-
Практически все детали двигателей, в легких исполнениях - состоят преимущественно из алюминиевых и магниевых сплавов... Алюминий в основном используется АК5-АК12 (AlSi5 - AlSi12), амг очень большая редкость, но возможен- нужно обращать внимание на способ изготовления детали, амг никогда не отливают сложной формы. Магний идут сплавы МЛ5-МЛ20МЛ5-МЛ20, отличить от алюминия достаточно легко: 1. Почистить железной щеткой на дрель/болгарку, магний будет бльестеть как зеркало. 2. Надпилить болгаркой/напильником/ножовкой/борфрезой с мелким зубом, он будет твердым в отличие от тягучего аллюминия... 3. Смотреть надписи на корпусе в 90% случаев есть маркировка на корпусе которая указывает что деталь из магния. Чаще всего встречаются абревиатуры Magnesium и значок Mg в треугольнике из стрелочек. 4. Ну и после небольшого опыта с магнием, можно отличать по весу.1 балл
-
@ASIK, если педаль к аппарату (по тем, или иным причинам) не подсоединить, то увеличьте скорость сварки. Главное-не опережать скорость разбивки оксидной плёнки. И/или цмыкайте кнопкой, предварительно максимально увеличив время спада тока.1 балл
-
Жесткая сцепка. Тягач - самосвал MAN, буксировать будут ГАЗ 66
1 балл
-
А 4-кой - зачем? Или просто попались под руку?))) Стикмэйтом варил (если это можно назвать сваркой)) и 4-кой и 5-кой УОНИ - загнать в защиту не удалось, иногда оттаиваю лед со въезда в гараж (просечка 4 мм 2000х1000 мм), используя сварочник, как источник тока - втыкаю безымянную 5-ку и жарю со всей дури).
1 балл
-
@Klez, Какое "не расплавление"? Всё, что надо - оплавилось. Этож валик просто. @Lesopil, Схема подбора тока проста - смотрите на пачку электродов, там написано какой ток ставить. Ставите, пробуете, по ощущениям добавляете или убираете ток (тока нужно столько, чтобы электрод хорошо зажигался и стабильно горел). Завышать ток на первых порах не нужно, на большом токе нужно быстро вести электрод, начинающему сварщику сделать это плавно, без рывков, на большой скорости сложнее, чем на маленькой.1 балл
-
Работаем вдвоём так он у меня спрашивает- ты куда электроны положил, я говорю не помню1 балл
-
Моя кошка. Зовут - Пуля Любит пылесоситься
1 балл
-
Всем привет. Добрался сегодня до фотоаппарата и могу сделать очередной фотоотчет о том как я провел последнюю неделю или две... Непомню... Еще, спать постоянно хочется. Шестереночка, 160кг, просто зубчика небыло: Детальки разные: Заплатка, лень было вокруг бегать поэтому одна из 4х. Бардак навели. Ну и остальные мелочи которыми я занимался. 38см толщины, 42м3 бетона, 3++ тонны арматуры 16а3, 40м3 грунта, 25м3 щебня, несколько кубов пенопласта + демонтаж здания за 9 последних дней. Я устал... И уехал на природу.... До вторника, чтоб отдохнуть перед шлакоблоком...
1 балл
-
Давненько сюда не заходил. Как всегда минимум текста. Просто немного фото трудовых будней нашей мастерской.
1 балл
-
Немного фотографий с работы
1 балл
-
Еще несколько фотографий. Колесико Вал новый Копия вала аксиального гидромотора, клиент разобрал новый гидромотор и заказал клон вала на всякий случай.
1 балл
-
Сундучёк для бумажек и чертежей. Еще один пацанский тюнинг. Принесли заварить, пришлось заменить... Муфта.
1 балл
-
несколько фото
1 балл
-
да, от линкольна дисташка. Модернизация прицепа. Проект заказчика. http://www.argon.pw/IMG_Forum/pricep_bolti/pricep_01s.JPG http://www.argon.pw/IMG_Forum/pricep_bolti/pricep_02s.JPG http://www.argon.pw/IMG_Forum/pricep_bolti/pricep_03s.JPG http://www.argon.pw/IMG_Forum/pricep_bolti/pricep_04s.JPG http://www.argon.pw/IMG_Forum/pricep_bolti/pricep_05s.JPG http://www.argon.pw/IMG_Forum/pricep_bolti/pricep_06s.JPG Ну и болтики сцепные для строп кажется. http://www.argon.pw/IMG_Forum/pricep_bolti/sccepka_01s.JPG http://www.argon.pw/IMG_Forum/pricep_bolti/sccepka_02s.JPG http://www.argon.pw/IMG_Forum/pricep_bolti/sccepka_03s.JPG1 балл
-
Ящичков стало мало, добавляем новые. http://www.argon.pw/IMG_Forum/izgotovlenie_shkafov_2_www.argon.pw.JPG http://www.argon.pw/IMG_Forum/izgotovlenie_shkafov_1_www.argon.pw.JPG1 балл
-
ремонт вентилятора http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_01s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_02s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_03s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_04s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_05s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_06s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_07s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_09s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_10s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_08s.jpg1 балл