Лидеры




Популярный контент
Показан контент с высокой репутацией 17.01.2015 во всех областях
-
Привезли сегодня поддон с бмв, пришлось вырезать и вставить латку, фото до забыл сделать)))
 9 баллов
9 баллов -
Это корабль. Причём это не килевая часть, а м-м... нос верхней палубы. В целом Вы всё это видели в Новостях не за этот год. Это фрагмент борта; слева к килю, справа к надстройке, условно повернуто:
6 баллов
-
Большая просьба ко всем форумчанам, не отвечать очередному лентяю, пусть ищет, по 10 раз расписано...4 балла
-
@metaba, Постарайтесь в следующий раз выкладывать фото, в удобном для пользователей ракурсе.
3 балла
-
@flo,1.Выключать не обязательно,при работе на больших токах рекомендуется,дать аппарату поработать на холостом ходе. 2.Работайте в рукавицах. 3.Можно,но будет зависеть от толщины металла,тока(который способен выдать аппарат) и диаметра электрода.3 балла
-
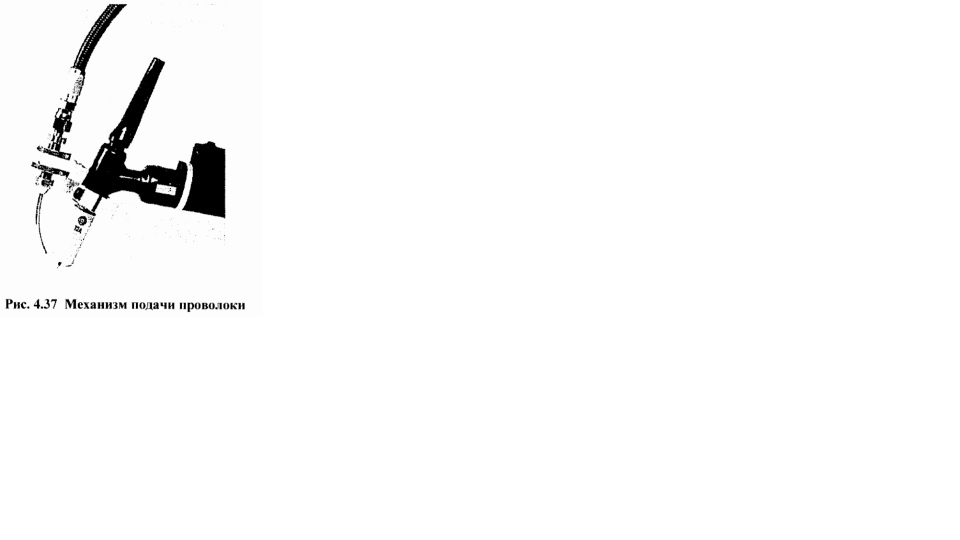
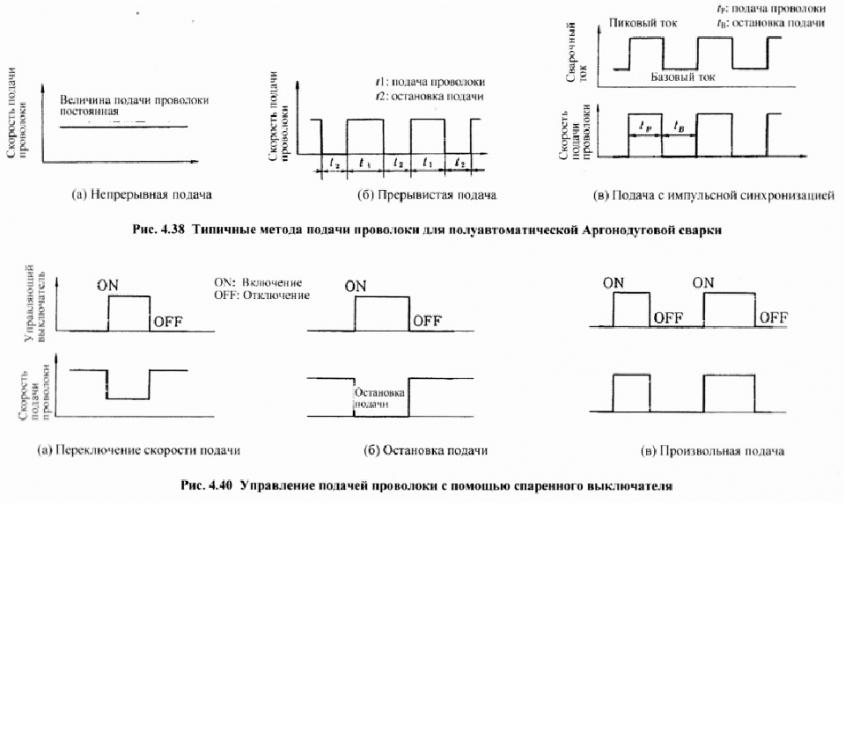
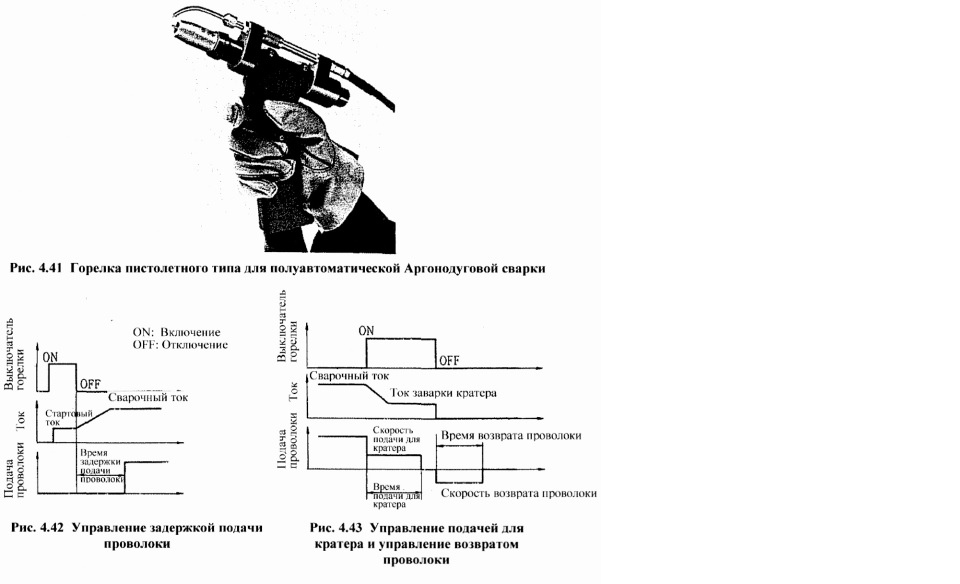
4-5-3 Полуавтоматическая Аргонодуговая сварка В случае ручной сварки одной рукой управляют сварочной горелкой, другой рукой подают присадочный пруток, поэтому работникам требуется достаточно высокий уровень квалификации. И длина оперируемого присадочного прутка ограничена по длине, так что невозможна непрерывная сварка длинномерных деталей. В случае полуавтоматической Аргонодуговой сварки с использованием устройства подачи проволоки, намотанная на барабане проволока подается автоматически, так что можно исключать требование на уровень квалификации по добавлению присадочного металла и ограничение длиной прутка. На горелку для полуавтоматической Аргонодуговой сварки установлен механизм подачи (добавления) проволоки, как показано на рис. 4.37. так что можно подавать присадочный металл в нужное положение. Кроме того, с учетом обрабатываемости можно устанавливать направление подачи присадочного металла в любое положение вокруг горелки в пределах примерно 240°. Количество добавления присадочного металла регулируется блоком управления подачи проволоки, типичный метод добавления на котором представлен на рис. 4.38. На п. (а) представлен метод непрерывной подачи проволоки па постоянной скорости, который применяется, когда требуется сварка на сильном токе или большой объем наплавки. На п. (б) представлен метод прерывистой подачи проволоки, который позволяет устанавливать длительность времени подачи проволоки и длительность времени остановки отдельно и применительно к конкретной работе, и применяется к сварке на слабом токе, сварке алюминия и т.д. На п. (в) представлен метод, который применяется в сочетании с источником питания импульсно-дуговой сварки. Подача проволоки производится синхронно с пиковым током и останавливается при базовом токе. Данный метод применяется к сварочному соединению листов, отличающихся друг от друга толщиной стенки, соединению инородных металлов, вертикальной сварке, поперечной сварке и т.д. Если в качестве выключателя горелки используют спаренный выключатель, представленный на рис. 4.39. можно производить управление подачей проволоки, как представлено на рис. 4.40. На п. (а) представлен метод, по которому скорость подачи проволоки переключается на 2 этапах. Нажатием управляющего выключателя величина подачи уменьшает (или увеличивает) и его опусканием восстанавливают исходное состояние. Каждый из 2 этапов скорости подачи проволоки устанавливают ручкой на устройстве управления. На п. (б) представлен метод, по которому подачу проволоки останавливают нажатием управляющего выключателя, на п. (в) представлен метод, по которому подачу проволоки осуществляют только в течение, когда управляющий выключатель остается нажатым. Все эти методы относится к методу прерывистой подачи проволоки, но их преимущество заключается в том, что в отличие от представленного на рис. 4.38 (б) метода, по которому подача и остановка производятся по постоянному циклу, можно менять длительность времени подачи и длительность времени остановки произвольно. Все эти (а) - (в) относятся к функции тонкой настройки величины подачи проволоки применительно к обстановке сварки. Однако, если использовать полуавтоматическую горелку пистолетного типа, на которой выключателем горелки служит спусковой крючок, как показано на рис. 4.41. величину подачи проволоки можно регулировать без спаренного выключателя степенью нажатия спускового крючка. К функциям, требуемым при начале и окончании сварки, можно перечислить управление задержкой подачи, управление подачи для кратера, управление подачи проволоки, общие черты которых представлены на рис. 4.42 и 4.43. Управление задержкой подачи представляет собой функцию для предотвращения непровара, прожога и т.д.. которые склонны происходить при начале сварки, и применяется, чтобы начинать подачу проволоки через определенное время после начала основной сварки. Управление подачей для кратера представляет собой функцию установки скорости подачи проволоки и длительности времени подачи при заварке кратера на подходящие значения. Управление подачи проволоки представляет собой функцию отвода проволоки для того, чтобы при окончании сварки предотвратить наплавку проволоки на основной металл.
3 балла
-
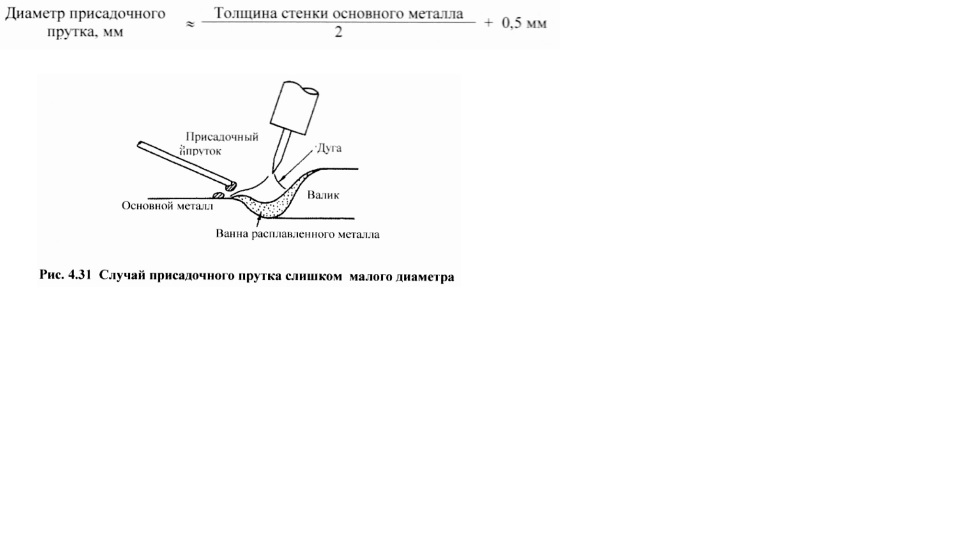
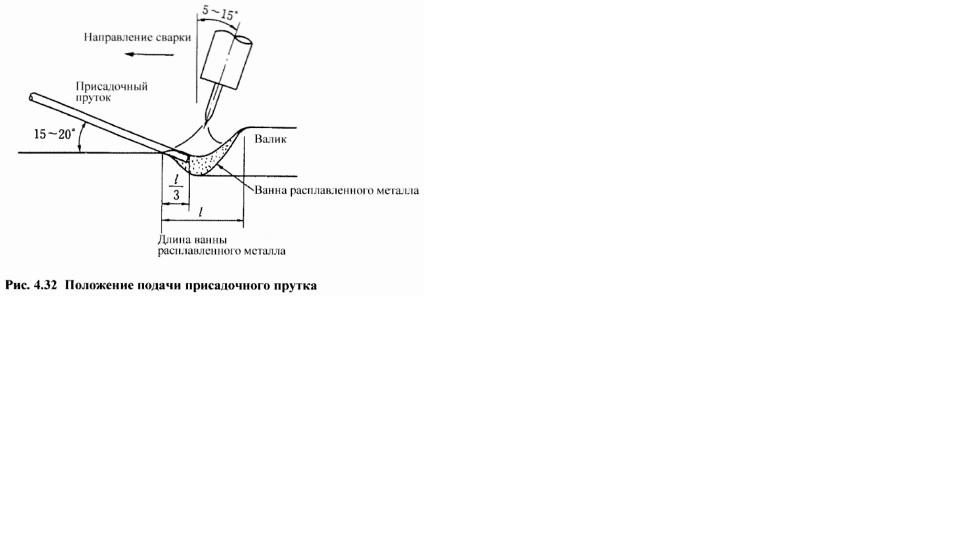
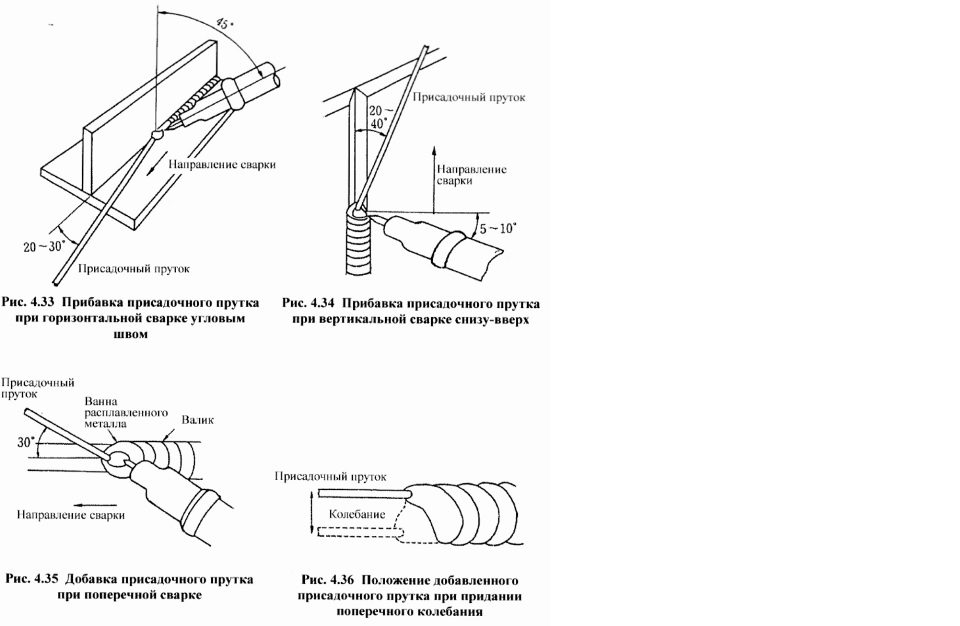
4-5 ПРИБАВКА ПРИСАДОЧНОГО МЕТАЛЛА 4-5-1 Выбор присадочного прутка Присадочный материал, используемый при ручной сварке, называется присадочным прутком и представляет собой пруток наружным диаметром 0,8 - 5 мм и длиной 1 м. Диаметр определяется силой сварочного тока, полярности и т.п.. материал определяется маркой основного металла. Обычно используют присадочный пруток из того же материала, что и основной металл. Если диаметр присадочного прутка слишком мал, как представлено на рис. 4,31, до достижения ванны расплавленного металла присадочный пруток будет подвергаться расплавлению в силу тепла дуги и кататься круглой каплей по поверхности основного металла. Наоборот, если диаметр присадочного прутка слишком велик, расплавление будет неустойчивым, так как температура ванны расплавленного металла может резко упасть, что может повлечь за собой дефекты. Диаметр присадочного прутка определяют в зависимости от сварочного тока и других факторов режима сварки, так что нельзя сказать однозначно, но в случае диаметра присадочного прутка для сварки угловым швом можно ориентироваться на следующую формулу. В случае стыковой сварки подходит более тонкий присадочный пруток, чем в случае сварки угловым швом, так что следует использовать пруток диаметром меньше, чем вычисленный по вышеприведенной формуле. 4-5-2 Метод подачи присадочного прутка Лучшие сварные швы получаются, когда расплавляют присадочный пруток косвенно за счет тепла ванны расплавленного металла, а не посредственно за счет тепла дуги. Следовательно, как представлено на рис. 4.32, следует добавлять присадочный пруток, наклоняя его под углом примерно 15 - 20° и ориентируясь на то. чтобы конец прутка находился в ванне расплавленного металла от ее края на расстоянии 1/3 длины ванны. Держат присадочный пруток соприкасающимся с ванной расплавленного металла, так чтобы конец прутка не подвергался расплавлению отдельно от ванны расплавленного металла, В случае ручной сварки, как правило подают конец присадочного прутка на короткое время к ванне расплавленного металла, когда конец прутка расплавляется и одна капля расплавленного металла растворяется в ванне расплавленного металла, немедленно отводят присадочный пруток, и, когда добавленная капля растворилась в ванне расплавленного металла полностью, снова добавляют присадочный пруток. И затем снова повторяют. Однако, при отводе присадочного прутка, если отводят его до атмосферного воздуха, то конец прутка, который еще в расплавленном состоянии, подвергается окислению. Следовательно, следует отводить пруток не больше, чем необходимо, и обращать внимание, на то чтобы конец присадочного прутка не выходил за среду защитного газа . Кроме того, можно подавать присадочный пруток непрерывно, не отводя его, однако при этом нужно обращать внимание на то, чтобы не чрезмерно охлаждать ванну расплавленного металла. В случае горизонтальной сварки угловым швом присадочный пруток подают, как представлено па рис. 4.33. Когда сопло касается основного металла, обрабатываемость будет падать и ванна расплавленного металла будет видна плохо, так что, удлинив вылет электрода немного больше, чем в случае стыковой сварки, держа дугу короткой, проводят сварку, так чтобы тепло дуги распространялось в пропорции 40% на верхний лист и 60% на нижний лист. На рис. 4.34, и 4.35 представлены методы подачи присадочного прутка при вертикальной сварке снизу-вверх и поперечной сварке. Присадочный пруток подают сверху и в зависимости от ширины валика и т.п. придают ему поперечное колебание. Добавку присадочного прутка с колебательным движением производят, как представлено на рис. 4.36. временно приостанавливая перемещение горелки на краях лицевой поверхности шва, а затем, повторно перемещая ее в обратную сторону так, чтобы добавленная капля расплавленного металла рассеялась полностью. Если начинают сварку с края основного металла, подают присадочный пруток в момент, когда край основного металла расплавился теплом дуги, и в момент, когда поверхность ванны расплавленного металла немного поднялась, обрывают дугу, переместив горелку с края вперед на 1 - 2 мм. и снова зажигают дугу и продолжают сварку. В случае, если сварку производят до края основного металла, в положении за 1 - 2 мм до края, включая и отключая дугу, добавляют присадочный пруток немного больше чем обычно, и, отведя горелку к себе, обрывают дугу.
3 балла
-
Отремонтировать мост:-Пожалуйста! Быстро и не дорого.
3 балла
-
@PolLitrovaYa_MuLII,Влагопоглотитель с карбидом внутри-имеет потенциальную засаду. Карбид, переходя в гидроксид кальция, разрыхляясь, перекрывает проток газа. Я, работая с генератором в зимний период, поступал так. Брал корпус огнетушителя ОХП-10, вваривал вверху и внизу штуцера под шланги и засыпал внутрь под самую пробку прокаленный силикагель. На рабочий день-забывал о воде в шлангах. На ночь-высыпал силикагель в поддон и ставил в электродуховку. На утро-засыпал обратно. Перейдя на баллоны, почти забыл об этих экзерсисах. Кстати, тот же силикагель-это гранулы наполнителя для "кошачьего туалета" . Ну, это-так, что называется, для справки.3 балла
-
@psi,@egemih777, В-о-о-он видите? АВНовский аватар. http://admship.ru/wp-content/uploads/2014/10/201.jpg2 балла
-
Кронштейн натяжителя.Ремонт после "ремонта".По излому видно,непровар,нет зачистки.Убрал наплывы,разделка кромок ,провар с обоих сторон.
2 балла
-
Эх, моя явно не дотягивает. Несмотря на название темы над цветом прошу не смеяться!
2 балла
-
На перекор судьбе...
2 балла
-
Сегодня немного потрудился. Принесли тормозной вал и амортизатор с прицепа для восстановления. Для амортизатора была выточена на токарном втулка, приварена и запрессован сайлентблок. А на валу наварено посадочное место под подшипник скольжения. Завтра батя проточит посадку под новую втулку. Вот с этими валами столько мороки с наплавкой в режиме ММА, полуавтомата тоже нет (пока), а вот у кого то в теме видел такие валы восстановленные с помощью газопорошковой наплавки(могу ошибаться в терминологии), сегодня искал но не нашёл. Будьте любезны ткните носом где посмотреть про такую технологию.
1 балл
-
если нужно могу посодействовать, да и всех питерских барыг, кто хоть что-то значит в Питере я знаю.1 балл
-
1 балл
-
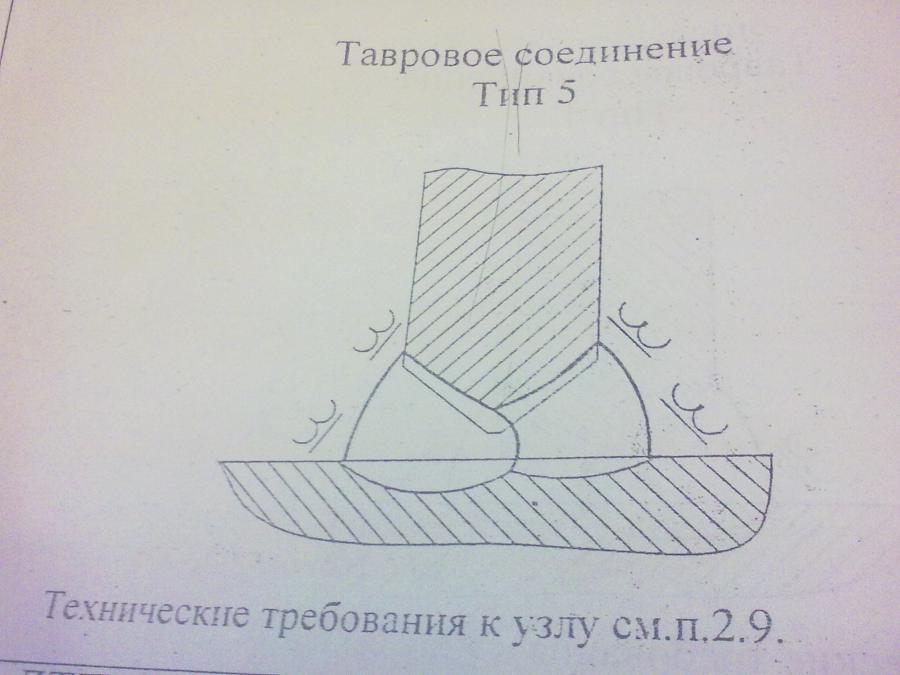
"Преподаватель "Факультета Ненужных Вещей"... Rolli, какой из валиков заварен электродом УОНИИ 13/45 диаметром 3 мм? @URUZ, Вы медкомиссию по зрению проходили? Эскиз узла сварки прочерчен достаточно отчётливо.
1 балл
-
@egemih777, не знаю какие именно, у меня их штуки 4 всего было, подваривал мелочёвку типа кронштейнов, пока ПАНЧ-ем и газопорошковой не обзавёлся. Нравилось, ложатся хорошо. То что дорогие- верно, но на чугун по определению нет дешёвых материалов, кроме разве латунь/бура. Кстати, забыл! Пайка чугуна латунью довольно неплохой вариант, если нагрузок и нагрева больших на соединение не будет. Однажды варил какую то древнюю крышку на трактор- кипело и плевалось всё, и электрод и ПАНЧ и тем более ПАНЧ и нихром в РАДС. Выручила латунь/бура. Лучше неё только газопорошковая справляется с дрянным кипучим чугуном.1 балл
-
@Георгий 11, для себя лично по цч-4 сделал определённый вывод, которым в принципе ни в коей мере не хочу задеть тех, кто ими варит. Наверно они сварщики получше меня, раз ими умеют. Так вот: почётное место этим электродам- ближайший мусорный бак. Если кому то охота варить нагорячую, так тогда и "уонями, уонями четвёркой и точку побольше" можно... А по материалам которые лично я бы хотел иметь для чугуна, в идеале подобрал бы следующие: Порошки для ГПН: медно-никелевый, никелевый, бронзовый. Проволока для п/а: ПАНЧ-11, диаметра 1,2 мм. Проволока Cusi3, диаметр 1 мм, проволока CuAl8, диаметр 1мм. Прутки для РАДС: CuSi3 диаметр 2мм, нихром Х20Н80 диаметр 1,6 мм, медь раскисленная диаметр 1,6 мм, CuAl8 диаметр 2 мм, ПАНЧ-11 диаметр 2 мм. По электродам для РДС даже не знаю, опыта очень мало. Пробовал разные, запомнились ЕСАБ, маркировки не помню. Собираюсь попробовать на чугуне ZnAl, но пока эту проволоку не приобрёл. Любопытно и полуавтоматом и РАДС попробовать.1 балл
-
@copich, ну варить без присадки - это вообще ни в коем случае нельзя делать на литейных сплавах. Жесткий контур можно предвидеть и избежать его, использовать подходящую присадку и тщательно зачищать место сварки - этого в 99% случаев хватает для избежания образования любых трещин. Видите - это все довольно пространные разговоры, если знать все переменные в задаче, то можно и найти конкретные ошибки. Скажем так, мы с проблемой образования трещин, которую не можем решить до начала сварки, превентивными мерами, сталкиваемся крайне редко.1 балл
-
Понятно....продолжайте в том же духе....теоретик сетевой Вы наш... ,так всё-таки что с машинкой-то,УОНИИ 13/55 пробовали точить? И как результат?1 балл
-
А если потолочное, пятёркой? Э-Э... Юноша, у нас никому никогда в голову не приходило купить двойку. Что ей варить? А вы хотите чтобы я (вдумайтесь) варил двойкой, для того чтобы Вы мне доказали, что Что, немного сносит? Купите, заварите, покажите - докажите. У меня есть СТП, ГОСТы-ОСТы и накладные на св. материалы согласно требованиям проектировщиков и УКВП. А если взять электрод УОНИИ 1,5 мм и варить 20-ку с осциллятором лучше будет и платить за подобное качество будете Вы? Я согласен - везите. Если нет, то готов подождать фото вертикальных швов "с электродами по нержавейке" или ржавейке, малоуглеродистой или низколегированной. Сгодятся и УОНИИ-13/55, но только чтобы шлак был... ну сами знаете каким. Можете использовать Макро-Осциллятор - не возбраняется.1 балл
-
попросили меня сегодня мужики на работе старую печку свезти в мелолом здать,толком сфотать не успел как её трактором запихивали внутрь,бак на крышу кидал,в обсщем весы в чермете показали 385 кг,печь сделана с метала 25мм,нать ресорки добавить думается
1 балл
-
США вовлекли в противостояние с Россией пол мира. В прямое противостояние 33 страны (ЕС + Япония + Канада + Австралия + Швейцария + Норвегия). Выпадение доходов экспортеров от обвала цен с 105-110 до 45-50 составляет около 1 трлн в год. Т.е. можно считать, что США за головы Путина, Мадуро и Рухани назначили цену в 1 трлн долларов, поставив под угрозу банкротства почти всю свою сланцевую промышленность. Осознаете масштаб ставок? Тут как бы рефлекторно рука к ядерному оружию не потянулась…http://worldcrisis.ru/crisis/17808351 балл
-
Я например рутиловыми и рутил-целюлозными вообще варить толстый металл не люблю.Особенно тавровые соединения,или фланцы приваривать...Ванны вообще не видно.Даешь току разбрызгивает все.Шов корявый.Как то варил от Fronius TP1500 рутил-целюлозными АНО-36.Подобрал ток,варил тройкой,приваривал патрубки к фланцам(фланец без юбки)СТ-3..Самые дешевые еще и дырявые(пористый металл).Ток поставил 80 ампер. Варю в слепую--ванны вообще не видно..Просто веду короткой дугой и слушаю на звук))) Думаю ну наверное лажа.Остыло,стукнул,шов идеальный в 90%случаях на вид.Но 10% Это места где реально остались просто дырки--как будто метал там вообще не плавился(( Вот почему и не люблю их. Я рутиловыми варю только в отрыв тонкостенные трубы диаметром до 100мм. с зазором в 3мм без фаски,в один проход.И проходит рентген. А вот фланцы варю только основой УОНИ или ОК или LB.В два прохода обычно,последнее время так обнаглели что внутри не провариваем---в шею гонят быстрее,скорее.А потом бывают протечки через тело Фланца. А насчет того что рутил зажигается легче то это я думаю все знают)На фрониусе помню дугу бывало не разорвать))Как жуйка тянется за рукой) У нас в газ конторе вообще варит каждый чем хочет.Никто не проверяет.Просветка формальная--даже если там лажа то не вырезают.Поэтому варят и рутилом и основой и даже вставлять в швы арматуру не брезгуют) А что касается УОНИ то тут однозначно это КЛАССИКА)1 балл
-
Еще днём заприметил на форуме попытки сварить встык тонкий алюминий. И нашел в гараже пластину старого 1мм алюминивого листа покрытого самым старым окислом. Разрезал и сварил встык. Без всякой подготовки(как есть). Прямо видно как окислы застыли на поверхности. Очень коряво но думаю наглядно. http://s013.radikal.ru/i322/1501/99/e39d472fe07a.jpg1 балл
-
Вышел утром на крыльцо...
1 балл
-
вот такую работенку подогнал дружественный автосервис. пришлось на скорую руку городить удлинитель для горелки кто то уже варил, но по всем швам пошли трешины поставил 13 латок и приляпал на место частично отлетевшие все 3 перегородки Может кто подскажет поточнее, из какого сплава эта бочка? Варил 5356, электрод 3 мм WL-20, сопло 7, аргон 15 литров, ток 190А
1 балл
-
А вот уже и народ с комментариями привалил... Сегодня стартовало главное ежегодное событие в жизни либераст-экономистов - гайдаровский форум, или как выразился Михаил Леонидович - камлания на могиле упыря... посмотрим с какими мыслями пришёл на этот форум представитель вышеназванного сообщества занимающий высший государственный пост "Премьер-министр России Дмитрий Медведев, выступая на пленарной дискуссии Гайдаровского форума, заявил, что сегодня экономическая ситуация в России, по формальным признакам,...http://worldcrisis.ru/crisis/13397321 балл
-
http://s00.yaplakal.com/pics/pics_preview/8/8/6/4614688.jpg1 балл
-
в 2008 году в командировке. Полуавтомат Fronius, модель уже не помню. Фотки плохого качества, тогда телефонные камеры были слабоваты.
1 балл
-
Через два месяца юбилей Бреттон-Вудской конференции, которая положила основу современной валютно-финансовой системы и самое время поговорить о том, что же она внесла в мировую экономическую систему. Тем более, что в последнее время многие говорят, что она уже давно закончила свое существование (а именно, с момента второго в ХХ веке дефолта США 15 августа 1971 года, когда была отменена привязка валюты этой страны к золоту).http://worldcrisis.ru/crisis/1478595 .С этой статьей настоятельно рекомендую ознакомится всем!1 балл
-
Как раз вчера и понял это чем ближе вальцы к друг другу то и докат меньше у меня 20 не докат. Привод это лебёдка 220 покупал давно чтобы скважину под воду бурить бур доставать .Зимой без надобности лежит а тут в дело будет.Насчет оборотов портиться мне не куда .Ворота закончу теплицу начну делать.1 балл
-
@Шурпет,особо крепко сидящие в алюминии стальные заломыши вытравливаю с помощью азотной кислоты. Она алюминий не берёт (вследствие пассивации), а сталь кушает с удовольствием. Из пластилина леплю буртик и заливаю полученный "кратер" кислотой. Через некоторое время (от полудня до пары дней)-посадка ослабевает и останки заломыша свободно вынимаются. Если заломыш сидит в стальном, либо чугунном изделии, то привариваю к нему гайку полуавтоматом, либо в аргоне. В аргоне-эффективнее, т.к., происходит значительный нагрев остатка крепежа и, в следствие его расширения, происходит усадка грязи и ржавчины в зазоре между стенками резьбового соединения. После остывания, почти в ста процентах случаев, заломыш свободно выворачивается. Ну, остальное (когда, всё же, не выворачивается)-на случай серьёзного повреждения резьбы (потяжка, срыв витков и т.д.). С экстракторами (леворезьбовыми метчиками с конической формой и крупным шагом) работал. Помогают далеко не всегда. В случае плотной посадки заломыша экстрактор начинает раздавливать просверленное для него отверстие и ещё туже заклинивает заломыш. Обломанный экстактор-вообще превращается в самостоятельную проблему...1 балл
-
А я лично видел источник, от которого питалось 4 полуавтомата "Гранит". Ну и что? Это ничего не доказывает ни в первом, ни во втором случае.1 балл
-
http://f5.s.qip.ru/JIuHSTj4.gif
1 балл
-
Если бы больницы работали как автосервисы... Представьте, приходите вы в больницу, к "официалам"... -Сколько Вам говорите? 17? На заводской гарантии? Да, кашель так и должен быть. -Сыпь? А что сыпь? Это загар. Нет, я ничего не вижу. -Нога отвалилась? нууу, не знаю, попробуйте подорожник приложить! После "окончания гарантии". -Потек нос, кашель и температура 37? Так, срочно нужна пересадка печени и почек. Но я бы еще с сердечко пересадил, у них ресурс схожий, долго не проходит.. Конечно обязательно! после такого, конечно, сервис "дядя Ваня" (он же знакомый врач без лицензии). -Я бы "терафлю" посоветовал, но эт дорого. У меня тут где-то полбанки малинового варенья осталось, с лимоном смешай и кипятком залей, точно поднимет на ноги!1 балл
-
Поддержу на трассе в поле то, есть вообще полуавтоматы не видел.Везде ММА в цехах да полуавтоматы и автоматы заготовки делают.Раньше плети двух трубки готовили ,старые сварные из спец управлений говорили ,что корень варили все равно ММА ,а заполнение и облицовка автоматом лентой.Оператор только режимы сварки выбирал и регулирова,но это было давно.На Бованенковском у нас один пенсионер работал в поле тоже на автомате так там инженегр специальный был.Так они там и сидели по две недели без работы потому что местность пурга по 10 дней и работать не давали технология соблюдается до слюней точно.Это раньше лом заправили в разделку и алга и просвет проходило и все у елочку было))).1 балл
-
Слышь, Ворона, может тебе ещё и спеть хором?
1 балл
-
прячьте ЙОлку от детей!!
1 балл
-
http://i10.fotocdn.net/s3/144/gallery_l/351/2327010959.jpg1 балл
-
Я приготовился к 1 января.А Ты сделал что?
1 балл
-
-Внучек, иди кушать! Еда на столе! -Иду, ба… -Иди, а то остынет. Внук встаёт из-за компа и идёт на кухню... Бабуля прыгает на его место: -Повёлся, лошара!1 балл
-
Хотите незабываемо встретить Новый Год? 1.Доставка к месту проведения авиатранспортом.2.Катание на собачьих и оленьих упряжках.3.Высококлассная иллюминация праздника. 4.Профессиональный тамада.5.Использование качественных бенгальских огней.6.Весёлый дружный коллектив.1 балл
-
@schkaliki, Силовые шашки)))1 балл
-
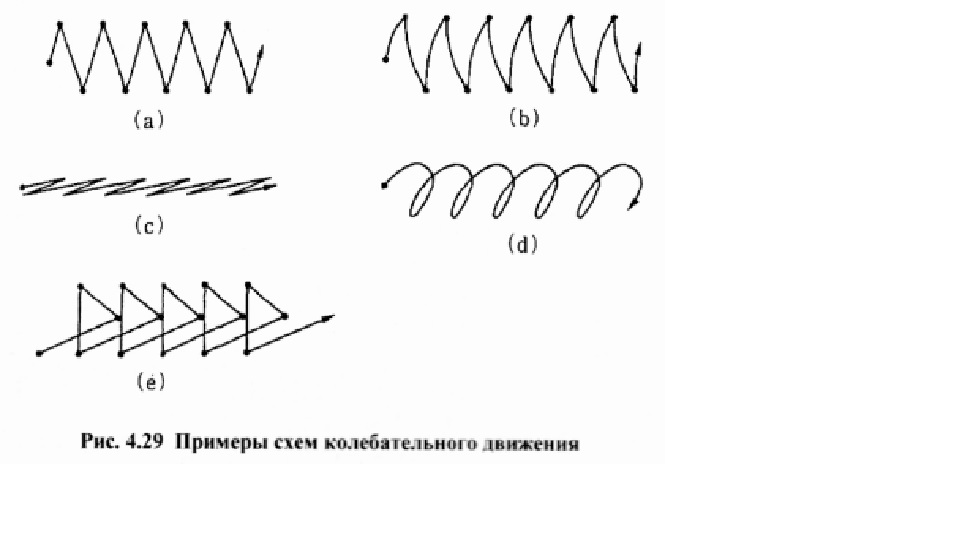
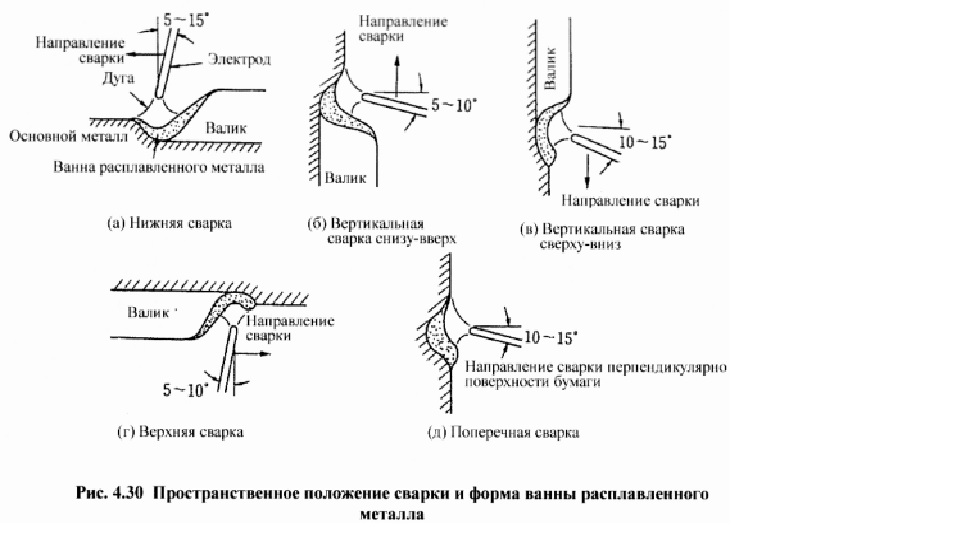
4-4-4 Колебательное движение Под колебательным движением подразумевается перемещение дути по определенной схеме периодически. Колебательное движение осуществляют при сварке с разделкой кромок, сварке угловым швом с большим катетом, в результате чего получаются сварочные швы с большой шириной. За счет колебания дуги тепло дуги рассеивается вокруг валика, сплавляемость валика и основного металла улучшается и тем самым можно предотвратить возникновение дефектов на поверхностях разделанной кромки, на краях лицевой поверхности шва и т.п. Кроме того, в случае вертикальной или поперечной сварки, если создают большое количество расплавленного металла в один прием, происходит вытекание части металла сварочной ванны под действием силы тяжести. Так что, создавая за счет колебательного движения валик с большой шириной и гонкой толщиной и давая расплавленному металлу затвердеть быстро, можно предотвратить вытекание части металла сварочной ванны. На рис. 4.29 представлены основные схемы колебательною движения, среди которых (с) - (с) применяются к дуговой сварке в среде углекислого газа, сварке металлическим электродом в среде газа, дуговой сварке покрытым электродом и т.д., но к Аргонодуговой сварке почти не применяется. При Аргонодуговой сварке обычно применяются схемы (а) и (b); (а) применяется при малой необходимости увеличения амплитуды колебания. (b) применяется при необходимости увеличения амплитуды колебания. Кроме того, на точках поворота колебательного движения, как правило, для полного расплавления основного металла перемещение дуги временно приостанавливают. 4-4-5 Влияние пространственного положения сварки Обрабатываемость намного зависит от пространственного положения сварки, такого как нижняя сварка, вертикальная сварка и верхняя сварка. Нижнюю сварку ведут, наклоняя горелку в сторон) валика углом 5-15° (углом вперед 5 - 15°). как представлено на рис. 4.30 (а). При обычной сварке передний конец дуги и передний конец ванны расплавленного металла идут вперед почти одновременно, так что относительно легко наблюдать сварной шов. Кроме того, не нужно учитывать вытекание расплавленного металла под действием силы тяжести, так что можно вести сварку на сильном токе, который сопровождается возрастанием ванны расплавленного металла, или на низкой скорости. Вертикальную сварку снизу-вверх ведут под углом вперед 5 - 10°, как представлено на рис. 4.30 (б). Расплавленный металл из-за силы тяжести склонен к провисанию, движение переднего конца дуги склонно опережать движение переднего конца ванны расплавленного металла, так что нужно замедлять скорость сварки по сравнению с нижней сваркой. Поскольку дуга опережает ванну расплавленного металла, проплавление углубляется, но валик имеет склонность к выпуклости вследствие провисания расплавленного металла. Если можно контролировать провисание расплавленного металла, качество шва получается удовлетворительным. Вертикальную сварку сверху-вниз ведут, наклоняя горелку к направлению перемещения горелки углом 10 - 15° (углом назад 10 - 15°), предотвращая провисание расплавленного металла, как покачано на рис. 4.30 (в). При большой ванне расплавленного металла происходит вытекание расплавленного металла, так что значительно увеличивать сварочный ток нельзя. Движение ванны расплавленного металла склонно опережать движение дуги, так что нужно относительно прибавить скорость сварки. Валик плосок, проплавление мелко. Поверхность обратного валика склонна к вогнутости. Верхнюю сварку ведут под углом 5 - 10° вперед, как покачано на рис. 4.30 (г). Расплавленный металл за счет своего поверхностного притяжения притягивается к основному металлу и не падает, но тем не менее, если ванна расплавленного металла становится слишком большой, сила тяжести будет превышать поверхностное натяжение и происходит вытекание расплавленного металла. Рекомендуется вести сварку, установив сварочный ток на относительно малую силу и немного снизив скорость сварки, чтобы движение переднего конца ванны расплавленного металла опережало движение переднею конца дуги. Проплавление мелко, валик немного приобретает выпуклость, обратной валик склонен к вогнутости так же, что и в вертикальной сварке сверху-вниз. Во многих случаях верхнюю сварку ведут, принимая неудобное положение, и при этом склонно происходить вытекание части металла сварочной ванны, так что, в общем, обрабатываемость очень плоха. В случае поперечной сварки, как показано па рис. 4.30 (д). верхний край валика склонен к провисанию и валик склонен приобретать форму с вогнутым верхним краем и выпуклым нижним краем (висячий валик). Так что сварку ведут, наклоняя горелку вниз углом 10 - 15° и тем самым сдерживая провисание расплавленного металла. Хотя невозможно создать большую ванну расплавленного металла как при нижней сварке, обрабатываемость относительно хороша. Основные характеристики при каждом пространственном положении сварки приведены в табл. 4.5. При этом нужно обращать внимание на то. что. если свариваемый участок наклоняется, даже нижняя сварка по своему свойству приближается к вертикальной сварке снизу-вверх или сверху-вниз в зависимости от того, наклон относится к восходящим или исходящим. Сварка TIG, в которой сварочный ток и величина добавления присадочного металла поддаются отдельной установке, но сравнению с дуговой сваркой в среде углекислого газа, дуговой сваркой покрытым электродом и прочими видами сварки плавящимся электродом имеет широкий диапазон устанавливаемого сварочного тока и широкий диапазон подбора режима в каждом пространственном положении сварки.
1 балл
-
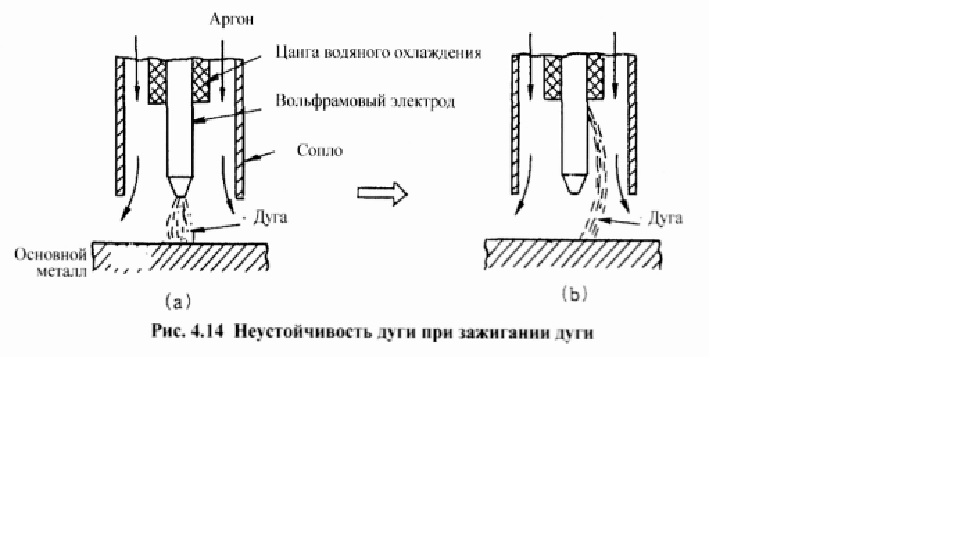
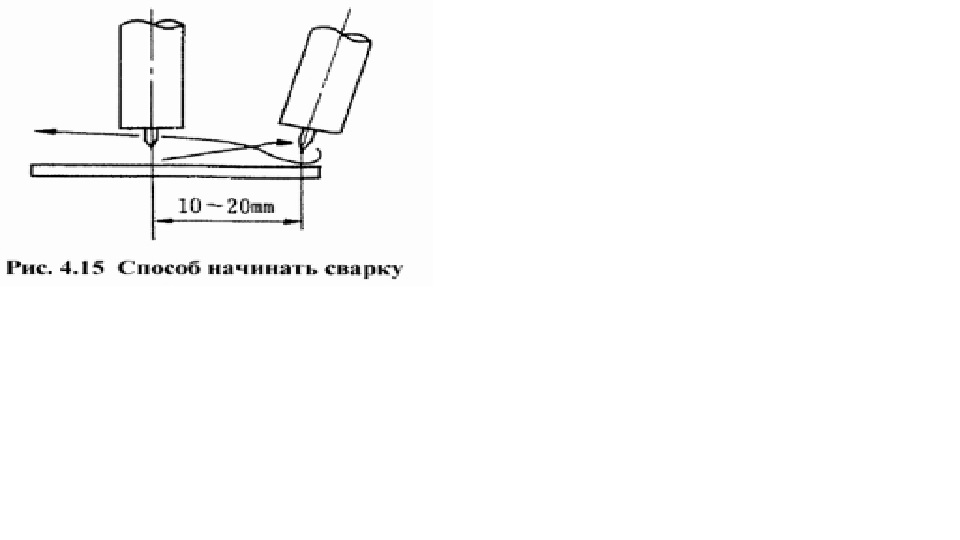
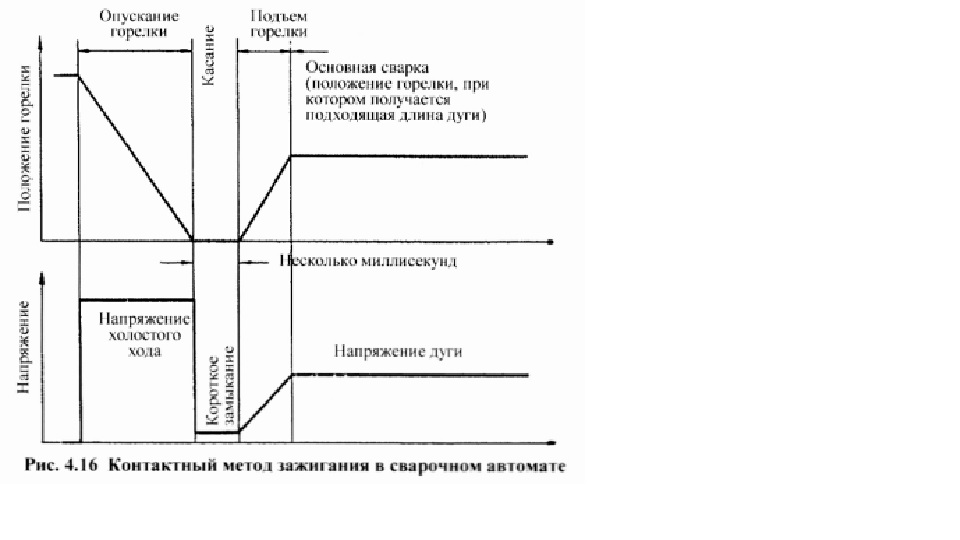
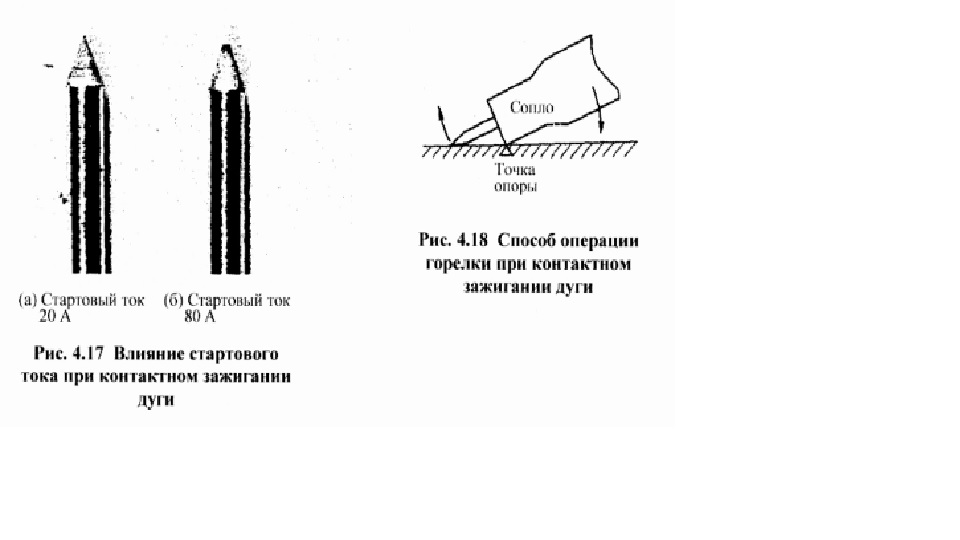
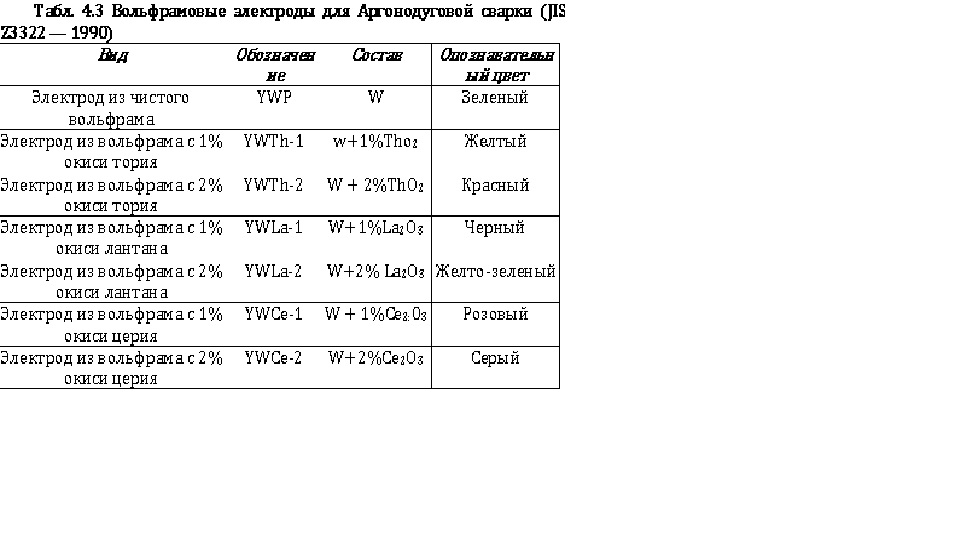
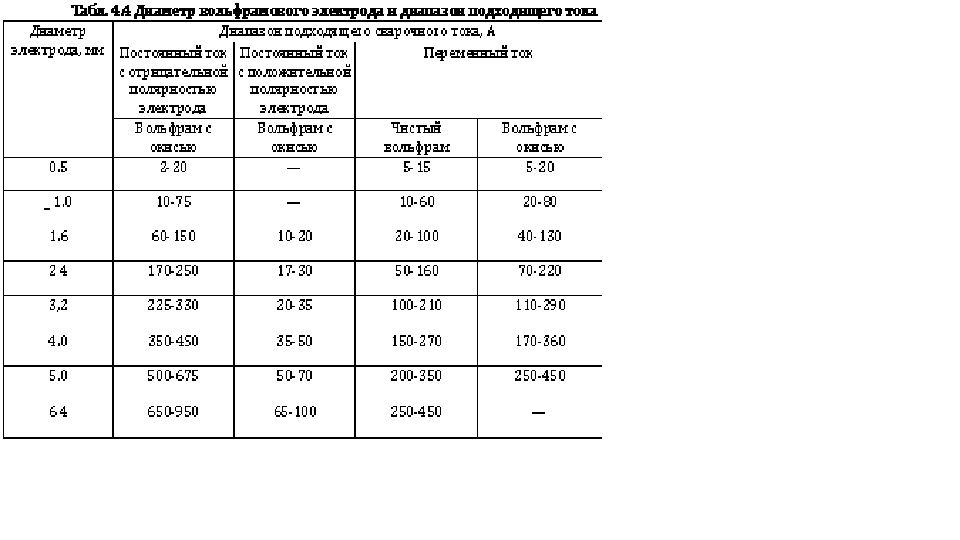
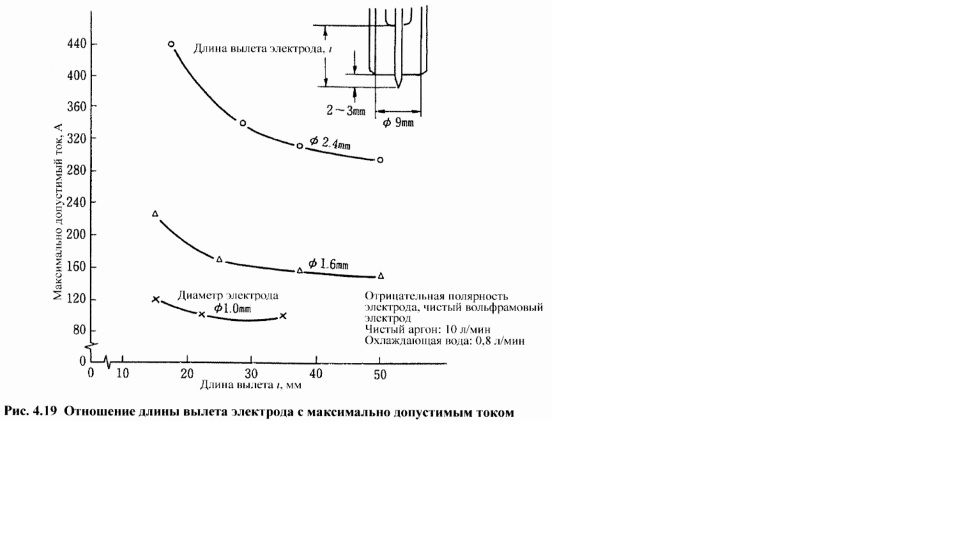
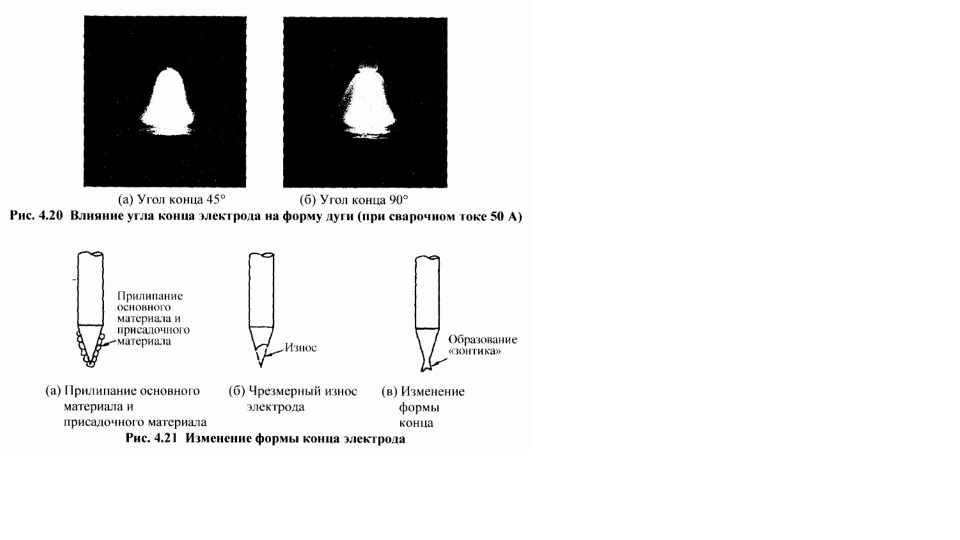
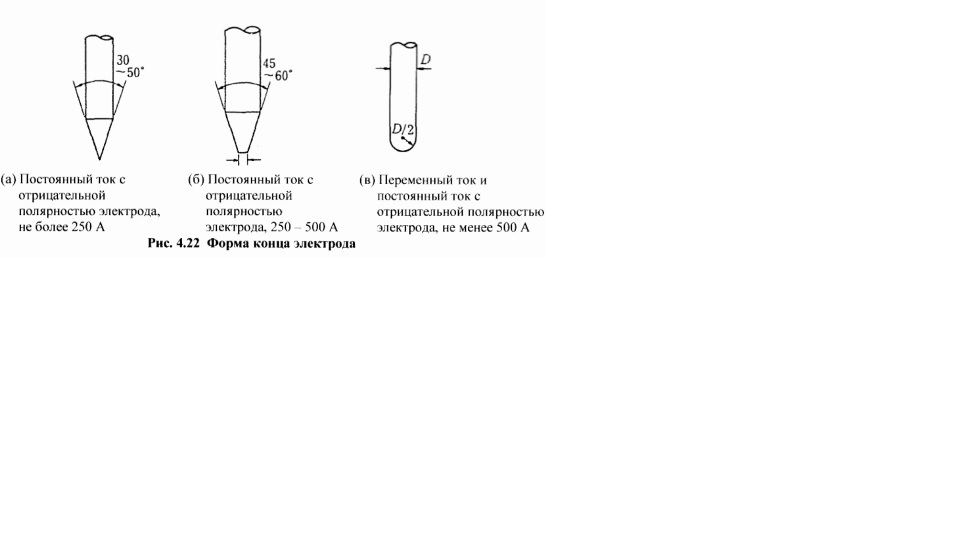
4-2 ЗАЖИГАНИЕ ДУГИ 4-2-1 Метод высокой частоты - HF поджиг Как правило, в случае Аргонодуговой сварки при зажигании дуги применяют метод совместного употребления высокой частоты. Когда приближают электрод к основному металлу и нажимают выключатель горелки, прилагается напряжение высокой частоты, под наведением которого подается ток между электродом и основным металлом, и зажигается дуга. В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты прекращается, но в случае сварки на переменном токе приложение напряжения высокой частоты продолжается и в процессе горения дуги, чтобы предотвратить обрыв полуволны дуги. В случае постоянного тока с отрицательной полярностью электрода, в процессе сварки электрод держится в накаленном состоянии, так что термоэлектронная эмиссия осуществляется легко и дуга поддерживается устойчиво. Однако в момент зажигания дуги электрод еще не накалился, так что термоэлектроны не вылетают. Однако даже при низкой температуре окиси испускают термоэлектроны легко, так что при зажигании дуги на конце электрода в местах, имеющих окиси, формируются катодные пятна и горит дуга. При этом, поскольку электрод относится к отрицательной полярности, подвергается столкновению катионов, и окиси разрушаются. По мере исчезновения окисей катодные пятна, находящие новые окиси, перемещаются по поверхности электрода. Поскольку окиси разрушаются один за другим, в конечном итоге дуга перемещается вверх по поверхности электрода. Если это состояние продолжится долго, как показано на рис. 4.14. дуга будет сильно удлинена и будет подниматься напряжение дуги выше предела, в котором сварочный источник может поддерживать дугу, и в конечном итоге дуга прекратится. Если на ходу температура электрода поднимется и электрод будет в накаленном состоянии, дуга будет возращена на конец электрода и горение дуги будет стабилизировано. Чем ниже сварочный ток и чем чаще повторяется зажигание дуги, тем чаще появляется явление неустойчивости дуги при ее зажигании. Кроме того, эта тенденция особенно сильна, когда электроды сделаны из чистого вольфрама, так что желательно использовать вольфрамовые электроды, включающие в себя окись тория (ThO2). окись церия (Се2О3). окись лантана (Lа2О3). окись иттрия (Y2O3) или прочие окиси. В случае сварки на переменном токе, поскольку полярность меняется по каждому полупериоду, влезание катодных пятен будет сдержано и, в общем, ситуация по зажиганию дуги лучше, чем в случае постоянного тока с отрицательной полярностью электрода. Однако даже в случае сварки на переменном токе, если электрод остывает, не исключена ситуация тою. что, на полуволне положительной полярности электрода горит дуга, на полуволне отрицательной полярности электрода не горит дуга. Когда конец электрода держится в накаленном состоянии, дуга горит устойчиво. Поэтому желательно заранее зажечь дугу на другом листс.накалить электрод, прекратить горение дуги немедленно переместить электрод в начальную точку сварки и зажечь дугу., Дуга зажигается стабильно и можно предотвратить прожог, несплавление и т.п. на начальной точке сварки. Кроме того, на рис. 4.15 представлен другой вариант для разрешения проблемы; на основном металле на расстоянии 10 - 20 мм от края зажигают дугу, после начала горения дуги немедленно возвращают горелку в начальную точку сварки и начинают основную сварку. 4-2-2 Контактный метод зажигания дуги Когда сила высокой частоты уменьшается по ходу длинного кабеля горелки и высокочастотный разряд, необходимый для зажигания дуги, не происходит, или высокая частота создает радиопомехи находящемуся вблизи роботу, сварочному автомату или прочим аппаратам с электронным управлением, не допускается зажигание дуги методом совместного употребления высокой частоты. В таком случае применяется контактный метод зажигания дуги (или царапающий метод зажигания дуги), в котором зажигают дугу за счет легкого прикосновения электрода к основному металлу. В связи с тем. что электрод и основной металл касаются друг друга, существует возможность приплавления основного металла к электроду, интенсивного износа электрода, который происходит при зажигании дуги, и прочие недостатки. Однако некоторые последние источники питания с тиристорным управлением и пр. могут замедлять износ электрода, происходящий при зажигании дуги, в значительной степени за счет установки тока, отличающегося от сварочного (дежурного) тока и протекающего при зажигании дуги. Следовательно, этот метод зажигания дуги применяется к последним сварочным автоматам, производящим работы на постоянном токе с отрицательной полярностью электрода, пользуясь следующими достоинствами; ü Можно предотвратить явление неустойчивости, которое склонно происходить в методе совместного употребления высокой частоты при зажигании дуги. ü Поскольку не генерируется высокая частота, можно исключить возможность возникновения радиопомех. На рис. 4.16 представлен пример касательного метода зажигания дуги, который применяется в сварочных автоматах. После включения выключателя горелки до зажигания дуги к промежутку между электродом и основным металлом прилагается напряжение холостого тока порядка 80 - 90 В. Сварочный автомат, обнаружив это напряжение, опускает горелку. При касании электродом основного металла это напряжение понижается резко к уровню порядка несколько вольт. После обнаружения понижения напряжения в течение несколько миллисекунд (несколько тысячных секунд) начнется отвод горелки вверх, при достижении напряжения дуги, соответствующего заданной длине дуги, остановится подъем горелки и начнется сварка. В случае автоматической сварки механизм вертикального перемещения горелки управляется электрическим приводом, так что получается устойчивое зажигание дуги. Однако в случае ручной сварки при применении контактного метода зажигании, чтобы замедлить износ электрода при зажигании дуги, следует обращать внимание на следующие пункты; Прежде всего, если устанавливают стартовый ток на слишком большое значение, при горении дуги происходит расплавление, износ и пр. конца электрода, как показано на рис. 4.17. Желательно устанавливать стартовый ток как можно меньше, однако, если ток слишком мал. то получается неустойчивая дуга, так что обычно употребляет значение тока порядка 20 -30 А. Кроме того, если приводить электрод в прикосновение к основному металлу после включения выключателя горелки. отвод горелки осуществляется с опозданием, что будет ускорять износ электрода. Так что следует сначала привести электрод в прикосновение к основному металлу, а затем включать выключатель горелки. Едва конец электрода приобрел накаленное состояние, как нужно отвести горелку. Если отводить горелку после завершения накала, будет ускорен износ электрода. Если перед контактом электрода и основного металла, сопло горелки приводят в соприкосновение с основным металлом, как показано на рис. 4.18, и пользуясь полученной точкой прикосновения в качестве опоры, осуществляют контакт электрода и основного металла и потом отводят электрод от металла, то в этом случае операция зажигания дуги будет облегчаться. 4-3 МАТЕРИАЛ И ФОРМА ЭЛЕКТРОДОВ 4-3-1 Виды электродов Вольфрамовые электроды для Аргонодуговой сварки подразделяются на вольфрамовые электроды и вольфрамовые электроды с окисью. Их вид, химический состав, размеры и допуски, качество и т.д. регламентирует стандарт JIS Z3233 (вольфрамовые электроды для Аргонодуговой сварки). Кроме того, как приведено в табл. 4.3. установлены опознавательные цвета, так что можно различать вид электрода по цвету его конца. Чистые вольфрамовые электроды в основном используются для сварки на переменном токе, а вольфрамовые электроды с окисью - и для сварки на постоянном токе и для сварки на переменном токе. Если не включается окись, зажигание дуги на постоянном токе с отрицательной полярностью электрода осуществляется с трудом, так что в случае сварки на постоянном токе почти не используются чистые вольфрамовые электроды. В случае сварки на переменном токе в полуволне положительной полярности электрода конец электрода подвергается разогреву, и поэтому в полуволне отрицательной полярности электрода дуга горит стабильно. Кроме того, чистые вольфрамовые электроды, которые справляются с меньшей генерацией постоянной составляющей, чем вольфрамовые электроды с окисью, чаще применяются для сварки переменного тока. В случае постоянного тока с отрицательной полярностью немаловажное значение имеет способность к зажиганию дуги, так что, в общем, используют вольфрамовые электроды с окисью. Как приведено в табл. 4.3. в настоящее время стандарт JIS регламентирует 7 видов электродов, среди которых последние 4 вида добавлены в последние годы. Кроме этого, также продаются и вольфрамовые электроды с окисью иттрия (W+1 - 2% Y2O3), которые еще не регламентированы. 4-3-2 Сварочный ток и диаметр -электрода Когда сварочный ток слаб, использование электрода с большим диаметром приведет к блужданию и неустойчивости дуги, а использование электрода с слишком малым диаметром приведет к интенсивному износу электрода, так что следует выбрать диаметр электрода применительно к сварочному току. Кроме того, при одинаковом сварочном токе, если полярность отличается друг от друга, подходящий диаметр электрода также отличается. В табл. 4.4 приведен диапазон подходящего тока по диаметрам электрода и по полярностям, соответственно. Верхний предел подходящего тока уменьшается в последовательности постоянного тока с отрицательной полярностью электрода, переменного тока и постоянного тока с положительной полярностью электрода. Если примем постоянный ток с отрицательной полярностью электрода за критерий,; в случае переменного тока верхний предел падает порядка до 70 - 80%, в случае постоянного тока с положительной полярностью электрода падает резко порядка до 10%. В случае чистых вольфрамовых электродов по сравнению с вольфрамовыми электродами с окисью тория подходящий диапазон переходит па 30% вниз. Кроме того, допустимый ток вольфрамовых электродов варьируется не только по диаметру и полярности, но и по длине вылета электрода из цанги. Если примем ток. на котором электрод поддается расплавлению, за максимально допустимый ток. то получается отношение длины вылета электрода с максимально допустимым током, как представлено на рис. 4.19. По мере увеличения длины вылета электрода надает максимально допустимый ток. Это объясняется тем. что выделение резистивного тепла электрода увеличивается, сопровождая подъем температуры. Следовательно, если с точки зрения технологичности неизбежно удлинение вылета электрода, желательно выбрать электрод с немного большим диаметром. 4-3-3 Форма конца электродов Концентрированность дуги, проплавление, внешний вид сварного шва и т.д. в значительной степени зависят от формы конца вольфрамового электрода. На рис. 4.20 представлена разница формы дуги по углам конца электрода при сварочном токе 50 А. В случае угла конца электрода 45° дуга сосредоточена и получается хорошая форма дуги, а в случае угла конца 90° по наружной окружности дуги появляется другая слабая дуга и тем самым сосредоточенность дуги ухудшается. Чем слабее сварочный ток. тем значительнее эта тенденция. Кроме того, как показано на рис. 4.21. если к концу электрода приплавился основной металл или присадочный металл, конец электрода изменил форму или износ электрода резко ускорен, также ухудшится сосредоточенность дуги, произойдет уменьшение глубины проплавления или ухудшение внешнего вида сварного шва. Подходящая форма конца электрода зависит от применяемого сварочного тока, полярности и т.д., но, в общем, принимается форма, как показано на рис. 4.22. В случае постоянного тока с отрицательной полярностью электрода, при слабом сварочном токе заостряется конец электрода, как показана в п. (а), и увеличивается угол конца электрода по мере возрастания сварочного тока. При силе тока 250 А и более заострение конца вызовут расплавление конца электрода, так что следует с самого начала слегка притупить конец, как показано в п. (б). По мере возрастания тока блуждание дуги уменьшается и износ ускоряется, так что при большом токе 500 Л и более желательно придать концу сферическую форму, как показано в п. (в). В случае переменного тока или постоянного тока с положительной полярностью электрода, в связи с большим износом электрода применяют форму (в). Примснять форму (а) или (б) можно, однако конец электрода быстро округляется, так что эффективно с самого начала придать концу форму, покачанную (в). В случае сварки на переменном токе сосредоточенность дуги не так хороша и к тому же износ электрода большой, так что не нужно обращать внимание на форму конца так, как в случае постоянного тока с отрицательной полярностью электрода. Форму конца электрода можно обрабатывать на обычной настольной шлифовальной машине, но желательно использовать специализированную шлифовальную машину для электрода, как представлено на рис. 4.23.
1 балл
-
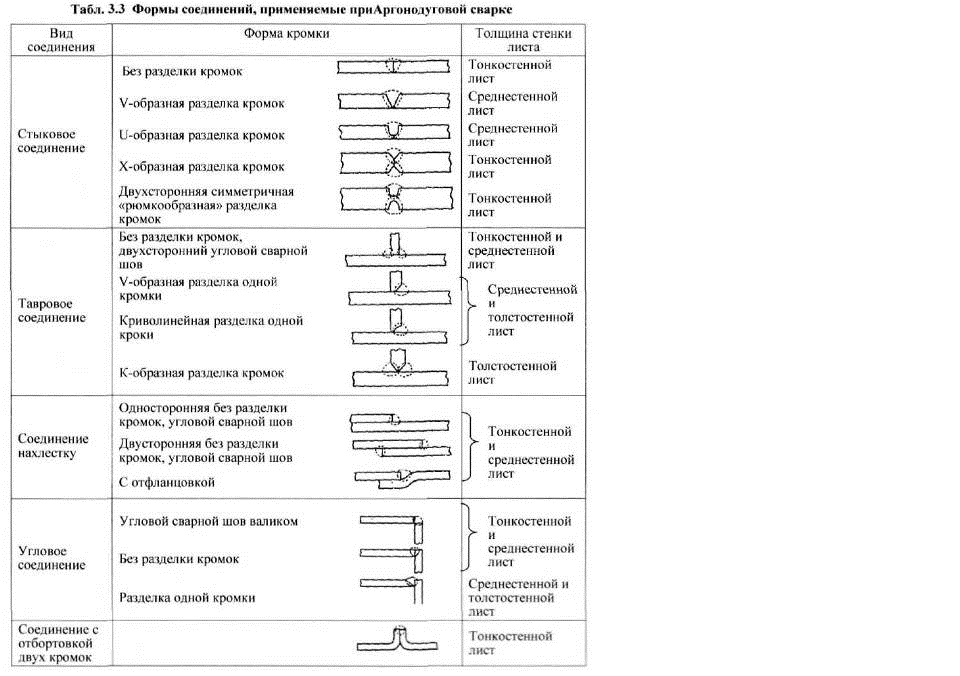
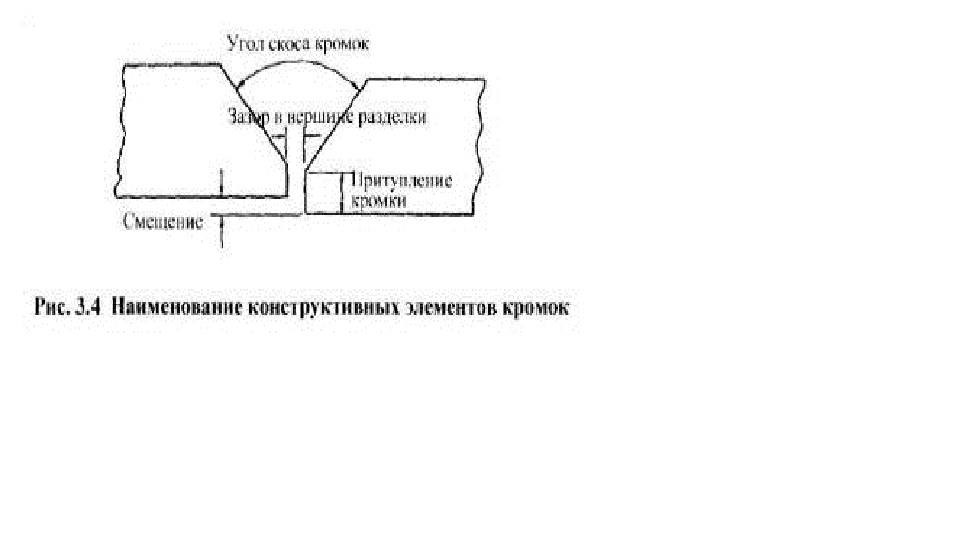
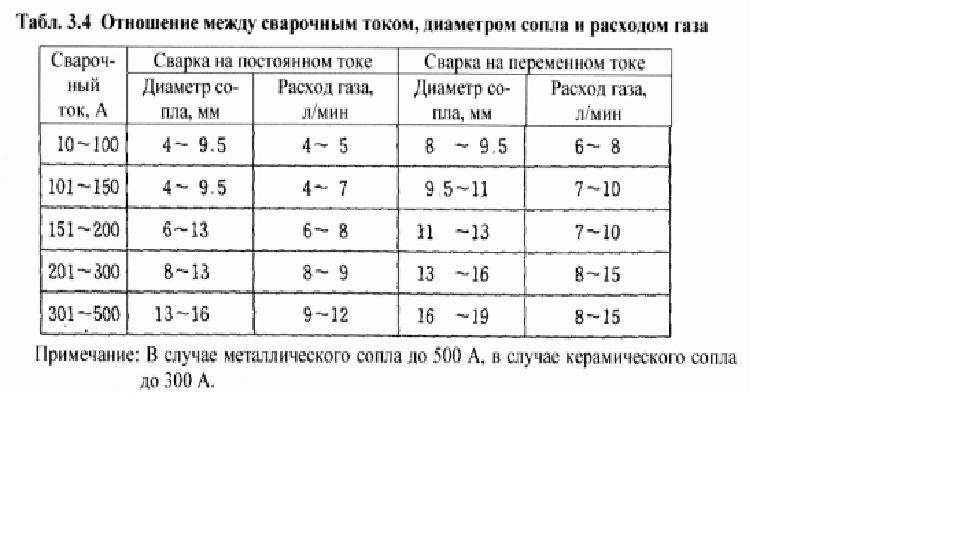
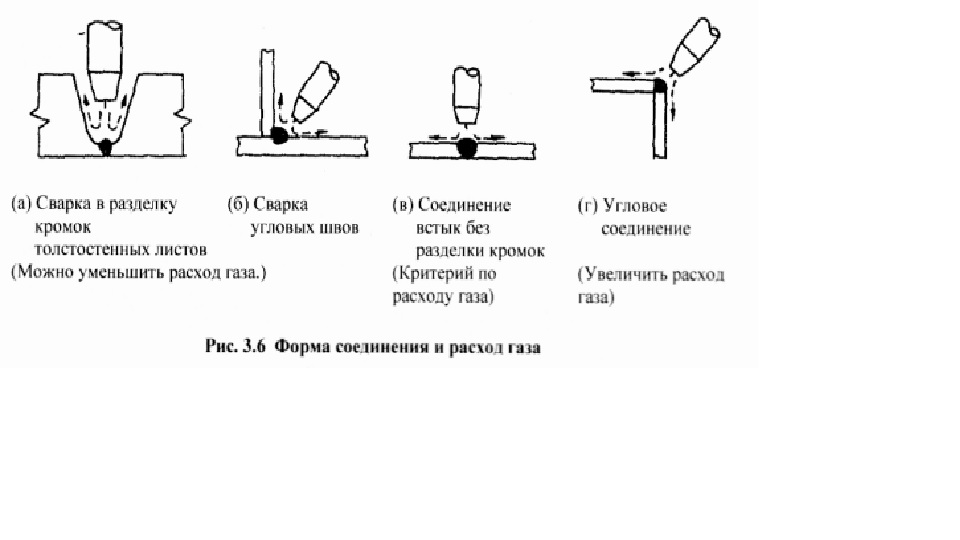
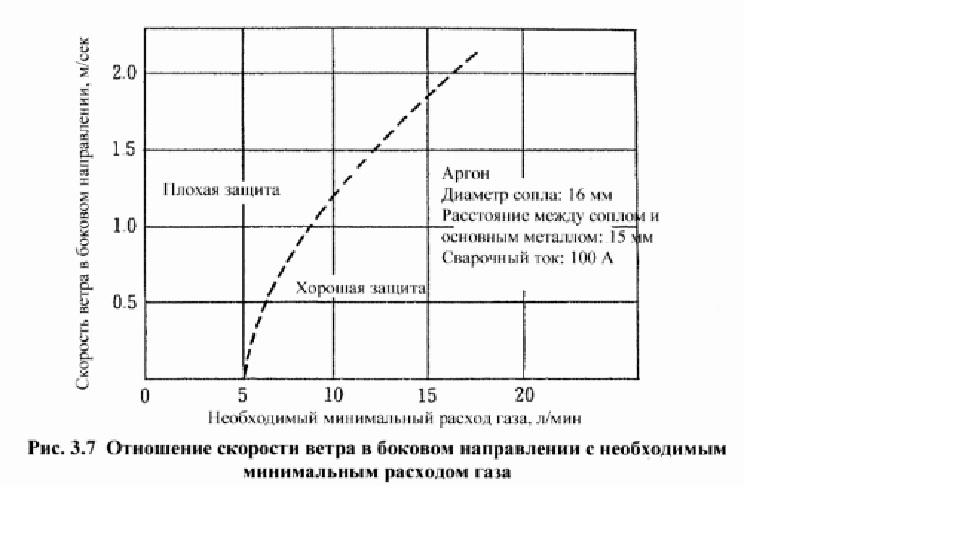
3-2-1 Формы кромок Формы сварочных соединений определяются на основе назначения изделия, материала основного металла или толщины стенки листов. Соединения. подлежащие Аргонодуговой сварке, подразделяются на стыковое соединение, тавровое соединение, соединение внахлестку, угловое соединение, соединение с отбортовкой двух кромок и пр. Типичные примеры представлены в табл. 3.3. В случае среднестенных и толстостенных листов для обеспечения эффективности и качества сварки применяются разные формы кромок в зависимости от назначения и толщины стенок. Сварка TIG применяется для среднестенных и толстостенных листов. когда требуется высокое качество сварных швов, листы поддаются сварке с трудом, необходим обратный валик первого слоя и т.д. Обработка кромок, как правило, подлежит машинной обработке. U-образная разделка кромок. двусторонняя симметричная «рюмкообразная» разделка кромок и т.д. получаются только машинной обработкой. Каждый конструктивный элемент именуется, как представлено на рис. 3.4. и. прежде чем приступать к сварке, необходимо проверить точность значений этих элементов. Если значения угла скоса кромок, притупления кромки или зазора в вершине разделки становятся или больше, чем следует, или меньше, то может произойти не только сварочный дефект, но и брак всего сварного шва. Так что неточные размеры подлежат по необходимости поправке. В случае тонкостенных листов стыковое соединение осуществляется без разделки кромок, тавровое соединение - без разделки кромок с двусторонним угловым сварным швом. Форма самой кромки проста, но припуски на зазор в вершине разделки и смещения значительно меньше, чем в случае среднестишых и толстостенных листов. 3-2-2 Очистка кромки Если выполняют сварку, оставляя на поверхностях кромок и на близких к кромкам поверхностях основного металла прилипшее на них масло, ржавчину, окалину и краску, то может произойти возникновение сварочных дефектов, таких как раковины и трещины. Следовательно, перед сваркой необходимо удалить масло, ржавчину, окалину и краску полностью. Масло и т.п. не удаляется полностью путем вытирания ветошью, так что рекомендуется промывать ацетоном или т.п. Ржавчина, окалина и т.п. удаляется с помощью ручной шлифовальной машины или проволочной щетки. Когда в качестве основного металла используется нержавеющая сталь, использование стальной проволочной щетки будет вызывать рассеивание стальной пыли с проволоки . что может привести к коррозии, так что нужно использовать проволочную щетку из нержавеющей стали. При сварке с обратным валиком, обращать внимание на очистку стороны, подлежащей сварке и на очистку обратной стороны. Грязь на поверхности присадочного металла так же. как грязь на поверхностях кромок, может быть причиной сварочного дефекта, поэтому нельзя забывать очищать их. Следует избегать прикосновений к присадочному металлу голыми руками или грязными перчатками. В частности, в случае сварки алюминия или алюминиевого сплава влага, на поверхности присадочного металла, может привести к образованию раковин, так что следует присадочный металл не только держать сухим в процессе сварки, но и после использования укладывать в сосуд и хранить в сухом месте. 3-2-3 Сварка прихватками В случае простого соединения тонкостенных листов могут пропускать сварку прихватками, непосредственно выполняя основную сварку с помощью приспособления и т.п.. однако, как правило, выполняют сварку прихватками внутри кромок, па обратной стороне или в зоне углового сварочного шва. Ток, применяемый для сварки прихватками, составляет порядка 80% тока основной сварки, к тому же сварка прихватками относится к прерывистой сварке, в которой длина одного валика равна примерно несколько десятков миллиметра. Так что. если сварка прихватками недостаточна, в процессе основной сварке могут произойти трещины, смещение, изменение зазора в вершине разделки, и прочие сварочные дефекты, что окажет большое влияние на размеры, форму, точность и работоспособность изделий. Следовательно, производить сварку прихватками внимательно так же, что и основную сварку. В случае кромки, имеющей зазор в вершине разделки, желательно при сварке прихватками добавлять присадочный металл. При сварке прихватками стыковых соединений тонкостенных листов и т.н., если, наклоняя горелку в значительной степени, как представлено на рис. 3.5. приводят сопло в прикосновение к основному металлу и после зажигания дуги поднимают горелку, то сдвиг от прицеленного местоположения не так часто происходит и работа может быть произведена эффективно. После окончания сварки прихватками немаловажное значение имеет контроль качества для того чтобы убедиться в отсутствии трещин, несплавления или прочих сварочных дефектов, чрезмерного смещения, и в правильности зазора в вершине разделки. Если имеется трещины или другие сварочные дефекты, то эти дефекты так и будут оставаться и после основной сварки. Следовательно, необходимо удалить дефекты с помощью ручной шлифовальной машины и т.п. полностью, и повторно выполнить сварку прихватками Если смещение или зазор в вершине разделки выходит из допустимых пределов, также нужно поправить их до получения правильных значений и выполнить повторную сварку. 3-3 ЗАЩИТНЫЙ ГАЗ И ВЛИЯНИЕ ВЕТРА 3-3-1 Защитный эффект В случае Аргонодуговой сварки, если дуга и ванна расплавленного металла не защищены защитным газом, не получится качественного результата сварки. Если удлинить вылет электрода из сопла, расстояние между соплом и основным металлом будет увеличено, и защитный газ будет склонен захватывать воздух. Так что следует уменьшить вылет электрода и установить сопло как можно ближе к основному металлу. Однако, наоборот, если сопло установлено слишком близко к основному металлу, то сопло будет подвергаться перегреву и повреждению, и зона сварки будет видна плохо. Судя по обоим факторам, то есть по защитному эффекту и обрабатываемости, рекомендуется устанавливать вылет электрода из сопла на 1,5-2 раза больше диаметра электрода. Диаметр сопла также является фактором, оказывающим большое влияние на защитный эффект. Сопло с слишком малым диаметром не справляется с достаточной защитой целой зоны сварки, а, наоборот сопло с слишком большим диаметром влечет за собой увеличение расхода газа для получения надлежащего защитного эффекта, что не экономично. Обычно рекомендуегся установить диаметр сопла на 2 - 3 раза больше ширины валика. Однако в случае алюминиевого справа, титанового сплава и т.п., которые при высокой температуре подвергаются окислению или азотированию, рекомендуегся использовать сопло с большим диаметром. При правильном расстоянии между соплом и основным металлом и правильном значении диаметра сопла, недостач очная затяжка сопла допускает всасывание воздуха через место с ослабленной затяжкой, так что необходимо убедиться в том, что сопло затянуто достаточно. 3-3-2 Расход защитного газа Слишком малый расход защитного газа, естественно, понижает способность к защите. Однако слишком большой расход будет приводить к беспорядочному потоку защитного газа. В результате этого защитный газ будет склонным захватывать воздух, что также будет понижать способность к защите. Это означает, что существует подходящий расход газа, который зависит от диаметра каждого сопла. Кроме того, диаметр сопла должен быть увеличен по мере увеличения сварочного тока. Все это диктует определенное отношение между сварочным током, диаметром сопла и расходом газа, пример которого приведен в табл. 3.4. В случае сварки на переменном токе используется сопло, диаметр которого больше, чем в случае сварки на постоянном токе, следовательно, и расход газа также нужно увеличивать. Кроме того, при одинаковом диаметре сопла и расходе газа, если формы сварочного соединения отличаются друг от друга, также отличается и способность к защите. Как представлено на рис. 3.6, если за критерий примем расход газа при стыковом соединении без разделки кромок, при сварке в разделку кромок и сварке угловых швов толстостенных листов защитный газ склонен накапливается в зоне сварки, так что можно уменьшить расход газа. Однако в случае угловых соединений, наоборот, защитный газ улетучивается легко, так что нужно увеличивать расход защитною газа. 3-3-3 Влияние ветра Если в зону сварки дует ветер, защитный газ. подающийся из сопла, будет выбрасываться и захватывать воздух. что может привести к образованию раковин и прочих сварочных дефектов. Даже слабый ветер оказывает вредное влияние на способность к защите. На рис 3.7 представлено отношение скорости ветра с расходом газа, необходимым для получения хорошей способности к защите в случае, когда в зону сварки дуст боковой ветер. Видно, что по мере увеличения скорости ветра нужно увеличивать расход газа. Однако увеличивать расход газа - это не экономично, к тому же, если ветер еще сильнее, настает момент когда увеличивать расход газа бесполезно, так что обычно пределом скорости ветра считается 2 м/сек. Следовательно, даже когда летом жарко, не желательно выполнять сварку в непосредственной близости от вентилятора. Опыт диктует, что тихий ветер, который может гнуть только табачный дым. не оказывает вредного влияния на сварку. При сварочных работах на открытом воздухе, когда дует сильный ветер, необходимо ставить ограждение, окружать место палаткой или применять другие меры для защиты от ветра. 3-4 СВЕТОМАСКИРОВКА И ПРОВЕТРИВАНИЕ 3-4-1 Выбор фильтровальных щитков Дуга в Аргонодуговой сварке представляет собой открытую дугу, в которой плотность тока высока, сила света больше, чем в сварке покрытым электродом, в частности, количество ультрафиолетовых лучей велико. Когда глаза воспринимают большое количество ультрафиолетовых лучей, даже если непосредственно после этого не появляется субъективный симптом, через несколько часов может появиться симптом и боль в глазах. Кроме того, луга излучает инфракрасные лучи, которые, воздействуя длительное время на глаза, также могут причинить травму. Следовательно. необходимо смотреть в зону сварки через фильтровальный щиток, который не пропускает ультрафиолетовые и инфракрасные лучи, тем самым защищая глаза, и пропуская только подходящие видимые лучи. При производстве сварочных работ необходимо использовать средства светомаскировки для индивидуальной защиты. Эти средства светомаскировки для индивидуальной защиты регламентируют стандарты JIS 18141 (средства светомаскировки для индивидуальной защиты) и JIS T8142 (маски сварщика). Если степень светомаскировки фильтровального щитка слишком велика, то затруднительно наблюдать зону сварки, так что следует выбрать щиток с подходящей степенью светомаскировки в зависимости от сварочного тока, как приведено в табл. 3.5. Табл. 3.5 Выбор степени светомаскировки (JISTH141 - 1980) Сварочный ток, А Номер степени светомаскировки не более 100 9 или 10 от 100 до 300 11 или 12 от 300 до 500 13 или 14 не менее 500 15 или 16 Вредные лучи от дуги оказывают влияние не только на самого сварщика, но и на окружающих работников, так что следует уделять внимание, тому чтобы лучи от дуги не проникали наружу, и по необходимости ставить вокруг ограждение, завесу светомаскировки или т.п. Кроме того, нужно обращать внимание на то, что если вокруг рабочего места имеется белая стена или блестящий предмет, например, из алюминиевого сплава, могут произойти нерегулярные отражения лучей от дуги, лучи могут попасть в глаза и привести к . 3-4-2 Защита кожи Сварка представляет собой процесс, сопровождающийся высокой теплотой, так что. необходимо защищаться от тепла дуги, одеваясь в огнестойкую спецодежду, кожаные перчатки, передник и прочие средства индивидуальной защиты. Открытые участки кожи также необходимо защищать от лучей дуги. Глаза и кожа могут пострадать от световых лучей дуги. Чем больше сварочный ток и чем дольше его непрерывное действие, тем серьезнее проявляется травматизм. Чтобы защитить кожу от световых лучей и тепла дуги работник должен застегнуть пуговицы спецодежды правильно, использовать маску сварщика-передник, перчатки, бахилы и прочие средства индивидуальной защиты. В частности чтобы защитить шею от лучей сварки нужно обмотать ее полотенцем .шарфом и т.д. Кожаные перчатки сварщика регламентирует стандарт JIS T8113 (кожаные защитные перчатки для сварщика) Кроме того, непосредственно после сварки электрод и основной металл обладают высокой температурой. Поэтому следует соблюдать правила техники безопасности во избежание ожога. 3-4-3 Проветривание Хотя сам аргон, используемый при Аргонодутовой сварке, безвреден и безопасен, если производят сварку определенное время в месте с плохим проветриванием, в баке или ограниченном пространстве, аргон, который тяжелее чем воздух, может накопиться и, вытеснить кислород и тем самым удушающе воздействовать на работника. Кроме того при сварке образуются окиси азота, озон, твердые металлические частицы, пыль. Может произойти испарение краски и растворителя, оставшихся на изделии. Все эти вещества относятся к вредным веществам которые по возможности не следует вдыхать. Следовательно, следует не только постоянно стараться проветривать с использованием вытяжного устройства или вентилятора, но и стараться использовать противопылевой респиратор и прочие средства для индивидуальной защиты. Противопылевые респираторы регламентируют стандарты JIS 18151 (противопылевые респираторы) и JIS 18I53 (респираторы с питанием воздуха). Однако слишком сильная вентиляция или проветривание может привести к нарушению защитных свойств защитного газа и тем самым помешать получить качественный результат сварки, так что следует обращать внимание и на защиту зоны сварки от ветра.
1 балл
-
Электроды, тавр, Тип5. Узел с проваром.
1 балл
-
Рудольф Шнапс, с Гитлером вышло наоброт, не совсем так, как у Вас с Фубагом. Гитлер сначала, вроде как, застрелился, а потом уже его сожгли. А Фубак, насколько я понимаю, сначала сам сгорел, а потом уж Вы его))) Спасибо за рекомендации. А тогда, может быть, имеет смысл брать 205+, там ведь разница небольшая?.. Только вот зачем там другая розетка - никак я не понимаю.1 балл