Лидеры




Популярный контент
Показан контент с высокой репутацией 28.11.2014 во всех областях
-
Сущность процесса сварки ТИГ Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже. http://weldering.com/sites/default/files/styles/large/public/scheme_tig.jpg?itok=tzyuysMz Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия). Область применения сварки ТИГ Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; - сварочные выпрямители и генераторы – при сварке на постоянном токе; - универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током. Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику.Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика. Пример универсального инвертерного аппарата AC/DC Итальянской фирмы INE: Аппарат Miller Maxistar постоянного тока DC: Аппарат ESAB постоянного тока DC: Аппарат ESAB универсальный AC/DC: Аппарат универсальный тип - "Китаец обыкновенный": Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Типы сварочных горелок и их внешний вид: Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Вид "стандартных" газовых сопел: Все комплектующие к газовым горелкам показанные на фото выше, различаются размерами. Например для электрода ф1,6мм. необходимо применять цангу и цангодержатель именно для 1,6мм. Соответственно для 2,4мм применяются цанги и цангодержатели ф2,4мм, для ф3,2мм - 3,2мм соответственно. Возможно применение цангодержателя большего размерного ряда. Например для цанги+электрода ф1,6мм можно поставить цангодержатель ф3,2мм, но это ухудшит тепловой контакт цанга-цангодержатель, что теоретически должно усилить нагрев цанги и ускорение её выхода из строя. не забыть выложить фотки жженных цанг.... Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа. Фотографии прочих цанг и керамики: Разница в потоке при исп. простой керамики и газовой линзы Обычное сопло Сопло с газовой линзой http://weldering.com/sites/default/files/styles/large/public/tig_nogaslinza.jpg?itok=3-8cf7qlhttp://weldering.com/sites/default/files/styles/large/public/tig_gaslinza.jpg?itok=0uC7VVRc http://weldering.com/sites/default/files/styles/large/public/tig_graf.jpg?itok=K18nA3f5 При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться. http://weldering.com/sites/default/files/styles/large/public/tig_impuls.jpg?itok=gcneMIMU При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки. http://weldering.com/sites/default/files/styles/large/public/weld_joint.jpg?itok=rEhcF1yf Основные параметры режима ручной сварки ТИГ К основным параметрам режима сварки ТИГ относятся: - тип вольфрамового электрода; - диаметр электрода; - тип защитного газа; - сила тока сварки (Iсв); - напряжение на дуге (Uд); - скорость сварки (Vсв). Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Электроды Внешний вид вольфрамовых электродов: Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%); ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%); ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%). Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке. http://weldering.com/sites/default/files/styles/large/public/tig_polyar.jpg?itok=HDQSSRz3 А - постоянный ток прямая полярность; Б - постоянный ток обратная полярность; В - переменный ток; В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм. http://weldering.com/sites/default/files/styles/large/public/image60.jpg?itok=Ut_y7qmR Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них. Пример машинки для заточки электрода: Заточка W-электрода http://weldering.com/sites/default/files/styles/medium/public/tig_zatochka.jpg?itok=BcxFZJSa http://weldering.com/sites/default/files/styles/medium/public/tig_riski.jpg?itok=nToQobPV
 11 баллов
11 баллов -
Короче, есть дилер знакомый. Недорого пока. http://s00.yaplakal.com/pics/pics_preview/5/1/1/4349115.jpg Чудеса архитектуры и интерьера 1я "За стеклом" http://s00.yaplakal.com/pics/pics_original/9/2/0/4349029.jpg 2я "длинноруким засранцам" http://s00.yaplakal.com/pics/pics_original/1/3/0/4349031.jpg 3я "выход из фитнесса" http://s00.yaplakal.com/pics/pics_original/9/3/0/4349039.jpg 4я "слалом на колясках" http://s00.yaplakal.com/pics/pics_original/1/4/0/4349041.jpg 5я "зато пить удобно!" http://s00.yaplakal.com/pics/pics_original/4/4/0/4349044.jpg 6я последняя "Креативная электрика" http://s00.yaplakal.com/pics/pics_original/8/4/0/4349048.jpg8 баллов
-
Влияние полярности тока на процесс сварки тиг Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер. Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями: - сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится); - зона расплавления основного металла широкая, но неглубокая; - наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва. В то время как при сварке на прямой полярности наблюдается: - повышенный ввод тепла в изделие и сниженный в электрод; - зона расплавления основного металла узкая, но глубокая. http://weldering.com/sites/default/files/styles/medium/public/tig_pryampol.jpg?itok=iWg728Yyhttp://weldering.com/sites/default/files/styles/medium/public/tig_obrpol.jpg?itok=_khl4avW Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки): - в катодной области: 4 В х 100 А = 0,4 кВт на длине ≈ 0,0001 мм - в столбе дуги: 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм - в анодной области: 10 В х 100 А = 1,0 кВт на длине ≈ 0,001 мм. В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод. Основные международные обозначения, относящиеся к сварке ТИГ TIG - Такое сокращение названия этого процесса принято в Европе. TIG - Tungsten Inert Gas (tungsten – вольфрам на английском языке). WIG - Так принято для краткости называть этот процесс в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – вольфрам на немецком языке). TIG-DC - способ ТИГ на постоянном токе (DC - direct current - постоянный ток на английском языке). TIG-AC - способ ТИГ на переменном токе (AC – alternating current – переменный ток на английском языке). TIG-HF - способ ТИГ с системой бесконтактного возбуждения дуги высоковольтным и высокочастотным разрядом; HF - high frequency – высокая частота на английском языке. http://weldering.com/sites/default/files/styles/thumbnail/public/image66.jpg?itok=GpmPsloT Установка длины дугового промежутка http://weldering.com/sites/default/files/styles/thumbnail/public/image67.jpg?itok=4Vvy7nQA Высокочастотный разряд http://weldering.com/sites/default/files/styles/thumbnail/public/image68.jpg?itok=rTTRtgCF Зарождение и развитие дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image69.jpg?itok=k5xHvU9m Формирование рабочей дуги При этом используется осциллятор, который вырабатывает кратковременный импульс напряжения, обеспечивающий пробой и последовательное развитие искрового разряда вплоть до дугового. Благодаря высокой частоте и малой мощности осциллятора высокое напряжение неопасно для человека. Высокочастотный поджиг обеспечивает самое высокое качество сварного шва, так как при нем не происходит контакта вольфрамового электрода с изделием, и, поэтому, исключается попадание частичек вольфрама в сварочную ванну. При таком поджиге также не происходит разрушения торца вольфрамового электрода. Однако, применение осцилляторов может приводить к выходу из строя устройств чувствительных к электромагнитному воздействию. TIG-Contact или SCRATCH START - способ ТИГ с контактным возбуждением дуги касанием вольфрамового электрода изделия ("чирканьем" торца вольфрамового электрода по поверхности изделия, наподобие того, как это делается при сварке покрытыми электродами). При этом способе зажигания дуги возможно попадание частичек вольфрама в сварочную ванну, а также имеет место разрушение торца вольфрамового электрода, так как в момент контакта электрода с изделием протекает ток короткого замыкания. TIG-LIFT ARC (TIG-LIFT IGNITION, LIFTIG) - способ ТИГ с контактным возбуждением дуги когда в момент короткого замыкания протекает заблаговременно сниженный ток. http://weldering.com/sites/default/files/styles/thumbnail/public/image71.jpg?itok=or1bG7Ie Касание электрода http://weldering.com/sites/default/files/styles/thumbnail/public/image70.jpg?itok=3aMQpReX Зарождение малоамперной дуги http://weldering.com/sites/default/files/styles/thumbnail/public/image72.jpg?itok=lzgkc20F Формирование рабочей дуги Этот способ зажигания дуги, хотя и не исключает контакта электрода с изделием, не имеет недостатков предыдущего способа, так как в момент КЗ протекает заблаговременно сниженный ток. Настройка параметров сварки ТИГ На рисунке ниже показана последовательность определения и регулировки параметров сварки ТИГ. http://weldering.com/sites/default/files/styles/large/public/tig_nastr.jpg?itok=OT542Tz4 Техника сварки ТИГ При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу. http://weldering.com/sites/default/files/styles/large/public/tig_direction.jpg?itok=kHRGq7Wjhttp://weldering.com/sites/default/files/styles/large/public/tig_angle.jpg?itok=XytjlaEW Сварка ТИГ выполняется "углом вперед" (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами. При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны. Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др. Особенности сварки алюминия и алюминиевых сплавов При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить: - механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); - химической обработкой (довольно сложно и трудоемко); - сваркой на обратной полярности; - сваркой на переменном токе. http://weldering.com/sites/default/files/styles/large/public/tig_al.jpg?itok=V67Xxp5r При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка). http://weldering.com/sites/default/files/styles/medium/public/tig_al1.jpg?itok=DYu4EjHwhttp://weldering.com/sites/default/files/styles/medium/public/tig_al2.jpg?itok=fKbNomNr Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности. Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски. Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон) Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов. http://weldering.com/sites/default/files/styles/large/public/tig_pol.jpg?itok=7GmxPOj9 Достоинства и недостатки процесса ручной сварки ТИГ По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами: - позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам (включая трудносвариваемые и разнородные, например алюминий со сталью); - обеспечивается хороший визуальный контроль сварочной ванны и дуги; - благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла; - практически не требуется обработка поверхности шва после сварки; - как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях; - также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва. К недостаткам этого способа сварки можно отнести низкую производительность, сложность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом). Охрана здоровья и охрана труда применительно к процессу сварки TIG Ниже изложены некоторые дополнительные меры предосторожности относительно сварки ТИГ. На первый взгляд этот способ сварки представляется наименее опасным, так как, либо дымов вообще не видно, либо они выделяются в очень небольшом объеме. Но нельзя обманываться, считая, что при этом способе сварки вообще не выделяются опасные вещества. Они выделяются и могут попадать во вдыхаемый воздух. Концентрация опасных веществ зависит от силы тока сварки, от типа стали (нелегированная, низколегированная или высоколегированная) и от степени очистки поверхности основного металла от, например, масла, используемого при резке металла или от антикоррозионных покрытий.7 баллов
-
Еще несколько фото из быта и изделий моей мастерской.
6 баллов
-
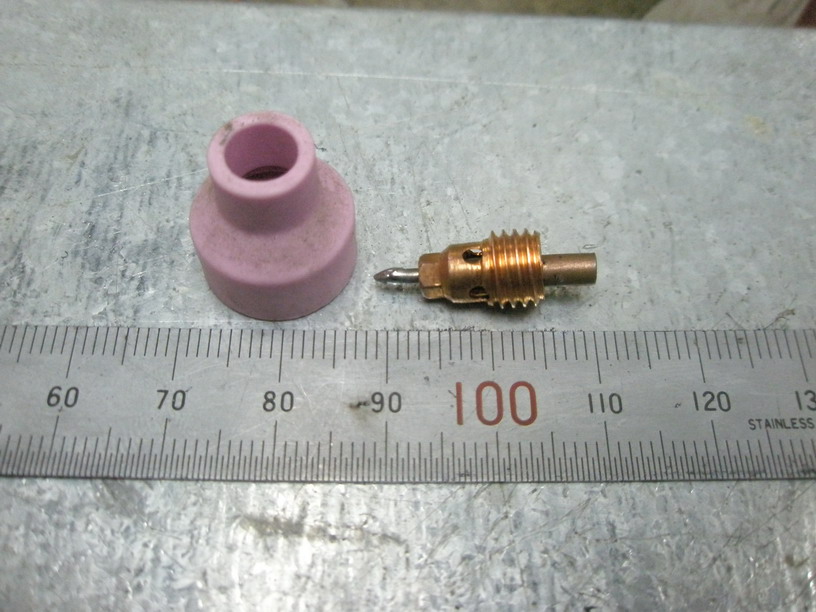
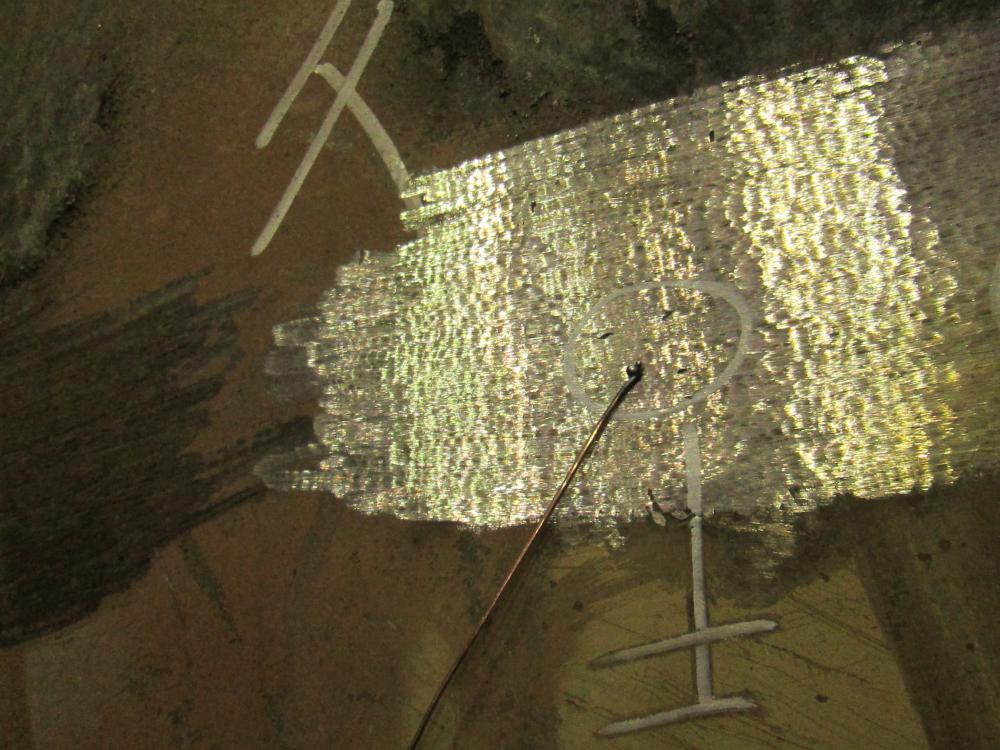
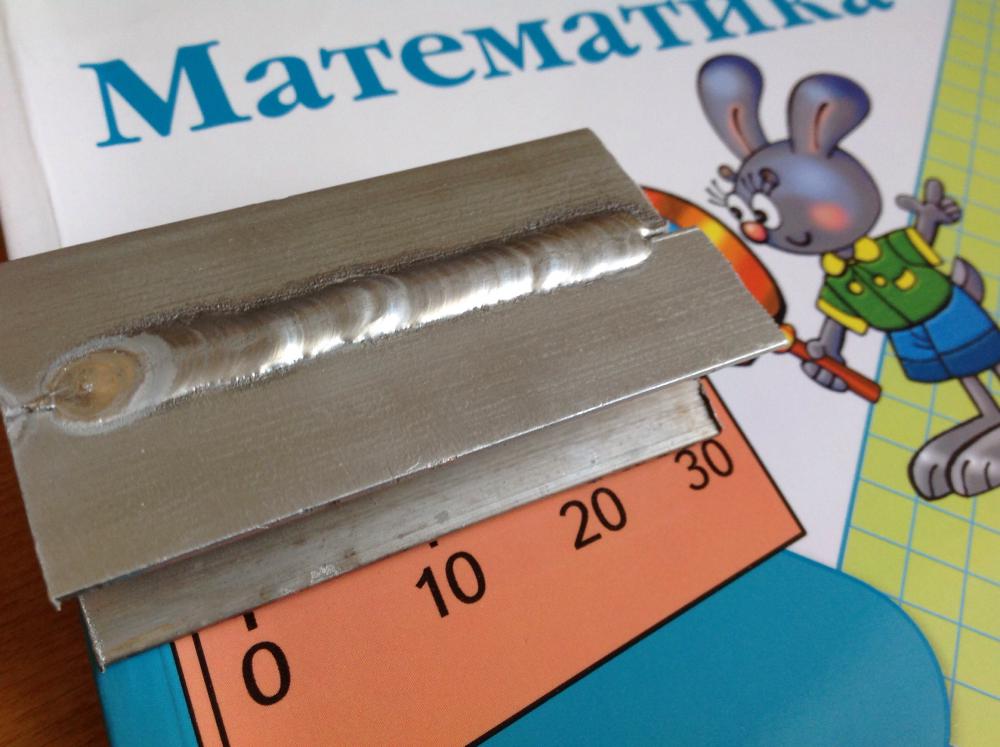
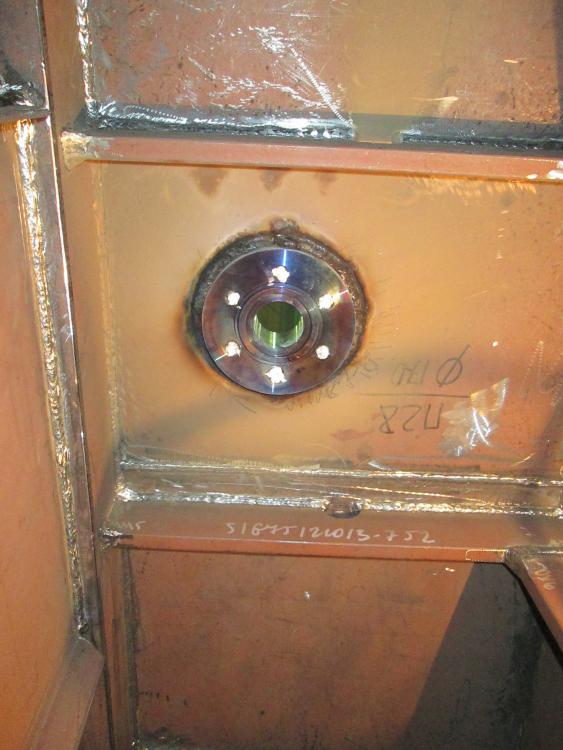
Там маркером написано, что после доустановки на конструкцию двух бульб и двух книц, эти детали оказались по некоторым причинам заварены только в потолочном положении и неплохо бы в ближайшее время (т.е. вчера) заварить означенные детали с др. стороны. Что и было сделано Вашим косолапым знакомым: А это заметки на полях для общего понимания проблемы: На фото для масштаба проволока диаметром 1,2 мм.
6 баллов
-
http://www.youtube.com/watch?v=J9b0J29OzAU5 баллов
-
Закончил перила сегодня.Делал все сам,помощник сбежал не выдержав моего тяжелого характера.Осталось вставить стеклянные панели,но это уже не мой профиль.
4 балла
-
Здравствуйте, все, кто сюда заглянул! Буду лаконичен в изложение , но буду загружать больше фото. За рулем двух колесной техники два сезона. Первый откатал на питбайке китайском . Не самая серьезная техника, но и мимо проходить тоже нельзя. При весе в 70кг, объеме в 140 кубов, этот малыш развивал скорость в 100км/час. Было интересно. Ездил без прав . Продал в конце лета , к окончанию сезона ( да еще и ногу сломал. Упал , въезжая на кольцо . тут отдельная история. Поделюсь ею с вами в дальнейшем) . Ко второму сезону я приобрел так же китайца- BM motard 200. И тут я подготовился лучше, серьезнее. Я отучился на А категорию, сдал, застраховался и получил номер ( который провозил все время в рюкзаке. Тут тоже целая ненавистная история...) Друзья мои так же приобрели БМы ( 1 мотард и 1 эндуро) . Искатали всю округу самарской области втроем. Иногда было тяжеловато на мотарде, в основном это езда по траве. Но в целом было очень круто. Ждем с нетерпением следующего сезона. А пока железный конь стоит в гараже, время идет, а я все еще его не начал обслуживать и готовить . Наверняка среди вас, коллеги-сварщики, тоже есть заядлые эндуристы и просто мотоциклисты! Давайте делиться историями и фотографиями ! p.s. сейчас я нахожусь на работе и не очень удобно забивать на работу. Так что со временем тему дополню своими фото и историями .
4 балла
-
О,сколько есть на свете не известного,друг Горацио...
3 балла
-
Еще немного древних самоделок (тазики сваривать).
3 балла
-
Атомные ледоколы России. Наша страна обладает единственным атомным ледокольным флотом в мире, задачей которого является обеспечение судоходства по северным морям и освоение арктического шельфа. http://s00.yaplakal.com/pics/pics_preview/9/7/2/4344279.jpg Атомный ледокол — морское судно с ядерной силовой установкой, построенное специально для использования в водах, круглогодично покрытых льдом. Атомные ледоколы намного мощнее дизельных. В СССР они были разработаны для обеспечения судоходства в холодных водах Арктики. Атомные ледоколы могут длительно находиться на трассах Севморпути, не нуждаясь в заправке. В настоящее время в состав действующего флота входят атомоходы «Россия», «Советский Союз», «Ямал», «50 лет Победы», «Таймыр» и «Вайгач», а также атомный лихтеровоз-контейнеровоз «Севморпуть». Их эксплуатацией и обслуживанием занимается «Росатомфлот», находящийся в Мурманске. http://s00.yaplakal.com/pics/pics_original/9/8/2/4344289.jpg За период 1959—1991 гг. в Советском Союзе было построено 8 атомных ледоколов и 1 атомный лихтеровоз — контейнеровоз. В России за период с 1991 года и по настоящее время построены еще два атомных ледокола: «Ямал» (1993 г.) и «50 лет Победы» (2007 г.). Сейчас ведется строительство еще трех атомных ледоколов водоизмещением более 33 тыс тонн, ледопроходимостьью — почти три метра. Первый из них будет готов к 2017 году. http://s00.yaplakal.com/pics/pics_original/4/9/2/4344294.jpg Всего на атомных ледоколах и кораблях, находящихся на базе атомного флота «Атомфлот» работает более 1100 человек. http://s00.yaplakal.com/pics/pics_preview/6/9/2/4344296.jpg «Советский Союз» (атомный ледокол класса «Арктика») Ледоколы класса «Арктика» — основа российского атомного ледокольного флота: 6 из 10 атомных ледоколов относятся к этому классу. Суда имеют двойной корпус, могут ломать лёд, двигаясь как вперёд, так и назад. Эти корабли спроектированы для работы в холодных арктических водах, что усложняет эксплуатацию ядерной установки в тёплых морях. Отчасти поэтому пересечение тропиков для работы у берегов Антарктиды в число их задач не входит. Водоизмещение ледокола — 21 120 тонн, осадка — 11,0 м, максимальная скорость хода на чистой воде — 20,8 узлов. http://s00.yaplakal.com/pics/pics_preview/1/0/3/4344301.jpg Особенность конструкции ледокола «Советский Союз» состоит в том, что в любой момент времени его можно дооборудовать в боевой крейсер. Изначально судно использовалось для арктического туризма. Совершая трансполярный круиз, с его борта удалось установить метеорологические ледовые станции, работающие в автоматическом режиме, а также американский метеорологический буй. http://s00.yaplakal.com/pics/pics_preview/6/0/3/4344306.jpg Отделение ГТГ (главных турбогенераторов) Атомный реактор нагревает воду, которая превращается в пар, который раскручивает турбины, которые возбуждают генераторы, которые вырабатывают электричество, которое поступает в электромоторы, которые крутят гребные винты. http://s00.yaplakal.com/pics/pics_original/2/1/3/4344312.jpg ЦПУ (Центральный пост управления). Управление ледоколом сосредоточено в двух основных командных постах: ходовой рубке и центральном посту управления энергетической установкой (ЦПУ). Из ходовой рубки производят общее руководство работой ледокола, а из ЦПУ — управление работой энергетической установки, механизмов и систем и контроль за их работой. http://s00.yaplakal.com/pics/pics_preview/9/1/3/4344319.jpg Надежность атомоходов класса «Арктика» проверена и доказана временем, за более чем 30-летнюю историю атомоходов этого класса не было ни единой аварии, связанной с ядерной энергетической установкой. http://s00.yaplakal.com/pics/pics_preview/4/2/3/4344324.jpg Кают-компания для питания командного состава. Столовая для рядового состава расположена палубой ниже. Рацион состоит из полноценного четырехразового питания. http://s00.yaplakal.com/pics/pics_preview/6/2/3/4344326.jpg «Советский Союз» введен в эксплуатацию в в 1989 году, при установленном сроке службы в 25 лет. В 2008 году Балтийский завод поставил для ледокола оборудование, которое позволяет продлить срок эксплуатации судна. В настоящее время ледокол планируется к восстановлению, но только после того, как будет определён конкретный заказчик или пока не будет увеличен транзит по Севморпути, и не появятся новые участки работ. http://s00.yaplakal.com/pics/pics_preview/8/2/3/4344328.jpg Атомный ледокол «Арктика» Спущен на воду в 1975 году и считался крупнейшим из всех существующих на тот период времени: его ширина составляла 30 метров, длина — 148 метров, а высота борта — более 17 метров. На судне были созданы все условия, позволяющие базироваться летному составу и вертолету. «Арктика» была способна проламывать лед, толщина которого составляла пять метров, а также передвигаться на скорости в 18 узлов. Явным отличием считалась и необычная окраска судна (ярко-рыжая), которая олицетворяла собой новую мореплавательскую эпоху. http://s00.yaplakal.com/pics/pics_preview/0/3/3/4344330.jpg Атомный ледокол «Арктика» прославился тем, что он был первым судном, которому удалось достичь Северного полюса. В настоящее время выведен из эксплуатации и ожидается решение по его утилизации. http://s00.yaplakal.com/pics/pics_preview/5/3/3/4344335.jpg «Вайгач» Мелкосидящий атомный ледокол проекта «Таймыр». Отличительная черта данного проекта ледоколов — уменьшенная осадка, позволяющая обслуживать суда следующие по Северному Морскому Пути с заходом в устья сибирских рек. http://s00.yaplakal.com/pics/pics_original/0/4/3/4344340.jpg Капитанский мостик Пульты дистанционного управления тремя гребными электродвиггателями, также на пульте расположены приборы контроля и за буксирным устройством, панель управления камерой наблюдения за буксиром, индикаторы лага, эхолотов, репитер гирокомпаса, УКВ-радиостанции, пульт управления стеклоочистительными щетками и прочее джойстик управления ксеноновым прожектиором 6 кВт. http://s00.yaplakal.com/pics/pics_preview/4/4/3/4344344.jpg Машинные телеграфы http://s00.yaplakal.com/pics/pics_preview/2/5/3/4344352.jpg Основное применение «Вайгача» — сопровождение кораблей с металлом из Норильска и судов с лесом и рудой от Игарки до Диксона. http://s00.yaplakal.com/pics/pics_preview/2/6/3/4344362.jpg Главная силовая установка ледокола состоит из двух турбогенераторов, которые обеспечат на валах максимальную длительную мощность около 50 000 л. с., что позволит форсировать лед толщиной до двух метров. При толщине льда в 1,77 метров скорость ледокола составляет 2 узла. http://s00.yaplakal.com/pics/pics_preview/6/6/3/4344366.jpg Помещение среднего гребного вала. http://s00.yaplakal.com/pics/pics_preview/8/6/3/4344368.jpg Управление направления движения ледокола осуществляется с помощью электрогидравлической рулевой машины. http://s00.yaplakal.com/pics/pics_preview/1/7/3/4344371.jpg Бывший кинозал http://s00.yaplakal.com/pics/pics_preview/0/8/3/4344380.jpg Сейчас на ледоколе в каждой каюте есть телевизор с разводкой для трансляции судового видеоканала и спутникового телевидения. А кинозал используется для общесудовых собраний и культурно-массовых мероприятий. Рабочий кабинет блочной каюты второго старпома. Длительность нахождения атомоходов в море зависит от количества запланированных работ, в среднем это составляет 2−3 месяца. Экипаж ледокола «Вайгач» состоит из 100 человек. http://s00.yaplakal.com/pics/pics_preview/5/9/3/4344395.jpg Атомный ледокол «Таймыр» http://s00.yaplakal.com/pics/pics_preview/7/9/3/4344397.jpg Ледокол идентичен «Вайгачу». Был построен в конце 1980-х годов в Финляндии на судоверфи Wärtsilä («Вяртсиля Морская Техника») в Хельсинки по заказу Советского Союза. Однако оборудование (силовая установка и т др.) на судне было установлено советское, использовалась сталь советского производства. Установка атомного оборудования производилась в Ленинграде, куда корпус ледокола был отбуксирован в 1988 году. http://s00.yaplakal.com/pics/pics_preview/9/9/3/4344399.jpg «Таймыр» в доке судоремонтного завода http://s00.yaplakal.com/pics/pics_preview/0/0/4/4344400.jpg «Таймыр» ломает лед классически: мощный корпус наваливается на препятствие из замерзшей воды, разрушая ее собственным весом. За ледоколом образуется канал, по которому могут двигаться обычные морские суда. http://s00.yaplakal.com/pics/pics_preview/1/0/4/4344401.jpg Для улучшения ледопроходимости «Таймыр» оборудован системой пневмообмыва, которая препятствует облипанию корпуса битым льдом и снегом. Если прокладка канала тормозится из-за толстого льда, в део вступают дифферентная и креновая системы, которые состоят из цистерн и насосов. Благодаря этим системам ледокол может крениться то на один борт, то на другой, поднимать выше нос или корму. От подобных движений корпуса окружающее ледокол ледовое поле дробится, позволяя двигаться дальше. http://s00.yaplakal.com/pics/pics_preview/3/0/4/4344403.jpg Для окраски наружных конструкций, палуб и переборок используются импортные двухкомпонентные эмали на акрилловой основе повышенной стойкости к атмосферным воздействиям, устойчивые к истиранию и ударным нагрузкам. Краска кладется на три слоя: один слой грунта и два слоя эмали. http://s00.yaplakal.com/pics/pics_preview/1/1/4/4344411.jpg Скорость хода такого ледокола составляет 18,5 узлов (33,3 км/ч) http://s00.yaplakal.com/pics/pics_preview/2/1/4/4344412.jpg Ремонт винто-рулевого комплекса http://s00.yaplakal.com/pics/pics_preview/4/1/4/4344414.jpg Установка лопасти http://s00.yaplakal.com/pics/pics_preview/7/1/4/4344417.jpg Болты крепления лопасти к ступице гребного винта, каждая из четырех лопасть крепится девятью болтами. http://s00.yaplakal.com/pics/pics_preview/3/2/4/4344423.jpg Практически все суда ледокольного флота России оснащены гребными винтами, изготовленными на заводе «Звездочка». http://s00.yaplakal.com/pics/pics_preview/6/2/4/4344426.jpg Атомный ледокол «Ленин» Этот ледокол, спущенный на воду 5 декабря 1957, стал первым в мире судном, оснащенным ядерной силовой установкой. Самыми главными его отличиями высокий уровень автономности и мощность. На протяжении первых шести лет использования атомный ледокол преодолел более 82 000 морских миль, проведя свыше 400 судов. Позже «Ленин» первым из всех судов окажется севернее Северной Земли. http://s00.yaplakal.com/pics/pics_preview/7/2/4/4344427.jpg Ледокол «Ленин» проработал 31 год и в 1990 году был выведен из эксплуатации и поставлен на вечную стоянку в Мурманске. Сейчас на ледоколе действует музей, ведутся работы по расширению экспозиции. http://s00.yaplakal.com/pics/pics_preview/9/2/4/4344429.jpg Отсек в котором находились две атомные установки. Внутрь заходили двое дозиметристов, измерявших уровень радиации и контролировавших работу реактора. Существует мнение, что именно благодаря «Ленину» закрепилось выражение «мирный атом». Ледокол строился в самый разгар «холодной войны», но имел абсолютно мирные цели — развитие Северного морского пути и провод гражданских судов. http://s00.yaplakal.com/pics/pics_preview/0/4/4/4344440.jpg Ходовая рубка http://s00.yaplakal.com/pics/pics_preview/1/4/4/4344441.jpg Парадная лестница http://s00.yaplakal.com/pics/pics_preview/2/4/4/4344442.jpg Одни из капитанов АЛ «Ленин», Павел Акимович Пономарев, ранее был капитаном «Ермака» (1928−1932) — первого в мире ледокола арктического класса. http://s00.yaplakal.com/pics/pics_preview/5/4/4/4344445.jpg В качестве бонуса пара фотографий Мурманска… http://s00.yaplakal.com/pics/pics_preview/8/4/4/4344448.jpg Мурманск Крупнейший в мире город, расположенный за Северным полярным кругом. Он находится на скалистом восточном побережье Кольского залива Баренцева моря. http://s00.yaplakal.com/pics/pics_preview/0/5/4/4344450.jpg Панорама Мурманска. Всё! http://s00.yaplakal.com/pics/pics_original/3/5/4/4344453.jpg3 балла
-
Напоминаю))) http://www.youtube.com/watch?v=lFVr-TRi-4Q3 балла
-
Сделайте коммерческую (за которую люди будут готовы деньги платить) версию пьезоподжига для резака в его ручке, будет удобнее.3 балла
-
Есть пневматический зачистной молоток, угловая машинка, борфреза - не умеешь варить, научишься чистить. Всё остальное сделают рубщики. Любой шов, в том числе и после трактора, будет продефектован условными знаками (осмотрен, подварен, ещё раз зачищен, подварен, зачищен - иногда по 3-4 раза), после устранения замечаний по швам и поверхностям конструкция будет отправлена на дробеструйку, после чего загрунтована и окрашена в три слоя краски на эпоксидной основе. Морская вода не шутка, потому толщину слоёв ещё и промерят. Что касается интереса, то максимум несколько часов. Пока идёшь от Отдела Кадров до Администрации Цеха, получаешь спец. одежду и вводный инструктаж по ПДД, ТБ, ПБ. А дальше проза: вот тачка и вилы... э-э-э... аппарат и конструкция - закончишь, получишь новое задание. Если будешь хорошо работать - научат варить.
3 балла
-
Защитные газы и их влияние на технологические свойства дуги В качестве защитных газов при дуговой сварке плавлением ТИГ применяют инертные газы. Защитный газ выбирают с учетом способа сварки, свойств свариваемого металла, а также требований, предъявляемых к сварным швам. Инертные газы Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Поэтому их целесообразно применять при сварке химически активных металлов и сплавов на их основе (алюминий, алюминиевые и магниевые сплавы, легированные стали различных марок). При сварке ТИГ используются такие инертные газы как аргон (Ar), гелий (He) и их смеси. Аргон - наиболее часто применяемый инертный газ. Он тяжелее воздуха и не образует с ним взрывчатых смесей. Благодаря низкому потенциалу ионизации этот газ обеспечивает высокую стабильность горения дуги. Однако, в тоже время, низкий потенциал ионизации является причиной и низкого напряжения на дуге, что снижает тепловую мощность дуги. Будучи тяжелее воздуха, аргон обеспечивает хорошую газовую защиту сварочной ванны (но только в нижнем положении сварки). Однако он может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается содержание кислорода в воздухе, что может вызвать кислородную недостаточность и удушье у электросварщика. В местах возможного накопления аргона необходимо контролировать содержание кислорода в воздухе приборами автоматического или ручного действия с устройством для дистанционного отбора проб воздуха. Объемная доля кислорода в воздухе должна быть не менее 19%. Аргон выпускается согласно ГОСТ 10157-79 двух сортов: высшего и первого. Высший сорт рекомендуется использовать при сварке ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов. Аргон первого сорта применяют для сварки сталей и чистого алюминия. Гелий - бесцветный, неядовитый, негорючий и невзрывоопасный газ. Значительно легче воздуха и аргона, что понижает эффективность защиту сварочной ванны при сварке в нижнем положении, но способствует лучшей защите при сварке в потолочном положении. Гелий используется реже, чем аргон, из-за дефицитности и высокой стоимости. Однако, из-за высокого потенциала ионизации, при одном и том же значении тока дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Для сварки используется гелий трех сортов: марок А, Б и В (по ТУ 51-689-75). Применяют его в основном при сварке химически чистых и активных материалов и сплавов, а также сплавов на основе алюминия и магния. Часто используются смеси аргона и гелия, причем оптимальным составом считается смесь, содержащая 35-40% аргона и 60-65% гелия. В смеси в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность горения дуги, гелий – высокую степень проплавления. При сварке меди используется азот, так как он к ней химически нейтрален, т.е. не образует с ней никаких химических соединений и в ней не растворяется. Вспомогательные газы Азот - бесцветный газ, без запаха, не горит и не поддерживает горение. В сварочном производстве азот находит ограниченное применение. Азот не растворяется в расплавленной меди и не взаимодействует с ней, и поэтому может быть использован при сварке меди в качестве защитного газа. По отношению к большинству других металлов азот является активным газом, часто вредным, и его концентрацию в зоне плавления стремятся ограничить. Азот также применяется при плазменной резке и как компонент газовой смеси при сварке аустенитной нержавеющей стали. Водород - не имеет цвета, запаха и является горючим газом. Водород редко используют в в качестве защитного газа. Так как смеси водорода с воздухом или кислородом взрывоопасны, при работе с ним необходимо соблюдать правила пожарной безопасности и специальные правила техники безопасности. При работе с водородом необходимо следить за герметичностью всех соединений, т.к. он образовывает с воздухом взрывчатые смеси в широких пределах. Смеси защитных газов Иногда является целесообразным употребление газовых смесей. За счет добавок активных газов к инертным удается повысить устойчивость дуги, увеличить глубину проплавления, улучшить формирование шва, уменьшить разбрызгивание, повысить плотность металла шва, улучшить перенос металла в дуге, повысить производительность сварки. Существенное значение при выборе состава защитного газа имеют экономические соображения. Смесь аргона и гелия. Газовые смеси гелий-аргон применяются в основном для сварки цветных металлов: алюминий, медь, никелевых и магниевых сплавов, а также химически активных металлов. Оптимальным является соотношение 35 - 40% аргона и 60 - 65% гелия. Так в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий - высокую глубину проплавления.2 балла
-
@валера1963, ему советы уже не понадобятся...2 балла
-
Здравствуйте, я - морковь. Просто - морковь. http://s00.yaplakal.com/pics/pics_preview/8/4/9/4347948.jpg2 балла
-
2 балла
-
Не трогайте кузова авто с таким багажом знаний.2 балла
-
Работаю в Kemppi. В гараже стоит fubag....тсссс! а то уволят Выбирал выбирал. думал НЕМЦА куплю. КАЧЕСТВО же. Как же я ошибся. Нет, аппарат варит приемлемо. И сослужил мне незаменимую службу. Но! но он такой капризный. Ржавчина- беда всей сварки, но , мне показалось, что это совсем непреодолимая преграда для фубага. Было сложно, но я собрал свою машину! Есть тема на форуме бмвклуб. Если интересно кому-то, как все это было,то могу поделиться ссылкой . А пока вот фотка рабочего момента . http://cs411916.vk.me/v411916204/1898/A40cjZ9ylEE.jpg2 балла
-
Родительское собрание напоминает сборище секты: все внимательно слушают учителя, потом отдают ему деньги, и задумчиво расходятся в сумерках... http://forum4x4club.ru/uploads/monthly_11_2014/post-11445-0-35935400-1417001735.jpg2 балла
-
http://cs14101.vk.me/c622021/v622021204/9ace/XiEGZfNg66U.jpg Варил целый день. практический без перекуров, не разгибая спины. И как-то отвлекся, что бы размяться. И вот что я увидел: лучик солнца пробивался сквозь грязные форточки цеха и плотный дым от сожженных электродов...2 балла
-
-Дядька, не тесно? -В плечах немножко жмёт,.. а с какой целью интересуешься? -Говорят, что у вас в судостроении тесно. -Не-Ет, нормально!...
2 балла
-
Решил создать эту тему для более подробного обсуждения всего что связано с изготовлением и монтажом перил,поручней и ограждений из нержавейки.Сегодня я расскажу о самом главном, на мой взгляд,процессе-креплении стоек к полу.После различных вариаций я выбрал данную схему из-за простоты,надежности и относительной дешивизны.Итак:Коронкой на 39 высверливаем отверстия глубиной 5-6см.Я работаю на деревянных ступеньках поэтому коронка на дрели для дерева.По керамике лежит рядом,ей сверлят постоянно поливая водой,если не перегревать то хватает довольно на долго.Далее перфоратором со сверлом на 16 заглубляем отверстие ровно по центру высверловки,диаметр бура зависит от диаметра хвостовика закладной.Далее разводим эпоксидку и добовляя песок доводим до конститенции густой сметаны,заливаем в отверстие,ставляем закладную и одеваем на нее стойку Кол-во эпоксидки надо подобрать так чтобы не вылезло много наружу,а то оттирать трудновато.Потом подставляя кирпичи или что то похожее с помощью уровня выставляем и оставляем застывать сутки.Если сроки поджимают то вместо эпоксидки можно использовать полиэфирную смолу с отвердителем и термофен.Продолжение следует. http://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-55806300-1416074149_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-57838500-1416074213_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-61156100-1416074072_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-59083100-1416074264_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-53949500-1416074324_thumb.jpg
1 балл
-
@copich, по вашему предположению следует что и сталь должна испаряться и выгорать, так как температура аргонной дуги около 6000º. А сниженное тепловложение в колд-режимах, при котором цинк не успеет разогреться до температуры выгорания вы не учитываете?1 балл
-
http://www.youtube.com/watch?v=yoCBORXzOqU1 балл
-
@Вячеслав Kemppi, Обязательно передавай привет Владимиру. Скажи ему если не помнит г. Пенза 2011 год, учебный центр "Сварка и Контроль" Скажи Сергей из Таганрога! Ну и правильно! Шов ровнее будет получаться1 балл
-
Есть два зверских способов коррекции - первый "машкой" с замаха 1.5 метра, второй - обвар любым способом и измерение "косяка" штангелем и струбцинами, далее по нарисованной волне и искажениям рисуется контр-фигура порядка обвара, а первый образец зверски корректируется "машкой".1 балл
-
@Павел20181927, Исходя из моего опыта, может старшие товарищи поправят, корень зла - сварка поочерёдно с одной и другой стороны. Как мне думается, проблему можно решить двумя способами. 1) Подобрать соответствующий контрпрогиб при первичном закреплении детали (подложить под центр решётки кусок металла, а края - прижать). При правильно подобранном контрпрогибе деталь, после проварки одной стороны и снятия зажимов остаётся слегка деформированной таким образом, что после переворота "пупок" остаётся по прежнему в центре. После обварки второй стороны он должен уйти. 2) После первого прижатия к плите варить только вертикальные участки кольцевых стыков, оставляя незаваренными участки сверху и снизу, со стороны плиты. Затем снять изделие с плиты и обварить оставшиеся куски на весу (обязательно на каждом стыке оба сразу). Раскладка швов в данном случае, на мой взгляд, вторична. Предлагаю варить как варятся все решётчатые конструкции, крепим сначала углы диагонально, потом постепенно переходя от одного угла к другому обвариваем угловые четырёхугольники, потом улиткой от центра к краям.1 балл
-
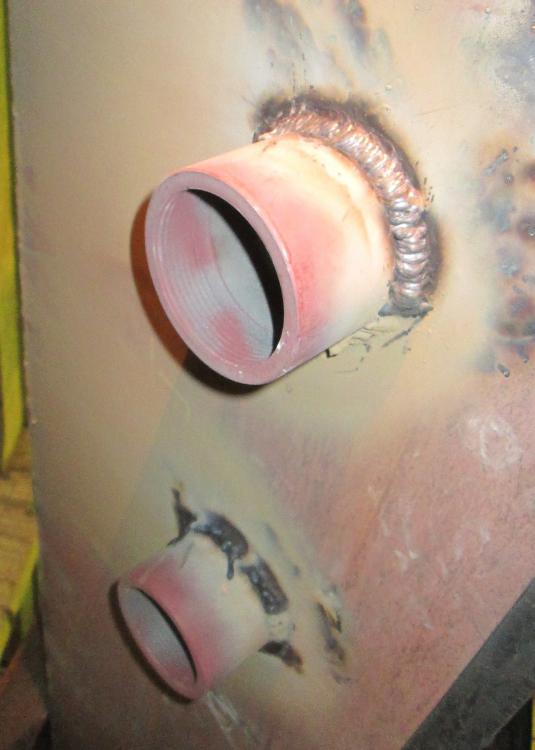
Небольшие опыты с экспериментами.Стальная гайка приварена к алюминию,потом для проверки закручен болт.Не порвало.Намеренно варил "криво".
1 балл
-
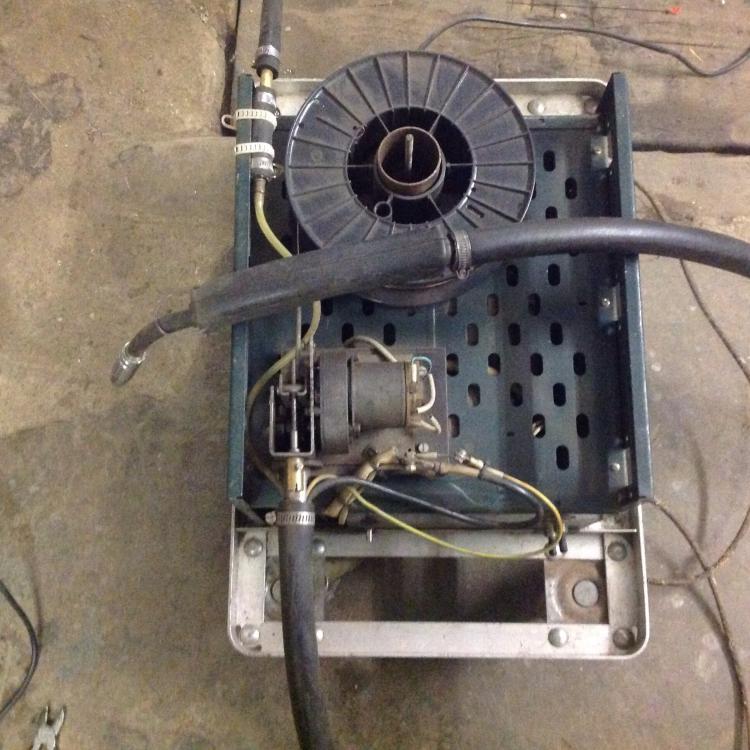
Монтажно-шабашный набор,гроверс проходит боевое крещение,очень им доволен.
1 балл
-
Ага, по гарантии отнесли и теперь работают1 балл
-
@демонстратор,А это "дуглас" не rehm конечно, но в 90-х работал по кузовщине. Все настройки в (попугаях), варил от 0.8 - 4 мм. настройки никогда не менял. Лопату при...ть пойдет.
1 балл
-
Доброго времени суток, друзья. Еще немного о нашей фирме: мы клиентоориентированы. И так же поддерживаем связь с любыми сотрудниками фирмы-партнера ( именно партнера!) . И даем консультации всем, независимо от от должности- будь это главный инженер с техническим вопросом или же у простого сварщика возник вопрос по настройке аппарата. И все это бесплатно . Так же кроме демонстраций , мы выезжаем на пусконаладку. Что для кого-то может быть более важным чем демонстрация. И вот тогда, подключив аппарат, мы простым языком объясняем людям, которым придется работать на аппаратах, как и что работает. Ну и между делом ,в процессе, можно и руку "поставить" сварщику советом. А дальше только практика. ----- Сегодня на планерке задал вопрос начальству по поводу возможности дать аппарат в прокат. Если есть в этом необходимость. Мы может предоставить одну единицу техники на МЕСЯЦ! И тогда даже самый требовательный партнер сможет разобраться подходит ему аппарат или нет. ---- Ну что, коллеги-сварщики-инженеры-директора, находящиеся в пфо, вы все еще не хотите встретиться ?1 балл
-
Изготовление и замена монтажной плиты седельно-сцепного устройства а/м Фредлайнер. изготовлены новые опоры седла, плита - 20мм., подкладки опор - 20мм.
1 балл
-
Ну да надо же покупку испытать. А вот одна из моих курток, в этой пуговицы вместе с крючками.
1 балл
-
Прибамбас из области - "на коленке". Как обычно прозвучала команда строить, а как и чем в очередной раз не сказали. Все нормальные люди монтируют сендвич вакуумными присосками с ножничных погрузчиков. Но мы не такие нам через пятую точку опоры интересней. Поскольку точить и фрезеровать негде, то струбцинный вариант захвата отпал сразу. Шпилек с трапецеидальной резьбой не накидано под ногами. Сошлись на упрощенном ножничном варианте. Из листа десятки вырезали боковины. Соединили на два валявшихся пальца от растяжек освещения. Губки из 125го уголка. Резина обычная. Остальное профтруба 40*80. Конечно при монтаже возникает неудобство, в переброске чалки и необходимости подержать панель под наклоном градусов в тридцать пока кран ее не уберет. Но лучше нет ничего. Главное неудобство в том что с раскляченных лесов работаем. В общем после первой пробы я еще добавил четыре крючка под страховочные чалки. Мало ли, зима, резина не такая эластичная. Чалки перед установкой скидываются с одной стороны. Так вот и живем!
1 балл
-
@Павел20181927, по трубной доске: Своим телом конечно неплохо, но очень желательно сделать хороший теплоотвод. Вплоть до того, что (если возможно) опустить нижнюю часть трубок в воду. По эскизам: При возможности обжать по периметру и центру к плите и как обычно от середины к краям, обратно-ступенчато, вразброс - ничего нового. При всём желательно сначала сделать по две прихватки на каждую трубу/планку, чтобы не вело по диагоналям.1 балл
-
Что бы темы не плодить, выложу сюда. Сварочник не мой, коллега по работе купил для прихваток. Основной его профиль деятельности бетон. Потому он и не нацеливался на что то серьезное. Думаю все видели подобные в магазинах. Названия разные, но всегда он выделяется размерами из общей массы. Побаловался есабовскими основными и рутиловыми. Варит для своей цены, веса и размера нормально.
1 балл
-
Из "рабицы" делаем вязальную )))
1 балл
-
Сплавы ВК затачивают на алмазе или корундовых кругах. Ещё о чертилках: До недавнего времени использовал свёрла по кафелю http://f6.s.qip.ru/IA4wMvHW.png - у них коронка из ВК, стоят копейки. Привариваешь по вкусу ушко, заточил и работай.1 балл
-
1,2 =110-300А там же есть спецификация на вкладке. Вы путает порошковую и самозащитную. Порошковая идет на ответственные конструкции, больше скорость работы, лучше защита, меньше брызг, ну и прочие мелочи. Основной недостаток - стоимость. Процесс в основном МАГ, смесь или СО2. А самозащитку, я например и не видел ни разу на обьектах кроме автосервисов.1 балл
-
@swarnoy_23rus, Канал заменить, подающие ролики заменить (чувствую если направляющий не менялся 3 года, то про ролики и спросить страшно). Наконечник (1,2). Смотрите что бы ролики не перетянуты были. Старт должен быть мягкий (без хлопков и выстрелов). После сварки отрезайте шарик на конце проволоки, а то иначе старт мягким не будет. Берите пробный кусок металла и настраивайте аппарат.1 балл
-
"Кто во что горазд" - игра для младшего, среднего и старшего возраста: Хорошо посидели, - сказал Кролик. Да,- вздохнул Винни Пух, обсасывая свиную косточку, - жаль только что Пятачок быстро ушёл!..
1 балл
-
Добрый день! Меня зовут Вячеслав. Лет мне 23 и 90% двадцать четвертого По образованию техник-технолог сварочного производства. Отучился. Начал работать. Работал разными видами сварки. Поэтому представление "что есть что" у меня имеется. Молод и опыт пока еще только коплю. Стараюсь постоянно развиваться в этом направление. Читаю книги, изучаю форумы. Сейчас работаю демонстратором в компании "Премьера" , которая в свою очередь является генеральным представителем Kemppi в приволжском округе (ПФО). Очень интересная работа. Интересно знакомство с предприятиями и технологиями сварочными . Но пока испытываю трудности в заключение таких вот встреч. Люди воспринимают меня , как продавца , коим я не являюсь ! Ну и собственно рад буду ответить на ваши вопросы по оборудованию Kemppi . Создал для этого тему в разделе "доска объявлений". Так же рад буду личному общению. И если вы инженер на предприятии или знаете таковых, то мы всегда сможем договориться о встрече для демонстрации возможностей Kemppi в ваших условиях А вот так я выгляжу. Сфоткался "типа работаю " http://cs14101.vk.me/c625127/v625127204/9660/RsnRHQgt_Fg.jpg1 балл
-
Поделюсь интересным постом от товарища с ЯПа, 25 фото. Как я сковородку запилил © vistador Наверное, ЯП видел уже всё, и ничем его не удивишь. Строительство домов, отделка квартир, изготовление каменных флешек, ремонт мониторов путем замены пузатых конденсаторов, трансплантация утерянных органов с применением синей изоленты и прочее… Поэтому не сильно претендую на исключительность своей темы. Но вот захотелось поделиться фоторепродукциями своего недавнего креатива. http://s00.yaplakal.com/pics/pics_original/8/6/6/3015668.jpg Дело в том, что в настоящее время снимаю жилье , и покупать кухонную утварь хочется меньше всего. Разумеется- пост не о том, как сэкономить на покупке сковороды . Ибо если подсчитать затраченные материальные ресурсы, а так же рабочее время.. то получится очень суровая себестоимость, которую бюджетной назвать никак нельзя. Поэтому пусть это будет рассказ об технократическом шутливом этюде. От скуки. Из любви к рукооопству... Однако, я всегда по жизни стремился к различному креативу. Кроме того, давно обливалось сердце кровью ,глядя как на свалку отправляются сотни килограмм еще годного металлопроката, нержавейки, алюминия. Добавим сюда известный постулат «Русские – никогда не сдаются и никогда не платят»… Поэтому купить в магазине для меня был не метод. И если, например, на джинсах у меня оторвалась пуговица, то мне легче было сделать ее из меди самому, нежели переться в магазин ее покупать. (Разумеется, это относится ко времени, когда я в командировке, вдали от дома. Ибо если я дома , то заниматься фигней некогда, да и незачем.) Занимаясь приготовлением еды, заметил, что жарить на тонкой алюминиевой кетайской сковородке - одно издевательство. В центре температура больше.. По краям – меньше. Регулирование температуры на плите- помогает едва. Поэтому давно подумывал об изготовлении суровой сковородки с толстым дном , которая имеет тепловую инерционность. Материал – нержавеющая сталь. (Марку ее сейчас не помню, но известно, что для ремонта оборудования рыбных фабрик и рыболовецких судов должна использоваться не вредная для человека сталь, ибо после вредной стали , рыбу никто не примет.) Сначала была мысль выточить из цельного куска металла.. но прикинув за и против… решил, что лучше собрать из двух основных элементов, то есть конструкция будет сварная. Как то: Круглый блин толщиной 15мм и кольцо высотой 30мм. Блин будет дном, а из кольца получится обод сковородки. Эти два элемента решил сварить . Далее , получившуюся конструкцию- обточить на токарном станке… Для иллюстрации задумки прилагаю рукожоп. Итак, процесс изготовления таков: Вырезаем блин из нержавейки диаметром 255 мм и толщиной 15 мм. http://s00.yaplakal.com/pics/pics_original/9/3/8/3014839.jpg Привариваем к нему технологическое кольцо… Качество и красота сварки тут не требуется, ибо это потом будет отрезано. За это кольцо крепим блин на патрон токарного станка и обрабатываем плоскости прилегания к кольцу. А так же точим фаску для сварочного шва. http://s00.yaplakal.com/pics/pics_original/3/4/8/3014843.jpg Удачно нашлось кольцо из нержавейки нужного диаметра- чуть больше чем блин. http://s00.yaplakal.com/pics/pics_original/0/5/8/3014850.jpg обтачиваем блин... не в смысле "обтачиваем, блин!!" .. а именно обтачиваем на станке блин. http://s00.yaplakal.com/pics/pics_original/8/5/8/3014858.jpg кольцо так же обтачиваем. для прилегания и сварки с блином.. http://s00.yaplakal.com/pics/pics_original/9/5/8/3014859.jpg Вот эти два элемента – готовые к сварке друг с другом. http://s00.yaplakal.com/pics/pics_original/1/6/8/3014861.jpg ИТАК! Заполняем сварочный шов аргоновой сваркой с вольфрамовым электродом с присадкой от проволоки. Короче – свариваем. Здесь уже требование к сварке повыше.. http://s00.yaplakal.com/pics/pics_original/2/6/8/3014862.jpg Далее готовим другое технологическое кольцо- для закрепления всей этой байды с другой стороны... в патроне. http://s00.yaplakal.com/pics/pics_original/4/6/8/3014864.jpg Привариваем . Напоминаю- здесь качество сварки – только для того чтоб временно удержать деталь в патроне токарного станка. Поэтому варим быстро , почти топорно. Однако вполне надежно. http://s00.yaplakal.com/pics/pics_original/5/6/8/3014865.jpg устанавливаем всю эту котовассию на станок и протачиваем базовую внутреннюю поверхность, по которой будет центроваться вся конструкция. http://s00.yaplakal.com/pics/pics_original/8/6/8/3014868.jpg Переворачиваем, и по уже полученной поверхности протачиваем другое кольцо крепления. Таким образом, мы получили две соосные базы закрепления сковородки, что позволит нам обтачивать ее с разных сторон и не терять соосности наружной и внутренней поверхности сковородки. http://s00.yaplakal.com/pics/pics_original/6/7/8/3014876.jpg Я от потолка... выбрал угол наклона стенок сковородки 13 градусов.. Разворачиваем суппорт на этот угол. Таким образом резец сможет двигаться по траектории , которая обусловит нужную форму сковородки. http://s00.yaplakal.com/pics/pics_original/8/7/8/3014878.jpg ..... под углом 13 гр. обтачиваем сварочный шов заподлицо . http://s00.yaplakal.com/pics/pics_original/0/8/8/3014880.jpg Временно ... тут же на станке, отрезаем резцом технологическое кольцо.. И протачиваем дно сковородки. http://s00.yaplakal.com/pics/pics_original/1/8/8/3014881.jpg Далее опять привариваем его http://s00.yaplakal.com/pics/pics_original/2/8/8/3014882.jpg Крепим на него конструкцию, на станок, и обрабатываем уже внутреннюю полость . http://s00.yaplakal.com/pics/pics_original/4/8/8/3014884.jpg сгоняем довольно много металла в стружку, но за коэффициентом использования материала мы не гонимся… Все равно это все пойдет на переплавку. Раньше в СССР нам рассказывали сказки про то , что " дескать.. за рубежом этот коэффицент доводят до единицы..." Но это не всегда было правдой.. теперь я это знаю точно http://www.yaplakal.com/html/emoticons/dont.gif Ибо это только у нас нержавейка ставилась только на военку... у них же весь водопровод всегда был и есть из меди и нержавейки... а мы только недавно перешли на металлопластик и рады что закончилась беда с черметом... http://s00.yaplakal.com/pics/pics_original/9/8/8/3014889.jpg Получилось уже чтото похожее. .. Но тут я решил отложить работу на потом… а заодно сделать ушки сковородки из прутка . Приварить решил заранее , пока толстые стенки… На всякий случай http://www.yaplakal.com/html/emoticons/cheer.gif http://s00.yaplakal.com/pics/pics_original/1/9/8/3014891.jpg Вот что получается.... с ушками смотрится уже неплохо http://www.yaplakal.com/html/emoticons/rulez.gif но еще пока стенки толстые.. надо сгонять... http://s00.yaplakal.com/pics/pics_original/3/9/8/3014893.jpg За оставшееся технологическое кольцо крепим сковороду и обтачиваем начисто окончательный профиль. немного шкурим наждачкой... хотя нержавейка из под резца выходит и так гладкая... http://s00.yaplakal.com/pics/pics_original/7/9/8/3014897.jpg Далее болгаркой обрезаем ту сварку, которой приваривалось вспомогательное кольцо .. и немного шлифуем , без фанатизма, однако.. ибо нижняя сторона меня лично с эстетической точки зрения никогда не интересовала. http://s00.yaplakal.com/pics/pics_original/0/0/9/3014900.jpg Вот собственно , что у нас получилось: Толщина стенок около 4мм , толщина дна 8 мм. Немного по челябински, тяжеловато… но напомню! , я ждал от сковородки тепловой инерционности.. ибо так легче жарить еду. Ушки я сделал из прутка Ø5 мм , и к моему приятному удивлению, они не нагреваются вместе со сковородой. То есть, хватать- держать можно голыми руками. ура! http://www.yaplakal.com/html/emoticons/sm_biggrin.gif и они вполне прочны. http://s00.yaplakal.com/pics/pics_original/2/0/9/3014902.jpg Крышку использовал из имеющихся у меня в хозяйстве. Подошла идеально. пс За сим - доклад окончил. Спасибо за внимание. http://s00.yaplakal.com/pics/pics_original/9/0/9/3014909.jpg1 балл
-
Вот так, был когда то огромный несгораемый банковский сейф . Ребята его мне продали, за недорого (они просто были в шоке от его тяжести и не знали куда его деть :-) . Теперь он превратился в банные печьки.1 балл
-
Когда попадается стык на "Усу", это просто отдых, поскольку человеческий фактор минимален (гинеколог и учитель).
1 балл
-
Как вариант (из прошлогоднего раскроя), втупую без программ: http://youtu.be/GgeyTUTPx1w
1 балл
-
Случаи разные бывают. На то они случаями и зовутся. По мне так безопасность личная превыше всего. Был один раз ИП в своё время, не понравилось. В банке девочка накосячила и уволилась, а мне штрафов на 400тр, хотя и деятельность не велась и ИП собственно вообще нулевка почти год была.... Было бы ООО, бросил бы и забыл через процедуру банкротства, а ИП хочешь не хочешь а плати и пеня дикая. У 2х товарищей бензовозы кувыркнулись, не по их вине. Штрафы одинаковые семизначные цифры... один ИП - платит штраф до сих пор, второй ООО, отдал бензовоз на металлолом и обанкротился, купил новый и работает. Вот и выбирайте. Опять же ООО может быть несколько штук, да еще и с разными системами налогооблажения. Это зависит от предназначения этих ООО. Например одно может владеть зданием и осуществлять его обслуживание, а другое ООО зарабатывать деньги и заключать контракты. Поле для деятельного ума колоссальное и удобное. Например ООО которое владеет зданием и осуществляет его обслуживание, может возмещать себе 18% НДС от всех покупок а это возврат 180.000руб с каждого истраченного миллиона. А вот услуги надо оказывать на вмененке, там прибыль не принципиальна как и выручка... В общем надо читать много букаФ и знать хотя бы элементарные для бухгалтера вещи. И это поможет вам житьи работать. А имя оно не в ООО имя, а в человеке. А учитывая изменчивость нашего законодательства, пусть лучше всё оборудование будет принадлежать мне как физику и отдаваться моему ООО в аренду, чем у меня будет ИП где могут конфисковать всё имущество кроме квартиры и трусов... Из-за идиота решившего приварить ручку к полному баллону с кислородом. А опыта у меня в Российском белом и официальном бизнесе достаточно. И сюрпризов я разных повидал много и от государства и от "Добропорядочных" клиентов и прочих доброжелателей, да и работнички иногда повеселить могут. И ни "IDDQD" ни "GABBAGABBAKEY" тут не работает к сожалению. зачем такая работа если нет возможности заплатить за год бухгалтеру несколько тысяч рублей. Там отчетов то раз в год на 2тысячи.... по ИП 35600р помоему налога сразу по регистрации. по ООО тысяч десять оформление юристом с печатями и счетом в банке. Сумма Налогообложения зависит от выбранной системы и бухгалтера. Ну и думать и знать надо что делаешь и какие у этого последствия в будущем. У ООО если все правильно сделать то практически ноль налогов, точнее столько сколько вам нужно. Пока вы работаете один...1 балл