Лидеры




Популярный контент
Показан контент с высокой репутацией 20.10.2014 во всех областях
-
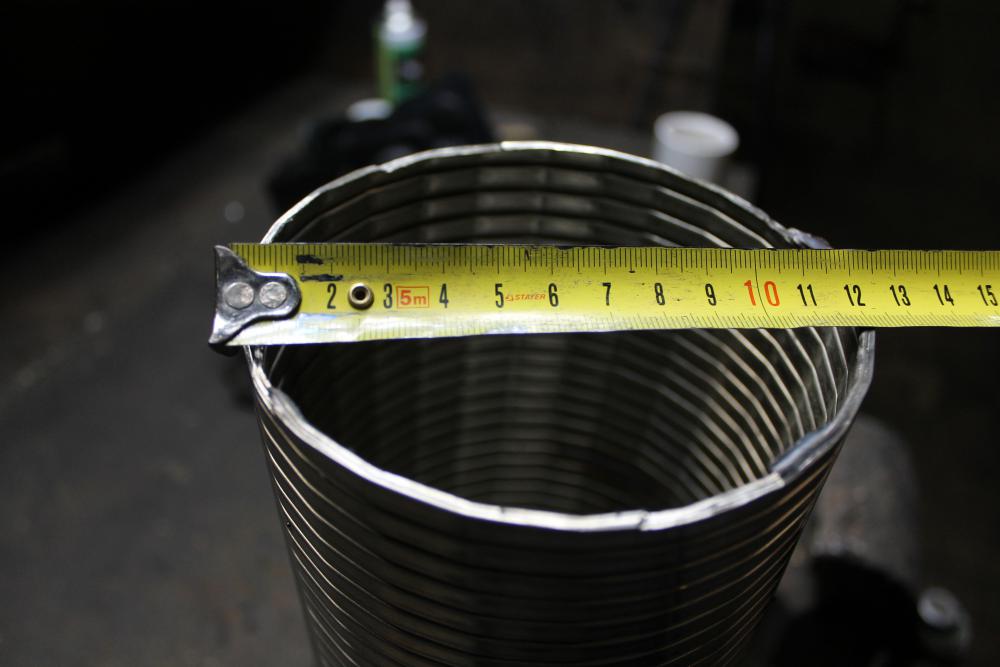
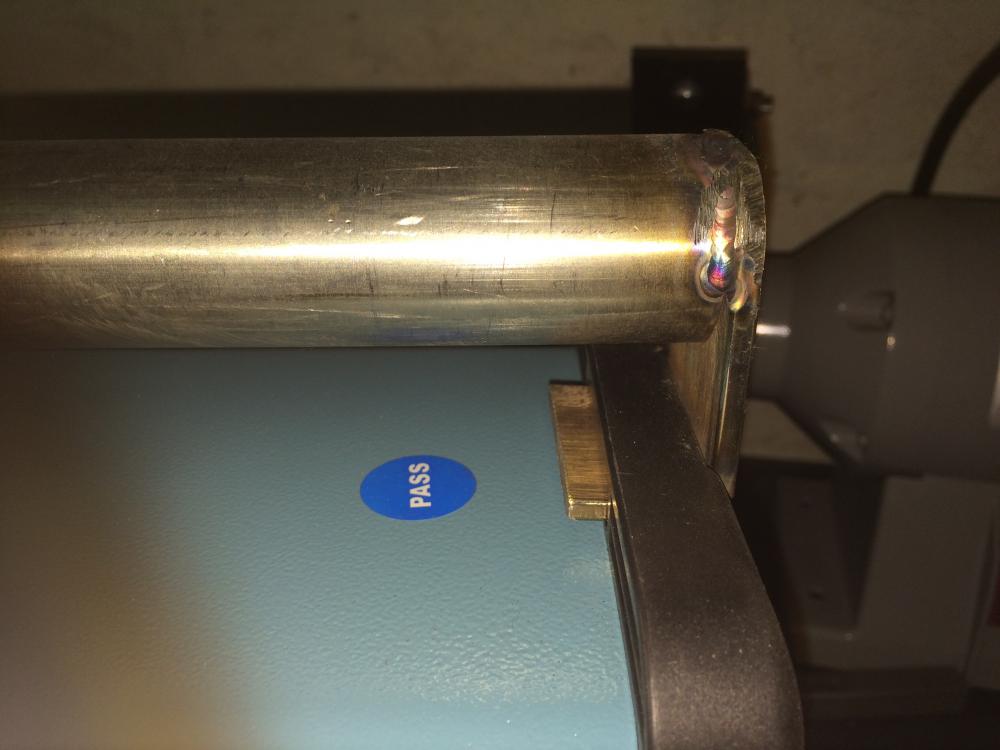
заказчик -а красиво,ровно получилось!..видно,что профессионально,в *кондукторе* варили.. -да! конечно! на столе,в кондукторе..остывать давали,как положено,по технологии..
 13 баллов
13 баллов -
Сварочные работки, так сказать... Оказывается, куратор из районного УКСа состоит в секте "Свидетели Брожения". Так вот, он дал "погонять" свой аппарат кому-то из родни. Видать, родня так надегустировалась натурпродукта, что забыла "синхрофазотрон" на морозе. Результат-порвало его. С тем и прибыл ко мне...Вскрыл. Понятно. Порвало трубную доску и трубки. Проварил. Закрыл крышечкой. И совсем уж мелочь. Столярная струбцина. Чугуниевая. Сварил нихромом. Затянул от души. Не порвало.
11 баллов
-
Решил сегодня ТИГ помучать на алюминии. Электрод 4 мм белый 50 А АМг5 3 мм., как ни странно, но варит. Это на тот случай, если нет проволоки для п/а, тефлонового канала или ещё какие нибудь проблемы, а варить надо. Электрод 4 мм выдерживает примерное ампер 60 и в стык можно заварить 4 мм по толщине. Правда руку придётся набивать не один день, ведь нет ни поджига ни спада и вообще "жесть")). Но это так для общего развития, да и аппаратом это не предусмотрено. http://youtu.be/5RmSn3s-PfI
5 баллов
-
В глаз сборщику/сварщику/инженеру ТБ.@Kabano, забавнее оплачивать больничные чужим людям, инспекционные и прочие штрафы. Много проще купить сертифицированный держатель, байонетный разъём и менять всё это по мере износа - не надо будет корчить из себя "крутого перца старой школы". Так что там про УЗО и холостой ход в 25 В?5 баллов
-
@Георгий 11, не стоит браться. Во первых - очень сложно будет добиться герметичности. Во вторых - сварка чугуна - это не сварка в полноценном понимании, а ремонт, поэтому равнопрочного соединения вы не получите, а значит может не хватить запаса прочности и порвать шов давлением. Усиление в этом случае - тоже не понятно как делать, если только стягивать механически на болты какой-то бандаж. В третьих по трудозатратам и сварочным материалам дешевле будет сварить целиком новую такую штуковину из стали. Где там давление-то? Вроде корпус порвало, а трубки целые и вообще что это такое?3 балла
-
- Прекрасное решение. Я по недомыслию держак от ЕСАБ на стол ложу или на изделие цепляю. п.с. И не говорите.,что вы оставшиеся пол-электрода аккуратно вытягиваете пассатижами. Знаем...: - шварк об ближайший угол, - и полетело куда-то назад, через голову. - Вы действительно считаете это "забавным"? Проще говоря, книгу писал офисный планктон, оторванный от суровых реалий махрового сварщика? На зло бабушке уши отморожу(с)? Я когда пришёл в кантору и первый день поварил самоделкой, матюкнулся и после работы сходил в магазин. Утром по приходу отрубил старый держак и прицепил новую прищепку. Работает уже два года, правда щёчки обгорели изрядно от "резок", - ни пружина не ослабла и не развалился на составляющие.3 балла
-
Подумываю по примеру Жириновского отправить его Порошенко... Надпись в тему, пусть греется Змеевик из нержавеющей трубки 6 мм подручными средствами. А это я собираюсь запатентовать - коннектор-унификатор.
3 балла
-
)))
2 балла
-
@Миротворец, завтра будет отправлена горелка на замену. У нас второй такой случай с горелкой. Меняем по гарантии. Разбираемся с производителем, откуда ноги растут. Стандартная катушка 5кг D200, без придирок, нормально встает в аппарат. Да, если ее ставить ровно по оси, то может задеть за корпус. Если вставлять с наклоном, она не задевает за корпус, может идет ровно-ровно, но никакого дискомфорта это не доставляет.2 балла
-
http://youtu.be/mbwOtXyeEUs2 балла
-
Сомнительный персонаж. Есть такая поговорка,что слаще пареной репы не видел.Это к Вам,на счёт держаков.2 балла
-
... И опыт, сын ошибок трудных... (С) Нда... А ведь соотношение "подача - напряжение" - тоже отстраивать надо. Оказывается...
2 балла
-
А вот подоспел очередной "подопытный", витой металлорукав - гофра из нержавеющей стали. На нём остановлюсь чуть подробнее. Сколько было споров, криков, скандалов, чуть не переходящих в банальный мордобой на предмет "а я такое варю газом / электродом, и ничё, держится ведь!!!"))) Как правило препираюсь я на эту тему либо с руководством, либо с коллегами - сварными из нашего предприятия и из соседних АТП. Очень тонкие стенки рукава, вдобавок ещё он трехслойный, общая толщина стенки - 1,5 мм., может, чуть больше. Если есть время, само собой - не спеша подготовить, а главное - зачистить, и - TIG DC на мин. токах - нам в помощь. Но. Везде эти "но", будь они неладны! Если единица подвижного состава буквально влетает с линии, и временное "окно" для ремонта данного узла крайне ограниченно - тут уж приходится наступать на горло своей песне, как говорится. Да, нержавейку "ржавейкой" варить - это не есть правильно, однако я не мог не попробовать. Чуть меньше значения св. тока, сварка "в отрыв" ( как не старался - "напроход" пока не получилось) - и проварить вкруговую смог. Промежуточный итог : в данном контексте п/а сварка - вообще, и Оверман-180 - в частности, явно опережает ММА и ТИГ. По времени - уж точно. Увлёкшись "шаманским танцами" возле сварочного стола, не сразу и заметил, что ТО-шники оставили на нём реактивную штангу от VDL-а, на которой они перепрессовали сайлентблок. Новые стопорные кольца - это из области мечтаний, да посадочные пазы для них - бугога :-) И опять же, не понадобилось лезть за ММА, настройки - на "12 часов", прихватки, и через несколько минут я уже услышал грохот пневмогайковёрта - о, ставят штангу уже!!! Зер гут!)))
2 балла
-
Жил-был теплоузел. Издали-очень даже ничего. Но, если приглядеться-... Если с автогеном у сварщика-более ли менее, то с электросваркой-... Так вварить штуцера и фланцы-под силу не каждому. Пришлось вырезать всю эту "прелесть" нещадно. Вроде, как-то так-получше. Насосы, да в таком количестве, устанавливать последовательно в теплосеть-нельзя! Кстати, а для чего на прямом участке-две гильзы под термометры? А вот для чего! Внедрил гидрострелку и балансировочный вентиль. Общий вид переделок.
2 балла
-
Востановливаем трассу отопления , которую снесла фура . Сегодня не успели , будем доделывать в понедельник.
2 балла
-
Подходи, народ! Такого добра у нас - навалом!!! p.s. Круазик, принимай левую боковину от 415-го "Спринтера"
2 балла
-
Решил внести свою лепту в данной теме. Собираем, стыкуем и варим трубу под флюсом снаружи и изнутри. Распускаем трубу на сектора с одновременным снятием фасок под сварку, роботом с плазменной головкой. Дробеструим сектора. Зачищаем кромки под сварку и собираем отводы. Подвариваем. Устанавливаем на сварочный робот. Прицеливаемся по шву. Варим. Швы. Потом зачистка и рентген. Ну и немного изделий. Отводы. Компенсаторы сильфонные. Тройники. Спасибо за внимание.
2 балла
-
Работа кипит! Василич выходит на позицию и производит захват! Добыча явно сильно крупная для Василича, похоже это поражение... Но нет! Посмотрите на него! Что он делает!? Он не ослабляя хватки начинает мочить жертву прямо в воздухе! Это победа товарищи!
2 балла
-
Продолжение первой части Сварочных швов, которая сильно разрослась. Выкладываем фотографии своих работ с описанием материала, способа сварки, используемого оборудования и каких-то технологических особенностей при выполнении.1 балл
-
Сегодня тоже получил 175-го. Если аппарат ПРО, то механизм протяга должен быть хотя бы двух роликовый. Двухроликовый это такой При осмотре не порадовало вращение опоры крепление катушки под проволоку(нет плавности вращения). Устранил подчистив заусенцы литья и немного смазав силиконовой смазкой. Также не порадовало отсутствие ролика под 0.6 мм проволоку и минимальный сварочный ток на МИГ/МАГ с 50 А . Непонятно, как привязать 50 А к 0.6-й проволоке , когда на ней ток нужен от 20 А. Также удивило отсутствие инструкции пользователя на русском языке на данный аппарат. Кому лень читать всю тему: Отчёт по тестированию данного аппарата Аврора Спидвей 175
1 балл
-
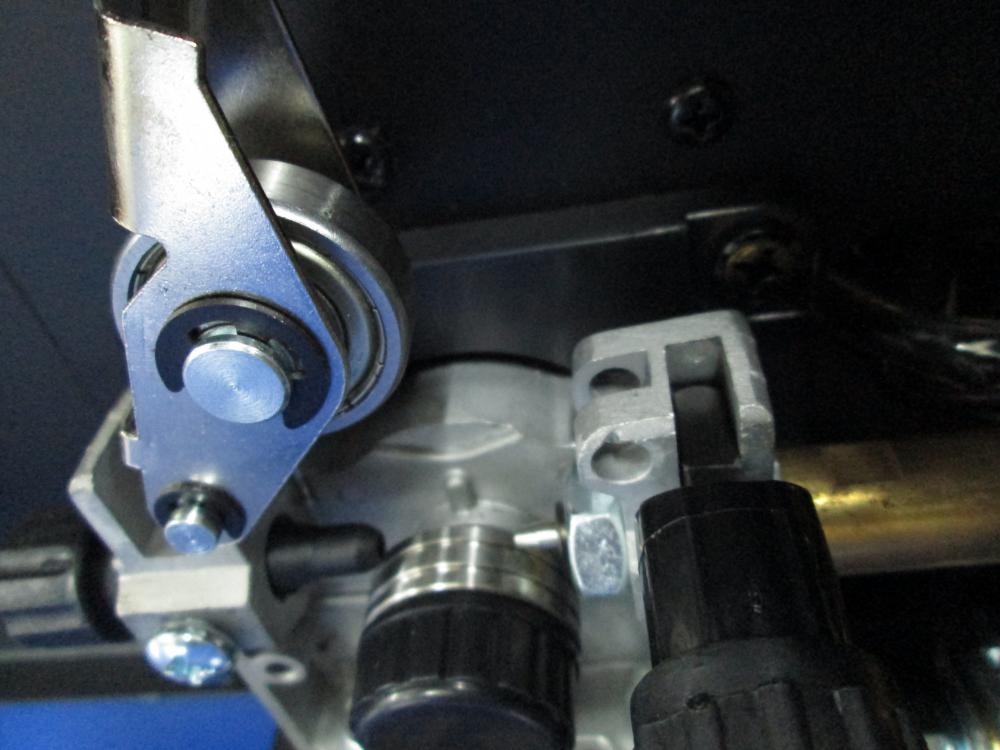
Ну вот, вчера забрал аппарат, сегодня успел только укомплектовать и подключить. Поделюсь первыми впечатлениями. Упаковано все замечательно, цивилизованно, все в отдельных пакетиках, аккуратно свернуто и уложено. При открытии сразу повеяло резким стойким запахом пластмассы. Как сказал коллега - "Это пахнет потом Китайцев" (с) Первичный осмотр внешнего вида производить впечатление качественной сборки, по крайней мере ни где ни чего не торчит, все кнопки, разъемы и провода на своих местах. Но стоило открыть крышку и впечатление тут же портится, глаз режет щель и криво прикрученная панель. Потом разберу и выясню - это огрехи сборки или штампа деталей корпуса. Торчащий обрубок на передней панели смотрится забавно. - Силовое реле? Нет, не слышал! Хотя в общем-то решение оригинальное и простое, а простота - залог надежности. Будем на это надеяться по крайней мере. Привод ролика всем своим видом напоминал мне моторчик от автомобильного дворника, но наклейка с надписью "wire feed" успокоила меня. Надеюсь, что шестерня и червяк в нем не пластиковые как в дворниках. Все остальное в механизме подачи - металлическое и выглядит надежно, ни чего не болтается, все подогнано и работает как задумано. Входной канал можно было бы подвести ближе к ролику. Вилки на проводе питания не оказалось и судя по длине выпущенных проводов, концы которых зачищены и обпаяны, рассчитан он на подключение сразу к автомату в щиток. Горелка вопросов не вызывает - аккуратная, рукав мягкий. Установил маленькую катушку с проволокой 0.8 мм и некоторое время не мог понять - как ее зафиксировать на оси. Потом заметил, что и тут производитель нашел простое и гениальное решение - ось под наклоном
1 балл
-
Зато опыт 1 к 3 и на нормальном ТИГе потом за работой просто отдыхаешь))). Это почти как после спецназа в обычное русло1 балл
-
Как на п/а, обратная, на прямой оксидную плёнку не дробит. Я специально алюминий не чистил, чтобы видно было.1 балл
-
-Возможно питание на подогреватель подаётся непосредственно в момент сварки, наверное это для того что бы подогреватель не грел в полную силу напрасно.1 балл
-
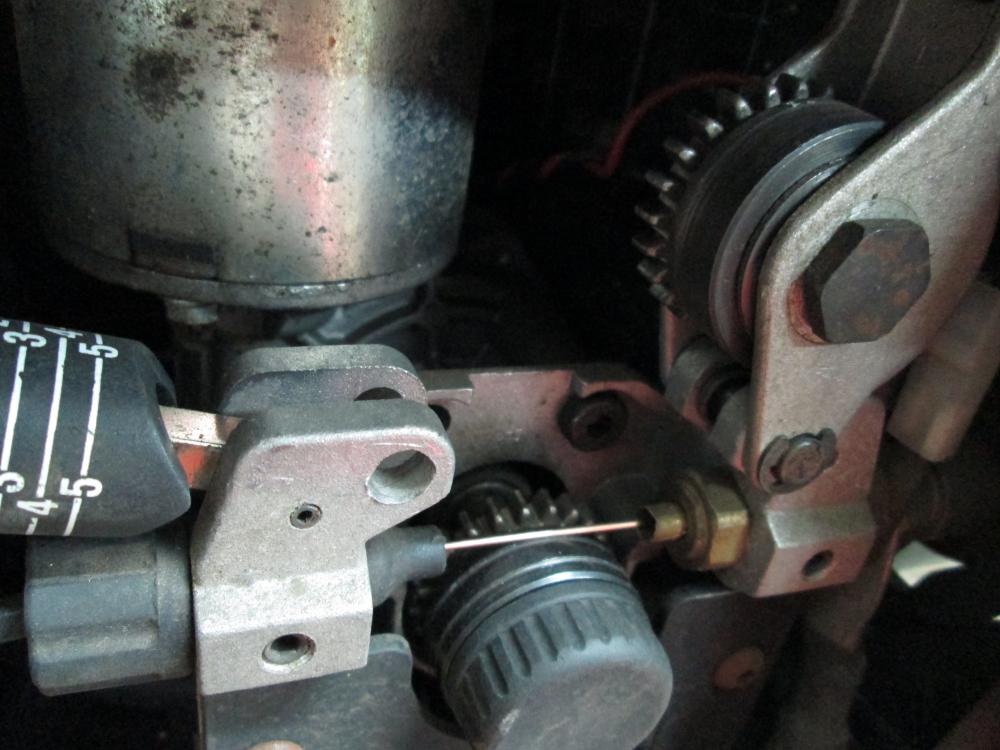
Чем этот зазор больше , тем больше шансов что в этом месте проволока завернется в петлю, так как ее ничто тут не ограничивает. У вас там все нормально, судя по фото.1 балл
-
@Константин Краев, катушка ровно 200 мм, гайка закручена не до конца, специально для центровки катушки, а катушка всё же налазит на корпус 2-3 мм. Меня это не напрягает, но что мешает сдвинуть ось катушки на 5 мм вправо?
1 балл
-
http://www.youtube.com/watch?v=zkfqhd-D7Lc1 балл
-
Тоже сталкивался неоднократно с проблеммой, взял себе вот такой пыле-влагостойкий, за целый день работы стружка если и налипает то в очень небольших количествах чуть выше динамика, сам динамик защищен видимо нержавеющей пластинкой, ничего не липнет, хотя на старых забивался за день жутко
1 балл
-
шурпет, С Днем Рождения!!!
1 балл
-
-Это просто сложности перевода и не каждый образованный переводчик переведёт stik как палка или ищё чего интересного вставит потому что он переводчик, а не сварщик и только сварщик допетрит что палка это электрод. У меня есть пример пока учился столкнулся с такой фразой fillet welding что переводилось как филе сварки любым переводчиком с профельным образованием и никто не видел связи между сваркой и филле и как то случайно я забил в переводчик fillet weld что перевелось как. "угловой шов". -Не знаю как на этом, но варил алюминий на merkle mobi mig 180 проволока отлично подавалась и проблем с замятием не было главное тефлон в плотную к роликам подогнать. А пробовал на одном китайском 4-х роликовом и так не смог настроить подачу видиму потому что там все шестерни люфтили по жёсткому. Я не защищаю просто это все мелочи. Например инструкции хорошие я встречал только у ewm, остальне долько в интернете можно было найти esab lorch у меркле была в комплекте на русском, но она там вообще не очём.1 балл
-
Знакомая проблемка.. тем более смартфон для меня- постоянный рабочий инструмент, и комп и фотоаппарат и связь. Чехол плотный и продувка сжатым воздухом, ничего другого пока не придумал.1 балл
-
завернуть в пакет1 балл
-
Вот и я писал Константину, что необходимо обозначить класс оборудования. У друга всё было нормально... В одной теме К.К. было написано, что аппарат лучше работает с проволокой ф1мм- подтверждаю. Инструкция есть тут- http://www.aurora-online.ru/files/SPEEDWAY%20175.pdf1 балл
-
@Шурпет, Я сам вроде как любитель, ибо нигде сварке не обучался, самоучка, поэтому и критику мою прошу воспринимать с долей иронии... То что на снимках ваших не есть предел возможностей аппарата, как мне кажется вы зря выкрутили в край индуктивность, и, возможно, немного мало газа - уж очень швы "рыхлые" на вид, имхо. У меня такое случается, когда лень нормально зачистить ржу, а у вас вроде все чистенькое и такой результат...1 балл
-
Сделал ручку на свой новый аппарат,а то на ремешке не очень удобно переносить.
1 балл
-
Просто у Вас никогда не было качественной "прищепки".1 балл
-
Полотенцесушитель ,метр на два.
1 балл
-
Диск с Мазды,треснул по шву,пришлось вырезать старый шов.Сильное подозрение что варили проводкой,фреза забивалась несмотря на смачивание мыльной водой.
1 балл
-
1 балл
-
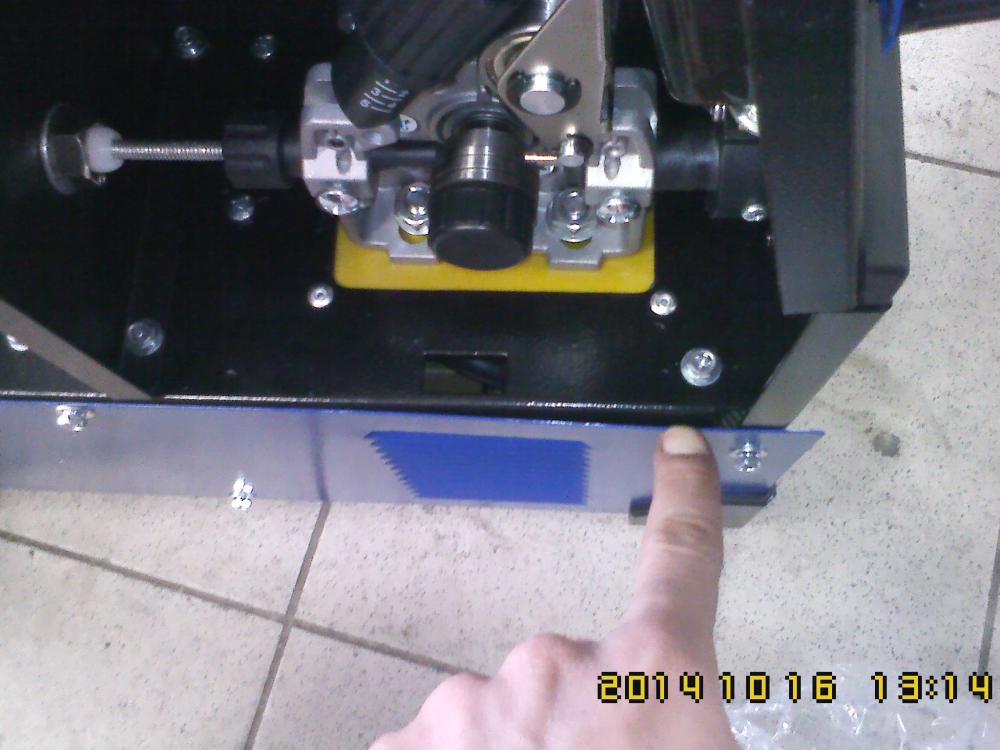
Сегодня аппарат обзавелся новой вилкой. Пришлось отрезать всю заводскую красоту, т.е. длинные обпаяные провода. Шланг на газ был в комплекте - хороший, армированный, силиконовый, и два хомута. Попробовал поварить - все работает. Выкрутил крутилки на максимум и прожег дырку сразу, в пластине 2 мм толщиной. С ходу - не понятно что и куда крутить и как это влияет на процесс сварки. Беглый тест показал, что аппарат плавно отзывается на изменение положения резисторов, будем изучать - как и на что они влияют. А теперь бонус - вчерашний утренний сюрприз Хотя оказалось все не так страшно. Просто отрезал болгаркой оплавленную часть резьбы, куда вкручивается токосъемный наконечник, резьба там длинная оказалась.
1 балл
-
Тогда буду вторым))) Материал АМг5, ток 150 А, присадка 5356, диаметр 2.4, аппарат Гроверс.
1 балл
-
OK буду первым, боковая стенка пду 10мм. Сварка трубных досок. Проволока 1мм газ микс2 сварка в нижнем положении.
1 балл
-
Поставил саб 300 честных Вт ему мало... Но работать стало поприятнее И вывеска на дверях
1 балл
-
Сделал из металлолома для сварочника и 40 литрового баллона тележку для перевозки на ровной поверхности, в гаражах спасает от надрыва спины. Может кому что из этого за идею пригодиться.
1 балл
-
@Георгий 11, не совсем. Руководство, вяленько так, поинтересовалось - а не попробовать ли? Я упёрся и потребовал целевой наряд-допуск за подписью должностного лица, которое будет отвечать за последствия такого ремонта. Сегодня от той машины слышал скрип зубов мотористов...1 балл
-
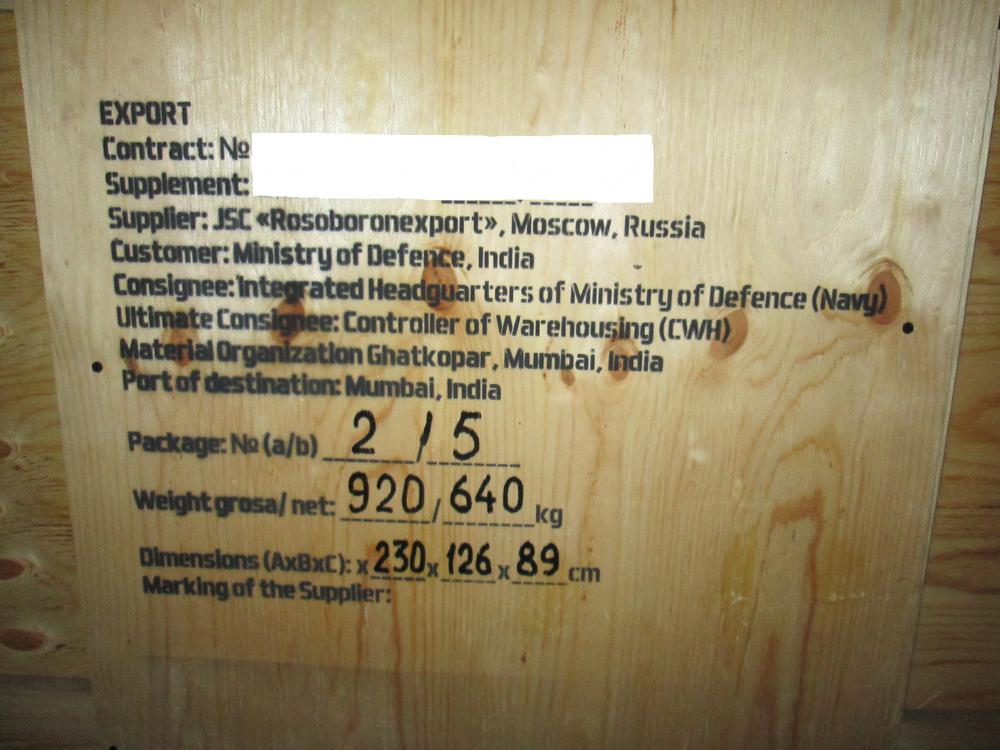
На деревню дедушке...
1 балл
-
По просьбе друзей. Фрагмент северной площадки: Скоро здесь будет "город-сад".
1 балл
-
У меня вот такая работа.
1 балл
-
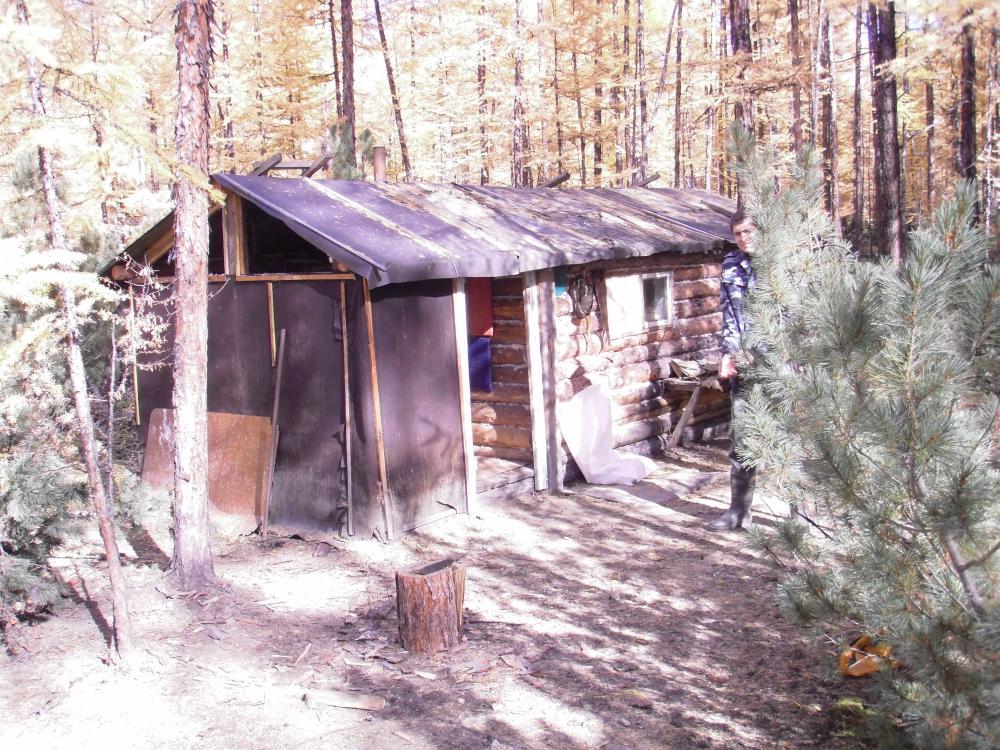
День добрый ,лучшее лекарство для таких случаев считаю это общение с природой и главное подальше и поменьше людей.И самое главное все средства связи в положение выкл.
1 балл
-
В принципе можно, если жить надоело... А если серьезно - не занимайтесь самодеятельностью с горючими газами, себе дороже.1 балл