Лидеры




Популярный контент
Показан контент с высокой репутацией 15.09.2014 в Сообщения
-
Ферментатор 35 куб. из 304 нерж.стали.
 12 баллов
12 баллов -
пол-дня, на большее не хватило
6 баллов
-
Вот изваял на скорую руку подставку для ног, под барную стойку. Держит вес 113кг (заказчик). Требования заказчика: "нужен трэш, угар и содомия". Бар "Такси-блюз", Челябинск (зачётное место))
4 балла
-
Класс!!!)))
4 балла
-
Доделал недавно бочку . http://www.youtube.com/watch?v=-04K9aLDgIk&feature=youtu.be4 балла
-
"Из грязи в стразы": Их там много-о-о... "Подарок чёрного колдконструктора": Продолжение следует... Фотографий сегодня больше не будет, не ждите...
3 балла
-
@metalist, Чтобы нержавейка не стала "ржавейкой" нужно правильно подобрать марку электрода. Смесь наплавленного и основного металлов должна по диаграмме Шеффлера попадать в аустенитную область с содержанием 5% ферритной фазы (Если нержавейка - аустенитная, т. е. 12Х18Н10Т и аналоги). Так же в составе основного металла и присадки очень желательно наличие 1% необия или титана для повышения стойкости к межкристаллитной коррозии. Не знаю как определить выгорание лигатуры при сварке электродом, но при сварке РАДС или полуавтоматом цвет наплавленного металла - розовый (в идеале) или светло-серый (похуже, но тоже сойдёт), но ни в коем случае ни чёрный с копотью.3 балла
-
Ну раз такая песня - вмешивание в металл радиоактивных и гасящих (бор) элементов озадачит контроллера. Но зачем это Вам надо? Ведь за такие проделки есть статья УКРФ - Халатность, с преднамеренных сокрытием бракованного изделия. Шлаковые включения меняют градиент рабочих внутренних напряжений, шлак в шве - первейший брак, замедленного действия, он не позволяет рассчитать прочность, аномально меняя закон текучести металла, фактически Ваше изделие - идет в нарушение ГОСТ, по этой причине (а то у меня дети могут хлора хапнуть если на заводе что то грохнет) и введен обязательный рентгенологический контроль сварных изделий.3 балла
-
Господа сварщики, так как частенько по работе сталкиваюсь с этой проблемой, расскажу по поводу разрядов историю. Система разрядов - пережиток советского прошлого нашей страны, когда к разрядам была привязана зарплата на предприятиях, а учебные заведения все были государственные, то есть требования к выпускникам были одни. Сейчас в трудовой ставят тот разряд по которому предприятие принимает вас на работу (то есть предприятие самостоятельно присваивает разряд, исходя из собственной оценки ваших навыков сварки). Учебное заведение выдаёт корочки, в которых пишет разряд согласно собственным представлениям о навыках выпускника. Так как единой системы больше нет, каждый рисует разряд согласно собственным представлениям. Во многих предприятиях зарплата продолжает быть привязаной к разрядам, а зарплаты остаются маленькими, поэтому там присваивают менее квалифицированным сварщикам более высокие разряды (тупо, чтобы иметь возможность больше людям платить, а они, в свою очередь, не уходили). Частенько сталкиваюсь с ситуацией, когда студенты после ПТУ с 5 разрядом и корочками о победе во всяческих конкурсах просто-напросто ничего из современных материалов и оборудования не видели (соответственно тупо не могут правильно настроить аппарат (это по 5 разряду-то)). Элементарно, когда у человека 5 разряд по ручнику, а ты ставишь его на полуавтомат, он не может его настроить (привык, что на балластнике ничего кроме тока выставлять не надо и теряется при виде большого количества ручек-крутилок), соответственно, ну не будешь же его по 5 разряду на работу брать. Кроме того, существует большая разница в навыках сварки при переходе между различными отраслями промышленности (у трубников свои требования, у газовиков - свои, у судостроителей - свои и т. д.). Поэтому, на данный момент, грамотный работодатель не смотрит на ваш разряд в корочках и трудовой, а просит заварить пробный стык, который оценивает по своим требованиям, и выдаёт заключение о том, по какому разряду примет вас на работу и сколько денег будет платить. P. S. Для аттестации НАКС есть требование по присвоению минимум 4 разряда. Для них подойдёт любой документ, где написан ваш разряд (хоть корочки, хоть трудовая), но обязательно должен быть документ о том, что вы учились на сварщика.3 балла
-
Читать вероятно тоже, но придётся.3 балла
-
Бак 800 литров под саляру. сталь чернуха 4 мм внутри крест для жесткости. сверху пластина для подключения двух насосов и счетчиком на литраж
2 балла
-
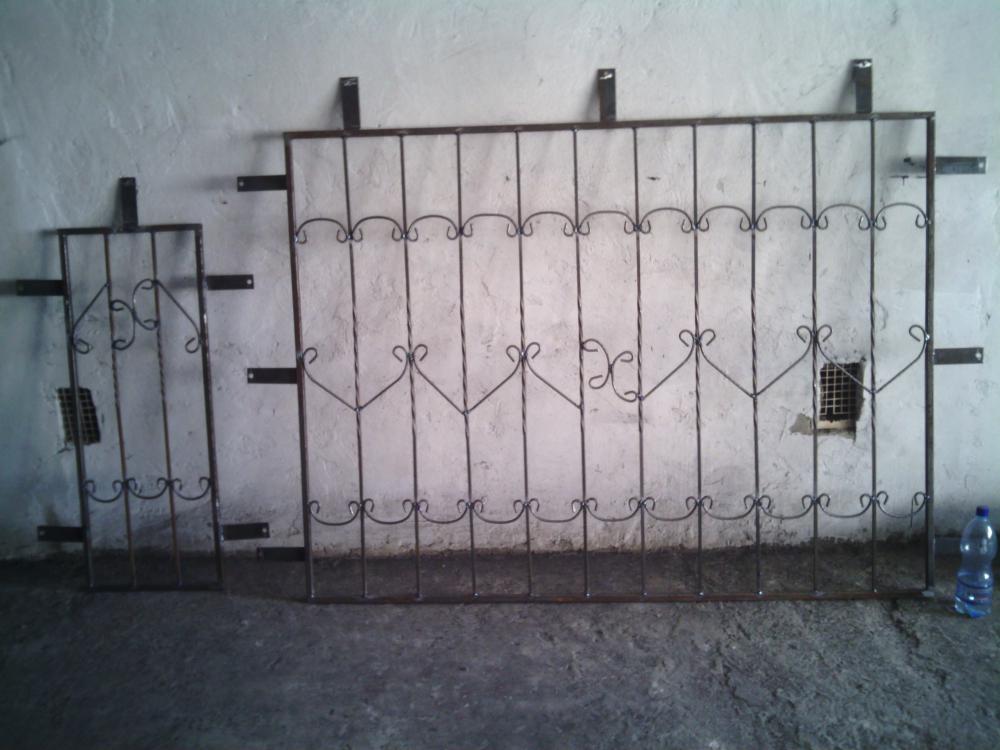
Дорогая штука. "Самовар" дешевле во много раз. По теме: на днях друг звонит, грит, генератор взбесился, надо ему ограничить свободу передвижения. А то за людьми увяжется, не найдёшь потом. Клетку сможешь сделать? Надо - сделаем. Сильно не ругайте, фотал ночью на болгарку: Низ в бетон зальётся, поэтому пола как такового нет, несколько закладных приварил под разными углами.
2 балла
-
@Константин Краев,Будьте так любезны, расширьте немного границы своих требований- обратите внимание на сообщение Круазика и его соседа, вдвоем тестировать- это сильная заявка, да и известность в ближнем зарубежье для вас не лишняя.2 балла
-
Для чего я процитировал " Сварные узлы из сталей разных структурных классов могут также применяться для работы при нормальной, низкой и высокой температурах и для работы в агрессивных средах при высокой температуре"? Вы хотите, чтобы Вас лечили по телефону? К примеру, некоторые ОСТы предполагают сварку одних и тех же Ме разными св. материалами в зависимости от назначения узла. Нужно смотреть документацию вашей отрасли (ГОСТы, ОСТы,РД и др.) Это подразумевает сварку низко- и среднелегированных сталей аустенитом (что частенько и происходит у нас). Брать на себя ответственность, не зная всех нюансов пр-ва и изделия я не могу да и Вам не советую - поговорку Вы знаете...2 балла
-
Осень. Народ готовится к холодам,поступают первые заказы на подогреватели.
2 балла
-
Соблюдайте тишину.
2 балла
-
Если вы не материтесь во время сварки-значит вы не следите за сварочной ванной.2 балла
-
Не сомневаюсь, что господа сварщики обладают здоровым чувством юмора и умением смеяться над собой. И если кто-то признает авторство какого-либо "шедевра", просьба не обижаться, а поулыбаться вместе со всеми. Может, ещё кто-то из форумчан также пожелает поделиться подобными перлами, тогда выкладывайте их в виде цитаты, без указания автора. (если цитата с форума) Не смогла пройти мимо нескольких "гениальных" фраз, опубликованных на нашем форуме ))1 балл
-
Всем привет!!! хотел узнать кто в какой маске варит и какая на самом деле лучше? сам я работаю на УМПО в городе уфе начальник купил мне для работы маску за 23 тыс. ""ННВ 12" Cristaline свежий ветер" с микропроцессором и фильтром мне она не понравилась так как в момент загорания дуги она не успевала перестроиться на саму сварку и постоянно слепила меня, довольно тяжёлая около полу килограмма если шов наверху варить просто не возможно, стекло слишком большое в нём видно своё отражение, шва практически не видно, на боку маски расположена крутилка настраивать яркость стекла, с аргона на дуговую постоянно нужно крутить эту хрень, так как маска дорога с ней постоянно нужно обращаться аккуратно http://websvarka.ru/talk/public/style_emoticons/default/mellow.gif тоже большой минус, в конце концов проработав в ней несколько дней я решил вернуть её обратно и был очень рад этому, в своей сто рублёвой маске варю прекрасно ни каких крутилок ни каких проблем сварил снял бросил и её не надо в сейф прятать что бы не спёрли !!!1 балл
-
Стало быть, все хотят "помощнее и посинергетичнее"? А 180-й стоИт в сторонке, и я прям чувствую, как ему обидно...1 балл
-
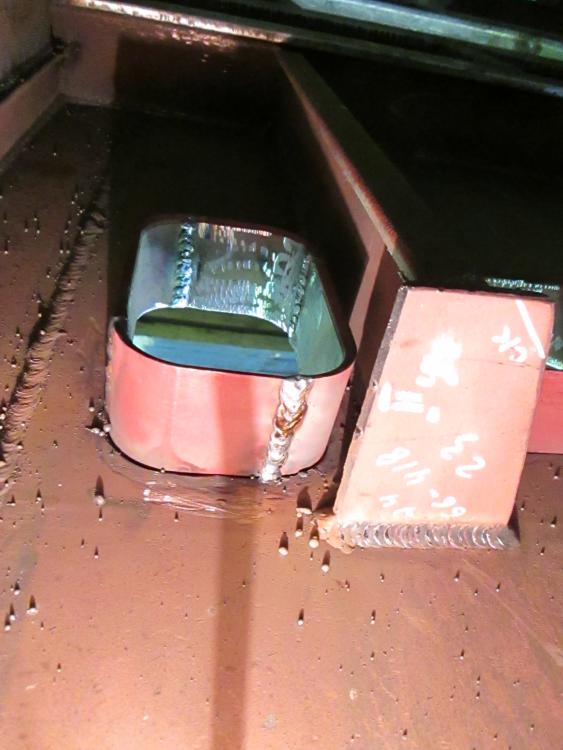
Есть дисциплина - оптимизация производственного процесса по требования экономического звена предприятия. Поэтому даже годами отработанные операции приходится пересматривать по этой причине. Конструктора тоже не стоят на месте, иногда разрабатывая более сложные в плане технологии конструкции, а у начальства денежный оборот рассчитан на 5 лет назад, вот и приходится постоянно выдумывать \ разрабатывать адаптации тех. процесса цветных металлов (точнее чаще красть у европейцев). Иногда стараются делать корневой проход идеальным - почти как на автоматической - там вообще не нужен какой либо вид обработки поверхности, там и идеальное сплавление и общая прочность и геометрия сечения, я так понял что данная тема появилась потому что этого не достигли тем расходным материалом на том оборудовании в короткие сроки, хотя изготовление кондукторной пары и ее юстировка на рез не самый лучший вариант. У американских технологов в почете пилотаж влияния на форму валика через параметризацию работы дуги (SuperSpray, Classic Spray, TipTIG) оно в оконцовке дешевле, а самое главное металлургически стабильней (алюминий любит свои сплошные структуры). Керамические подкладки формирования корня шва - это дополнение к СуперСпрей (по нашему параметризированная отрывисто-пульсирующая дуга переноса капель разных радиусов) с подкладками тыльная часть корня получается идеальной (высшая прочность на разрыв), а может и не тыльная, все по разному пишут, тыльная от верха валика.1 балл
-
А теперь самый главный вопрос: где в России делают силовые транзисторы для инверторов? Может я конечно и не прав, но не слышал, чтоб хоть один из так называемых Российских аппаратов не имел китайских потрохов. Поправьте если я не прав.1 балл
-
. А потом нейтрализовать кислую реакцию нейтрализаторм, после чего желательно защитить консервантом. Иначе сопливого вида на материале не избежать. В случае работы одной травильной пастой некоторые виды нержи сгниют банально.1 балл
-
Сейчас еду от работадателя. Так вот: Достал свои корочки сварщика, и он мне сказал: убери их, дай трудовую и завари образец. Разряд в трудовой это как подтверждение, что вы работали по этому разряду. И трудовой стаж соответственно. Захотите место работы сменить, а вас по 5 не возьмут, если это конечно не завод который не связан со сварочным производством(типа сдесь привари, тут лесенка отвалилась привари и.т.д). Ну и пятый разряд везде разный. Где– то пятый разряд дают если резаком умеешь пользоваться)), а где–то пятый разряд означает, что вы можете варить трубы под просвет(нефть,газ). Я не соответствую своему 4 разряду, если почитать должностные обязанности, а где то в каких–то конторах и по 5р готовы взять.1 балл
-
За вами как раз излишней скромности и не замечено. За ссылку спасибо. Хоть я в автомобильной теме и ноль, но на оборудование приятно посмотреть. Опыт общения с разными агрегатами сварочными не малый за плечами, сразу видно.1 балл
-
@pavel83, Чем развёрнутее отвечаете, согласно заявленным правилам, тем лучше для Вас.1 балл
-
@kuznezs, ничем х20н80 обматывать не нужно. На ручной аргонодуговой он мне больше панча даже нравится. Купить наверно погуглить придётся "нихром х20н80 купить" он вовсе недефицитный. Самое то проволока 1,6 или 2 мм. Чугун/нихром х20н80, рАДС, чугунная муфта столярного фрезера:
1 балл
-
В рекламе Miller Electric была машинка - где автоматический процесс под алюминий вторично на той же каретке подачи обрабатывался твердосплавной фрезой прямо после дуги (за 2 см от нее) на горячую, так они сразу и проходили длинные листовые конструкции, уберая все косяки автоматички фрезерным станком (хотите горизонтальным, хотите вертикального исполнения, идея лишь в том как отъюстировать ось шва, но это дело практики, болгарка с кондуктором как вариант, для этих целей, но это уже ЧПУ линия с частичной автоматизацией, цвет мет любит большие вложения мысли, он не прощает ничего и никому и никогда. Подсмотрел линию обработки дерева, фактически та же длина листа (6.200) те же способы подачи твердого режущего инструмента на деталь, ну и естественно цена оборудования, не в пример металлургическому. По аналогии заводится лист под переделаный в автоматическую полуавтомат, на определенной длине от дуги выставляется фреза под определенным давлением на шов и блокировкой от соскальзывания, на горячую видимо еще учтется и усадка снятого слоя Если потартится на электронщика то можно получить поперечное перемещение детали\горелки выдавая швы с >2 коэффициентом формы поверхности (когда высота 1 а ширина валика *1.99999), оно же при оперативном замещении даст обработку поверхности шва режущим инструментом, 2 операции на одном калибре (возможно что и 1.5 операции)1 балл
-
Нюанс в том, что тем, кто квалифицированно может сделать тесты, как правило, этот аппарат не нужен и не мотивирует на телодвижения. Ну сделает такой человек тесты , выложит в сеть. И будет потом этот аппарат у него валяться, место занимать, или подарит кому-нибудь. Мне кажется другая мотивация нужна. Например редуктор хороший, который человек в последствии будет с удовольствием использовать, или ещё чего. А аппарат назад отошлет, хотя это ещё больший геморрой, по почтам бегать ) Советую с кафедрами сварки в вузах лучше связаться.1 балл
-
Константин Краев, отдайте аппарат пользователю Шкалики. Сплошные плюсы: живёт недалеко от Москвы, сертифицированный специалист, пишет грамотно, пост есть где разместить. Может и мне когда даст нажать кнопочку на хозяйской "Авроре".1 балл
-
@дизель,Если бы Вы свои вопросы подкрепляли фотографиями,народу было бы проще что-либо советовать.И относительно "пережога",и проблем сварки.1 балл
-
Восставший из металлолома=) будет нам уютную атмосферу создавать=) в нашей 6*6 мастерской
1 балл
-
@дмитров, согласен с вами по большей части, но почему Константин хам? У него задача - получить максимально объективный отзыв, сделать рекламу, продвинуть товар в новые регионы. Он просто выполняет поставленные цели компании по расширению рынка сбыта и за форму этого продвижения его компании можно только низко поклониться и высказать уважение. Тут на форуме такие остроязычные язвы порой попадаются, привыкшие работать только с европейскими брендами - лидерами отрасли, да и еще остроязычие подкреплено высоким уровнем профессионализма, а они добровольно хотят им дать на пробу аппарат. Гораздо дешевле и проще - снять ролик самим в профессиональной студии в тепличных условиях и показывать наивным форумчанам. А тут прям какая-то суицидальная самоуверенность, вызывающая по меньшей мере интерес Вы правы, мне лично этот аппарат ценности не представляет, но мой интерес привлечен, а значит задача выполнена! Респект и уважуха маркетологам Авроры1 балл
-
Похвальное начинание... Я так, любитель от безисходности, поэтому раз получил рассылку, то вставлю свои 5 копеек: Довелось поработать AuroraPRO SPEEDWAY 175- действительно, на проволоке 1мм поинтереснее, чем на 0.8, в основном варил профильную трубу... Плата изготовлена хорошо, аккуратно, протяг понравился- алюминий, а не пластик, на разъёмы не поскупились- 31 вроде, а не 25, только из-за резинового наконечника вставлять неудобно- в изолятор упирается, да и кабель 16, на мой взгляд, тонковат для них, корпус добротный, тяжеловат, но внушает, крышку катушечного отсека приходится открывать и закрывать двумя руками- фиксаторы, в крагах не получается- окошки у защёлок маловаты, и откидывается вниз- открытой не оставить, комплектация начального уровня, хотя понравился мягкий рукав горелки ПА, мой TBi- жестче, РАДС горелка- кривовата, с моей лапой неудобен держак РДС- маловат... Прекрасно работает от 170V без нагрузки- у друга на даче даже лампы люминисцентные не стартовали, а он варит и варит! Настройки забавные- синергетика, блин, но когда настроишь- только напряжение под толщину подстраивай, всё остальное делает сам. Не понравилась слишком короткая дуга на РДС- проявилось на тонком металле, иногда приходилось утапливать электрод в ванну, иначе дугу обрывало, но это на любителя, или профи, хотя может и из-за недостатка входного напряжения, РАДС не пробовал... Видел такой-же в Росве Калужской обл.- варили электродом, но, к сожалению, небыло времени остановится, поговорить... Единственное, что сомнительно- так это болтающийся "хвост" для смены полярности ПА- по мне, так лучше поставить ещё гнездо, и использовать перемычку, как на "Контуре", зато в этом варианте исполнения она не потеряется, вопрос один- когда, а рано или поздно изоляция повредится от постоянных перегибов, на сколько сложно его менять- пресс-клещи не у всех есть... Сам не смотрел как подключено к разъёму- аппарат-то друга... А вообще- это всё-таки ПА с функциями РДС и РАДС... ИМХО- своих денег стоит, не зря я его другу присоветывал!1 балл
-
Уважаемые господа страждущие и желающие! Если есть кто-нибудь недалеко от Твери, то будьте так любезны- оставьте заявку на первую модель, приеду и с удовольствием помогу и в настройках и в тестировании и в расходниках и комплектующих.1 балл
-
Решил внести свою лепту в данной теме. Собираем, стыкуем и варим трубу под флюсом снаружи и изнутри. Распускаем трубу на сектора с одновременным снятием фасок под сварку, роботом с плазменной головкой. Дробеструим сектора. Зачищаем кромки под сварку и собираем отводы. Подвариваем. Устанавливаем на сварочный робот. Прицеливаемся по шву. Варим. Швы. Потом зачистка и рентген. Ну и немного изделий. Отводы. Компенсаторы сильфонные. Тройники. Спасибо за внимание.
1 балл
-
Багажник на Honda XR 250 BAJA
1 балл
-
Нерж 1,5мм, Pulse, крышка горловины д16.
1 балл
-
Вот моя качелька. Просьба заказчика, чтоб цепочки были съёмные. В дело пошл хомуты для зажима троса Ф10мм. Токаря под рукой нет, зато есть друг-автослесарь. В его хозяйстве надыбал четыре бэушных опорных ролика для ремня. Плюсом полоса 25Х4 и болтики на 10 и 8. Вот и получился бюджетный подшипниковый узел.
1 балл
-
У нас сейчас в тренде - лодки! На этой неделе аж 5 штук привезли. На одной выправляли нос, на другой поднимали транец. Титановый теплообменник.
1 балл
-
сегодня бочка от мана
1 балл
-
Проба: да, удобно. спасибо. хотя сообщение получается длинным, и много фото не добавишь, сообщение займет целую страницу. а это принципиально вставлять фото через расширительную систему?
1 балл
-
Довёл до ума свой миникран и испытал, на короткой стреле можно поднять смело 500кг. на наполовину выдвинутой - 450кг. на максимальной 1600мм. - 200кг. смело. Да,трубостойку не согнуло, она отыграла. Подробности на видео. http://www.youtube.com/watch?v=1lmMy6PWkpA&feature=youtu.be
1 балл
-
Вот по этому адресу смотрел, http://karagandaobl.satu.kz/p1861059-uglovaya-silovaya-strubtsina.html , желание купить сразу пропало, зато появилось желание сделать. Результатом доволен, получилось раз в 150 дешевле покупных.
1 балл
-
Наверное многим и такое приходилось слышать. - Я тоже сварщик, и корочки у меня есть, только вертикал варить не умею...1 балл
-
Коллега по работе, сварщик дипломированный в отличии от меня - "вертикал надо варить с отрывом, так катет красивше получается"1 балл
-
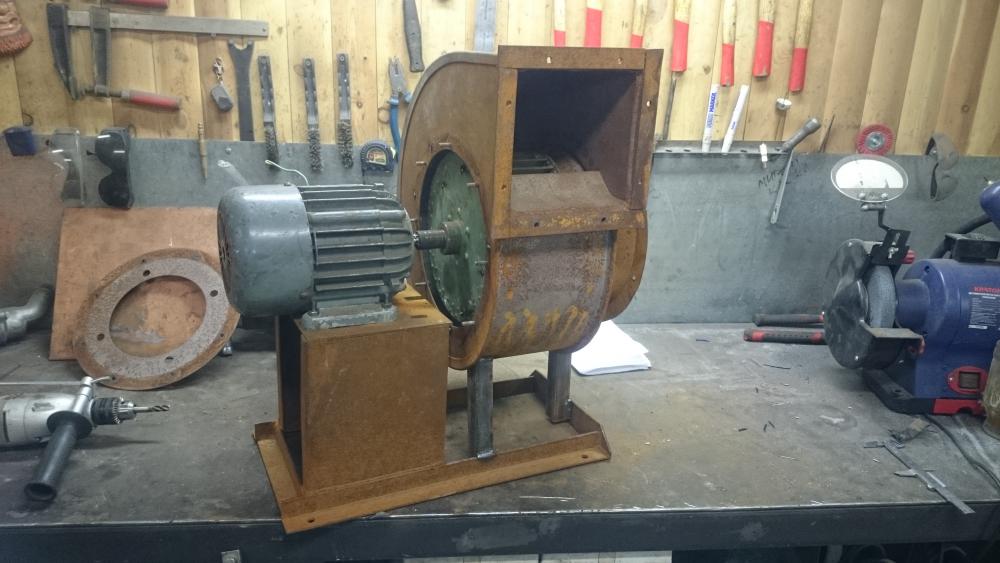
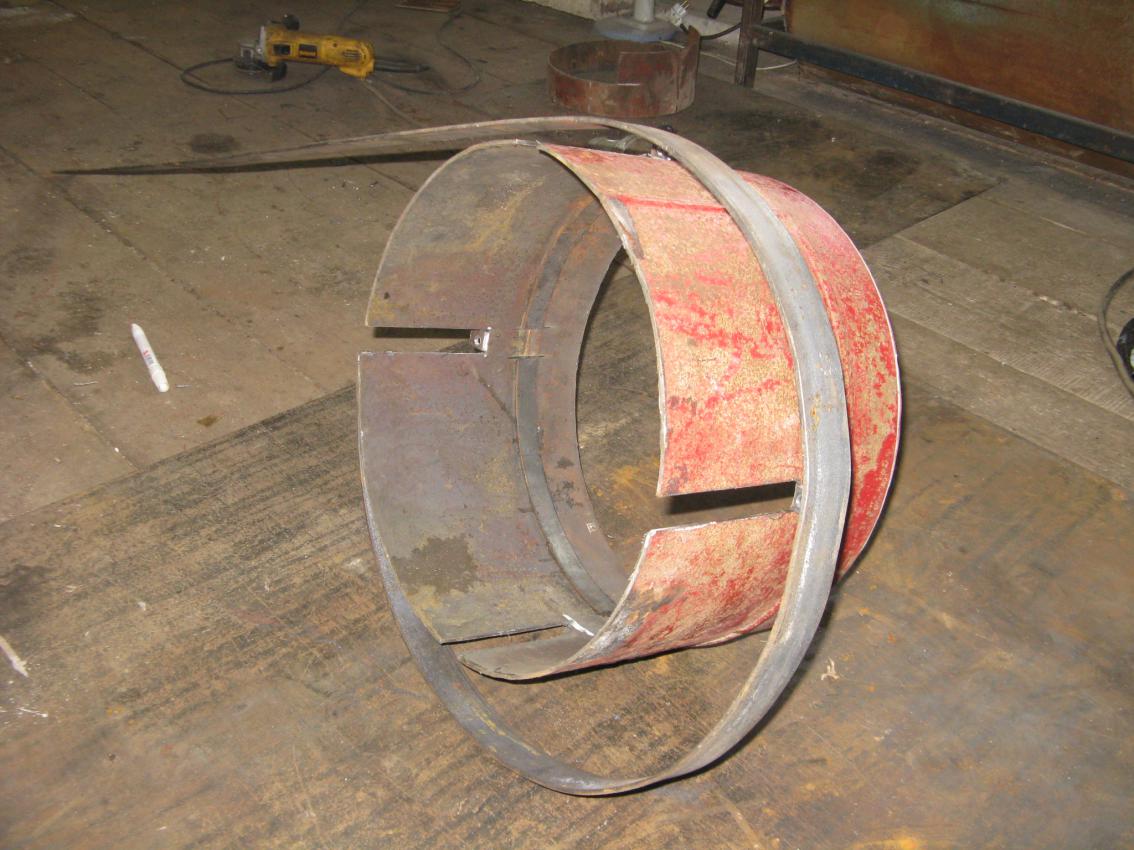
Потихоньку, благодаря морозам - двигаю работу по вытяжке. Сварил кожух для вытяжного вентилятора, и решетку перед ним. Вырезал квадрат, из 3 мм металла для крепления на стену. Металл купил, 1.2 мм толщиной. Два листа. Внутри короб будет на всю длину гаража. До этого кстати, вставил окно. Это очень радостное событие ! Мечтал, чтобы было окно, и в мастерской было естественное освещение.
1 балл
-
, вы это серьёзно или издеваетесь над "молодым,но подающем надежды" Скульптуром? Если второе,то лучше перестаньте.1 балл
-
Вонючий и вредный - разные вещи. Самые коварные это хлориды и фториды их много сыпят в обмазку для электродов с солевым покрытием типа ОЗА-1, ОЗА-2 и им подобным. Пары тяжёлых металов тоже накапливаются в организме - это бомба замедленного действия. Например марганца. Отвод газов от сварочной ванны нужная вещь, в первую очередь сварщику.1 балл