Лидеры




Популярный контент
Показан контент с высокой репутацией 18.06.2014 во всех областях
-
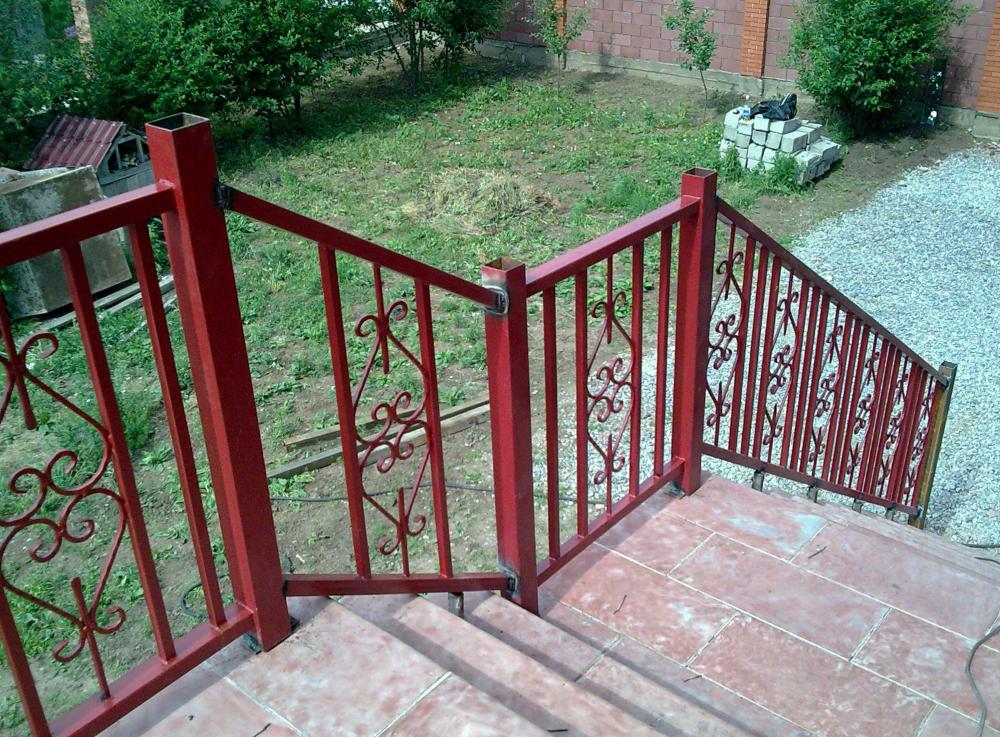
Всем добра. Сколько мог - упирался, но начальство победило) Съездили, поставили перила. А то, "клиэнт" говорит, высоковато падать, если придётся))) На закладных сильно внимание не акцентируйте, все будет шлифоваться-доводиться. А это - собакен с соседнего участка. Смотрел очень внимательно и изредка гавкал, типа : "Уровня нет! На себя!")))
 15 баллов
15 баллов -
9 баллов
-
Всем привет!) Вот на днях такими делами занимался с напарником (друг-слесарь), за 3 дня управились))) Ну и проблем нам стенка то доствила, толщина 1000мм, внутри советский кирпич обожженный, строение старое, трогать особо и нельзя было, и снаружи кирпич свежий положен, добавил толщину вообщемм. Отверстия делали день, а сварка, резка и сборка, особых проблем и небыло))) Ребята со строяка по 24 и 23 года, жутко гордые))))Хоть начальство доверять стало, объекты дают и покоя без лишнего присутствия!
7 баллов
-
Здраствуйте Уважаемые коллеги -жители нашего форума. Многие из нас нашли здесь не только много полезных материалов и советов,но и новых друзей ,знакомых! Так вот хочу внести предложение-А несобраться ли нам в тесной реальной компании? Т.е организовать-ли нам СВАРЩИКАМ официальный слет для обмена опытом, для общения ну и просто чисто отдохнуть? нигде я невстречал слетов где бы собирались сварщики со всей страны! Кто что думает по этому поводу?6 баллов
-
День прошел плодотворно: обварил собранную ось прицепа завтра остается чуть почистить и покрасить, собрал и обварил квадрат на следующую а вот и она, работа на завтра
5 баллов
-
Доброго времени суток, джентльмены Звать Михаилом, город Воронеж. Сварщиком заделался на этих выходных, решил беседку сварить или по узбекски "тапчан" (https://www.google.ru/search?q=%D1%82%D0%B0%D0%BF%D1%87%D0%B0%D0%BD&newwindow=1&espv=2&source=lnms&sa=X&ei=V7igU-y_Aqa8ygONkYHICQ&ved=0CAsQ_AUoAA&biw=1440&bih=799&dpr=1) Купил кучу металла, сварочный аппарат Ресанта 160, который не выкладывается на все 160 ,как скажет господин morgmail. Скажу -чертовски понравилось, правда все ужасно, швы, подвела моя геометрия, неправильные расчеты. Что-то да получилось, показывать стыдно. Курим форум, народ мне понравился, доброжелателен. Основная профессия - сервисный инженер по ремонту КМА(принтеры, копиры, заправка картриджей). Буду рад помочь советом. Вообщем приятно познакомится. :Р5 баллов
-
8 июня атомная подлодка ВМФ России спасла катер от шторма в Белом море, прикрывая его своим бортом.
3 балла
-
Отмечусь...
3 балла
-
тренажер состоит из двух частей ,из стоик и скамьи . Скамья сделана так чтобы можно было регулировать наклон спинки и поджопника,это сделано для того чтобы подобрать для себя максимально удобный вариант. стойки и скамья сделаны из проф-трубы 40\40 толщина 2мм. также понадобилась проф-труба 30\30 для распорок (в дельнейшем увидите) Материал который потребовался проф-труба 40\40 толщина 2мм длина 7 метров, проф-труба 30\30 3 метра, полоса металла (шанка) ширина 40 мм (это для того чтобы сделать крючки под штангу . так же 35 уголок 30-50 см достаточно даже. также угалок 32 для спинки и поджопника . И так начнем со стоик , переходим к скамье и продолжения затем приступаем к выполнению . Да к стате, чертеж я взял с интернета , я лишь сделал по этому чертежу и я не являюсь автором и создателем этого тренажера я лишь взял чертеж и стал его делать для себя . вот уже готовый вариант а Кого это заинтересовало предлагаю просмотреть данное видео, они состоит из 3 частей, там все подробно и понятно рассказывают http://www.youtube.com/watch?v=_KLZel2L1q4
3 балла
-
Правильный кот.
2 балла
-
@TUGARIN, а почему именно Ресанта? Есть аппараты ЦИКЛОН-ВУДИ-201. Информации более чем достаточно, на этом форуме в том числе.2 балла
-
@afftagen, вспомнил благодаря вам песню "Ты ушла, любви не замечая. Разлюбила, гадина меня. И пусть тебя теперь .... собака злая, А не такое золотце, как я."2 балла
-
@Blade,правильно варить контактной сваркой.2 балла
-
@svarnoi69, ну, тогда так. Детей и домашних животных от монитора убрать.2 балла
-
Прикольно,конечно,смотрится,но глядя на это чудо,невольно вспоминается мультфильм про " Вовочку и тридевятое царство" и персонаж про "двое из ларца - одинаковы с лица ". Шашлык надо с душой готовить.Но это-чисто моё мнение и механизацию я оценил. Сделал себе (?) очередной мангал (сбился со счёта какой) на большую компанию,но и если малым количеством ,то объём можно регулировать.Момент разжигания углей в куче тоже происходит намного быстрее,и расстояние угли-мясо выбирается "на раз".В общем,по-простецки
2 балла
-
2 балла
-
@Helper, вчера доделал "жёсткую сцепку для огурцов", получилось так по подобию фиксатора с вышки туры сделал подобный отверстие для "анкера", на случай сильного ветра. п.с. ... может не пригодится, пока нет листьев конструкция продуваемая, а потом огурцами нагрузится, если только в промежуточный период ... http://yandex.ru/yandsearch/?clid=1921838&text=сетка+шпалерная+огуречная+2м+5м&lr=0 прибыли на пмж
2 балла
-
Бак мерседеса 208д,рекс.Варили мма,нашлаковали,холодная сварка и тд.Переделал ПА,все вырезал,латка и ребро с отверстием под крепление.задувал углекислотой,внизу плескалось пару литров соляры,проверял мел-соляра.
2 балла
-
@krech, смелее. Хороший сварщик-аргонщик на вес золота. Если они приглашают на работу, значит, вы им нужны. Не стесняйтесь себя пиарить. Скромность- первый шаг на пути к неизвестности.2 балла
-
Приветствую всех. За время моей трудовой деятельности пришлось два раза столкнуться с желанием руководства автоматизировать процесс сварки. И более того, руководить вводом в эксплуатацию данного оборудования. Первый раз, была поставлена задача ввести в эксплуатацию установку автоматической сварки днищ самосвалов (составление технического задания и проектно-конструкторские работы были выполнены при предыдущем главном сварщике). Днище самосвала представляет собой конструкцию, состоящую из листа собственно днища и рамы усиления, состоящей из 2 продольных лонжеронов, поперечин и фартука. Установка состояла из сборочного стапеля и двух сварочных стапелей, над которыми двигался портал, на котором были установлены две каретки с головками для полуавтоматической сварки в смеси 80% Ar + 20%CO2). По задумке заказчиков, установка должна была работать в полностью автоматическом режиме, то есть, настроили её и дальше оператор только заготовки подавать должен был. Интерфейс установки был выполнен по принципу обучения системы (то есть, подводишь горелку к точке и запоминаешь это положение, затем установка идёт по точкам). Всвязи с тем, что фирма - проектировщик не учла необходимость корректировки положения горелки относительно стыка в процессе сварки, установка начала выдавать брак. Так как из-за колебания точности сборки в пределах допуска, горелка не приходила в нужную точку. В автоматизированных системах наведение на стык осуществляется в ручную оператором, либо перед сваркой каждого узла (если геометрия изделия - проста и мало точек корректировки), либо в процессе сварки (крутим регулировочный винт), если наблюдение за зоной сварки не затруднено. На данной установке оператор не мог нормально наблюдать за обеими горелками сразу (да и регулировочные винты пришлось бы ставить в зоне движения портала), а ручная корректировка точек перед сваркой каждого изделия занимала около 2 часов, при сварке изделия - 1,5 часа. Так, что даже переход на автоматизированный режим работы не решил проблемы - установка пошла на слом. Во второй раз (на другом месте работы) пришлось внедрять в производство 2 роботов для сварки деталей трубопроводов (отводы сварные секторные и тройники). Подготовку технического задания и проектно-конструкторские работы провели опять без моего участия. Интерфейс робота так – же выполнен по принципу обучения системы. Дополнительное оборудование, которое позволяло бы корректировать положение горелки относительно сварных швов перед сваркой или в процессе сварки заказано не было (да и стоимость только этого дополнительного оборудования + услуги за сложнейшую настройку сопоставима со стоимостью робота). В ходе ввода в эксплуатацию возникла та же проблема – при колебании сборочных размеров изделий в пределах допуска, сварка идёт с браком (шов не попадает в стык). В этом случае, удалось решить проблему переходом от полностью автоматической работы в автоматизированный режим (то есть оператору, вместо того, чтобы просто устанавливать и крепить заготовку пришлось корректировать в ручную положение каждой точки траектории). Этот режим стал возможен только благодаря уменьшению количества точек корректировки (иначе время корректировки могло бы быть много больше времени сварки). Поэтому, хотелось бы обсудить с вами, как со специалистами другие методы решения данной проблемы. Может кто-нибудь сталкивался с подобными проблемами? Кроме того интересно, приходилось ли кому иметь дело с системами автоматического сканирования стыков перед сваркой или в процессе сварки, с автоматической корректировкой положения горелки при сварке?
1 балл
-
Что то у вас не так там. На 90-100 амперах тройкой варю на стройке подобные вещи. И без проблем варится. Только что бы сделать неразъемное прочное соединение, надо варить с двух сторон. Иначе при перекосе прихватка и хорошая ломается. Не знаю что за электроды у вас, но от двойки ( рутил) много шлака по сравнению с металлом стержня. Отсюда зашлаковка сильная. Как по мне, тройкой удобнее. Но с точки зрения правильности, лучше контактная сварка. Потому как в вашем случае сваренные таким способом стержни, в виду малой толщины, сохраняют свои свойства рабочие от прихватки до прихватки. Но это заботы не ваши. Попробуйте тройкой, из нее в еденицу времени больше металла выделяется. Прихватка будет крепче и получаться лучше будет.1 балл
-
термообработка после сварки если толщина более 30 мм.1 балл
-
Или П\А.. А вообще это контактной всегда варилось...1 балл
-
@fmX,ОК461 балл
-
Заказал себе такой http://www.youtube.com/watch?v=zShKee64D1c Воистину, мужики- что дети... Те же машинки, те же ружбайки... Только дороже1 балл
-
Плюсануть как бы кощунственно... но и мимо пройти трудно. Сюжет то не нов сам по себе. Насяльника стойко усвоило изречение Виссарионыча ,про то что незаменимых у нас нет. По тому в желании своем заниматься АнАлизом краев не видит, родни не признает а про не родню так и говорить не о чем. Кто бы ни был тот мастер ( а очень хочется верить что это не вы), надо на зло использовать этот удар для шага вперед. Время для унынья всегда найдется коли очень захочется. А начальник, мелкая душа, что с него взять. Я хоть и не верующий, но принцип что какой мерой меряете, такой и вам будет отмеряно, поддерживаю всецело. Весна покажет кто где присаживался по нужде. Главное не гнуться под этим ветром, а жить дальше в полный рост!1 балл
-
Сварочный гламур http://cs616619.vk.me/v616619156/159fb/XDXEXp793Wo.jpg1 балл
-
Озадачившись забором пополнил садовый инвентарь:
1 балл
-
это к последней лестнице,поставили ступени чтобы хозяин посмотрел.Посмотрел,остался доволен.
1 балл
-
Пробовал аппарат на минимальных токах, электроды лосиноостровские, 2 мм, МР-3С (прошли ранее отбор из имеющихся в продаже как более-менее, во всяком случае лучше аналогичных Кратона), поджиг нового электрода на холодную нормальный, повторный - если в отрыв, тоже. А вот если длинная пауза, то надо ломать обмазку до стержня. На фото, как это было (завершение обрамления сетки 3х1,5 метра из 5 мм арматуры профтрубой 15х15 стенка 1,5 мм): п.с. при 32 в тени маска Кемппи на солнце перестаёт скрипеть, и четырёх метровый шнур у 125 УШМ Хитачи становится как настоящий резиновый, т.е. не как проволока.
1 балл
-
Хотел выложить когда всё покрашу,но дожди не дают.Ворота и калитка к тем заглушкам
1 балл
-
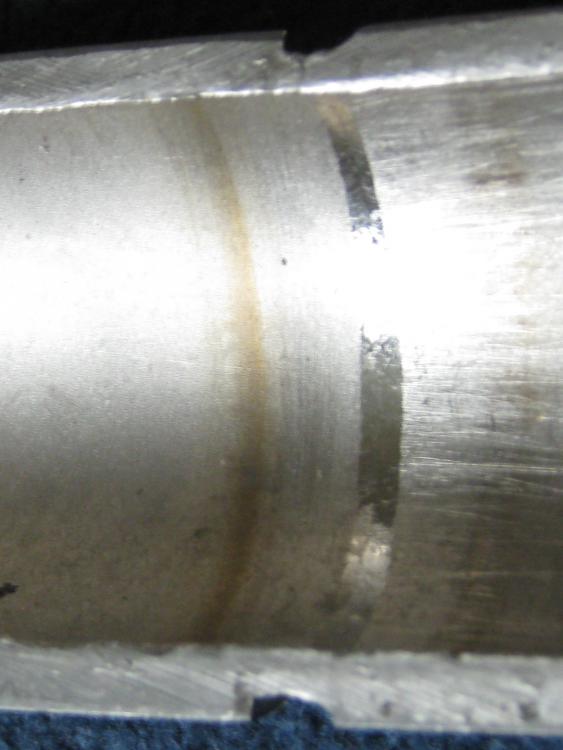
Сплав:
1 балл
-
S-4мм.П/а,Со2,корневой проход,зачистка перед наложением заполнения.
1 балл
-
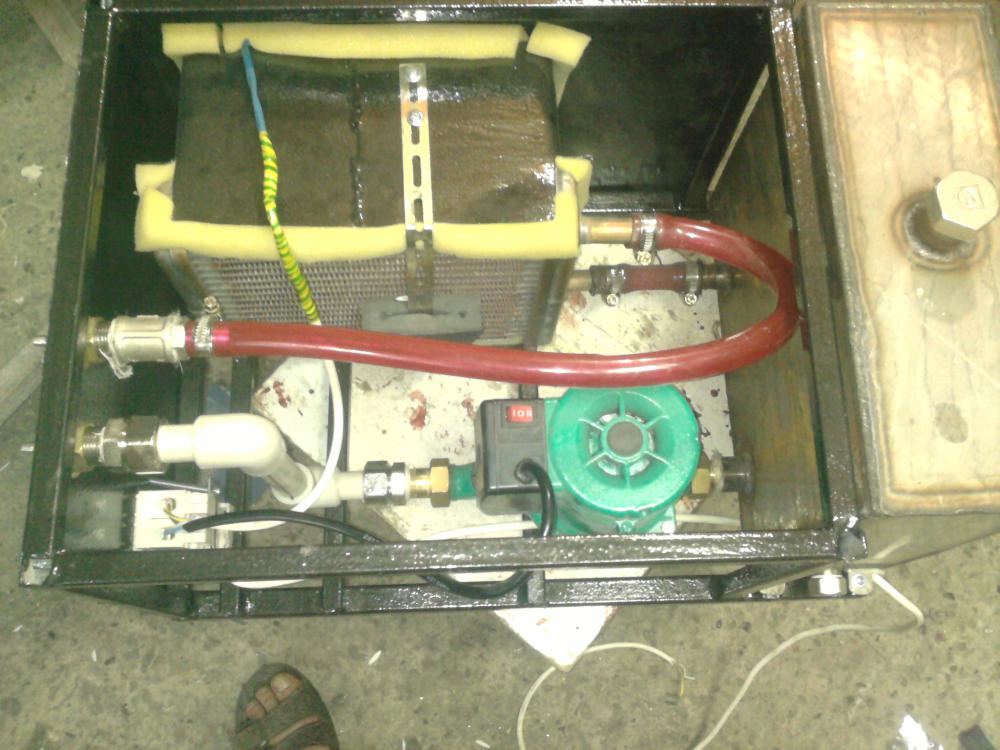
Собрал себе БВО.
1 балл
-
1-полный слив масла. 2-зачистка с разделкой трещины. глубина разделки~3мм.(я обычно зарезаю кругом 2,8(остаются после резки 230й)поставленым на маленькую болгарку . 3-обезжирка/ацетон,растворители 64.. серии или на крайний случай-бензин . от шва-в границах 3-5см метал должен быть чистым/обезжириным. полярность-обратная. пойдут те же *35*е уони. 4-первый проход обратно-поступательными(без поперечных движений-как в трубах корневой)ток-немного выше нормы. второй проход-с хорошим формированием валика шва,на обычном токе,с перекрытием от первого-на 3-4мм на сторону. если при сварке начнет *лезть* масло и *пузырить* шов-не ленитесь зачистить *каку* и опять обезжирить. --------- 08.06 ps. уточнение .Миротворец , я вел речь о наиболее частой причине подтекания масла-трещинам в заводском шве между привариваемой *крышкой* и телом моста. толщина детали 3-4мм.
1 балл