Лидеры




Популярный контент
Показан контент с высокой репутацией 04.12.2013 в Сообщения
-
http://i.piccy.info/i9/07921b0b431ba2e247a4668340ae8915/1386160942/75454/568570/Kopyia_Yzobrazhenye_1076_800.jpghttp://i.piccy.info/a3/2013-12-04-12-42/i9-5541567/706x605-r/i.gif ...надпись на футболке...6 баллов
-
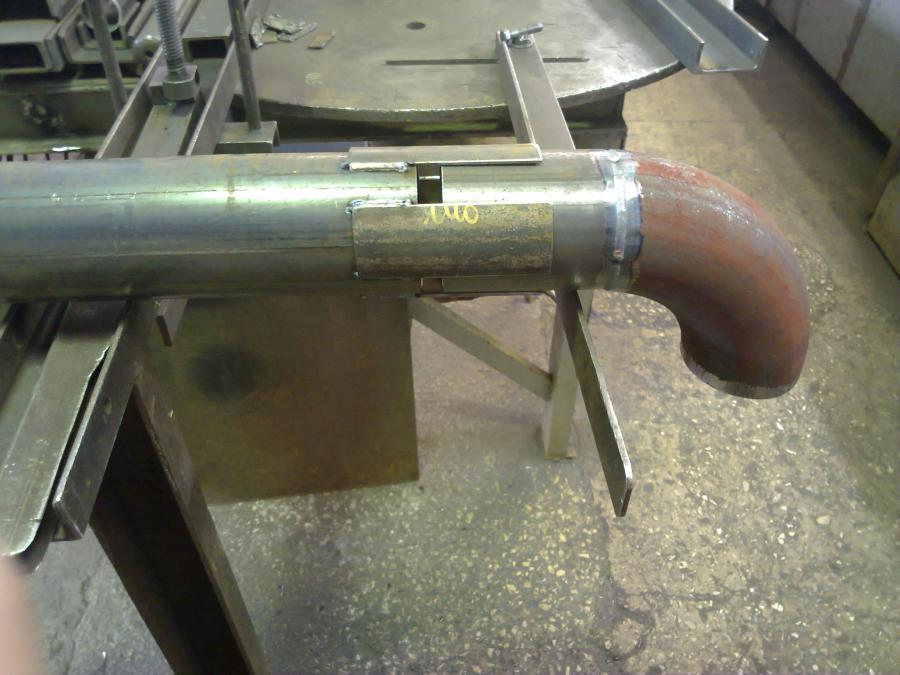
Нередко приходится варить короткую катушку к отводу ( тройнику или переходу ) и момент позиционирования во время сварки доставляет неудобство (я ,видать,до того обленился,что всячески пытаюсь облегчить трудовой процесс). Не долго думая воплотил в жизнь сию приблуду,которая в изготовлении заняла минут 10-15 , а в последующем сэкономила и время, и нервы.Фиксирует довольно-таки уверенно и во время сварки корня и последующей облицовки нареканий не было.
 3 балла
3 балла -
Наконец-то с пацанама-ваще-ребятами подвесили кран на стену и испытали на нагрузку в три туши (более 250 кг). Вот что получилось. https://www.youtube.com/watch?v=EbXh_Bi-nSM В гараже у меня временный беспорядок, т.к. сносилась полка со стены, где кран, припёрли холодильник на "органы" (мне только шкура с него нужна на заплатки).
2 балла
-
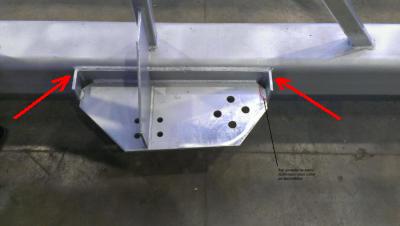
Ваша собака зарыта тут На решётчатой конструкции,сварка ведётся вдоль стержней.А вы поперёк,дополнительно наделали лишних напряжений- что и приводит к трещинам.
2 балла
-
в посте #6 http://websvarka.ru/talk/index.php?showtopic=3445&do=findComment&comment=72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки - эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки....2 балла
-
Приехал мною изготовленный бак, претерпевший еще не одно изменение в днище, но уже установленный и работоспособный... http://i.piccy.info/i9/5aa6022225318acc57fb5b0647a89373/1386090319/112334/568570/DSC09534_800.jpghttp://i.piccy.info/a3/2013-12-03-17-05/i9-5537036/755x566-r/i.gif http://i.piccy.info/i9/53c83ce20d795d44cdc4764b72b44414/1386090225/110912/568570/DSC09536_800.jpghttp://i.piccy.info/a3/2013-12-03-17-05/i9-5537022/755x566-r/i.gif2 балла
-
Моргунов ,царствие небесное!
1 балл
-
А пусть человек хоть одну книжку по сварке прочитает сперва.1 балл
-
@Ferio, Чтобы очень конкретно обо всём рассказать,нужно не много больше данных: 1.Самое слабое место в этом узле, этот внутренний шов- он короткий(очень), 2.Сварка П/а - проволока Св 08Г2С (опять "гадания на кофейной гуще"),метал сварного шва прочнее,чем основной металл (Ст245)-поэтому и рвёт рядом со швом (достаточно небольшого перепада температуры). Порядка сварных швов,походу ваще нет никакого. я не знаю как они собирали этот узел (отдельно или в конструкции "по месту") рассказать можно было б и по больше. Поперёк варить в принципе не надо.
1 балл
-
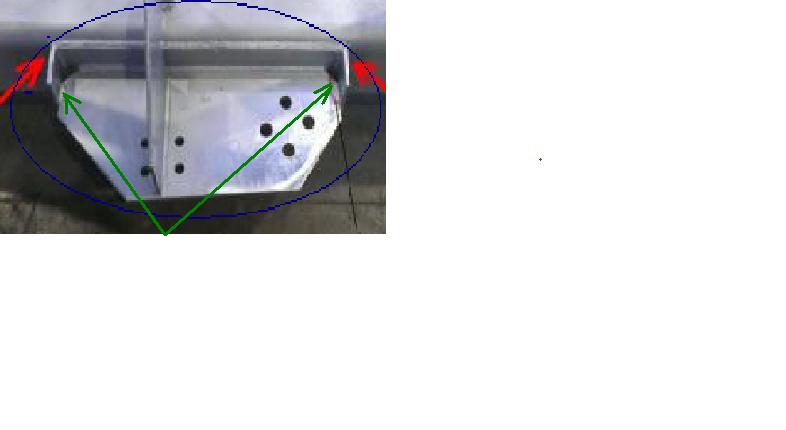
Просто для того чтобы "найти общий язык" надо, для начала, его знать. Например, в данном случае, разрушение происходит в процессе изготовления т.е. ещё до воздействия расчётных нагрузок... При чём здесь милиция? (в смысле катеты) вот смотри 4 длинных угловых шва которые в процессе сварки дают усадку т.е. уже нагружают фасонку и совсем не факт что труба из стали С2451 балл
-
Просто для того чтобы "найти общий язык" надо, для начала, его знать. Например, в данном случае, разрушение происходит в процессе изготовления т.е. ещё до воздействия расчётных нагрузок... При чём здесь милиция? (в смысле катеты)1 балл
-
да вроде узел то простой. раз трещина появляется значит на фасонку действуют растягивающие напряжения и есть их концентратор. думаю стоит попробовать первым варить внутренний шов между фасонкой и ребром усиления на трубе чтобы создать своего рода предварительное нагружение внутрь узла. про перерасчет катетов я уже не говорю т.к. с конструкторами часто трудно найти общий язык.1 балл
-
Естественно, в последнюю очередь. Прихватки здесь тоже ставить не надо. Подозреваю, что надрыв в этом месте появляется сразу после сварки, просто при повторном нагреве трещина развивается и , к тому-же, после цинкования её становится лучше видно.1 балл
-
@Piratwar, чет вы загнули про 500. по России-2900-3900 http://tiu.ru/p29789685-obuv-svarschika-esab.html тырнет http://www.hisltd.co.uk/Esab-Welding-Rigger-Boot.html1 балл
-
до 500 рублей это фиксаторы или сапоги? нет, не золотыми, очень качественная кожа, очень оригинальный покрой, всего-то 2 детали из кожи+ подошва+стальной носок ( и мне кажется стальная пластина в подошве)не забывайте, что я живу в Украине-отсюда и цены такие. и в конце-концов! могу я себе на новый год сделать подарок, черт побери ?! (а-ля Боярский)1 балл
-
Был у нас случай,тоже цинковали изделия из труб в белгороде,снабженцы нашли в г.шахты завод по цинкованию,намного дешевле,повезли туда.по приезду обратно изделия испытали на герметичность и тоже на некоторых обнаружились утечки,рвало трубу по основному металлу.в общем толком выяснить не удалось в чем причина,стали возить опять в белгород и проблема исчезла.я думаю что все дело в скорости опускания,вам нужно найти спеца по цинкованию,думаю он поможет.1 балл
-
Наконец то наступило "ближайшее время" и предоставилась возможность немного пообщаться с аппаратом.Варил "гараж" под него и тележку.В работе аппарат не разочаровал.На настройку параметров ушло минут 5. Когда выпало общаться с "Форсажем",то "нормального шва" добиться потребовалось куда больше времени (в скобках про шов указал специально - нормальные швы тот агрегат так и не выдаёт).Специально снимки швов не делал,потому как и задачи такой не ставил,и работа велась по-партизански -в ущерб основной работе,поэтому представляю результаты настроек - когда уже было что то похожее на шов.Тележка пока полуфабрикат,но основной принцип воплощён и конечный результат опубликую. Смесь, ф.0,8 мм, 18,5 В, 7,1м/мин
1 балл
-
Обратите внимание на очередность наложения швов - это единственное что приходит в голову.1 балл
-
@Sveta, Почему бы сразу так и не написать, мол учусь, нужна помощь, вопрос такой то? Думаю, народ здесь конечно суровый, но подсказать сможет. Собсно, что гуглится в первые минуты поиска Кроме рассмотренных сварочных преобразователей и агрегатов отечественная промышленность -выпускает универсальные сварочные генераторы ГД-304, ГД-502 и ГСУМ-400, которые имеют как падающую, так и жесткую внешнюю характеристику. Принцип действия, электрическая схема, конструкция магнитной системы и размещение обмоток возбуждения у генераторов ГД-304, ГД-502 и ГСУМ-400 такие же, как у генератора ГСО-500. Отличительная их особенность — наличие дополнительной коммутационной аппаратуры для необходимого переключения дополнительной обмотки на размагничивание или подмагничивание при получении соответственно падающих или жестких внешних характеристик. Регулирование сварочного тока и напряжения у рассматриваемых генераторов ступенчатое — переключением секций дополнительных обмоток или секций вторичных обмоток трансформатора (по схеме независимого возбуждения) и плавное — изменением значения переменного резистора в цепи возбуждения в пределах одной ступени. В качестве приводного двигателя для генераторов ГД-304, ГД-502 и ГСУМ-400 применяют трехфазные асинхронные электродвигатели с короткозамкнутым ротором. Возможно применение двигателей внутреннего сгорания с генераторами ГД-304 и ГД-502. Генератор ГСУМ-400 входит в комплект сварочного агрегата АСУМ-400, предназначенного для сварки и резки металлов под водой. Технические характеристики генераторов ГД-304, ГД-502 и агрегата АСУМ-400 приведены в табл.1 балл
-
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то...1 балл
-
Эдуард Хиль Песня о горячем металле http://www.youtube.com/watch?v=wlXTYZUJmL81 балл
-
этим я был
1 балл
-
Генераторы для сварки в среде защитных газов. Преобразователь ПСГ-350 с генератором ГСГ-350. Универсальный преобразователь ПСУ-500.1 балл
-
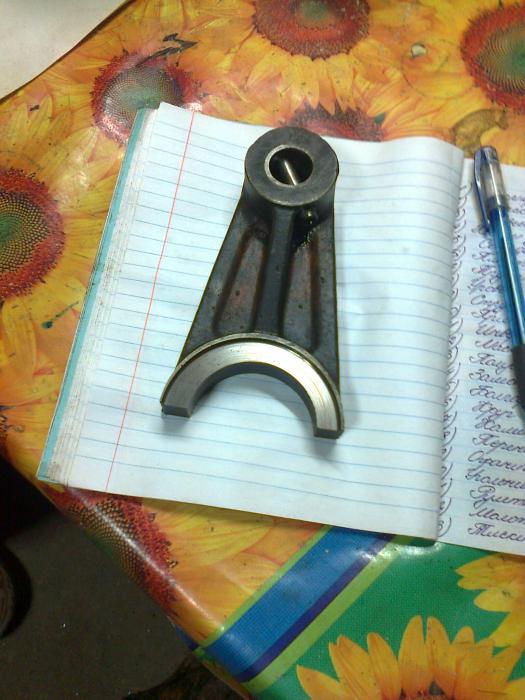
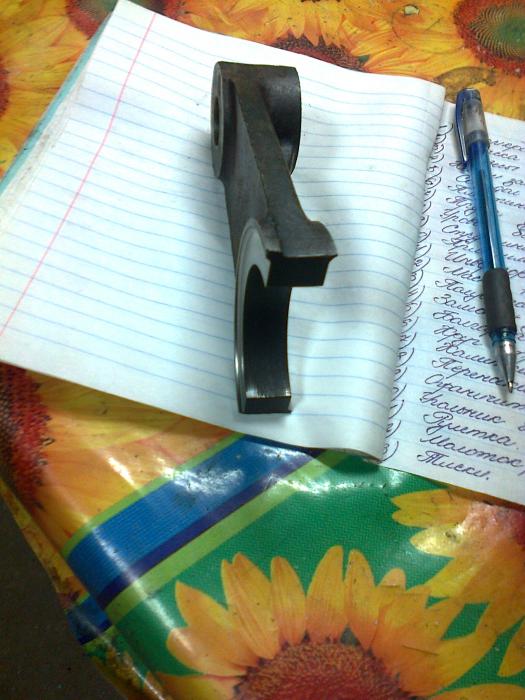
Опять чугун. Наплавка щёк вилки муфты включения фрикционов токарно-винторезного станка 16К20. Было. Предварительный нагрев, наплавка и медленное остывание в песке на печке. Проточка наплавленных поверхностей на специальной оправке в станке 1А616К.
1 балл
-
Прошлой зимой. Лестница в коттедж. Мороз -17 и сквозняк. Удивительно, на улице работать было гораздо приятнее, чем в доме. Пришлось утепляться: трое штанов, охотничьи сапоги, тёплая кофта под курткой, тонкие перчатки и спилковые краи с утеплением. На этом форуме я никого этим не удивлю, но опыта мне это добавило. http://content.foto.mail.ru/mail/white-pride/_myphoto/h-78.jpg А это моя первая сварная конструкция. Ненавистный забор, который я варил ненавистным мне престижем-164. Сцены сварочной эротики. http://content.foto.mail.ru/mail/white-pride/_myphoto/h-79.jpg1 балл
-
Главная беда п/автомата это его настройка. Научитесь правильно настраивать и сварка будет вам в удовольствие. Я даже не знаю какая сварка может быть легче, хотя вру, конечно же "холодная сварка" -размял и замазал.1 балл
-
К посту 63,
1 балл
-
@alex937,на сколько мне известно, то ферритные швы варятся с перекрытием кромок на 2 мм. Вот Вам и ориентир!))) @alex937,на счёт последнего фото: можно было ещё слой в разделку шмякнуть и потом усиление варить...Было бы эстетичней!)))
1 балл
-
лично для меня,до сих пор труба на воду,газ,(до 4",стенка до 5-6мм)- автогеном проще,легче,быстрее и главное(действительно,как сказал Хелпер) -эстетичнее. PS.AMBIVERT42 , может это сила привычки,стереотип,так сказать-*труба*-рефлекс-*газосварка* -типа *олд скул*1 балл
-
Так наши смежники, сборщики, ставят прихватки! Наконец-то мне доверили варить без какого-то ни было контроля, в один проход катет 8! Просто сказка!))))) Не надо думать чего-то, париться...
1 балл
-
Здоровьем родители не обделили.К тому же работаю с помощником и машина под это дело заточенная у меня сейчас- ИЖ "ОДА" фургон,выгрузка-погрузка баллонов- милое дело!А насчет пассажиров - да ,в принципе люди понимающие,за ограждение прорваться не пытались.Удивила только одна девушка-фифочка, с гордым видом пролезла через ленту и не обращая ровно никакого внимания на мое " Девушка, там дверь закрыта" секунд 20 пыталась открыть дверь в помещение вокзала.А когда мы снапарником уже откровенно ржали , еще выше задрала голову и не спеша , с достоинством ретировалась. И ведь попадется кому-то такая жена!1 балл
-
Надписи всякие сваркой,резкой,на века.
1 балл
-
Пилорист. помниш тебе говорил на тему обрезов??? Вот. МЦ 255. всех калибров випускается (гладких) Ножовку в зубы и ....... Крррасотааа под пуховиком
1 балл
-
TП-82 – трехствольный пистолет с мачете на прикладе TП-82 был предназначен для охоты, выпуска сигнальных ракет и защиты от враждебно настроенных иностранных граждан. Пистолет также снабжен съемным мачете для вырубки кустов. Астронавт Джим Восс рассказывает, что во время обучения срельбе на борту модели космического корабля на Черном море, в качестве мишеней было использовано невероятное число бутылок из-под водки. К 2007 году боеприпасы для этого исключительно редкого огнестрельного оружия стало невозможно найти. Для любой другой космической программы, это, вероятно, означало конец применению оружия в космосе. Но русских это не испугало: теперь космонавты посещают Международную космическую станцию с обычным полуавтоматом. «Участие России означает, что на борту МКС есть оружие, – пишет Орберг. – И пушки принадлежат русским». http://s00.yaplakal.com/pics/pics_original/7/7/7/2477777.jpg1 балл
-
@СварщикРучник, а я все самобухи на садах испытывал..в тиски зажимал с усилием как будет держать рука и на стене-листвяк брус с фанерой рассматривал дыру и прикидывал чё будет с живой боевой единицей тож одна бухалка вылетела с тисов и рукоять коланула в куски понял что приклад нужно мастерить но я же маньяк...а значит по человечьи приклада не изобрету и изобрёл топор вместо приклада))) само топорище где железо вместо упора))) жахнул...перевернул..добил)))1 балл
-
Выдали новую робу, с толстого материала. У старых работников что то на подобии с ранних выдачь имеется, вроде не плохо сохранившееся. Логотип, не изготовителя, а работодателя. Одёжу заказали по ходу просто на какой то местной фирме. Тут детали. Тут состав ткани, 35% хлопка, и чего то ещё.
1 балл
-
Смонтировал ограждение,как и обещал,взял хороший фотик и предоставляю вашему обозрению
1 балл
-
Ха, и телка то вроде усатая1 балл
-
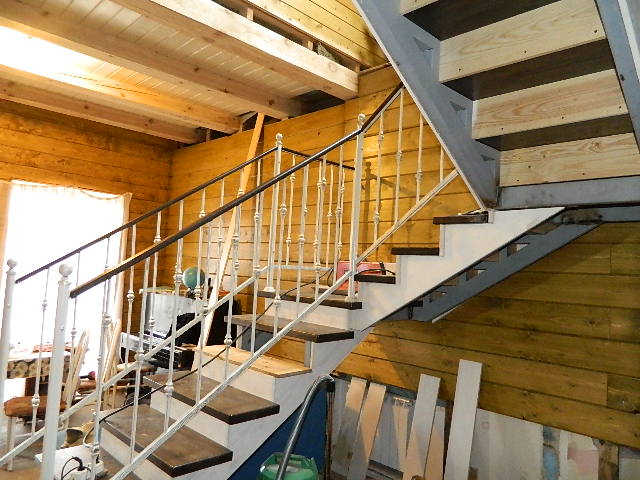
Первый раз сварил лестницу. Сам сварил- сам поставил, под чутким руководством старших товарищей.
1 балл
-
Возьми проволоку 2 мм. , один конец к массе а другой замкни на держаке , чтоб проволока нагрелась до алого цвета и дай остыть, только не перегрей, потом намотай эту проволоку на зачищенный конец сварочного кабеля - виток к витку и плющишь проволоку , потом аккуратно прихватываешь к трезубцу и все, ну можешь еще намотать сверху не много асбестовой нитки и зачехлить куском шланга как удобно.1 балл
-
кусок войлоко вырезается по размер подошвы валенка и пришевается или приклеивается к подошве и так пару слоев войлока, между слоями обычно резина, многие ставят стельки войлочные в валенки но это не то. Так и валенки на дальше хватает, подошва не так стирается только подшитая её часть. И теплее намного.1 балл
-
Просто в аппарате как бы два инвертора.Первый создает постоянный сварочный ток,второй его раскачивает и делает переменку для сварки алюминия.Оба блока имеют массивные радиаторы,из за этого и крупнее асдс аппарат.С увеличением мощности увеличиваются и размеры аппарата(крупнее радиаторы и вентиляторы,больше силовых деталей)1 балл
-
Да в Свармастере,Вот швы попробовал,как бы восможности.Тоньше алюминий не нашел.
1 балл
-
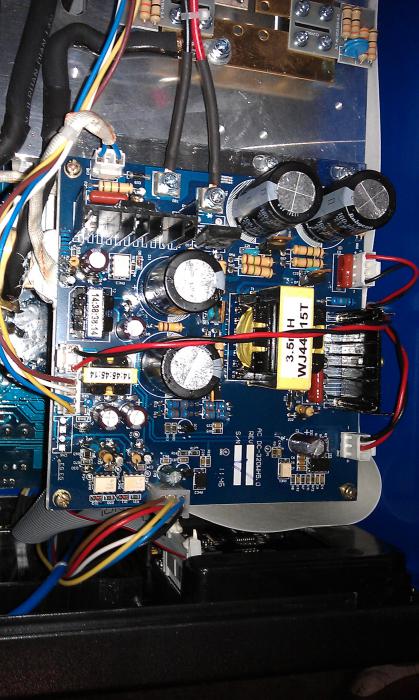
Там внутри между плат стоит радиатор размером 30х30 см,к которому прикреплено все силовое и греющееся.Стоит три вентилятора,один над другим.Хороший блок питания стабилизацией,у нас вечером бывает 180 вольт в сети,вчера пробовал варить,даже не икнул,дугу держит,зажигает,разницы не заметил.
1 балл
-
"Доработанный" "Геркулес".Поставил кнопку на воротник,так же заменил на них все пуговицы.Отрезал хлястики на рукавах и заузил их.
1 балл
-
@Лепило, возьми для заполнения/облицовки ф 3,2мм,потому как 2,6 маловато будет.На корень - ОК,на тонкостенную трубу на облицову тоже - из калибра не выскочишь,а вот на толщину его пускать нерационально.На один проход в среднем "отдавай" 4-5 мм.,исходя из этого толщину 8мм. вари в 3-и прохода : корень,заполнение,облицовка.Под облицовку оставь -2-3 мм,в результате получишь качественный шов.На облицовке увеличь ток на 5-10 А по отношению к заполнению.Движения лево-право с постоянным продвижением вперёд.Частота колебаний на "и-раз,и-два"(т.е. и - лево,раз - право,примерно так),а шаг продвижения вперёд тоже небольшой,старайся так,чтобы сварочная ванна продвигалась вперёд постоянным объёмом.Немаловажный момент,так называемое "смачивание" стенок.Если металл не разогрет или скорость движения эл-да высока,то можно наблюдать,что расплавленный электродный металл плохо соединяется со стенками шва.Особенно заметно это вначале шва.Дабы этого избежать,следует слегка задерживаться по бокам разделки для прогрева кромок.Ну и ток должен быть оптимальным-подбираем под себя с учётом толщины металла. Если обратишь внимание на этот момент,то сразу просекёшь о чем речь.В результате и шов не будет бугриться,и плавный переход к основному металлу будет,и подрезов избежать получится.Если грамотно сделаешь заполнение,то при облицовке не надо будет наваливать металл,чтобы получилось усиление,а будешь просто спокойно продвигаться вперёд,облицовка сама получится достойной.Хороший шов не любит суеты и хаотичности.Приучи себя к "рисунку" и ритму,и результат не заставит себя ждать.1 балл
-
@axeinfinite,где Вас учили теории РАДС и что значит "шов следует вести только прямо"? Так делать уже нельзя?
1 балл
-
Вся линейка св. аппаратов этой марки хорошая (по крайней мере я еще ни разу не слышал серьезной критики). Вот только 160А для алюминия боюсь маловато будет. Для тонкого и мелкого без проблем. А вот блок, головку варить не получится.1 балл