Лидеры




Популярный контент
Показан контент с высокой репутацией 29.10.2013 во всех областях
-
наделал лестниц,плавно перехожу на ограждения.Первые наброски
 4 балла
4 балла -
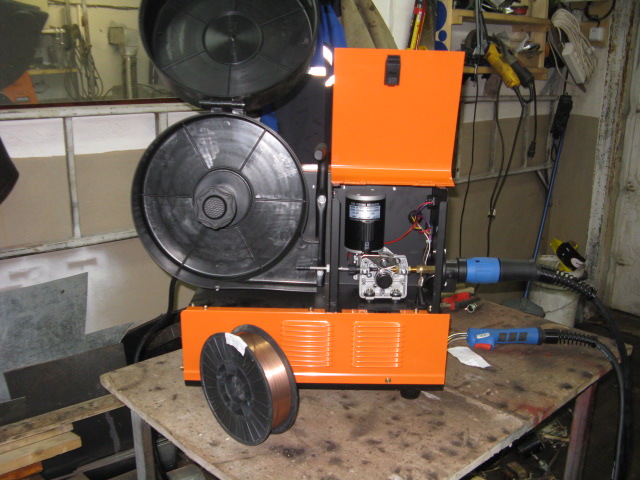
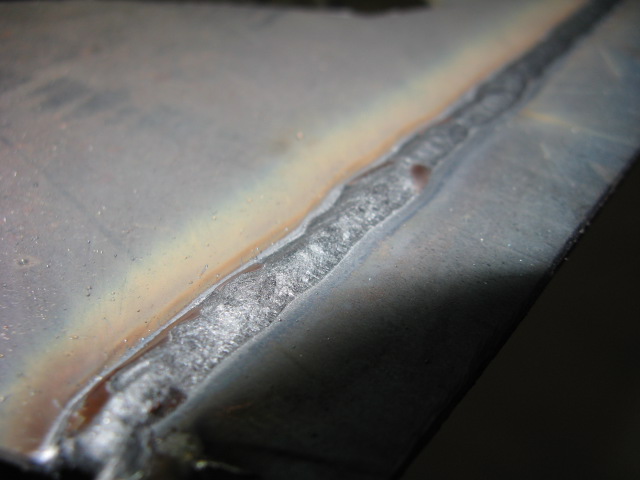
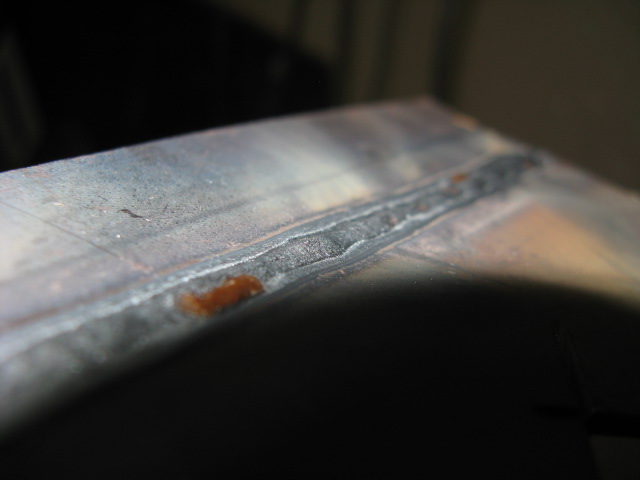
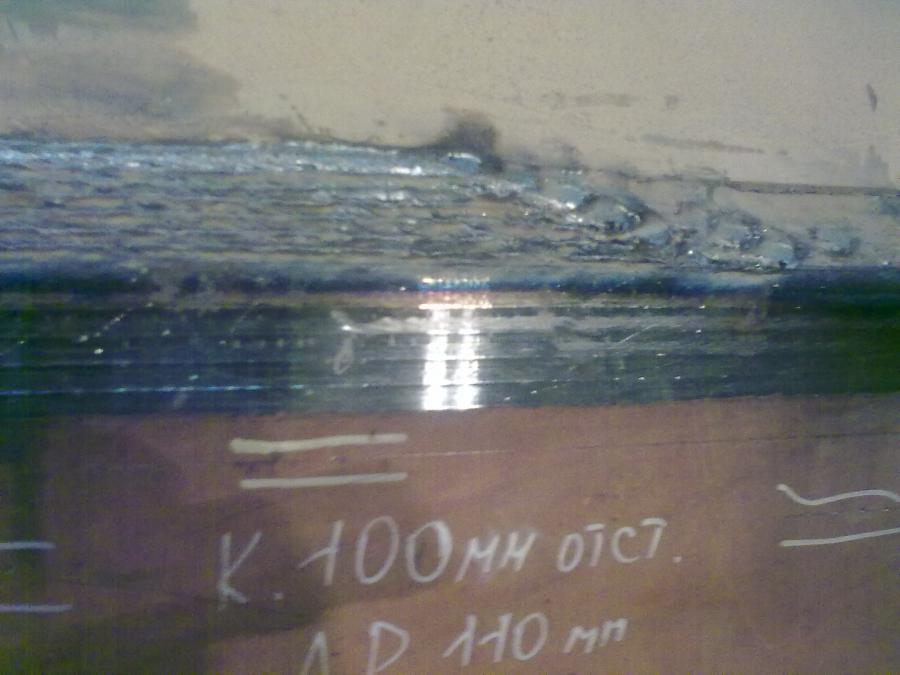
Всем доброго времени суток ! Ну вот и начал я пользоваться своей покупкой. Варил им на разных настройках. Проволкой 1 мм и 0.8мм. Сразу обращаю внимание вас на то что этот аппарат не показывает на индикаторах ни ампереаж ни вольтаж , на холостом ходу. Во время сварки все показывает. Честно признаюсь это было неприятным сюрпризом. Созванивался с сервисной службой, они уверяют что у всех апаратов этой модели так же. Вобщем смирился. Раньше полуавтоматами варил только на работе порошковой проволкой Энершилд диаметром 1,7 мм и 2.0 мм, на полуавтоматах Линкольн Электрик. Сам сварщик по нефте-газовой отрасли. Как варит этот сварог, спешу признать, очень достойно. Качество сварки устраивает полностью. Еще бы не было бы сюрприза с индикацией было бы вообще супер. Единственное что считаю минусом это - вес. С евро катушкой на 15 кг вес всего аппарата очень большой. Это единственный минус. Но с его хорошим показателем ПВ думаю, большой вес это как побочный эфект. Для наглядности варил сварил два куска пластины толщиной 2мм с зазором 1.5 мм. Проволка 1 мм. Провар отличный. Чешуи, пор, несплавлений не наблюдается. На фото и лицевая часть шва и нижняя (где провар). На радостях решил сварить им первую конструкцию, подставку под балон. Иначе страшно за редуктор.
3 балла
-
1. Полуавтомат Циклон ПДИ-181 с горелкой МВ-14 Abicor Benzel 2. Электродник Контур ММА-180i 3. Торцовочная пила Makita 4. Болгарки 125 мм Makita и Metabo 5. Дрели Интерскол на 750 и 350 Вт 6. Сверлильный станок Энкор-Корвет (ход шпинделя 60 мм) 7. Грузоподъёмная таль RATSCHMASTER на 1,5 тонны 1988 года выпуска с корабля 8. Лазерный нивелир Bosch со штативом 9. Гидравлический домкрат на 5 тонн, русский, пацанский, настоящий! 10. Много ещё чего: ключи, отвёртки, паяльники, гидроуровни и тд и тп В мыслях доделать трубогиб, купить подкатной домкрат, торцеватель для труб (заказать или сделать самому, под станок или под дрель ?) сварганить рым-балку.
3 балла
-
@saper24,сталкивался я с такими...Когда в одном супермаркете ливнёвку переделывал.У нас-разные задачи.У меня-быстро сделал и хорошо заработал.У них-прожил день до вечера.Оттого и взаимное несварение случилось.Они мне временную щитовую пытались подключить больше часа!!!Я не вытерпел,пошёл к руководству.То,как могло,защищало своих балбесов. Тогда я пустил в ход козырного туза и заявил,что мне ихняя щитовая вообще нафиг не нужна.Оплатите мне пару часов простоя,я привожу бензогенератор,работаю от него.И чихать мне на ваше электричество.А к моей з\п прошу ещё 700 руб.\час за генератор.Подействовало!Техдиректор вызвал к себе энергетика и,не стесняясь в выражениях,объяснил ему,что,если за 5 мин. не подключит временную щитовую,то с его З\П снимут 1,5 тыр\час за работу от генератора!Директор ещё договорить не успел,а энергетик уже на бегу "шведик" под нужную гайку разводил! "Вот,видишь,Хаим,как надо учить коммэгции!"(С)3 балла
-
Человек с чувством прекрасного.
2 балла
-
Есть экраны значит и толк от них быть должен. А то получается целишься из пушки по стволу, а потом в прицел смотришь куда полетело.2 балла
-
обьявление..требуется грузчик на склад.
2 балла
-
"Жертвенная" обечайка, 19 блоков по 2 метра каждый, толщина 80/100, эл-ды 48Н-13, диаметр 5мм, "заподлицо" (100% УЗК) Мой блок: Блок соседа : В общем УЗК сделали, всё гуд, варим дальше,...как говорится: ту би континиед Кстати, улыбнул меня следующий факт: Варю 13-ый блок, электроды 13-ые, и табельный мой 1313....и год нынче 13-ый .....и годов мне 31
2 балла
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!1 балл
-
там не только и блины вварены и поплавки сейчас мороз стукнет я думаю сами деньги принесут1 балл
-
@Isperyanc,или так. При определённой длине радиаторов диагональная запитка даёт осечку.Часть воды,внизу,под входом,не промешивается и это место становится "мёртвой зоной".При этом,радиатор такой же длины,либо большей,при нижнем подключении работает на "ура".1 балл
-
Асбокартон и асботкань-наше всё! Дополню.Для демонтажа-сабельная пила,чтобы врезки сделать-биметаллические коронки.Из практики.Иногда,бывало,менял стояки,зашитые коробом,обложенным плиткой.Вырезал стояк посередине,через ревизионный лючок,где врезки и водосчётчики.Через соседские (сверху и снизу)санузлы вытаскивал старые трубы,вставлял новые.Врезки делал через ревизионные лючки. Гыыы...Да и вообще,у многих соображалка работает своеобразно...Сначала-забацают дорогущую отделку,потом вызывают сварщиков,чтобы поменять трубы,на которые когда-то положили...1 балл
-
http://img8.joyreactor.cc/pics/post/%D1%81%D1%81%D1%81%D1%80-%D0%9F%D1%80%D0%BE%D0%BF%D0%B0%D0%B3%D0%B0%D0%BD%D0%B4%D0%B0-%D0%BA%D0%BE%D1%81%D0%BC%D0%BE%D1%81-%D0%BA%D0%BE%D1%81%D0%BC%D0%BE%D0%BD%D0%B0%D0%B2%D1%82-884198.jpeg1 балл
-
Правильно поняли.в батарее происходит термосифонная циркуляция за счёт разности плотностей горячей и холодной воды.Горячая вода поднимается вверх и,остывая,опускается вниз.1 балл
-
@Alexsuv781,при наличии опыта можно и вслепую.Но,это не даёт гарантии.Моё мнение-лучше видеть сварочную ванну.Для того можно использовать зеркало,либо трубы соединять через стакан (раструб).Соединение через стакан позволяет отцентровать трубу и не даёт возможности образоваться провису металла внутрь трубы при чрезмерно усердной сварке.Кроме того,сварка через стакан проводится в нижнем,самом удобном положении.Можно просто упереться обмазкой и вести шов почти наугад.Единственный минус-это лишний стык,который выполняется при изготовлении заготовки. Лично я использую все вышеперечисленные методики.Хотя,стаканы недолюбливаю и делаю их,когда это чётко прописано в проекте.В остальных случаях варю загнутым электродом через зеркало.При наличии зазора в 2-3 мм вести шов можно без проблем.При стыковке без зазора можно уйти с оси шва и наделать непроваров.1 балл
-
такой вопрос- мужики, с автогеном то все ясно. Я как то видел- мужик варил электросваркой стояк отопления, электрод загибал. Уже спустя 15 лет, хоть и стажа у меня много, но до сих пор не могу понять как варят электросваркой стояки?))) Когда автогеном варишь- башкой еще можно подлезть. А как же в маске??? Получается варят в "слепую"??1 балл
-
клип приятный)) http://www.youtube.com/watch?v=msmzXBLVJEg1 балл
-
сёдняже день сида доброй памяти чуваку http://www.youtube.com/watch?v=WIXg9KUiy00 ностальгиииия))) вот таким же оленем на мотике катался два лучшых года жизни http://www.youtube.com/watch?v=idhZFp-yR_c1 балл
-
Я написал об этом в какой то теме на форуме. Как оказалось зря. Аппарат с магазина идет с наконечником на 1.0 мм, я же зарядил проволоку 0.8, Поэтому так было. Кстати даже в таком случае, он стартует только невнятно, а потом тоже варит хорошо. Так что дело не в аппарате было.1 балл
-
Темы плодить не хочется, а меня переть от кузовщины начинает не по-детски. Раздела для кузовщиков нет, будем пока общаться здесь Фото нашёл на просторах рунета. Конечно, дикое вмешательство в кузов. Технадзор не поймёт полёта мыслей и фантазии. http://denis2109.users.photofile.ru/photo/denis2109/115440453/xlarge/131449641.jpg http://denis2109.users.photofile.ru/photo/denis2109/115440453/xlarge/131449650.jpg http://denis2109.users.photofile.ru/photo/denis2109/115440453/xlarge/131449529.jpg Я в поиске решений. Некоторые мысли по усилению кузова ВАЗ-2108 и ему подобных без варварского вмешательства. http://www.lada.cc/board/index.php?showtopic=959981 балл
-
@СварщикРучник, я в году так 2002 пил с корешем вискарь 500 у.е. за флакон. И как сказал Слава Ручечник:1 балл
-
Не хотите новую трубу? Мы подождём когда вы прибежите с потопом, и прибегают. Картонки, мокрые тряпки, фанерки, оцинковка и есть специальные гибкие защиты. У профессионалов таких вопросов не возникает.1 балл
-
Стою я как-то в «Шереметьево», встречаю жену из Италии. Самолёт задерживается, судя по объявлениям диктора, уже часа на три. Я тихо зверею… Рядом со мной тоже звереет мужичок интеллигентного вида: очёчки в тонкой оправе, шляпа, кейсик. Подходит он ко мне, весь жмётся и просит посторожить его кейс буквально на пару минут, пока он в туалет сбегает. Я человек по натуре незлобный — согласился. И вот стою. Полчаса, час, полтора… Я уже не озверевший — я бешеный! Наконец подхожу к сержанту транспортной полиции и обрисовываю сложившуюся ситуацию с кейсиком. Он вежливо просит меня пройти с ним в опорный пункт. Приходим, начинается оформление протокола изъятия кейса: всё, как положено: мои паспортные данные, описание ситуации. Наконец дело дошло до составления описи содержимого кейса. Открывают… Мама моя дорогая! Да чтоб я на этом месте сдох! Кейс плотно набит евро в банковских упаковках! Я чуть бороду свою единым глотком не сожрал от понимания того, что я себе не прикарманил! Чувствую себя последним лохом, даже сил ругаться на себя никаких нету! Гляжу, а люди в форме так тихонько скомкали протокольчик и суетливо поглядывают на кейс… Тут их как током ударило, кинулись они к нему и давай себе пачки эти засовывать во все карманы, а я, как дурак стою, слюну глотаю. Но сержант сжалился надо мной и говорит: — Чего стоишь, кормилец ты наш? Себе набирай — мы же тут не звери какие! Кинулся я к кейсу, забыв, как меня зовут, и тоже начал судорожно набирать себе бабки. Набираю, набираю, набираю, набираю… Просыпаюсь — всё одеяло в трусы заправлено.1 балл
-
Обычно во всякого рода коммерческих заведениях после сдачи, нанимают тех.персонал. Обзывают по всякому, от инженеров до рабочих по обслуживанию здания. В их обязанности входит мелкий ремонт всего подряд и куча иных обязанностей. Почти всегда они снабжены инструментом аля наборы продаваемые цыганами. И прочим ширпотребом. Зачастую и руками растущими из тазобедренной области. Отсюда и такие шедевры. Очумелые ручки, типа хозяйке на заметку - шурупы забитые молотком держатся лучше чем гвозди завинченные отверткой!1 балл
-
@Шурпет,это-ещё цветочки...Ягодки я видел только что...К сожалению,фотки выложить не могу(почему,объясню ниже).Попробую словами обрисовать... Позвали меня отделочники,работающие не где-нибудь,а в коммерческом банке.Типа,с перилами проблема,надо аргон и болгарку с полировочными дисками.Приехал и,честно сказать,обалдел...Смонтированы перила,сборные,на клею и винтах.Элементы-никелированная труба.Крепёж и клей расшатались и чья-то умная голова,ничтоже сумняшеся,решила прихватить на сварку.Электродами по нерже...Сказать,что там был ужас-не сказать ничего...Решил сфоткать.Только сделал пару кадров,как за моей спиной выросло два охранника.Отобрали фотик и стёрли всю память,отдали уже при выходе.Досадно...Ну.ладно...Насколько позволял "великий и могучий",объяснил отделочникам и представителю банка,что помочь ничем не могу,тут уже всё добро на г... перевели.Тут надо либо всё это "самоварное золото" менять на натуральную нержу,либо...Меня прервал банковский служащий (явно,с армейским прошлым) и послал одного из "секьюрити" в ближайший автомагазин за парой баллончиков "серебрянки".Поняв,что весь этот шабаш запечатлеть на фотик не смогу,я тихо ретировался.1 балл
-
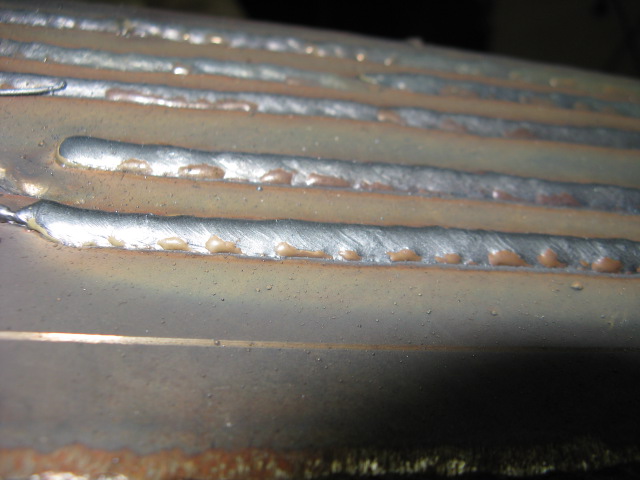
Еще пару фоток швов. Лежит купленной проволка поршковая 0.8 мм жутко хочется попробовать ей поварить, для с равнения с линкольном. Но блин полярность не меняеться, а разбирать - лишиться гарантии. Думаю пока потерплю как будет уверенность что аппарат работает нормально, все таки надо будет сделать смену полярности. Вот фото с трассы. Фотки облицовочных и заполняющих слоев полуавтоматом Линкольн Электрик. Проволка Энершилд порошковая, диаметр 1.7 мм. Ширина шва 20-22 мм высота 1- 2 мм
1 балл
-
Прикольно! Но что-то я уже от нормального пойла отвык совсем. Постоянно же катанку пили... В субботу ночером пил с шурином и тещей вискарь, 1000рэ за бутылку. Он хвалил, а по мне так такая кака, что не приведи Господь ее еще раз пробовать! Вот такие вот дела... Теперь точно завязал надолго!1 балл
-
Попросили сделать мангал,металл был только 1,5,пришлось усиливать каркасом
1 балл
-
Всем привет!Внису и я свою скромную лепту.2 итп в одном помищении черная и нержавеющая труба.
1 балл
-
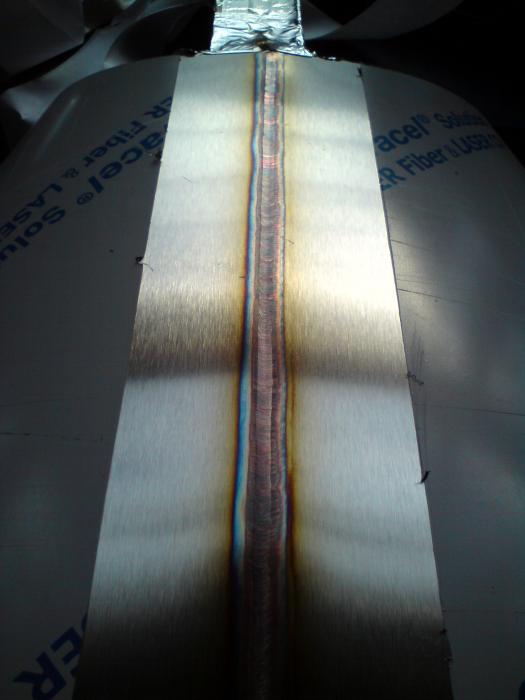
@Рудольф Шнапс, им он просто не нужен, это классные спецы. Я на рАДС почти всегда варю с импульсом, особенно нержу. Этот режим намного больше ошибок прощает чем линейный. Где то даже это разбаловывает сварщика. Ну и сам по себе люблю в настройках аппарата поковыряться. Шов в импульсном режиме, нерж 2 мм, рАДС
1 балл
-
родной армейский. МТО-СДМ ps.там еще один кунг,с кран-балкой. и тройка прицепов..чего интересно-весь ручной эл.инструмент был под 200герц. просто так не сопреш,переделывать надо было..1 балл
-
http://img7.joyreactor.cc/pics/post/%D0%B3%D0%B8%D1%84%D0%BA%D0%B8-%D0%BC%D0%B5%D0%BD%D1%82-%D0%A3%D0%BF%D0%B0%D0%BB-%D0%BA%D0%B0%D1%87%D0%BE%D0%BA-920897.gif По любому орден дадут.1 балл
-
рекомендации по сварке дуплексных нержавеющих сталей.pdf День добрый выдержка из рекомендаций по сварке дуплексной нержавеющей стали:1)Не требует подогрева,в случае если он проводится температура не должна превышать 150гр. Если сварка ведется в несколько проходов температура шва между проходами не должна превышать 150 град. Охлаждение после сварки должно проводится достаточно медленно без воды и обдува воздухом.Хим состав присадочного материала близкому по хим составу основного металла,но спривышением до 9% никеля1 балл
-
*он сказал-вот так ,я умею варить!*
1 балл
-
@Рудольф Шнапс, я никаких восьмёрок не выписываю, максимально размеренные горизонтальные колебательные движения, придерживая по краям для оплавки (подрез недопустим). Всяко пробовал, оказалось чем проще, тем красивше. Кто-то упоминал, что музыкальный мотив мысленно проигрывает, я это только приветствую, чувство такта даёт размеренность, но использование музыкальных плееров недопустимо, дугу нужно не только видеть, но и слышать (в том числе нужно слышать происходящее вокруг для собственной безопасности).1 балл
-
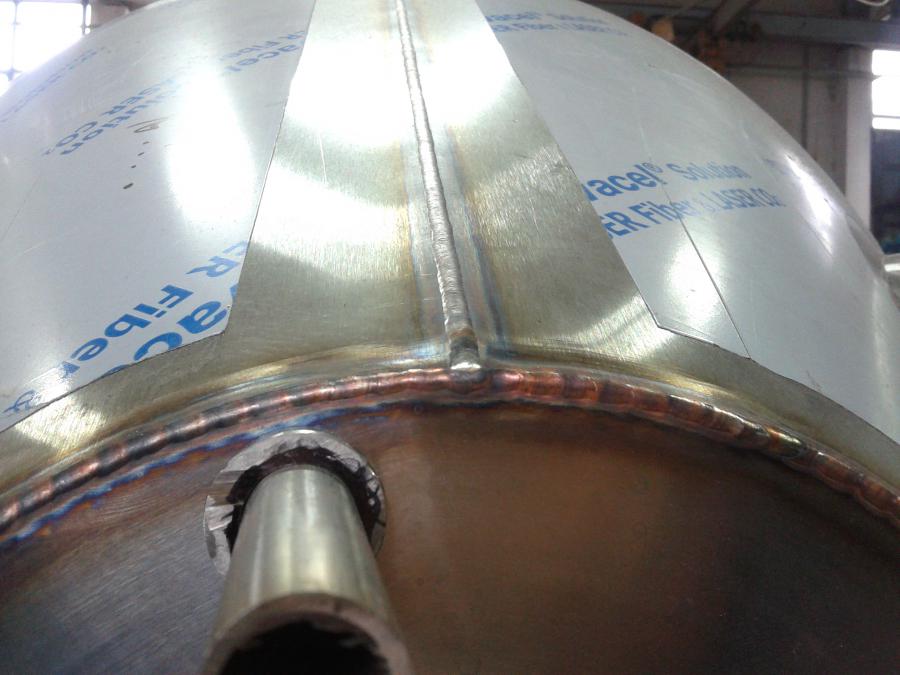
8 лет на трубах и вот снова емкости, правда ведра, в сравнении с прошлым, вот вспоминаю былые молодые годы. Не так как в прошлом, да и зрение уже не так остро, но все же в 40, пока еще без очков глядеть в спичечную головку часами уже тяжелее. Нижнее фото, шов называю рыбья чешуя, мой любимый. Забыл емкость сфоткать, сегодня на нее такой положил шов, минимальный нагрев при таком шве, прямолинейность и красота. На конуса делал камеру из скотча и задувал аргоном, верхние фото, сварку проводил снаружи, 1,5 мм. 1 выстрелом 2 зайцев
1 балл
-
@svarnoi69, @митька51, спасибо, отцы-учителя. Мне ваша поддержка и советы очень важны. Из каждого порога грязи было на четверть оцинкованного ведра! Это было что-то. Из под машины я эти кучки лопатой выгребал! Итоги работы за 13 октября: Было (на фото видна вставка усилителя под домкрат): http://content.foto.mail.ru/mail/white-pride/22/h-52.jpg Стало: http://content.foto.mail.ru/mail/white-pride/22/h-53.jpg А вот и мой трудяга. Сегодня его впервые загнал в тепловую защиту. http://content.foto.mail.ru/mail/white-pride/22/h-54.jpg Спасибо Алексею (tehsvar) и Александру Губерниеву (avaks) за рекомендации по выбору аппарата. Пока нет претензий и нареканий. С каким бы удовольствием я б сейчас поварил штучным электродом... Пока это мечты. А пока только куски холодильника, приваренные к гниловатому кузовному железу.1 балл
-
@svarnoi69, спасибо, учитель. Отчёт о проделанной за 12 октября работе. Коробок от поддомкратника не нашёл. В магазинах на меня смотрели как на дибила, но откуда этим неудачникам понять, что такое переваривать гнилуху заплатками, когда постоянно приходится что-то придумывать, отрубать и снова прилеплять. Вырезал из листового металла 4-ки кусок 10х11 см, отрезал кусок трубы "дюйм с четвертью" и приварил её кольцевым швом. Хотел немного побаловаться электром и потренироваться в приваривании фланца к трубе, но пожелел время и быстро всё заляпал полуавтоматом. Как советовал учитель, я поступать не стал (голубая чёрточка на его картинке), а в наружный стык между усилителем и пластинкой положил гвоздь-сотку и как следует всё залил МЕТАЛЛОМ. На другой стороне пластины, где она упирается в изгиб пола, поступил таким же образом. Обнаружились дыры в полу под левой ногой водителя и выгнил кусок вертикальной стенки под дверью. Причина этого проста: порог сильно забился грязюкой, которая и проела дыру. Дыры приличного размера. Снова по отработанной методике- отрезаю пластину и привариваю сплошным точечным швом. Вспоминая совет Митьки51, ставлю подачу проволоки чутка больше и варю небольшими перекрывающимися точками. При такой настройке сварочных параметров присадочный металл растекается плавно к основному металлу. Шов получается ровный с красивыми чешуйками. По самому порогу выгнул металла на 2/3 длины. Прогрунтовал обратную сторону и вварил. Завтра буду переваривать ответвление лонжерона, идущего от середины днища к поддомкратнику. Снова нету фоток. Т.к. взял фотик без батареек, а на моём телефоне не получится красивая внятная картинка. Между делом лоханул какого-то стрёмного кузовщика, дающего советы по-быстрому заляпать и отдать. Поиздевался я над ним вволю, а на последок показал 5 см сплошного непрерывного нахлёсточного шва по кузовщине. У этого эксплуататора монстроидального трансформаторного полуавтомата отвисла челюсть. Потом показал провар на толстостенной трубе. Этому дибилу пришлось признать свою примитивность и быстренько свалить. Добавление. Срез выполненных работ на 12 октября. http://content.foto.mail.ru/mail/white-pride/22/h-48.jpg http://content.foto.mail.ru/mail/white-pride/22/h-49.jpg http://content.foto.mail.ru/mail/white-pride/22/h-50.jpg Заплатки под левой ногой водителя. http://content.foto.mail.ru/mail/white-pride/22/h-51.jpg1 балл
-
- Тренируйтесь, развивайте мастерство. Тут словами о манипуляциях не поможешь, видите,- трое человек и разные приёмы предложили? Однозначно и не ответишь "как.." - только собственный опыт. Меня касаемо, то варил бы примерно как Reankor 2002.1 балл
-
где? почем? а можно и мне такую?1 балл
-
напряжение на дуге - функция от тока и состава атмосферы, в которой она горит. вывод - при возбуждении дуги высоким напряжением оно упадёт до номинала при падающей вах. если не упадёт (при достаточно мощном источнике и жесткой ВАХ) - ток вырастет до нереальных величин. вообще такое у меня впечатление, что некоторые книги пишут люди, далёкие от понимания своей писанины. не представляю, как можно взять и внезапно увеличить напряжение на дуге да еще так, чтоб ток уменьшился.1 балл
-
хочу обрадовать вас , кто не в курсе , оказывается электроды ESAB ОК 46.00 , покрытие RC - рутилово-целлюлозное , если внимательно присмотреться , то можно увидеть Классификацию электродов ОК 46.00:Э46 / ГОСТ 9467-75; Е 6013 / AWS A5.1; Е 38 0 RС 11 / EN 499; . обратите внимание RС 11 , что означает Е6011 - рутилово-целлюлозное . 6010 - чисто целлюлоза . вот почему они так послушны , при сварке сверху вниз . это мне один умный человек с форума чипмаркер приколол . лично я верю , так как без помощи целлюлозы им такого не сделать .
1 балл