Лидеры




Популярный контент
Показан контент с высокой репутацией 31.07.2013 в Сообщения
-
Только Вам, как представителю Города Первого Салюта Орел, от представителя Города Первого Салюта Белгород, Форсаж-161 или Форсаж-200 по закупочной цене. Если интересно, пишите в личку. P.S. Это единственное предложение, для единственного форумчанина этого форума и прошу остальных по этому предложению не обращаться. Это не рекламная акция, а дань памяти павшим на Курской битве. Спасибо модераторам за понимание. Если сочтете это сообщение непотребным, отвечать не надо, просто удалите с предупреждением. С уважением, представитель Города Первого Салюта.4 балла
-
вьюшка,вварная в трубу,для котла в баню
 4 балла
4 балла -
Дождался от заказчика фото треноги.После опробывания доволен!Поступил заказ на вторую. Тренога для охоты на кабана.
3 балла
-
Продолжение.Начало вот здесь http://websvarka.ru/...1160#entry60511 Доброго времени суток уважаемые профессионалы и начинающие, традиционно выкладываю в "свою" ветку форума достижения, рост в сварочном ремесле. Вашему вниманию будет представлен проектик "лестница". Сразу оговорка, хорошо, что данный проект до рук дошел только в этом году, а не в прошлом как планировалось. Поскольку, умений и понимания процесса сварки в этом году прибавилось (в основном большему уделенному времени сварке), вот так. Итак кратко по технике. Здесь применил все советы (советы которые давали уважаемые профи в данной теме ) по ведению электрода, по угловым соединениям и в особенности по току, скажем так в одну практическую кучу. Также успешно применяется режим "в отрыв", без отрыва немного получается только УОНИ. Увереннее и умереннее получается потолок, хотя много подтеков, но пока цель проварить чтобы держалось, а красота это потом. Ток 90-95 А обратной полярности, при сварке деталей "на коленке" и 100-115 А при сварке к штырям в полу и далее по месту.Электроды Е6013. Извиняйте за качество фото, уработался в тот момент, под рукой был только мобильный телефон. ножки - положено начало изготовления лестницы квадрат-труба наглухо заварена (также подсмотрено из разных ветока данного форума) для более долговечной эксплуатации. заготовки тетивы угол наклона неудобный, но деваться некуда 46-470 . По расчетам ступени шириной 21см, высотой такие -же, в целом оптимально. заготовки по 4 метра, учетом загиба около 3-х метров вот так лестничный марш начинается. А здесь мои яростно ненавистные угловые швы. Товарищи профи, если можно критику, али совет какой, может на ваш взгляд что-то не так или где-то можно было лучше сделать, буду благодарен.
2 балла
-
На днях пришла посылка купил две маски Kemppi Beta 90 абсолютно новые за две маски отдал 2500. Теперь привыкают глаза все тестирую дуга фиолетовым цветом.
2 балла
-
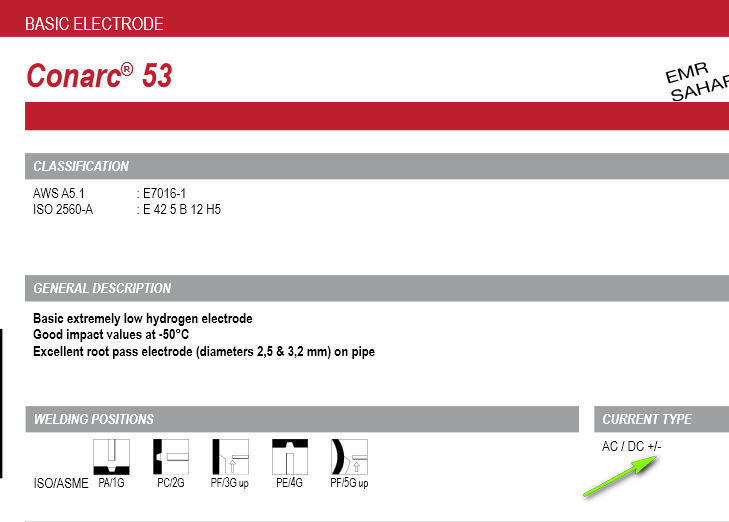
полярность производителем НЕ нормируется. сайт производителя http://content.linco...ONARC53-ENG.pdf
2 балла
-
Уважаемые, разрешите спор я не сварщик, варить не умею, так, поднакакать могу, начальник мой, якобы знает теорию и мнит себя великим сварщиком (даже ресанту купил себе на низкое напряжение и форсажем дуги, суть не в этом) заспорили по поводу уГлового Горизонтального шва 1_ , он пытался научить человека который никогда не варил вести данный шов, так вот - нужно зажигать снизу и наваливать металл и поднимать на торец сопрягаемой детали, я же говорил ему, что лучше и проще, свозить металл сверху вниз, и угол таким образом заполнится лучше2 балла
-
Спасибо. Да уже всё наладилось. Полученных знаний хватит, чтобы выполнить намеченное.2 балла
-
@Шурпет, Virginia №1(Mac Baren) и вообще,делать все надо с чувством.. http://pipeclub.net/Vides/faq/2 балла
-
На 6 амперах на дуге примерно 11 вольт. (10.6 - 11.5) Трансформатор тока на высоковольтной части и датчик Холла в низкой. Более полные измерения пока некогда проводить. Но дуга при этой напруге и токе держится уверенно.2 балла
-
Просто смотрю что много самоучек - думал так будет доходчивее... дороговизна в расходе газа , кислорода, порошка, предварительной дробеструйке, во общем в 50-70 долларов за м2. Вот наша техника... http://www.ua.all.biz/img/ua/catalog/436125.jpeg2 балла
-
Нет ничего секретного, кроме того что мы ее сами придумали, все очень просто (но сложно технически), работал некоторое время в отделе напыления, и это дало идею, ... черный металл дробеструится, потом на него напыляется полоса 10-12 см алюминия, толщиной достаточной для сварки 1.5 - 2 .5 мм (адгезия на отрыв 350-400 кг на пятачок диаметром 2.5 см), потом к напыленной полосе приваривается лист 10-12 мм (переборка), по всем параметрам испытания были пройдены... где то был образец, найду покажу...2 балла
-
Да....работы много. Суть газопорошкового метода....научиться это делать. Нужно постоянно менять разновидность сварочных работ, тогда это будет вашим любимым делом и не превратится в рутинную работу. Это так же как если бы вас постоянно "пичкали" шоколадными конфетами....стошнит.2 балла
-
Зовут Игорь , закончил бурсу сварщик 4р. , слесарь ремонтник промышленного оборудования 4р., после бурсы попал проработал год на военном заводе "Искра" (Боярка), работал испытателем котлов (нас было четверо , переваривали брак после 60 сварщиков) , после попал в институт им Е.О. Патона, где проработал почти 12 лет(че мы там токо не варили за это время, Занимался металлизацией, ), объездил пол бывшего союза и всю Украину, ремонт и восстановление заводов пищевой, химической, нефтяной, атомной промышленности , гидроэлектростанций , в общем все где есть металл. Потом институт начал загибаться и сделал себе свой "мини институт" со всеми видами сварки, в общем варю все шо вижу , и иногда уху с шурпой ... Сейчас куча разных дипломов и допусков, стаж по специальности 21 год.2 балла
-
Уважаемые коллеги, решил создать тему по сбережению нашего с Вами здоровья. Как известно мы часто работаем в наклонном состоянии, что приводит к нарушению осанки. Буду короток, мне 39 и сутулость заметил уже в 35 лет. Подтягивание решает эту проблему. За 10 часов работы, по мимо ее подтягиваюсь по 5-7 подходов по 10 раз через день или каждый день, все зависит от нагрузок по работе. Турник не всегда возможен, но лестница алюмишка всегда под рукой. Ее наваливаем на стену, так, что бы удобно было подтягиваться и вперед. Упражнение силовое, многие мужики его не любят, предпочитают гантели, а зря. Ведь в этом упражнении укрепление плечей, так нужных нам для фиксирования руки на потолке, вертикале, да даже в нижнем положении, так же лопаток, пресса, спины и бицепсов. По опыту скажу, за 4 года избавился от сутулости, живота и частой слабости и усталости.1 балл
-
такие вот на работе
1 балл
-
Я подозреваю,что @jeam в прошлой жизни был сварщиком . Он не обучался,он вспоминал...1 балл
-
От 4 до 10 литров в минуту - зависит так же от наличия/отсутствия газ-линзы.Редукторов и манометров много разных,потому и попросил.1 балл
-
Вот добрался фото сделать Если я правильно понимаю,то расход нужно ставить по чёрной шкале, между 10 и 20 . Это и будет (0.12-0.15 лит/сек)
1 балл
-
1 балл
-
12 линия трубопровода в нефтяном месторождении, Вичита-Фолс, штат Техас, Oct. 1938 г. Вытяжка "Linconditioner" Cleveland, OH, апрель 1938г. Производство асфальтоукладчиков Лос-Анджелес, Калифорния, январь 1938г. Сварка тонкостенной нержавеющей стали в Пьюджет-Саунд, Seattle, WA, Sept. 1935г. Ремонт железнодорожного моста в Conneaut, штат Огайо, Сентябрь 1940г.
1 балл
-
Напильником. в прошлом году. http://content.foto.mail.ru/list/alexandr_off/209/h-472.jpg В этом.
1 балл
-
вы сам линкольном варили?1 балл
-
@Piratwar,позвони,они торгуют св.оборудованием.1 балл
-
Можно ли с этого трансформатора сделать споттер?
1 балл
-
@Piratwar,посмотрел на сайте,дороговато стоит,лучше тогда к линкольну присмотрись, на Lincoln-electric1 балл
-
http://dic.academic....4/ЭЛЕКТРИЧЕСКИЕ электрические разряды в газах раньше в школе изучали, кстати, классе в 10-11, по курсу физики. у меня учебник был, но те славные времена я не застал. вообще самое важное, что можно вынести из моей ссылки - что все разряды, кроме дугового, нестабильны. а дуговой существует при низких напряжениях и больших токах.1 балл
-
@Rolli, напряжение 30кВ в системе зажигания - холостое, без нагрузки в виде разрядника-свечи. зазор в свече порядка 1мм, так что пробивается он напряжением в пару кВ. без свечи можно получить пробой изоляции. опять же, нет смысла накручавать эти киловольты в системе зажигания, нужно мощность искры увеличивать, т.е. ток наращивать. пример из интернетов: при изготовлении самодельных осцилляторов народ сталкивается с таким явлением, что увеличение числа витков вторички ВВ трансформатора (ведущее теоретически к соответствующему увеличению напряжения на вторичке) фактически приводит к ухудшению поджига и уменьшению мощности разряда. пример того же плана - сварочные трансформаторы, у которых падающая вах формируется за счёт повышенного рассеяния - какое бы ни было высокое напряжение хх, напряжение на дуге определяется током и два трансформатора с разным хх, но выставленным одинаковым сварочным током на одинаковых электродах дадут одинаковое напряжение на дуге, хотя хх у них может в разы отличаться. при этом трансформатор с более высоким хх будет иметь худший КПД, т.к. будет жрать больше реактивного тока из сети (хотя это можно скомпенсировать батареей конденсаторов), однако этой батареей не скомпенсировать реактивный ток, текущий по обмоткам и греющий их, поэтому при одинаковых габаритах транс с более высоким ХХ будет иметь меньший пв.1 балл
-
- есть такое..тоже когда-то у товарища трубочку курнул- чуть со стула не брякнулся. Нужен специальный табак для трубок, статейка попалась вот: как выбирать табак для трубки http://tabacopedia.ru/pipe/tobacco/1 балл
-
Я ж совсем забыл! Себе ведь тоже сувенир урвал. Купил по наитию, оказалось, вполне функционально! Пока рейс ждали, распотрошил и заколотил две сигареты - чуть глаза на лоб не полезли! Если трубокуры здесь есть, посоветуйте, какой рассыпной табак соответствует по крепости "Петр 1 легкие - эталон"?
1 балл
-
Вообще-то при сварке трубопроводов высокого давления, в нормальной документации, корень требуется варить РАД, а РД используют для производительности, всё зависит от диаметра трубы. По идее заказчику должно быть без разницы (хоть трением , лишь бы качественно и в срок), но для законности надо чтоб в КД внесли запись типа "Допускается сварка РАД" (если её нет). Проблем здесь не вижу, если заказчик адекватный. А как убедить...Ну нигде не сказано, что РАД лучше РД, и это так. Просто и то и другое - сварка, и главное качество и аттестация. В ПБ нет требований к способу сварки, лишь бы была аттестованая.Ладно, например в библии котельщиков РТМ-1с покажите п.п. 1.6; 3.4; 7.1.1 или 8.1.1 хоть косвенно, но что-то. Да, чуть не упустил, ещё важная деталь, кроме аттестованного специалиста, у "Вашего" подрядчика должна быть атестованная технология сварки и аттестованное СО. (Я бы без этого на обьект не пустил).Хотя "бывают ньюансы"1 балл
-
Нашел сегодня мужичка в подполье. Сидит в подвале ,завален всякой электроникой от сварок до телевизоров. Задал только один вопрос :чье производство? Если китай то сделаю. В общем оставил аппарат у него.Поспрошал у людей,говорят что толковый.1 балл
-
С такой работой может справится микроплазма, токи от 2 до 30 ампер (импортные), от 5 до 60 http://i079.radikal.ru/1307/9f/41201efc2f6b.jpg отечественные, у меня в институте были, варили жестянку от пивных банок в стык...1 балл
-
а это то,что производим
1 балл
-
Спасибо за рекомендации! tehsvar, не попробовали, как себя ведет GROVERS WSME-200 AC/DC PULSED TIG на малых токах? Варить необязательно. Мне бы хотелось увидеть 2-3 точки внешней характеристики: какое он выдаст напряжение при токе 5А при нагрузке на реостат различного сопротивления. И было бы классно увидеть осциллограмму напряжения при этом. А если удастся посмотреть переходную характеристику при изменении сопротивления нагрузки - было бы вообще замечательно. Подключить осциллограф к реостату, позамыкать пару витков спиральки и посмотреть, какой длины получаются "хвосты". Если это не противоречит правилам, и не затруднит Вас, сбросьте пожалуйста в личку эл. схему аппарата. Или хотя бы напишите, как там организован датчик сварочного тока для цепи обратной связи: шунт, датчик холла на "низкой" стороне или трансформатор тока на "высокой" стороне? PS:Задаю вопросы не из праздного любопытства. Инвертор планируется использовать в не совсем обычных целях - для питания горелки плазменной сварки. OFFTOP: Напишу сюда, чтобы не плодить темы. Подскажите пожалуйста, где можно приобрести ротаметр для аргона на малый расход, диапазон 0,25-1,8 л/мин? Обыскался уже...1 балл
-
шо за книга хоть? фтористо-кальциевое покрытие - это основные, типа уоней. замечательно варят и безо всяких извращений. чесслово, не вижу никаких неудобств с ними. а ежели кому тяжко поджигать или дуга нестабильна на малом токе - проще приколхозить постоянно действующий осциллятор к сварочнику. с уонями на малом токе проблема в том, шо дуга как таковая гореть перестает, ток идёт через расплавленный шлак, как мне показалось. поэтому и сварки нормальной нет при токе 15а и уони 2мм, например. а вот рутил горит на таком токе и что-то типа 0,8мм варить можно.1 балл
-
Ничего удивительного. У нас такие же точно по внутрянке аппараты и с того же завода, но с надписью - маде ин Чайна. Просто балабольства нет. И разница в 4 рубля уже. А у Вас рядом крупный СЦ Форсаж есть. Зачем ещё что-то? http://www.elpron.ru/index.php/cps/36 Приезжайте к ним и попробуйте аппарат в деле. Потом решайте - покупать или нет. Марка Брима неплохая , Элитеч когда как. Только с "север" они что-то намудрили.1 балл
-
Пару дней назад крановщик наш,Серёга,стал что-то подозрительно близко крутится возле стенда,где внизу отводы-тройники всякие собирают,маску где-то нарыл и в спину дышит...после экспресс-допроса с пристрастием.сознался,что прикупил дома недорогой инверторный сварочный аппарат и сейчас хочет за месяц вахты научиться варить,так как на родине есть личный лесовоз,который постоянно требует сварочных работ,а местные сварщики-их не допросишься,даже за деньги,все они криворукие и алкаши вдобавок...узнав.что за месяц,можно только начала азов освоить,расстроился-но взял маску,держак,аппарат ему с дневной смены достался свободный,электродов всяких,МР-3,УОНИИ 13-55,ЛБ-52У,ЭА-400, и теперь изводит нас сваркой всякого металлического хлама,причем притаскивает свои труды в балок и требует комментариев,мужик -то классный и специалист,поэтому терпим с коллегой..1 балл
-
Фронтоны закрыть, утеплить и может отопление. А внутри нету ничего.
1 балл
-
Попал на нудную и бесплатную работу. Нужно наплавить 3 бруска 40*40 и длинной где то 300
1 балл
-
В процессе работы над лестницей пришел к таким простым и старым как мир истинам, но на практике трудноосуществимым (например лень, отсутствие времени, работаешь один) 1. Металл должен быть очищен от ржавчины, как бы не хотелось тянуться за УШМ или щеткой, а надо! 2. Всегда приятно работать если металл новый (еще не побит ржавчиной) 3. Наличие вспомогательного и нужного инструмента 50% выполненого дела 4. И конечно надежный электрический контакт массы и по возможности близость этой массы к свариваемой точке.1 балл
-
моя лазила по тырнету. нашла мою старую анкету. долго меня била и хохотала насчет реальности бытия и моих слов о любви.... я там в видео ссылку оставлял... http://youtu.be/cu6sFEud6Rk1 балл
-
Медный отлив вареный по месту аргоном, цельная конструкция вокруг дома... http://s019.radikal.ru/i643/1307/ef/812f4a570af6.jpg http://s018.radikal.ru/i520/1307/18/9894cbedf4a6.jpg http://s020.radikal.ru/i716/1307/be/5741518276d7.jpg http://s58.radikal.ru/i162/1307/f2/6a874a4044b8.jpg http://s017.radikal.ru/i408/1307/26/302176a97204.jpg1 балл
-
@pvp, TT Fimer 168P и PicoTIG 180 5P Эти бы я взял для себя, чтобы решать те задачи, про которые Вы пишете. С фимером знаком хорошо, с немцем немного. Фимер как то "помягче" что ли, не знаю как передать ощущения точней. Но для ваших задач их более чем. Ценовая категория тоже вроде подходит. Аппарат, который упомянул Алексей: Grovers 200 AC/DC pulsed я пробовал летом, остался им доволен и недавно приобрёл именно для тонкого алюминия и нерж/ стали. Пока им не работал, но на пробах он вёл себя достойно. Гуся бы я не взял, слышал нарекания по надёжности, а как варит на малых токах- не знаю.1 балл
-
@som, честный и надежный Китай.1 балл
-
Вопрос непонятен. Аппарат для долгой работы или значительных толщин. Берут в основном для сварки алюминия. По простоте, удобству работы и изыскам аналогичен лому или кувалде.1 балл
-
Насчёт "художественности" не скажу,но 100-пудово - "сварка". Штурвал подкачал... выбивается из общей картины.
1 балл
-
1909 г и 1918гг. сперто с форума американских(США и Канада) коллег.
1 балл
-
Вот бывало четыре куба бетона вдвоем носилками перенесешь или впятером десять тонн цемента разгрузишь. А потом так прикольно слушать щебетание друзей из офиса про то что после работы обязательно надо спортзал посещать)))) Турник могу погнуть)))) А после работы велик 20-30 км за раз, когда силы есть конечно.1 балл
-
Что то глянул,там-сям попадаются по форумам зубила всякочные.А вот темки про такой распространённый инструмент не нашлось. Скидать бы их сюда.......... И для начала- "дело было вечером,делать было нечего"-"Сварочный Tomahawk"
1 балл