Лидеры




Популярный контент
Показан контент с высокой репутацией 28.06.2013 во всех областях
-
Дошли руки сегодня до аккумуляторного бака,который я зимой привёз в гараж,распиленный.Один стык варил целый день.Диаметр 700мм.Толщина 5мм.Не знаю как там по 7 стыков(кто то говорил )варят.Корень 2.5мм лб52.Визуально получился корень нормально(не сфоткал),но когда варил не понравилось.Окошко вести не получалось.Зазор был не везде одинаковый и с электричеством не всё хорошо.Запилил болгаркой.Заполнение начал лб52 3.2мм,потом решил попробовать 3.5мм askaynak основные 100ампер.Понравились больше лбешек.И купил я их не дорого 600р.Начало шва ни как не получается,зажечь нормально не могу.Если хорошенько проплавить в начале,то залипуха большая .А если ускорится сразу,то всё в ровень,но всегда какойто кратер.Может дело в электричестве.Липнет.В 150 метрах мой здоровенный кабель подсоединён проводочками в 2 квадрата.Сварочник сварог.Когда запитывался от генератора на 100кВт всё зажигалось идеально.Да,варил заполнение углом назад,в нижнем положении.Пробовал вертикально,но как то похуже,не красиво.Корень варил углов вперёд вертикално на подъём.
 7 баллов
7 баллов -
3 балла
-
Несколько последних работ.Багажник на авто: Ремонт рамы квадрика, до сварки забыл сделать фото. Спинка с багажником для мотоцикла начало процесса.
3 балла
-
Аккумуляторный бак нужен для поддержания давления в системе,при падении давления в трубах.В нём внутри огромная груша резиновая была,а в ней вода,а между грушей и стальными стенками давление воздуха.Если в системе падает давление,то из бака добавляется в систему вода.А распилен он был,так как вынести его из подвала не представлялось возможным.Когда строили здание,сначала построили хладоцентр,а потом сверху здание возвели.И всё что мы там демонтировали пришлось порезать и выкинуть или в гараж выкинуть.2 балла
-
последний шов, мр3 ф4 150А проволока ф8 к корпусу из 4ки $ 13,7 т.р.
2 балла
-
@Менгон, Ниче, ниче... Я скоро тоже освоюсь. А как же! В фотокружке "бодяжили" и проявитель, и фиксаж! Ну а бура, она же - натрий тетраборнокислый, она же - тетраборат натрия, для сварщика, увлекающегося фотоделом в домашних условиях - 2 в 1-м, практически!2 балла
-
Обмазки не было отродясь, маркировка прямо на проволоку. В запарке не заметил, только когда прилип.
2 балла
-
Было: Стало:
2 балла
-
Бангкок
2 балла
-
ARGONIUS, спасибо! На фото я со своим генеральным.Опять фото с Жемчужной телебашни, но ночью. Китайцы забабахали в Шанхае новую вышку. Теперь ещё выше открывашки будет. Прикольно! Но в России лучше. Ещё дня три - четыре тут шарахаться.
2 балла
-
пандус,общая длина 12 метров,на нас троих 6 всяких начальников, в тени +42
1 балл
-
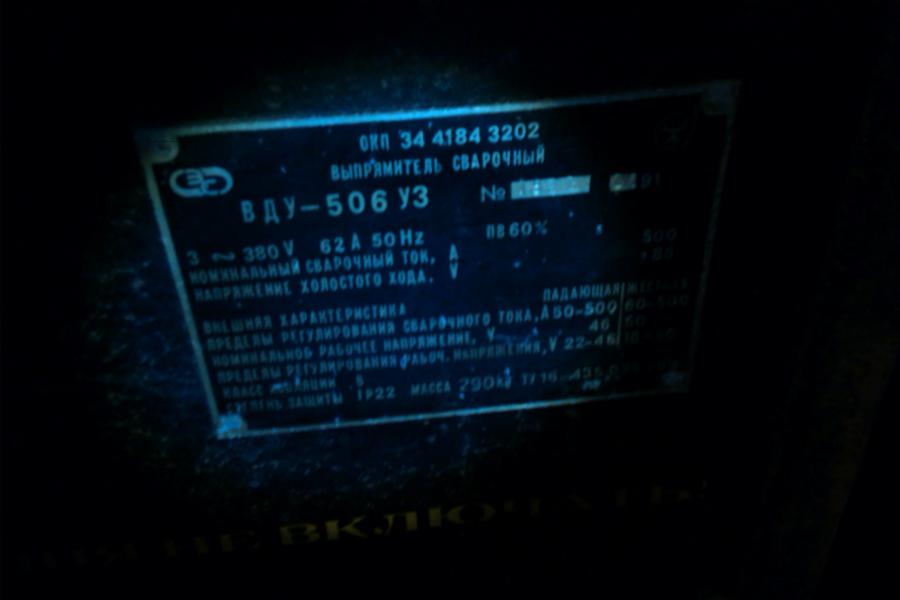
Вот мои ископаемые : Этот стоит не подключенный, а это "роскошь советских времен" и мой трудяга . Так же имеется ВДГ-303-1 УЗ, но сфотографировать не имеется возможным - освещение в помещении плохое. Да и как оказалось камера на мобиле не может толком снимать при плохой освещенности.
1 балл
-
Продолжение Столица Колымы- Магадан.
1 балл
-
Действительно, фото нет. Но разве можно, например по фото уважаемого АВН, определить глубину межваликовых впадин, и самое главное - зачем? Мы не верим автору? Или хотим на глаз определить "пойдёт - не пойдёт"? Вопрос-то , я так понимаю, не технический, просто идёт борьба амбиций. Подрядчик хитрит и даже наглеет и действовать здесь надо, похоже, подобными методами. Действуйте по этому пресловутому СТО, раз уж он для Вас Библия. Например, в СТО чётко прописано требование к "облицовочным валикам" т.е. они должны быть, пусть наплавляют, если их нет. Далее попросите "утверждённый главным инженером предприятия технологический процесс" (если он конечно есть) см п10.2. СТО. Какие там нормы допуска впадин, если нет, почему нет? А по поводу " не надо многабукаф" замечу, что автор привёл пункт требований дословно, а сам стандарт содержит 178 страниц (прочего печатного текста). Оно надо? Тем более: "не надо многабукаф, а то глаза разбегаются"1 балл
-
Делу время, потехе — Камаз
1 балл
-
Какой документ?? ГОСТ на сварку? нет разницы в том как выполнялась сварка и чем (конкретно в этом случае), есть факт наличия межваликовых впадин, и без разницы в процессе какой сварки они образовались!!!!!! Документ регламентирующий изготовления конструкций я уже приводил, откройте глаза. Что Вам даст фото? или вы приложив руку к монитору на убывающей луне определите глубину впадин??1 балл
-
Прибарахлился !!! Взял две пары перчаток: черные (с рабочей поверхностью из оленьей кожи) и желтые (полностью из воловьей кожи, потолще). Обе пары мягкие, приятные и удобные. Буду тестировать.
1 балл
-
Первые "пробы пера". Собралась и шарахнула нехилая гроза, это вроде как зарождение. p.s. 288 страниц мануала, куча режимов и настроек! Еще и камера умнее меня, она сама подсказывает, когда что-то не так! Но панорамные пейзажи, да на мониторе - м-м-м... Весчь!
1 балл
-
Буду жив скоро накрывать крышу и прокладывать электропроводку... Счётчик вот купил. Самый маленький какой нашол. 600 руб.
1 балл
-
Коллеги, позвольте прервать показ и любование фотографиями красивых и замечательных сварочных швов и вернуться немножко к теме Здесь присутствует некотороя путаница в терминах которую, видимо сварщики понаглей, использовали в своих интересах. Дело в том, что фраза: "облицовочные валики" некорректна (увы ошибки и описки допускаются везде, в том числе и в стандартах и чем новее документ тем, к сожалению, больше ляпов). Не секрет, что в жизни нас всё больше и больше окружают менеджеры и куда-то деваются специалисты. И здесь приведён всего лишь стандарт организации где желание разработчика уточнить свою мысль привело, в данном случае, к оправданию возможного дефекта.Итак есть термин "валик" и есть термин "слой", так вот "облицовочные" могут быть именно слои ( искл. слой в один валик) и эта терминология пришла от сварщиков труб, у которых, кстати, есть официальное толкование фразы "облицовочный слой" (в РТМ-1С, я. во вском случае больше нигде не встречал). А валик может быть, например, отжигающий, короткий, узкий и т.п. А по существу, посмотрите другие документы, где примняется более правильный термин "Межваликовые впадины в многопроходных швах" например в СТО 02494680-0046-2005 "Соединения сварные стальных металлических конструкций. Общие требования при проектировании, изготовлении и монтаже", СП53-10-98, ну или другой какой. Кстати допуск оговаривается до 1.5мм, в зависимости от категории шва. p.s. А если есть желание поиграть словами и повыносить мозг, то спросите у ребят. как они накладывали корневй шов и почему не наложили облицовочный (ведь заполняющий накладывается не на всю высоту) и т.д.1 балл
-
Вот. Окно KBE, 76 мм, 3 стекла, наполнение газ аргон (наверное хи хи). 6000 руб шт. Не, не жалко. Да, дорого.
1 балл
-
@jenia123453,у одной известной фирмы (её цвета чуть левее поста) есть такая механизация на 4-х колёсах.Горелка зажимается,скорость сварки подстраивается и варит в тавр чтонипопадя.Маленький св.трактор - цена соответствующая. Но мне не понятно,как Вы собираетесь "ехать на ролике" по стыку и одновременно делать и поперечные колебания и движение вперед?1 балл
-
Продолжение ЛК:
1 балл
-
Вопрос вполне правомерный.У нас сначала фотографируют фаски,потом выставленный зазор,потом прихватки.Далее 1 проход и уже потом отделку.Само собой разумеется рядом со швом лежит какой нибудь предмет для масштаба:зажигалка,сигарета,пачка,линейка,рулетка и т.п.Ниже в комментариях пишут не только ток и диаметр эл-да,но и источник тока,пространственное положение и др.детали.Всё это конечно не обязательно,но весьма желательно,хотя бы в первых постах.
1 балл
-
Здравствуйте уважаемые, сварщики. Хотелось представить на Ваш суд некоторые свои попытки в этом деле. Сразу скажу что стаж у меня небольшой - чуть более года. Опыта тоже очень мало. (не кидайтесь держаками с электродами ) Пока можем только так. Приму любые советы. Сварочные материалы: электроды ОК 53.70, диаметр ф2,6мм., сила тока-точно сказать не могу, т.к. на баластнике ножи подписаны краской от руки и там стоит то ли 50А, то ли 59А - для самого еще загадка. Сталь - Бог его знает....какую дали. , Вот тут плохо с освещением в слесарке приходилось фонариком подсвечивать. Снимки все сделаны при помощи мобильного, фокус у него дрянной, можно сказать, что его вообще нет. , ,, Я только еще учуся...
1 балл
-
Нужен будет Метол, гидрохинон, да что там, есть даже трилон-Б. Обращайся. На счет выдержки и диафрагмы сам разберешься.1 балл
-
Сюда пожалуй в тему будет. Четверг и пятницу в авральном режиме доделывали 8 нержавеющих ванн. Проблема была в том, что на базе под открытым небом в распоряжении был только полуавтомат с сухой горелкой и два РАДС аппарата на 220 ампер, один с сухой горелкой, а другой с водяной от самопального блока охлаждения. Надо было все 8 ванн обварить изнутри, стенки 5 мм, днище 8 мм, и еще приварить резьбы, наливные/сливные трубы и еще по мелочи. Ситуация такая, что стоит уже фура, ждет когда доделаем ванны. Сухая горелка РАДС пошла на мелочевку и трубы, а водяной получалось ну очень долго обваривать. Полуавтоматом у мужиков получалось плохо, ни как не могли настроиться. Вызвали меня попробовать настроить полуавтомат. В итоге заменил тефлоновый канал на стальной, заменил токосьемный наконечник и все поперло. Оставалось обварить изнутри две ванны. Обвариваю одну, начинаю вторую обваривать и тут у меня из горелки попер сизый дым, что-то заискрило и кнопка умерла... Разобрал горелку, а там провода на кнопку идут прям под изоляцию силового кабеля, короче кабель нагрелся и провода на кнопку сплавились по всей длине, горелка ремонту не подлежит малой кровью... Думал уже доваривать РАДС, но тут вспомнил, что есть еще 5 метровая сухая горелка, тоже мертвая. В общем разобрал разъем обеих горелок и переткнул проводки от 5 метровой в 3-х метровую. Так у меня получилось 2 горелки в руках, на одной кнопка, а через другую подается проволока Таким макаром по македонски доварил ванну)))1 балл
-
Такие сварщики не корячатся,они просто выполняют свою работу.Но это уже другая тема... Фото от S5025106 и ниже - "порошковая" сварка 3 разряда на лёгком корпусе.
1 балл
-
@vax911, дело в том,что пытать сварщика как он это делает бесполезно,ответ будет один: "Вот так".p.s. брызги летели вертикально вниз,шов поднимался вверх,перчатки не лежат,а висят на бонке.
1 балл
-
@АВН, Не думаю. Время расковырять весь пост есть. Сегодня к вечеру улыбнулся--исключил из шлейфа аппарат (на горелке вентиль есть) и жизнь прекрасна Из истории командировок:
1 балл
-
А я вот сегодня решил погреться на берегу Уссури, в нашей деревне.
1 балл
-
А у меня в этом году отпуск не получился... на 2 неделе думала съезжу в Чехию погуляю туда-сюда, а тут такое....
1 балл
-
В любом пространственном положении швы должны быть одинаковые.Заказ никто переворачивать не будет. На снимке предсборки видно где нижний поясок балки (брызга прилипла) и где вертикальное полотно балки (задымлено).Маска на 2-ом фото показывает положение в пространстве и масштаб следующих фотографий. К=20, проволока Св.08гсмт d=1,2mm углекислота,ток ~ 240-250 А. Проволока CВП-2 d=1,2mm углекислота ,ток ~ 220-240 А. p.s. Фото старые,просьба плюсики не ставить.
1 балл
-
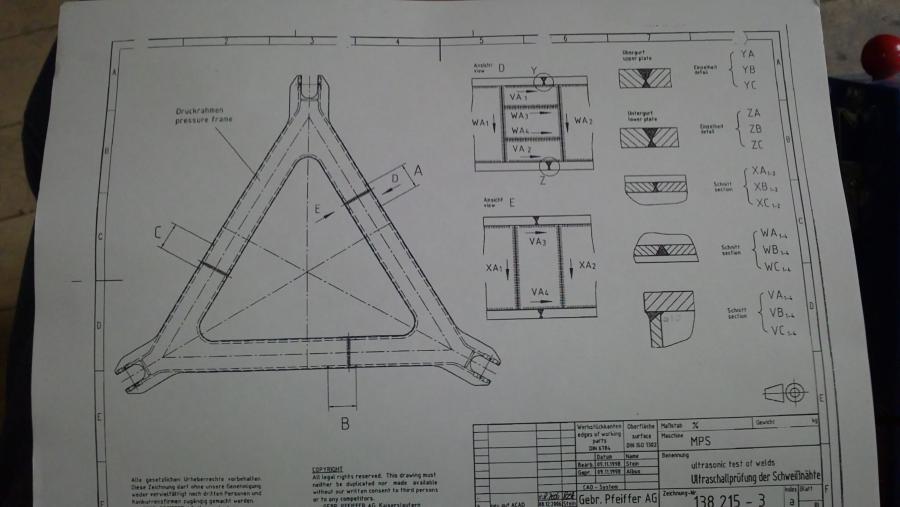
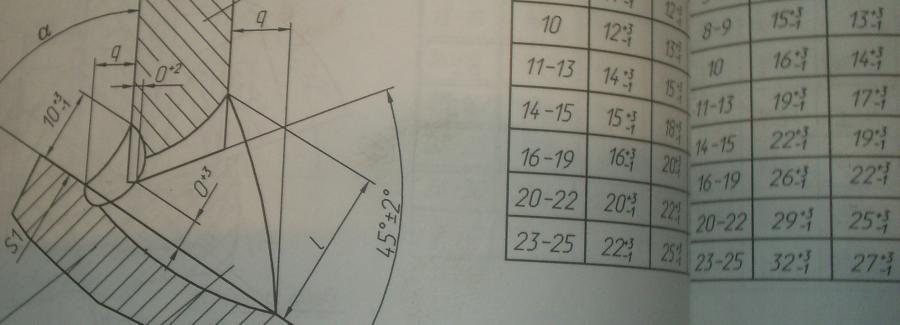
S1 больше или равно S, катет равен толщине +3 мм.У нас обычная толщина до 32 мм,соответственно катет по номеру эскиза вполне может быть и 35 мм.При этом западания всё равно считаются на базе 12 мм и не должны превышать допустимого (по РД) значения.К=10 обычно варится в три прохода.Первый (к) в угол,второй вниз (2/3) на нижн.плоскость,третий (2/3) на верт. плоскость.В результате будет "монолит" как и показано на рис. Интересно,чтобы тут ребята наваяли 8-)...
1 балл
-
Настало время и о себе немного рассказать).Начну пожалуй со школьных лет.Ну так вот,учиться я не хотел,прогуливал,не слушал учителей.Доучился до 11 класса кое как.Настало время здавать егэ,и двигаться дальше по учебе.Егэ я естественно не здал(,и вышел со школы с аттестатом 9 класса.Начал думать о поступлении в училище,на профессию автомеханика.Слава богу поступил.После окончания 1 курса,понял,что это не мое и начал прогуливать,спать на парах.В общем ничего мне хорошего не светило.Все таки, спустя некоторое время я добился своего и забрал документы с училища.Пошел работать на автомойку,мыл машины,фуры.В один прекрасный день я узнал,что скоро стану папой.И это мне дало очень хорошего пендаля,чтобы все таки найти хорошую работу.Идя по улице случайно увидел объевление,что в одном из училищ города проводятся курсы электрогазосварщика.Я тогда даже не представлял что такое сварка).Знал,что только нельзя на нее смотреть)).В итоге,когда я первый раз увидел что происходит в маске сварщика,когда он варил,меня как осенило.Мне очень понравилось.Закончив курсы,я получил свидетельство.Конечно не диплом,но все таки!).В данный момент работаю сварщиком,и мне очень нравится эта профессия!Конечно впереди еще много лет практики,и саморазвития в этой отрасли.Я считаю что я нашел свое призвание,и горжусь тем,что я сварщик,пусть и неопытный,но сварщик!!!.Все еще впереди!!!1 балл
-
Здравствуйте, коллеги! Зовут меня Дмитрий, родился в г.Уфе в 1984г., но в 1986г. мы переехали в Волгоградскую обл. г.Камышин (там я и вырос). В 2003г. закончил ПТУ №14 по специальности газоэлектросварщик (4 разряд и почетная граммота за 1 место на внутриучилищном конкурсе проф. мастерства). Потом устроился на завод железобетонных изделий, варил закладные детали. В начале 2004г. отец моего друга (классный сварщик) помог мне устроиться к ним, на завод занимающийся модернизацией,ремонтом и изготовлением запасных частей к газоперекачивающему оборудованию отечественного и импортного производства. Раньше я неплохо рисовал (обеими руками ) и меня приняли учеником аргонщика. Через полтора года я подтвердил 4 разряд, еще через год 5разряд. Именно на том заводе я получил ключевые навыки аргонодуговой сварки и при поддержке замечательных наставников получал драгоценный опыт. От завода меня направили на обучение по профилю в ВУЗ, но через 3 года пришлось все бросить и уехать в столицу. Первое время работал на оборонке, но высокие амбиции и низкая з/п не позволили остаться. Последовала череда устройств-увольнений в различные маленькие конторки и автосервисы, после чего я попал в крупную контору. Работа была связана с выездами и часто "калым" находил меня. Спустя какое-то время мне уже некогда было заниматься основной работой и я её бросил уйдя на вольные хлеба. Сейчас работаю самостоятельно. Все нравится, есть перспектива роста и развития. Из всех видов сварки предпочитаю аргонодуговую, можно сказать, что фанат. Хотя часто приходится варить и полуавтоматом, и покрытыми электродами, но только аргонодуговая сварка дарит такой интерес к процессу. Сейчас начал осваивать художественную наплавку металла. Вот и всё. Спасибо. Рад знакомству.1 балл
-
Сверлил восемь отверстий 25 мм, адаптер бош, коронка бош, дрель интерскол. Металл 20 мм. на седьмой дырке умерла дрель. Точно мощность не помню но в районе киловата. Коронки тож до конца не хватило. Адаптер жив. В толстом металле зажимало по черному. Ибо руками всеодно перекосы выходят. По ощущениям лучше мощный перфоратор с функцией сверления. В нем хоть трещетка есть - руки не вывернет. И чем мощнее тем лучше но на невысоких оборотах. Вот, космос блин по сравнению с тем чем пользоваться приходится. http://www.youtube.com/watch?v=NNaZN0qyzaw1 балл