Лидеры




Популярный контент
Показан контент с высокой репутацией 19.04.2013 во всех областях
-
Смотря что варить, например столы и листовое железо на пищевую. Использовал сырое полотенце, несколько штук, что бы при сварке краев, то есть листа к уголку, нагрев не расходился на лист. Сырое полотенце хорошо справляется с этой задачей и блокирует не только расхождение нагрева, но и сопутствующую деформацию металла. Края полотенца по всей площади оставлял 40мм от края уголка и свариваемого листа. Вообще использование сырой тряпки много где помогает, но это уже другая тема. А что конкретно Вы имели в виду, не указали. Середина 100 мм, угол левый 100мм, угол правый 100мм, переходим на противоположную сторону стола, повторяем процедуру. Переходим где начинали и между серединой и углом середину 100мм, так же с левой стороны, переходим. Деформаций нет. Не спешите, может кому пригодиться. Да, чуть не забыл, в середине листа отверстие 5 мм просверлить, там где уголок снизу и к уголку приварить середину в 2 местах.
 8 баллов
8 баллов -
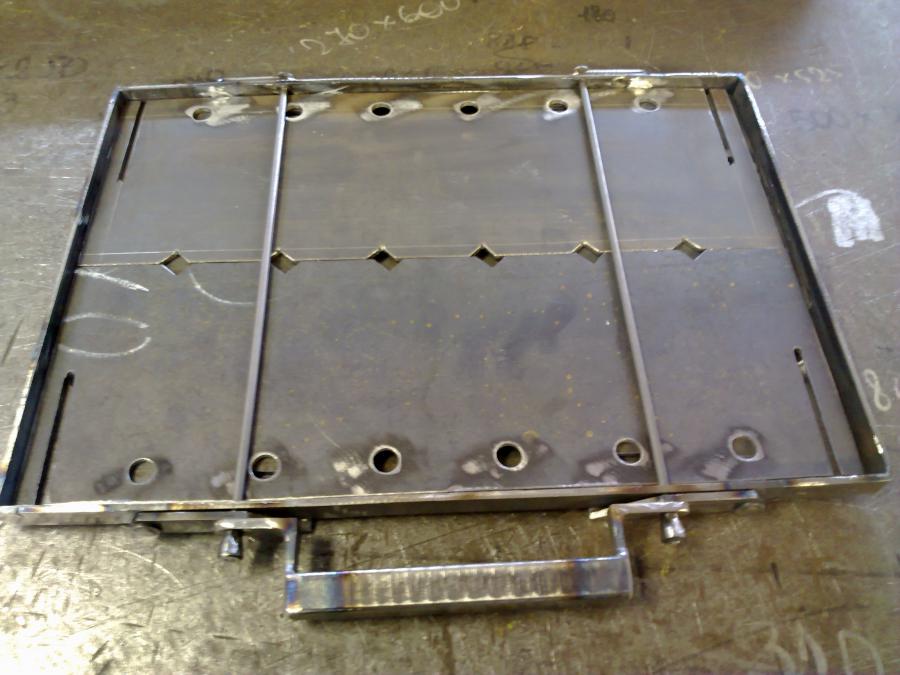
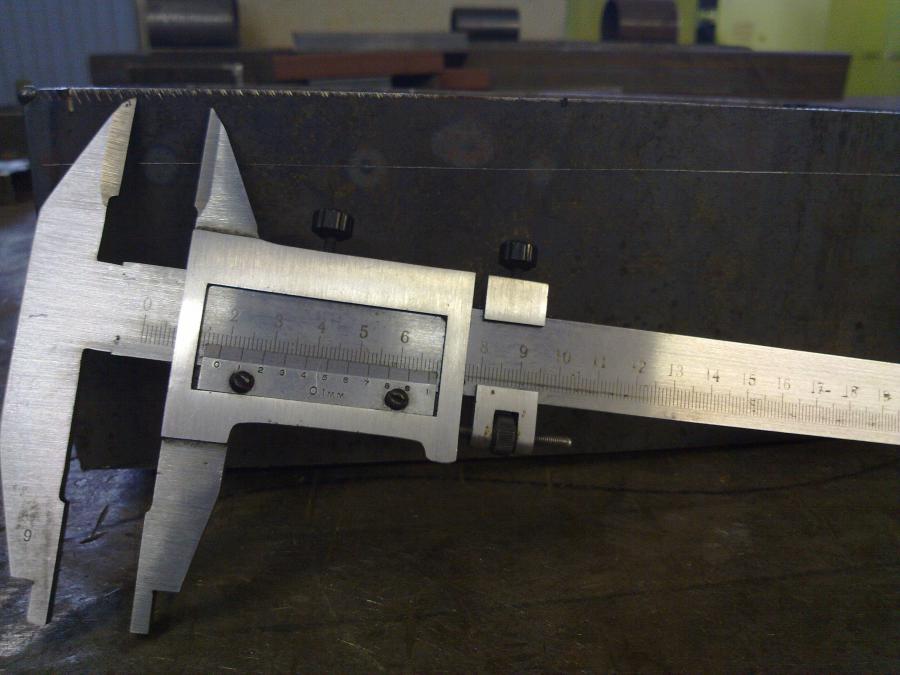
Небольшой P.S. Свою конструкцию я слегка дополнил. Чтобы и пластины в мангале лежали плотнее, и отверстия можно было прикрыть – уменьшить тягу или от ветра отсечь, а заодно и угли пошебуршить, внедрил я в конструктив две пластины. Весу особо не добавят, но пользы прибудет. В предыдущих постах делал акцент на ровный и аккуратный рез, а так же использование в дальнейшем «отходов» мангального производства.С этой сборки,кроме этого мангала,получилось ещё пару днищ,а если заменить одну сторону,то можно и ещё «выжать» заготовку. По поводу разметки.Штангель-это хорошо и точно,но в ходе реза,как бы мы не владели болгаркой, линия реза немного,но «разбивается».Соответственно,при отбивке волна передастся на предполагаемую линию реза.Поэтому лучше использовать для разметки ровную поверхность и подбор по нужной высоте пластины.Я использую свой джентельменский набор – «массивная» плита и пластина (3-4мм).Как раз выходим на нужный размер. Если пластина под днище оказалась немного великовата,то лучше не ровнять её зачистным диском-волна обеспечена,а аккуратно сделать всё отрезным. При соблюдении выше описанных операций получаем «близнецов». Ну вот ,пожалуй, и всё.Удачи !
5 баллов
-
Вот еще немного из будней, попросили разрезать шток от гидроцилиндра эксковатора резаком на вопрос он хоть разрежется, последовал ответ беспроблем, вот тут и вкралися сомнения, поставил на резак самое большой внутрений мундштук что было 4 толщина штока где то 80мм, начинаю резку шток не плавится не в какую, тут последовало предложение что надо разрезать болгаркой, на что последовал ответ режте сами, в итоге земляк эксковаторщик подсказал что сваркой надо прорезать чуть и дальше резаком резать.
4 балла
-
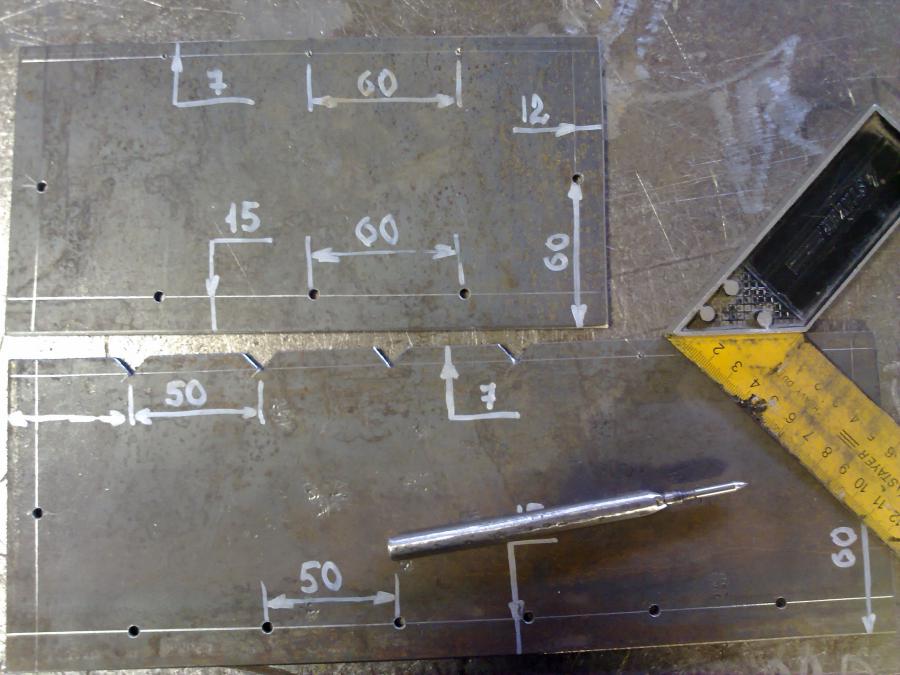
Размечаем пластины. Размеры могут быть произвольными, я методом проб и ошибок пришёл к этим. Накерниваем (всё)и сверлим (ф 4мм),всё, кроме верхней части. Её отбиваем угольником и делаем вырезы под шампуры. Я делаю со всех сторон, но это дело вкуса. Нижние отверстия рассверливаем до …Я делал в диапазоне от 10 до 13мм.Когда как. Здесь каждый подберёт оптимальный диаметр. Начните с 10-и,будет мало- рассверлите. На мой взгляд,10 мм –медленно разгорается, да и веером иной раз приходится оживлять угли. Далее предстоит сделать пазы. Каждую пластину размечаю штангелем персонально, потому как во время сверловки размеры, как ни крути, а уходят- на фото видно. Режем всё болгаркой. Диск 1мм.Можно и тоньше взять, но они слишком деликатные в обращении, поэтому лучше 1мм,но фирменный и ровный рез обеспечен.Зачищаем надфилем ли напильником кромки.Главное -это не запутаться с расположением пазов.Не важно,на длинной стороне паз вверх,или на нижней.Важно,чтобы они были попарно и согласованы с остальными вырезами- отверстиямми. Как уже писал-с токарем проблемы, поэтому мы сами себе токарь. Из подручных материалов мудрим мудрило. Всё бы ничего, но оцинковка на гайке…Ну и ладно. Пару вжиков болгаркой и нормальная, колхозная гайка. Ставим всё на место, обрезаем лишнее, прогоняем или дорезаем резьбу. Собираем, любуемся, принимаем заказы от сослуживцев и поминаем меня плохим словом. Ну всё, осталось дело за малым. Дождаться выходных, замариновать мясо и опробовать конструкцию. Приятного аппетита!
3 балла
-
Вот еще один проблемный ковш привезли с трассы даже на место не в правили, после разделки прищлось править экскаватором задача тоже не простая.Варилось электродами уонии 13-55 3мм снаружи разделки точнее наверно подварный шов, заполнялось полуатоматом проволока св 08г2с-1.2 в углекислоте, подача где то 8м, расход не помню но был очень большой варилось на улице и при приличном ветре хоть и в нутри ковша.
3 балла
-
Ух ты...Как всё тут масштабно!У нас всё как-то куда мельче... Вот,сварили-связали армокаркас под монолитную плиту в основание нового дома. http://img-fotki.yandex.ru/get/5647/88923973.1/0_8c5c1_31d8a7a6_L.jpg.jpg Действующие лица-сварочные аппараты: http://img-fotki.yandex.ru/get/5646/88923973.1/0_8c5c6_32ba61c8_L.jpg.jpg http://img-fotki.yandex.ru/get/5640/88923973.1/0_8c5c7_fd1edb8e_L.jpg.jpg http://img-fotki.yandex.ru/get/5633/88923973.1/0_8c5c8_3a1baced_L.jpg.jpg http://img-fotki.yandex.ru/get/5643/88923973.1/0_8c5c9_f9910b48_L.jpg.jpg И сварщики: http://img-fotki.yandex.ru/get/4131/88923973.1/0_8c5c3_ddcc2783_L.jpg.jpg http://img-fotki.yandex.ru/get/4124/88923973.1/0_8c5c2_f70ddf58_L.jpg.jpg http://img-fotki.yandex.ru/get/6440/88923973.1/0_8c5c4_e7cd7ad9_L.jpg.jpg http://img-fotki.yandex.ru/get/4122/88923973.1/0_8c5c5_d1f8e3e1_L.jpg.jpg Пока сегодня мои "подельники" заливали бетон,меня отправли отрубить порванный водовод и сделать временную врезку.Поскольку,я-обладатель универсального автомобиля и сварочных агрегатов, http://img-fotki.yandex.ru/get/5637/88923973.1/0_8c5ca_88806a1d_L.jpg.jpg ,то и мне-лезть в колодец... http://img-fotki.yandex.ru/get/4121/88923973.1/0_8c5cb_faea46f1_L.jpg.jpg Воспользовался стандартными инструментами и СИЗ: http://img-fotki.yandex.ru/get/6441/88923973.1/0_8c5cc_ee804436_L.jpg.jpg И немного "нестандартной" одеждой: http://img-fotki.yandex.ru/get/4131/88923973.1/0_8c5cd_f5ae7d29_L.jpg.jpg В общем,будни-как будни.Обычная рутина.2 балла
-
Дембельский аккорд перед отпуском, ковш тот же самый что опубликован выше,трещина пошла по квадратной типа трубе перед этим наваривалося два раза прямо по трещине без разделки,лень было снить эксковаторщикам хотя сразу предупридил всех что такого лепилова хватит на неделю, в итоге оказался прав.
2 балла
-
Память о бабушке. Подарок жены. Память о дедушке.
2 балла
-
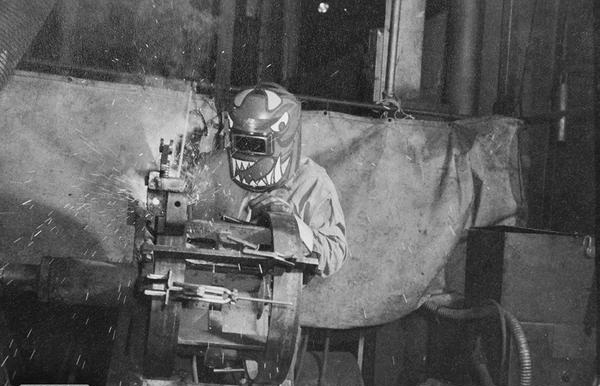
Даже 68 лет назад, сварщики делали граффити на своих масках Июль 1940 - Сварка рамных 10-тонных трейлеров. Калифорния. Сентябрь 1939 - Сварка правой трибуны на Crosley Field, домашний стадион бейсбольной команды Reds Cincinnati в 1912-1970гг. Октябрь 1939 - Сварка полуторатонного колеса для корабля "Admiral Richard E. Byrd's" для Арктической экспедиции
2 балла
-
Моё рабочее место. Наш офис. Дом родной. Наши кормильцы
1 балл
-
Это нормальное явление,особо влиять на сварку не должно.1 балл
-
Дык это, шток покрыт чистым хромом. Нержавейка вот, тоже сталь, а не режется.1 балл
-
С выхлопными газами, слава Богу проблем нет, подвижного состава много. К выхлопной трубе горловиной и на пару часов помолотить дизелем. Проверка - в малолюдном участке рем. зоны. Газетную скрутку - в горловину, зажигалка и ныкаться за угол. И орать, чтоб не шастал рядом никто!1 балл
-
А для такой толщины,чтобы не в ущерб ширине разделки,можно и двустороннюю сделать.Мне одно время тоже пришлось с ковшами да отвалами повозиться.1 балл
-
Наверное,форма разделки?Угол разделки,обычно 30 - 45 *.Ну и зазор сюда притянуть.1 балл
-
простите, но это спорный вопрос, угол разделки напрямую зависит от толщины металла.1 балл
-
Покажу. Позже чуть. И потроха и внешне. А у баддика, кстати, замечена нехорошая штука - при 0 и ниже - встает в защиту и не работает...1 балл
-
Сегодня сувенир подписал и установил в каптёрке на полочку.
1 балл
-
Мне сильно помогла кисточка для рисования с длинным ворсом и старая щётка для "бивней" при чистке "тоннеля". Чем продуваться будешь?1 балл
-
Блин мужики,эта тема сто раз обжована . Какой нашатырь вы о чем!?! У нас сварной почти пол года в бальничке провел.Бак был из под соляры и вроде пропарили ,а рванул так что суставы на руках в обратную сторону завернуло. Баки варю смело ,но после того как он с часок на камазовском глушаке повесит, а если нет возможности то клиент оплачивает балон углекислоты.Даже в мороз и из под солярки всегда придерживаюсь этих правил.1 балл
-
Приступаем к ручке.32-й уголок,2-е заготовки по 10мм каждая. До конца не режу – так удобнее размечать и сверлить (ф ~4мм).Затем берём 2 электрода ф4мм,оббиваем обмазку,шлифуеим и нарезаем резьбу. Размечаем место для отверстия (под ручку).Можно штангелем, можно пластиной, благо их под рукой валом. Я взял 4-х мм. От края отмечаем 100мм.Накерниваем и сверлим.Эти операции я делал вкупе с пластиной и струбцинами. Стенку насквозь не сверлил,а лишь наметил. Досверливал, когда извлёк пластину. Уголок на электрод, туда же гайку, всё это в мангал и фиксируем вайсгрипом. Можно просто отмерить, отрезать и заварить. Я всегда по-разному действую, в этот раз- так.Ну а дальше,по наработанной схеме. Поставили шайбу, отрезали лишнее, заварили. Готово.
1 балл
-
Делаем ось. Горизонт я разметил при помощи 10мм пластины ( обратить внимание на положение днища),а перпендикуляр штангелем (60 мм от края).Когда накернивали место сверления, в зазор вставил «зазорник». Сверлим, ф ~4мм.В качестве оси- электрод ф4мм. Вставляем так, чтобы не выступал, завариваем, зачищаем.На внешнюю сторону ставим шайбу, лишнее срезаем и завариваем Когда с этим закончили, можно срезать прихватки с опор. Всё ровно, как и должно быть. Раскрыли обе опоры и на ровной поверхности отбили угол любой, подходящей по высоте вещью. Мне подвернулся обрезок профиля, как раз в аккурат. Обрезаем и получаем презентабельный вид. Да, кстати, ответную часть опоры имеет смысл окультурить. Можно заранее, можно потом. Я всегда это делаю на разных этапах, в зависимости от настроения. Когда на глаз закругляю, а когда и по шайбе отчерчиваю радиус.
1 балл
-
Вот теперь мы вспомним за отверстия, резьбу и болты. Если делать сборку с припуском, то есть шанс всё это дело скособочить.А если так,как делаем,то усадка имеет место быть и пластину зажимает,существенно. На первых её испытаниях мне пришлось изрядно попотеть,извлекая её. Днище немного пострадало.Сделал сначала два отверстия, по осевой. Результат есть,но малоэффективный,ещё и перекос доставляет проблем .Поэтому были сделаны отверстия по углам и проблема извлечения исчезла. В процессе монтажа ещё не раз будет использована эта пластина ,поэтому такая доработка, как нельзя кстати. Далее, делаем «ноги». Отрезаю пластину шириной 70мм .На ней размечаю полосы по 17мм и отрезаю. Всё болгаркой. В моих условия так точнее и качественнее. Получившиеся пластины должны быть вровень. Затем отрезаем поперечину для опоры. Я использую шину (40 х 4 ),но можно из металла вырезать. Размер делаем с учётом толщины ранее вырезанных пластинок + небольшой запас. Под небольшим запасом имеют место быть 1мм пластинки. Далее будет всё ясно. Они рассчитаны на сохранение зазора при дальнейшем монтаже опор, иначе зажмёт и приводить в действие мангал будет не комфортно. Отбиваем от краёв по 120мм с обеих сторон. Все разметки делаю чертилкой, потому как маркером сильно жирно, в прямом смысле слова-погрешности в миллиметры потом вылазят в косяки, но это уже мелочи, можно размечать хоть мелом. Заправляем в мангал пластину. По меткам выставляем шину, с одинаковым смещением по сторонам, ставим «зазорные пластинки»,а потом и опоры. Всё это «лего» фиксируем .Прихватываем опору и поперечину, а затем, не ослабляя фиксацию, прихватываем на три точки к днищу. Это позволит нам без заморочек, смещений и лишних телодвижений разметить, просверлить и соединить монтируемые узлы. После разневоливания можем убедиться, что зазор присутствует по всем плоскостям, чего и добивались. Перед тем, как сварить поперечину и опору между собой, вставить «зазорники» с обеих сторон и зафиксировать струбциной.
1 балл
-
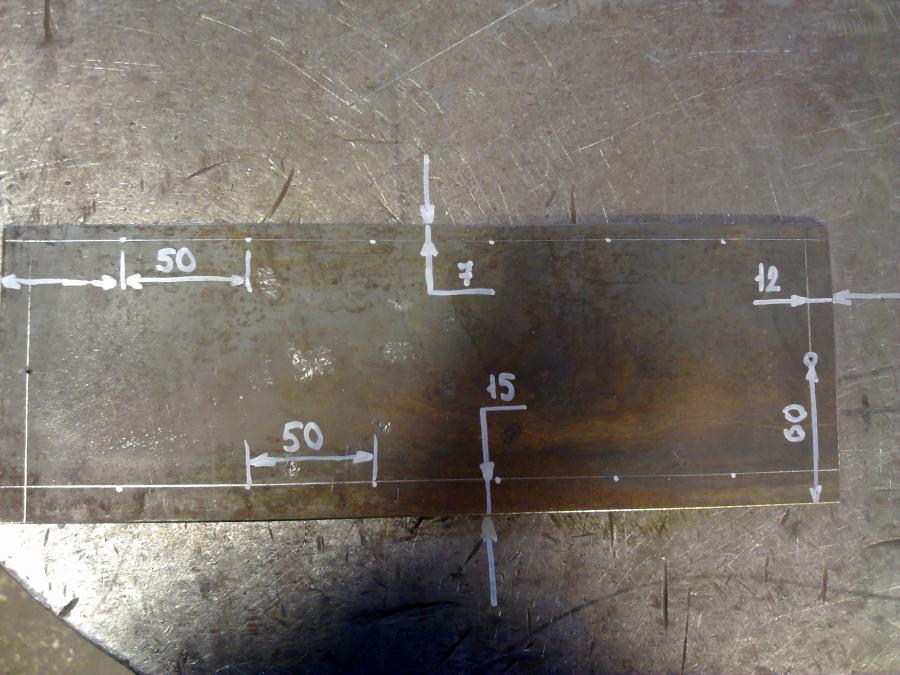
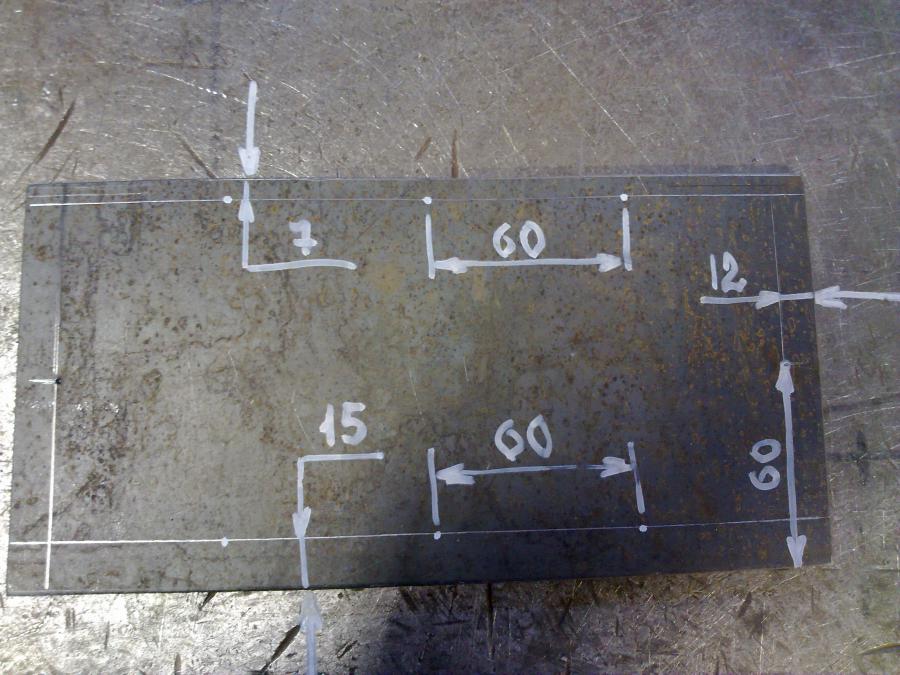
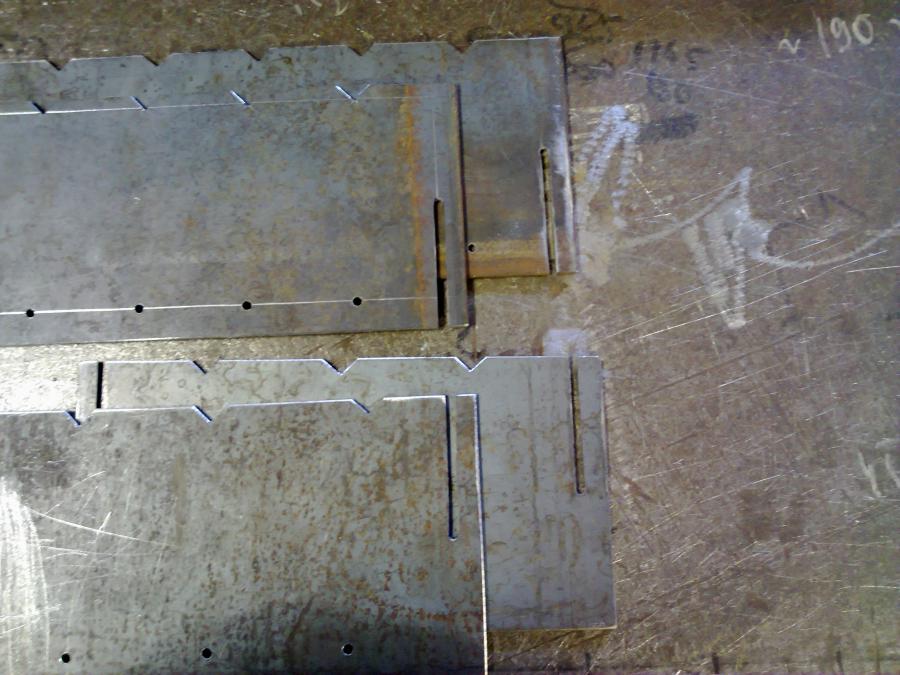
Расписал в тексте и картинках изготовление переносного мангала,может кому то пригодится.Старался все изложить досконально и доступно,так что если кому то покажется слишком тягомотным,пошу извинить. ВАЖНО !!! Весь используемый материал 3мм толщиной (за редким исключением)и даваемые размеры пляшут от этого.2-ка ,мне кажется, хлипковата, а 4-ка перебор. Но это мое мнение, как и метод изготовления. Если кто задумает использовать лазерную резку, штампы (и т.д. и т.п.) или изменить процесс, равно как и материал ,то дерзайте. Полный карт-бланш. Я делаю так как считаю нужным, основываясь на своём опыте и ранних результатах,но никому не навязываю свою точку зрения.Просто делюсь опытом ,способом изготовления и нюансами. Спасибо за внимание! Чтобы ловчее было собирать вырезал пластину нужной толщины (14мм) и за материальный стимул, фрезеровщик из другой шараги вывел её в «0» .Сверловкой отверстий и нарезкой резьбы занялся уже сам,после первой засады -в дальнейшем их предназначение будет понятно. С одной стороны на пластине снята фаска-это тоже нам в помощь. Массивная толщина –хороший теплоотвод и надёжный каркас-шаблон. Дно в размер, а боковые стенки с запасом. Гильотиной пользуюсь крайне редко, только если делаю лист со значительным запасом. Мало того, что рубит она некорректно, да вдобавок и мелочь загинает винтом. Поэтому все работы, в основном, делаю болгаркой. Итак, лист на пластину, сверху «блин» для лучшего прижима. Выставляем боковины, выравниваем по плоскости прилегания и выступания. Фиксируем все детали струбцинами. Когда все устраивает, то делаем прихватки. Можно не скупиться. Далее так же поступаем и с другими сторонами. Если длинные стороны немного выступают за края днища, то короткие встают в паз. В итоге получаем рабочую сторону идеально ровной. С внутренней стороны так же делаем несколько прихваток. Они потом буду сточены, чтобы не мешали плотно вствать пластине, поэтому прихватки делаем так, чтобы можно было их подлезть диском.Я делаю их на таком расстоянии от углов и проблем никаких. Сразу провариваю углы. Штангелем отбиваем 18мм (от лицевой стороны) и отрезаем лишнее. Если руки ровные и диск нормальный, то остаток можно использовать на второй и далее мангалы. Выступающую на уже мангале кромку снимаем болгаркой вровень с днищем. Можно изначально уменьшить размер на штангеле, но тогда момент отрезания будет сопряжён с возможным закусыванием диска о днище.Думаю,1 мм не стоит того, чтобы рисковать. После того, как всё отрезали и зачистили, поэтапно фиксируем и варим небольшими участками. Целиком варить смысла нет, да и поводки будут, невзирая на фиксацию. Я разбил швы на такие фрагменты. После сварки усиление снимаем, шлифуем и получаем презентабельный вид и идеальную диагональ.
1 балл
-
@ARGONIUS, боязнь проковки дисков лечится просто - надо хоть раз посмотреть как узбеки кувалдами диски правят в шинаманташканама1 балл
-
этот бак привезли на переделку.латки поменять./колхозим но гламурно/
1 балл
-
а у нас в горах вот так трубы трещат: моя работа в водоканале рабочие моменты моя работа в горах
1 балл
-
На "Диком Западе" при постройке "восточной "Жемчужины" ситуация не особо отличалась: те же баллоны, стальные буераки и остальные прелести "колхоза".Не даром @AMBIVERT42 опознал на фото свой объект,картина везде примерно одинаковая.1 балл
-
Вот такбы примерно еще подрезать слегка казалось бы
1 балл
-
всем привет. вот сегодня сделали печь в баню а арендодатель припер бочку из под масла, надо говорит выправить. выточил штуцер, завтра накачаю компрессором( сомневаюсь что поможет, но спорить не стал, сказал сделать-сделаю). вот ещё подсмотрел приспособу для приварки шарниров хорошо облегчает работу.
1 балл
-
Всем привет! Паренек с участка по ремонту "Мерседес-Спринтер"-ов несколько смен мне мозг выносил - Приди да приди со сваркой к нам! Какая машина, спрашиваю? Для себя, отвечает... Станочные тиски "Мерседес-Бенц"(с). Заявка в Роспатент отправлена!
1 балл
-
Если принять крутопадающую (ММА-шную) ВАХ за некую "среднюю" ВАХ, то штыковая (для аргона) и жесткая (для па) будут противоположными крайностями. Жёсткая - стабильное напряжение при любом токе, штыковая - стабильный ток при любом напряжении. На ютубе есть видео, как чел варит па с использованием обычного инвертора без переделок. Подозреваю, варит оно не очень. В книжках встречал, что штыковая для РАДС есть гут. ОС - обратная связь, ОУ - операционный усилитель.1 балл
-
Труба ф1200мм толщина 16мм.
1 балл
-
Никакой самодеятельности - чистый официоз; Без комментариев.
1 балл
-
Пришла весна.Потянулись охотники на шноркеля. джип Черокки
1 балл
-
Принимайте новичка друзья.
1 балл
-
Решил и я показать свои работы. Не кидайте огарками в меня.
1 балл
-
Всегда и везде приветствуется сварка "короткой дугой",но не следует слишком погружать дугу в металл. p.s. Что-то я не помню на форуме пользователя с ником Блин.1 балл
-
Бывает и то и другое.Чаще перед зажиганием чуть обламывают края выступающей обмазки,но иногда сердечник заплывает шлаком и лично я чуть стучу электродом о секач,чтобы обнажить металл электрода.Специалисты старой школы умудряются при сварке под РГК в потолок не отбивать шлак со шва за 2-3 прохода,но это "не Ваш метод" - это приходит с годами.1 балл
-
А это снова клюз,придётся добавлять ещё вверх и аргоном переплавлять: Икра чёрная:
1 балл
-
. d=260мм, толщина ОК 50мм Габариты св. шва: 56/22 эл-ды ЭА-981/15, корень ЭА-48М/22,отделку не сфоткал
1 балл
-
Винтик от лодки принесли. Намотал трос, отломало кусок лопасти. Швов собственно не видать, всё зачищено и заполированно грубой полировальной насадкой под покраску. 4043 варил, зелёным вроде не подсвечивало на старом металле, не АМг. Толщина на конце лопасти 1-1.5мм. http://s017.radikal.ru/i429/1301/a2/333a96e868a8.jpg http://s40.radikal.ru/i090/1301/e2/a415e0500da8.jpg http://s019.radikal.ru/i603/1301/ac/1c881b2b2af8.jpg1 балл
-
Пошли снова танки для компании SWACO, конусные. Один из узлов трубопровода, 2" колено, 316, S40, контроль - рентген (уже прошли). http://i077.radikal.ru/1301/09/fedd75fa4d6b.jpg http://s018.radikal.ru/i508/1301/83/f3ccae98773c.jpg http://s020.radikal.ru/i703/1301/47/81110eb7356d.jpg А это ирландец варил, с 20+ лет опыта. Его зарплата в полтора раза выше моей. http://s002.radikal.ru/i200/1301/7b/bda73b9e92d5.jpg1 балл
-
Пост 61-верх-правая-это очень интересная история постройки в США с 1942г судов типа Либерти(я даже успел поработать на одном кочегаром-Александр Суворов -порезали в 1980г)Благодаря этим пароходам СССР получил в войну с конвоями множество техники и продовольствия. http://www.skylighte...bertyships.html Суда впервые имели сварной корпус ,что позволяло строить их быстро.Рекорд был-10 дней. Всего было построено 2710 судов . Всего на постройке «Либерти» было занято 18 верфей (не считая многочисленных субподрядчиков), и в 1943 выпуск составил в среднем 3 судна в день. «Либерти» первых серий страдали от трещин в наборе корпуса и палубы. 19 судов буквально развалились в море. Первоначально дефекты приписывались либо сварной конструкции в целом, либо — низкому качеству сварки в условиях круглосуточного поточного производства. Привлечённая к расследованию металловед Типпер из Великобритании доказала, что трещины в сварном наборе развивались из-за неудачного выбора сорта стали, который в арктических условиях становился хрупким. Сварная конструкция облегчала распространение усталостных трещин, но не порождала их. В течение 1942 года эти недостатки были устранены. Опыт «Либерти» был учтён в производстве последующих военных серий — транспортов «Виктори» (534 cудна) и танкеров Т2 (490 судов). «Либерти» строились как «суда на пять лет»: считалось, что их ограничения по скорости и ремонтопригодности сделают суда неконкурентоспособными в послевоенном мире. На деле, «Либерти» активно служили в конвоях корейской войны и в гражданской службе до начала 1960-х годов: в 1950-е годы пароходства только зарабатывали с помощью «Либерти» деньги на обновление флотов. Массовый слом «Либерти» пришёлся на 1960-е годы; первенец серии, «Патрик Генри», был сломан в 1958. По состоянию на 2005 год, на ходу находятся два «Либерти» — суда-музеи SS John W. Brown в Балтиморе и SS Jeremiah O’Brien Сан-Франциско; оба годны к плаванию и периодически выходят в море. http://www.odin.tc/d...ter/liberty.asp
1 балл
-
сентябрь 1940 - изготовление моек из нержавеющей стали: аппарат линкольн ]Shield-Arc Jr., электроды Stainweld A5. Настройка сварочного агрегата для ремонта железной дороги. Коннектикут, штат Огайо. 1940,Сервис Хартмана. Изготовление, сварка тягача для транспортировки угля: аппарат Shield-Arc Jr., электроды Fleetweld.[ 1942 - Сварка одной из четырех основных стальных матч Deeds Carillon в Дэйтон, Огайо \1939 - сварка железнодорожного моста в Кливленде.
1 балл
-
1 балл
-
Найденное яндексом:
1 балл
-
1 балл
-
Ну это я освоил в первую очередь когда учился, думал что я уже "крутой" сварщик и умение варить фольгу мне в жизни точно пригодится. Пригодилось, пару раз, в споре на "пиво"1 балл
-
Слабенько варит сварщик,ролик скорее реклама ничего нового "старичкам",ничего полезного новичкам,тёще показывать да бабке с дедом! Это о Митином1 балл