Лидеры




Популярный контент
Показан контент с высокой репутацией 18.04.2013 во всех областях
-
Ремонт ковша эксковатора cat-318, варилось электродами уонии 13-55 3мм, четверки не ту и посей день снималося в начале февраля месяца, повремени заняло 10 часов по факту три дня ездил до варивал.
 11 баллов
11 баллов -
Вот еще один проблемный ковш привезли с трассы даже на место не в правили, после разделки прищлось править экскаватором задача тоже не простая.Варилось электродами уонии 13-55 3мм снаружи разделки точнее наверно подварный шов, заполнялось полуатоматом проволока св 08г2с-1.2 в углекислоте, подача где то 8м, расход не помню но был очень большой варилось на улице и при приличном ветре хоть и в нутри ковша.
8 баллов
-
вырезал"латки".волосы на голове зашевелились! Сделал новые ,и вварил - получилось вот так :
6 баллов
-
Ух ты...Как всё тут масштабно!У нас всё как-то куда мельче... Вот,сварили-связали армокаркас под монолитную плиту в основание нового дома. http://img-fotki.yandex.ru/get/5647/88923973.1/0_8c5c1_31d8a7a6_L.jpg.jpg Действующие лица-сварочные аппараты: http://img-fotki.yandex.ru/get/5646/88923973.1/0_8c5c6_32ba61c8_L.jpg.jpg http://img-fotki.yandex.ru/get/5640/88923973.1/0_8c5c7_fd1edb8e_L.jpg.jpg http://img-fotki.yandex.ru/get/5633/88923973.1/0_8c5c8_3a1baced_L.jpg.jpg http://img-fotki.yandex.ru/get/5643/88923973.1/0_8c5c9_f9910b48_L.jpg.jpg И сварщики: http://img-fotki.yandex.ru/get/4131/88923973.1/0_8c5c3_ddcc2783_L.jpg.jpg http://img-fotki.yandex.ru/get/4124/88923973.1/0_8c5c2_f70ddf58_L.jpg.jpg http://img-fotki.yandex.ru/get/6440/88923973.1/0_8c5c4_e7cd7ad9_L.jpg.jpg http://img-fotki.yandex.ru/get/4122/88923973.1/0_8c5c5_d1f8e3e1_L.jpg.jpg Пока сегодня мои "подельники" заливали бетон,меня отправли отрубить порванный водовод и сделать временную врезку.Поскольку,я-обладатель универсального автомобиля и сварочных агрегатов, http://img-fotki.yandex.ru/get/5637/88923973.1/0_8c5ca_88806a1d_L.jpg.jpg ,то и мне-лезть в колодец... http://img-fotki.yandex.ru/get/4121/88923973.1/0_8c5cb_faea46f1_L.jpg.jpg Воспользовался стандартными инструментами и СИЗ: http://img-fotki.yandex.ru/get/6441/88923973.1/0_8c5cc_ee804436_L.jpg.jpg И немного "нестандартной" одеждой: http://img-fotki.yandex.ru/get/4131/88923973.1/0_8c5cd_f5ae7d29_L.jpg.jpg В общем,будни-как будни.Обычная рутина.6 баллов
-
Дембельский аккорд перед отпуском, ковш тот же самый что опубликован выше,трещина пошла по квадратной типа трубе перед этим наваривалося два раза прямо по трещине без разделки,лень было снить эксковаторщикам хотя сразу предупридил всех что такого лепилова хватит на неделю, в итоге оказался прав.
6 баллов
-
Угонял лосиноостровскую тройку МР3 на апгрейд банной печки, сталь 5 мм на шве остаются копчёные полоски, поперёк, то ли шлак трескался и это отпечаток трещины, то ли начало самой трещины. От пачки к пачке этот прикол не всегда повторяется. Странные электроды, или производитель.
6 баллов
-
Далее. Располагаем мангал таким образом и делаем замер по внешним краям. Указанный размер не является привязкой. И отрезаем от профиля (15мм) нужную длину. Я всяких ручек за всё это время понаделал и смею заверить, что фантазия людская не имеет границ. Так что смело выдвигайте новые идеи. На данном этапе я остановился на этом варианте. Прикладываем, отмечаем, лишнее аккуратно вырезаем и получаем это. Монтируем на место. В качестве зазора я применил профиль (50 х 25),вроде не жмёт. Прихватываем, варим, окультуриваем. Далее на очереди стенки, но это самое лёгкое.Сегодня не успел "доделать" телефон сел.В качестве гаек следует,конечно,сделать что-либо удобнее,но так как знакомый токарь ,в связи с невыплатой з/п бастует,то перебиваюсь,как могу.
5 баллов
-
Приступаем к ручке.32-й уголок,2-е заготовки по 10мм каждая. До конца не режу – так удобнее размечать и сверлить (ф ~4мм).Затем берём 2 электрода ф4мм,оббиваем обмазку,шлифуеим и нарезаем резьбу. Размечаем место для отверстия (под ручку).Можно штангелем, можно пластиной, благо их под рукой валом. Я взял 4-х мм. От края отмечаем 100мм.Накерниваем и сверлим.Эти операции я делал вкупе с пластиной и струбцинами. Стенку насквозь не сверлил,а лишь наметил. Досверливал, когда извлёк пластину. Уголок на электрод, туда же гайку, всё это в мангал и фиксируем вайсгрипом. Можно просто отмерить, отрезать и заварить. Я всегда по-разному действую, в этот раз- так.Ну а дальше,по наработанной схеме. Поставили шайбу, отрезали лишнее, заварили. Готово.
4 балла
-
Делаем ось. Горизонт я разметил при помощи 10мм пластины ( обратить внимание на положение днища),а перпендикуляр штангелем (60 мм от края).Когда накернивали место сверления, в зазор вставил «зазорник». Сверлим, ф ~4мм.В качестве оси- электрод ф4мм. Вставляем так, чтобы не выступал, завариваем, зачищаем.На внешнюю сторону ставим шайбу, лишнее срезаем и завариваем Когда с этим закончили, можно срезать прихватки с опор. Всё ровно, как и должно быть. Раскрыли обе опоры и на ровной поверхности отбили угол любой, подходящей по высоте вещью. Мне подвернулся обрезок профиля, как раз в аккурат. Обрезаем и получаем презентабельный вид. Да, кстати, ответную часть опоры имеет смысл окультурить. Можно заранее, можно потом. Я всегда это делаю на разных этапах, в зависимости от настроения. Когда на глаз закругляю, а когда и по шайбе отчерчиваю радиус.
4 балла
-
Вот теперь мы вспомним за отверстия, резьбу и болты. Если делать сборку с припуском, то есть шанс всё это дело скособочить.А если так,как делаем,то усадка имеет место быть и пластину зажимает,существенно. На первых её испытаниях мне пришлось изрядно попотеть,извлекая её. Днище немного пострадало.Сделал сначала два отверстия, по осевой. Результат есть,но малоэффективный,ещё и перекос доставляет проблем .Поэтому были сделаны отверстия по углам и проблема извлечения исчезла. В процессе монтажа ещё не раз будет использована эта пластина ,поэтому такая доработка, как нельзя кстати. Далее, делаем «ноги». Отрезаю пластину шириной 70мм .На ней размечаю полосы по 17мм и отрезаю. Всё болгаркой. В моих условия так точнее и качественнее. Получившиеся пластины должны быть вровень. Затем отрезаем поперечину для опоры. Я использую шину (40 х 4 ),но можно из металла вырезать. Размер делаем с учётом толщины ранее вырезанных пластинок + небольшой запас. Под небольшим запасом имеют место быть 1мм пластинки. Далее будет всё ясно. Они рассчитаны на сохранение зазора при дальнейшем монтаже опор, иначе зажмёт и приводить в действие мангал будет не комфортно. Отбиваем от краёв по 120мм с обеих сторон. Все разметки делаю чертилкой, потому как маркером сильно жирно, в прямом смысле слова-погрешности в миллиметры потом вылазят в косяки, но это уже мелочи, можно размечать хоть мелом. Заправляем в мангал пластину. По меткам выставляем шину, с одинаковым смещением по сторонам, ставим «зазорные пластинки»,а потом и опоры. Всё это «лего» фиксируем .Прихватываем опору и поперечину, а затем, не ослабляя фиксацию, прихватываем на три точки к днищу. Это позволит нам без заморочек, смещений и лишних телодвижений разметить, просверлить и соединить монтируемые узлы. После разневоливания можем убедиться, что зазор присутствует по всем плоскостям, чего и добивались. Перед тем, как сварить поперечину и опору между собой, вставить «зазорники» с обеих сторон и зафиксировать струбциной.
4 балла
-
svarka_naks, вы действитешьно думаете, что люди "колхозят на коленке" потому что им нравится ? Или просто нашли способ нахамить ?3 балла
-
Мои начинания в среде аргона.Выношу на страшный суд: Собственно главный вопрос,варил до этого образец,на этапе сварки облицовки,начала кипеть св.ванна и появляться поры.Добавил давления немного,убавил току,непрокатило,также кипит.Зачистил болгаркой,мало ли может окисления какие, протёр ацетоном и всё равно кипит.В чём же может быть дело? Не в диаметре сопла горелки случайно,а то оно у меня узкое,может плохо обдувает св.ванну!?
3 балла
-
Расписал в тексте и картинках изготовление переносного мангала,может кому то пригодится.Старался все изложить досконально и доступно,так что если кому то покажется слишком тягомотным,пошу извинить. ВАЖНО !!! Весь используемый материал 3мм толщиной (за редким исключением)и даваемые размеры пляшут от этого.2-ка ,мне кажется, хлипковата, а 4-ка перебор. Но это мое мнение, как и метод изготовления. Если кто задумает использовать лазерную резку, штампы (и т.д. и т.п.) или изменить процесс, равно как и материал ,то дерзайте. Полный карт-бланш. Я делаю так как считаю нужным, основываясь на своём опыте и ранних результатах,но никому не навязываю свою точку зрения.Просто делюсь опытом ,способом изготовления и нюансами. Спасибо за внимание! Чтобы ловчее было собирать вырезал пластину нужной толщины (14мм) и за материальный стимул, фрезеровщик из другой шараги вывел её в «0» .Сверловкой отверстий и нарезкой резьбы занялся уже сам,после первой засады -в дальнейшем их предназначение будет понятно. С одной стороны на пластине снята фаска-это тоже нам в помощь. Массивная толщина –хороший теплоотвод и надёжный каркас-шаблон. Дно в размер, а боковые стенки с запасом. Гильотиной пользуюсь крайне редко, только если делаю лист со значительным запасом. Мало того, что рубит она некорректно, да вдобавок и мелочь загинает винтом. Поэтому все работы, в основном, делаю болгаркой. Итак, лист на пластину, сверху «блин» для лучшего прижима. Выставляем боковины, выравниваем по плоскости прилегания и выступания. Фиксируем все детали струбцинами. Когда все устраивает, то делаем прихватки. Можно не скупиться. Далее так же поступаем и с другими сторонами. Если длинные стороны немного выступают за края днища, то короткие встают в паз. В итоге получаем рабочую сторону идеально ровной. С внутренней стороны так же делаем несколько прихваток. Они потом буду сточены, чтобы не мешали плотно вствать пластине, поэтому прихватки делаем так, чтобы можно было их подлезть диском.Я делаю их на таком расстоянии от углов и проблем никаких. Сразу провариваю углы. Штангелем отбиваем 18мм (от лицевой стороны) и отрезаем лишнее. Если руки ровные и диск нормальный, то остаток можно использовать на второй и далее мангалы. Выступающую на уже мангале кромку снимаем болгаркой вровень с днищем. Можно изначально уменьшить размер на штангеле, но тогда момент отрезания будет сопряжён с возможным закусыванием диска о днище.Думаю,1 мм не стоит того, чтобы рисковать. После того, как всё отрезали и зачистили, поэтапно фиксируем и варим небольшими участками. Целиком варить смысла нет, да и поводки будут, невзирая на фиксацию. Я разбил швы на такие фрагменты. После сварки усиление снимаем, шлифуем и получаем презентабельный вид и идеальную диагональ.
3 балла
-
Ремонт ручного пресса (чугун) из поднебесной ММА sabaros me 140
3 балла
-
Блин мужики,эта тема сто раз обжована . Какой нашатырь вы о чем!?! У нас сварной почти пол года в бальничке провел.Бак был из под соляры и вроде пропарили ,а рванул так что суставы на руках в обратную сторону завернуло. Баки варю смело ,но после того как он с часок на камазовском глушаке повесит, а если нет возможности то клиент оплачивает балон углекислоты.Даже в мороз и из под солярки всегда придерживаюсь этих правил.2 балла
-
Небольшой P.S. Свою конструкцию я слегка дополнил. Чтобы и пластины в мангале лежали плотнее, и отверстия можно было прикрыть – уменьшить тягу или от ветра отсечь, а заодно и угли пошебуршить, внедрил я в конструктив две пластины. Весу особо не добавят, но пользы прибудет. В предыдущих постах делал акцент на ровный и аккуратный рез, а так же использование в дальнейшем «отходов» мангального производства.С этой сборки,кроме этого мангала,получилось ещё пару днищ,а если заменить одну сторону,то можно и ещё «выжать» заготовку. По поводу разметки.Штангель-это хорошо и точно,но в ходе реза,как бы мы не владели болгаркой, линия реза немного,но «разбивается».Соответственно,при отбивке волна передастся на предполагаемую линию реза.Поэтому лучше использовать для разметки ровную поверхность и подбор по нужной высоте пластины.Я использую свой джентельменский набор – «массивная» плита и пластина (3-4мм).Как раз выходим на нужный размер. Если пластина под днище оказалась немного великовата,то лучше не ровнять её зачистным диском-волна обеспечена,а аккуратно сделать всё отрезным. При соблюдении выше описанных операций получаем «близнецов». Ну вот ,пожалуй, и всё.Удачи !
2 балла
-
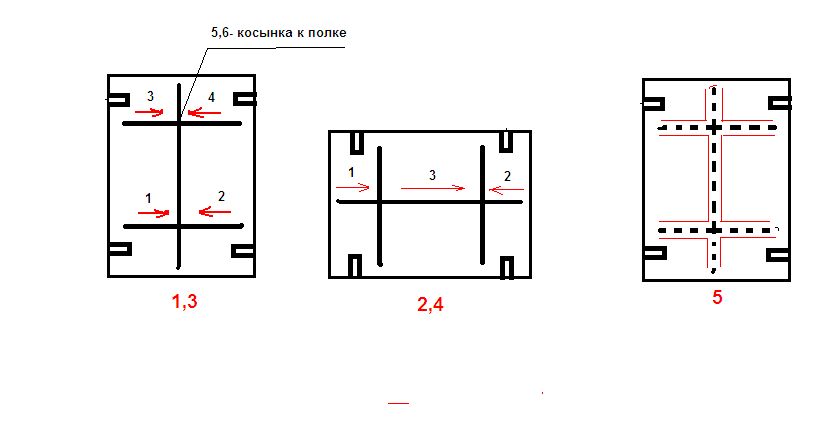
Очень жаркой получилась наша дискуссия!!! Всем спасибо! Всё получилось как надо! Много чего пробовали(познавательно и поучительно)пришлось потратить много времени! Как кто то здесь посоветовал варить нужно с центра балки обе стороны,косынки в последнюю очередь и всё гуд! По поводу заворить по трещине(признаюсь) пробовали, рвёт сразу!!! По поводу колхоза: если всё делать по технологии, дети с голоду помирать начнут! Нам к сожалению не платят за восемь часов проведённых на работе и сэкономленный материал это наши деньги!!! Правительство загнало нас в эти рамки,так и живём!!! А делать всё по технологии конечно же хочется,но не можется!!! Спасибо вам всем,очень помогли!!!2 балла
-
Мне кажется что шов у вас лопается еще на стадии кристализации металла. Потому что из за того что вы все делаете быстро на одной пятке - присутствует сразу много разнонаправленных деформаций. Шов просто не успевает набрать достаточную прочность нетронутым что бы усилию противостоять. Или как вариант варите сразу несколько балок в одном пространственном положении. Что бы швы на предыдущих балках успевали остыть. Металл можно проверить обычным керном на прочность путем сравнения. В идеале на керн надо прилагать одинаковую нагрузку, но можно постараться не меняя хвата на глаз два раза молотком долбануть сперва по двутавру марка которого известна, потом по подошве. Получившиеся углубления сравнить. Если в подошве мельче то сталь однозначно с легирующими добавками. Ну и напоследок из жизненного опыта. Относиться к этому можно по разному, но настройке зуб даю эту проблему решили бы так. А прям по трещинам новый шов. Но эт в отсутствии контроля)2 балла
-
у меня рабочая 9100, родного стекла на год хватило, если не больше, защитные стекла 2000-3000 за 10 штук, думаю вполне приемлемо. пока не нашел где их брать, вырезал в старом окошко и лепил поликарбонатные обычные на двухсторонний скотч. выйду на работу - сфоткаю2 балла
-
, хорошо вылечил рАДС. Противни для духовки, aisi 304, толщ. 0,8 мм. Присадка ER 316 LSi- 1,6 мм. Импульсный режим.
2 балла
-
@Isperyanc, вернитесь на *19.а* лису. и флэшплеер 10й а не 11й1 балл
-
Судя по Вашим записям, то зачистка металла была. Я зачищаю так: снаружи ( у Вас видно, что сделано), снимаю фаску на торце трубы, сам торец и внутри 5-10 мм от торца в глубь. Тогда металл чистый и варится оч.хорошо. Главное - не перегреть, тогда закипит. Думаю, что у Вас был перегрев шва, хотя сам шов наводит на вопросы: это корень для следующего прохода? Видно, что ниже кромки трубы. Или шов провалился? Если шов закипел, то только вырезать это место и удалять все образовавшиеся поры. И то место, где закипело, варить аккуратненько, метал уже был сильно нагрет, не закипел бы снова. Так вкратце, из личного опыта.1 балл
-
На фото поперёк, а не вдоль. Когда первые пошли, то были отличные электроды. А потом начали хромать. Два раза встречал пачки которые даже плохо зажигались повторно, и это при 110 В х/х. Могу лишь предположить, что если на заводе не хватает компонента по рецепту, то без зарплаты сидеть они не согласны.1 балл
-
MIG/MAG сварка выданном случае более преемлемо. По скорости да и по цене гораздо дешевле будет. Вот ссылочка по возможной механизации процесса. http://www.shtorm-its.ru/catalog1 балл
-
@Student09, может все же в среде защитных газов или под слоем флюса?1 балл
-
Уважаемый АВН, на основании полученной информации от создателя этой темы , я считаю, что причина возникновения трещины сварного соединения в этом случае, связана с непосредственным наличием конструкционной легированной стали, а именно - хромистой стали. Вы, АВН, как супермодератор этого посвященного сварке форума, должны знать, что такие стали склонны к отпускной хрупкости при сварке между собой, так и участвуя в разнородном соединении с углеродистой сталью. В таком случае, для получения качественного сварного соединения (Вы уважаемый АВН, я думаю не будете со мной спорить) необходимо прибегнуть к зарекомендованной технологии сварки. Как я выше упомянул, среди прочих технологических операций, решающими в этом случае являются предварительный, сопутствующий подогрев и термический отжиг. Варианты связанные с , я расцениваю как делитантские и с получением качественного сварного соединения ни как не связанными. Сварку, нужно учиться вести по технологии, не пытаясь уйти в безграмотно необоснованную экономию. И ещё... Уважаемый АВН, я хотел коснуться волнующей Вас в последнее время темы производственной аттестации технологий сварки, которой я успешно занимаюсь. Мне очень приятно, что супермодератор взволнован разбушевавшимся воображением и представлениями о моей работе. Хочу добавить, аттестации проходят великолепно! Спасибо за внимание.1 балл
-
@chop13,Было что-то в квадратных скобках, думал фото. Расширенная форма, выбрать файл, загрузить, добавить в сообщение,предварительный просмотр, отправить.1 балл
-
Во фишка
1 балл
-
1 балл
-
Дык, это стекло тысячу стоит! Если учесть, что сама маска 5 тысяч стоит, то тысячу за стекло - это я считаю не адекватная цена.1 балл
-
Ротометра нету,да и его не спешат как-то покупать,может как-нибудь за свои деньги куплю. По поводу сопла,до этого стояло уже,на фотографии уже поменяный.Сразу что т не сообразил,наверное "под аргоном" был1 балл
-
кипеть может от плохой защиты, плохой (неподходящей) присадки или попадания гадости. переваривать бесполезно, только вырезать. сопло явно шире шва, так что вряд ли дело именно в сопле. когда-то (когда не было расходомера) я пытался сваривать сталь с расходом порядка 1л/мин, тоже были непонятные-внезапные вскипания. каков фактический расход у вас?1 балл
-
Классификация светофильтра по EN379 1/2/2/3 Из описания выходит что не для продолжительной работы. Хотя кому верить если дешевой китайской присваивают 1/2/1 умалчивая о четвертом значении.1 балл
-
@ARGONIUS, боязнь проковки дисков лечится просто - надо хоть раз посмотреть как узбеки кувалдами диски правят в шинаманташканама1 балл
-
1 балл
-
5 копеечек подбавлю,попробую подсказать по картинке порядок выполнения швов,надеюсь будет понятен (1-3,и 2-4 положение балки),все швы сводятся к углам.Обратите внимание на катет швов,толщина полки больше толщины стенки ,а принимаемый катет на подобных м/к принимается наименьшим из сопрягаемых деталей (балка=2 полки+1 стенка).... После прихваток ,не посредственно перед сваркой подогрев (резаком пойдёт), Одна балка-один сварщик (двоём только мешаться и "зайцев" раздавать). И пункт 5 (рис.) после сварки, резаком греем "подошву" по контуру балки (с тыльной стороны),снимем тем самым напряжения (термообработка).... П/с; ребята в поле,где им ТВЧ,печи и термиста раздобыть. Резак "вот в чём сила брат".... Удачи.
1 балл
-
Посвятил сегодня себя войне с ржавой бочкой (изучал оставляемые подкладки).Немного начал видеть как класть (или ложить) валик на края и поигрался настройками.Вид пока конечно не очень-нужно еще проникнуться На завтра сосед уже глушитель от Явы мне готовит.Надо потренироваться на кошках...Сказал что если спалю то ничего Вопрос по существу дела-немного не вижу откуда начинать продолжение валика-какашка с проволокой и разрывы видны здорово
1 балл
-
был такой случай, оказалось подошлва из стали 40х, необходим предварительный подогрев и термообработка, иначе трещина1 балл
-
Получается что подошва должна от сварки притягиваться в основанию колонны,а тут приваренные кницы не дают снять напряжение - трещит... На мой,неквалифицированный,взгляд всё таки правильнее сначала приварить все кницы к колонне,а потом к подошве приварить "сухарики",чтоб не держать на руках и повесить её (подошву) на колонну.Выставить зазоры между кницами-подошвой и варить.Трудоёмко конечно,но дешевле чем трещины выбирать...1 балл
-
Выбор : УАЗ и Audi.Цель поездки -бездорожье.Естественно,глупо убивать иномарку.А вот если цель поездки трасса,то здесь уже другой коленкор.Так же с маской.Нет универсальной.Тяжеловата?Относительно чего?Я ,к примеру,сужу о своём асортименте,у меня он есть и я могу выбирать-перебрать.Нежное оголовье?Здесь тоже два варианта.Оно сидит на голове...Короче сколько масок было,ни одна так комфортно не облегала.Имеется ввиду,оголовье и не имею ввиду Спидгласс.А слишком нежным оно мне кажется относительно брутальных наших оковылков.Лет пять меняя,со временем,маску (за 160р ),с одной на другую кочует оголовье с итальянской маски.Оно тоже удобно,хоть и существенно уступает.И ещё,опять же личное мнение.Какая бы ни была зачётная маска,но если она неудобно сидит на голове,не комфортно,жмет или ещё что,то грош ей цена.Одно время у меня был бзик,хотел с ебея оголовьев навыписывать.Оставил эту затею.Пока.1 балл
-
Движения должны быть плавными и размеренными.Наверху (верт.стенка) задержались - внизу (горизонт.поверхность) задержались,а зазор проходите без остановки.Некоторые пытаются обгонять старших товарищей за счёт скорости т.е. суетливости - потом медленно переделывают по второму разу.
1 балл
-
Это нормально.Никто не хочет сидеть в тюрьме из-за чужого нездорового энтузиазма. И уж во всяком случае это лучше,чем валяющиеся,вмёрзшие в лёд на дороге пропановые и кислородные баллоны на стройке под моим окном.1 балл
-
Только вентилятору даю помаслать немного если долго варил что бы подостыли радиаторы а потом выключаю. А вот на счет потенциометра что б на ноль не слыхал честно. Да я не агитирую за лугу. Приходится с ней работать. Да весь город в основном завален ей. Что то другое надо поискать. Лично я пилю аккуратно. У людей паралельно со мной срывает и разрывает. У меня не разрывало никогда. Срезало на демонтаже. Когда трудно угадать куда стрельнет конструкция. И вообще это все субъективно. Дольше всего расходники живут в стационарных инструментах. Равно как сверла в станках или диски в отрезных устройствах. В ручном инструменте одинаковых условий быть не может. На демонтаже хоть с золотыми дисками все равно не избежать срезов и разрывов.1 балл
-
@AMBIVERT42,Всяко бывает- мы разок ворота сразу в 3-х гаражах ставили, так на последнем ,после очередной стопки благодарности, петли приварили наоборот- открыли воротину- она и упала.1 балл
-
У меня сегодня случился выходной...Ну,думаю,сгоняю на дачу,снежок покидаю...Съездил.Покидал вдоволь.С утра до вечера.А вечером случился звонок...Как всегда...Типа "Вай,беда!!!"Короче,отвалилась дверца на воротах склада... Я и спрашиваю, сварщиков нету,чтоль?Сварщики уже в "тяпницу" наклюкались,да и генератор надо.Ааа...Вона оно как...Ну,ладно.Поехал выручать.Поскольку за день порядком измотался,тащить с собой "Айземана" было лениво.Закинул в багажник 6-киловаттного "Ската".Приехал на место,по-быстрому срезал останки шарниров,так же быстро приварил на место новые.Сдаётся мне,что на такой двери новые шарниры будут резать взгляд... http://img-fotki.yandex.ru/get/5628/88923973.1/0_8bdd7_74584f5c_L.jpg.jpg За внешний вид шва просьба тапками не кидаться...Самому стыдно... http://img-fotki.yandex.ru/get/6432/88923973.1/0_8bdd8_93f0bc90_L.jpg.jpg После 6-ти часов перелопачивания мокрого снега руки тряслись,как с бодуна...Главное,что держится и,о,чудо,даже дверь открывается!!! А вот и "передвижной сварочный пост": http://img-fotki.yandex.ru/get/4130/88923973.1/0_8bdd6_299b9481_L.jpg.jpg1 балл
-
То же самое (режим/импульс/аргон) -пайка углеродистой стали. Правда здесь не CuSi3, а более твёрдый БрАЖ. Лезвие разломилось надвое, раделка насквозь, и припаяно вдоль к усиливающей пластине. Прошу прощения за уродливый шов, паяется так.
1 балл
-
@LamoBOT, можно, по капельке. Чугун, заполнение разделки CuSi3, аргон, импульсный режим, рАДС-пайка.
1 балл
-
Ну с дури можно и хрен сломать. В моче как известно содержится соль, соль как известно гигроскопична плюс химически активна. Так что без соответствующей гидроизоляции клозеты из металла лучше не делать. В клозете и 45 уголок живет не долго. У нас в области по федеральной программе строили свинарники закрытого содержания. Так там жесть на облицовке уже на полметра сгнила. И это не проблема материала, а проблема в головах. А профессионал и начальник это еще не значит ничего. Знать это одно, а уметь применять - другое. Лично я Российских профессионалов боюсь!1 балл
-
А вообще на будущее всем кто желает небольшое теплое помещение хоз нужд построить, если конечно доступ к материалам есть. Обратите свой взор на сандвич панели. они конечно не дешовые, но зато заменяют сразу утеплитель внешнюю и внутреннею отделку. Под них не обязательно делать фундамент, ибо сваренный металлокаркас со стенами по строительным меркам ничего не весит. Он есть как стеновой так и кровельный. Монтировать проще простого. По цене выйдет процентов на 15 дороже куб помещения. Но зато трудозатрат меньше во много раз. И за неделю можно хоть дом влупить!1 балл
-
зазор 2-3 мм, диаметр электрода желательно 2,5 мм(на корень) , с разделкой кромок!!! А так серьезные трубы варятся на постоянном токе и элекродами для соответсвующего тока (уонии 13/55,lb-52u,ok 53.70 и т.п.). вогнутость- надо "давить" с потолка, превышение проплава - 1.убавь ток,2. веди пошустрей!!!1 балл