Лидеры




Популярный контент
Показан контент с высокой репутацией 10.04.2013 во всех областях
-
Тоже представлюсь-Ж...в масле ,пуп в тавоте,но зато в торговом флоте(последние 33 года )
 5 баллов
5 баллов -
С прошлого сезона остался мангал, ждал своего часа, ничего особенного все дешево и сердито, пока не появился человек которому этого показалось мало.. (аппарат: инвертор,электроды 3-ка, АНО-21, ток 110А) сразу оговорюсь, сложности никакой нет,но варить мелчоевку 3-кой все равно что вырезать аппендицит кухонным ножом вот именно на этой ноте и родился "шедевр" если его конечно можно таковым назвать кстати сорри за небольшой бардак) после зимы все руки никак не дойдут до уборки..
5 баллов
-
Это тот самый зазор о котором спрашивал Папаша.
4 балла
-
Мдааааа... заварил я кашу... вот Вам фото ремонта парохода, которому до "иголок" еще далеко...
4 балла
-
http://ff1.mosfont.ru/photo/00/08/53/8537.jpg На этом ледоколе в животе момей мамани зародилась новая жизнь. Отец с мамой тогда ходили на одном ледоколе. В наследие о тех временах у мамани до сих пор девичья фамилия, т.к. мужу и жене не разрешалось ходить на одном корабле.3 балла
-
Это мой последние 6 лет.Я его холю и лелею
3 балла
-
Сегодня во дворе из под снега выволок на свет одну фигулину. Как её обозвать даже и не знаю. Петельница, петлевщица....а шут с ней. Не важно. Короче применяю я её когда к петле воротной(шарниру) надо пластинки приварить. В уголок ложу шарнир, по бокам полосы ставлю пластины и зафиксировав привариваю. Так что б поровней выходило и одинаково.
3 балла
-
Сварочные работы по изготовлению алюминиевых элементов для небольшого катера. Рундук топливный бак тумба штурвала транец кронштейны транса надстройка верхней части катера
3 балла
-
Интересно мне знать кто у кого стырил эти цвета? Левый нижний,но "web" красным (старо-кемповским) цветом,чтоб не сливалось.
2 балла
-
@папаша, нашёл ещё фото: http://images.vesseltracker.com/images/vessels/hires/Oocl-St-Petersburg-1068160.jpg Под флагом королевства Нидерланды. Порт приписки Харлинген.2 балла
-
Угол,если Вы помните,уже был э-э-э вырезан в заготовительном цеху Это вертикальный киль (справа),100% РГК,полное соблюдение габаритов шва и РД.Шпигат находится рядом,это така кругленька дындочка (слева) R=20 мм. Просто шов,катет 8.Приварка проницаемого шпангоута к обшивке.Св.08г2с в углекислоте:
2 балла
-
@ARGONIUS, Полностью согласен.Там где web на боку лежит.Только по крупнее,и другого цвета.Красного например.Оригинально получиться2 балла
-
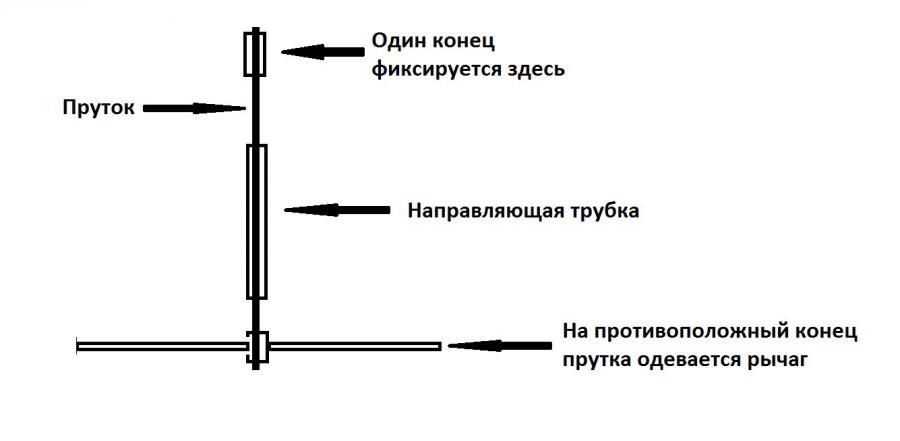
Все жестко закрепляется на столе, верстаке либо другой ровной поверхности. Крутим квадрат вплоть до 12
2 балла
-
А по цветам и не знаю... надо наверно голосование. Мне больше нравится как у Вас "web" на боку лежит, ну может чуточку покрупней буквы. И разных цветов наверное слова, но не чересчур ярко, солидное какое нибудь сочетание.2 балла
-
Слово веб изначально английское, значит латинскими. Ну а сварка наша родная- значит кириллицей.2 балла
-
Еще один довод начать ванну с краю и вести в угол - вначале нужно задать течение шлаку! Когда начинаешь на открытом месте, то шлаку есть куда течь, часть вообще вытечет наружу, и шов, изначально, нормально формируется. А когда начинаешь с угла, то шлаку некуда отжиматься, сразу, позади только угол, можно нашлаковать.2 балла
-
Отцы, повторюсь, но останусь в реальности http://i080.radikal.ru/1304/30/ae5ee4bb69fd.jpg Одновременно колбасили мясо и рыбу. Получилось по-хэвиметаллически.2 балла
-
Выдалась свободная минутка (час,другой,третий ) и добрался-таки до коптилки,а то сезон нагрянет,но агрегат не готов.Непорядок.Собрал,прихватил,зафиксировал,обварил,не ушло.Дошло дело до крышки.Ровную не хочу,покатую-не эстетично,да и была уже.Решил сделать полукруглую.Но тут засада-вальцы не работают.Мы же русские,нас этим не остановить."На коленке" соорудил вот такое чудо- шедевр,но с задачей справилось. Нужного диаметра трубы не оказалось,пришлось 133-ю "привлечь" Получилось такое вот изделие
2 балла
-
36 лет, г. Волжский. Высшее образование: Инженер-механик хим. производств, по специальности и дня не работал . Всю жизнь увлекался радио, с паяльником дружу с 12 лет, основной вид деятельности с 2000 по 2013 год - ремонт электроники, первым в городе приобрел паяльную станцию, первый начал ремонтировать сотовые телефоны... Сварочник купил в 1997 году у знакомого по случаю, и до 2009 года он проработал у тестя друга в гараже. В 2004 году вернулся в спорт, осенью 2008 получил травму колена после которой предстояло перенести 2 операции и восстанавливатся пол года, именно в этот период была разработана первая лебедка. (вот уж по истине "все к лучшему" ) Переломным оказался 2009 год, научился сначала варить электродом (было необходимо сварить раму для лебедки) затем заинтересовался сваркой нержавейки (для изготовления нержавеющего барабана) и собрал самодельный TIG AC\DC (Предгаз, постгаз, осцилятор - все как у взрослых аппаратов) Помаленьку хобби начало приносить больше денег чем основная работа, в 2011 году до кучи был куплен еще и полуавтомат, затем приобретен TIG AC\DC 200P после чего самодельный TIG ушел на заслуженный покой. Сейчас мастерская по ремонту электроники - уже не функционирует, полностью переключился на разработку - ну и как следствие предсерийные образцы собираю от начала и до конца сам. P\S кроме металла - очень люблю работать с деревом и композитами, ну и с электроникой не завязал - старые клиенты то остались2 балла
-
Не знаю куда примостырить. Если что модераторы переправят. Стихи про нас Сварных! ]Пока все ноют и гогочут, И рвут деньжата жадным ртом, Он мир согреть дугою хочет. И осветить ей каждый дом. Пока магнаты неумело, Качают недр последний стон. Он просто, занят важным делом.. И варит сталей сотни тонн. В его руках, горелки пластик, И шланг, как маленький питон. Он на площадке, словно классик, И в авангарде, тоже он... И он идёт домой усталый, Когда уж город клонит в сон. Таких ребят у нас немало, ]И всем им наш земной поклон! А, если хочет кто, проверить. Крепка ли бронь его стежков... То, сможем мы того похерить, И есть, блин, чем, без дураков!!! ]И, в общем, он обычный парень, Работа, дом, семья, друзья. Бренчит порою на гитаре. Он это ты... а, может, я. (Вадим Андреев) Наш треснул мир, и швы кругом Полопались на равных ранах, И он, хоть спит еще весь дом, Уходит на работу рано Приладив на лицо щиток, Он все проверит, обернется- И побежит электроток, И в пальцах молния зажжется! Металл послушен, как дитя, его рукам, на вид несильным; Всю смену, будто бы шутя, Сшивает сталь дугою синей. А после - милый тихий быт Квартирки в угловом подьезде, Там сын растет. Там две судьбы, Надежно сваренные вместе.2 балла
-
Доброго времени суток. Хотелось бы узнать по подробнее о сварке рамы ,а именно всю технологию. Я занимаюсь сваркой,ремонтом на трассе.До сих пор частенько приходилось варить камазовские рамы,но если не усиливалось дополнительно то через какое-то время рядом со швом появляется трещина.Варю обычно LB с разделкой кромок за два прохода,усиливаю куском той-же рамы на болты.Пробовал усиливать накладкой в виде ромба,но тоже через пол года пошла трещина. Прошу совета:как и чем лучше делать подобные швы,а также хотелось бы узнать марку данной стали. Тот же вопрос по сварке осей полуприцепов(иномарки).1 балл
-
Галя Комлева. Папаня мой на ней 13 лет отходил. Постоянный рейс Мурманск-Куба http://ff1.mosfont.ru/photo/00/25/48/25484.jpg Фото увидел- чуть не заплакал.Я ещё совсем шкетом был, когда у папани в машине шнырял туда-сюда. В середине 90-х годов сухогруз продали фирме Мурбо, и стал он называться Фортуна-1. Вместе с ней продали ещё несколько подобных кораблей.1 балл
-
Типа того(как мой внук говорит)1 балл
-
@папаша, думаю, что многие простые обыватели сталкиваются с проблемами ремонта, когда слесаря говорят менять деталь, а она дорого стоит, но при этом сварка, токарка и фреза способны решить все прооблемы. У моегокорефана на ВВ Туареге лопнул выхлопной коллектор, естественно, требуют замены, цена чугуняки 12000р. По совету одного очень хорошего мастера,а мой кореш просто так деньги не отдаёт: он умён, въедлив и рассудителен - обращается к аргонщику, который за 20 минут заваривает ему коллектор, цена вопроса 300р. Современные автожурналы пишут только рекламу и отчёты о тест-драйвах, проводимых фотомоделями, а не реальные советы, как экономить на ремонте. Мне сейчас предстоит "колоть" двигатель Юпитера, купленного совсем дёшево. Вот морально готовлюсь к ремонту и восстановлению блока цилиндров, креплений подшипников, возможному ремонту или замене валов.1 балл
-
@Рудольф Шнапс,1 балл
-
Из справочника Анурьева Послойная проковка швов применяется при сварке металлов больших толщин и специальных жаропрочных сталей. Проковку производят после наложения каждого слоя частыми легкими ударами молока с закругленным бойком. Частота и интенсивность проковки выбираются опытным путем в зависимости от толщины металла, состава стали, температуры нагрева, при которой ведется сварка, и ряда других факторов и условий. Проковку ведут до уничтожения рисунка шва. Обычно первый и последний слои металла не подвергаются проковке, так как она может вызвать в них появление трещин и надрывов.1 балл
-
@schkaliki, она в гараж-то еле заходит. Гараж у меня под мастерскую. Сейчас у меня в нём хранится даже токарный станок по дереву, который мы с товарищами купили ашему корешу и коллеге на 30 лет. Станок купить- это моё предложение. т.к. по внутреннему своему устройству считаю, что корешам дарить следует только то, что нужно тебе самому. Теперь после того, как подарим и отмети круглую дату буду на станке точить распорки для гамаков, снижая их себестоимость. В гараже есть две раскладушки, погреб с овощами, запас дровишек для мангала. А вот у кореша моего гараж имеет площать 40 м2, высоченный и с водяной скважиной! это не просто гараж, это Гараж!1 балл
-
Предлагаю формат шрифта " стырить " с какого нибудь бренда. Корпорации немалые деньги за это заплатили маркетологам, психологам, дизайнерам и др. личностям.1 балл
-
Вставку нужно забивать с бОльшим диаметром,заранее имея ввиду финишную проточку с валом целиком ,так как любая вставка после посадки будет иметь биение -несоосность.Потом вставляем вал в токарный станок за противоположный обрабатываемому конец и центруем вал по индикатору.Протачиваем с люнетом свободный конец.Если нет люнета-можно попробовать центровочным сверлом набить центр ,после установки и в центрах-проточка ,нарезка резьбы1 балл
-
Вторая строка сверху, средний вариант - самое то!1 балл
-
Опыта по сварке размороженных блоков у меня мало. Север, придурков, льющих воду вместо антифриза практически не осталось. То, что делал: зачистка шва болгаркой, подогрев 100-150С. Припой ПОС-60, травил хлористым цинком либо ортофосфорной кислотой. Паяльник - массивная медяшка в форме цилиндра с усеченным конусом, Рабочая поверхность диаметром около 15 мм. Пропайка точками, получается рисунок как рыбья чешуя. Существует еще способ герметизации "приржавливание", но я его не пробовал. "Для устранения течи через мелкие поры применяют еще один простой, но достаточно эффективный способ, называемый «приржавлением». Он заключается в нанесении на предварительно зачищенный и прочеканенный шов 10%-ного раствора хлористого аммония. При попадании раствора в поры в течение около 24 ч происходит интенсивная коррозия металла и ее продукты плотно закупоривают поры. Для этих же целей можно применить и другой раствор, состоящий из соляной кислоты, медного купороса, хлористого аммония и воды в отношении 10:5:5:80 (по объему). Методом «приржавления» можно устранить только незначительные поры, через которые просачивается не более 1 капли жидкости за 1 с." Сабарос и Кастолин предлагают свои свои материалы. Для герметизации используется комбинация следующих материалов: паста Sabaros SpeciTin 2, пруток для пайки Sabaros BR 57, и флюс Sabaros F 1157.1 балл
-
Что за грузовик ?И желательно фото со всех сторон ,тогда уж можно подумать. САИ 220 не плохой аппарат и мощности его достаточно ,электрод LB он потянет на легке. Почитай внимательно эту тему здесь все хорошо описано. Сейчас могу дать только один совет:швы делайте как можно дальше от крепления оси. Вот еще почитай:Ремонт полуприцепа "Krone" и других - Фотогалерея - Форум сварщиков WebSvarka.ru1 балл
-
@Шурпет, а чем расстроил? У меня например не всегда получается с ЦАМом. И за себя я не скажу что более-менее управляюсь с горелкой. @Schulze, миг пайкой на крутых тачках листы оцинкованные соединяют, а там толщины гораздо меньше вашей детальки. Но проволока в вашем случае нужна именно цинковая, а с ней насколько я знаю работает только дорогое оборудование фирмы EWM. В сварке вы разочаровались абсолютно зря- просто варить надо чем положено и как положено. Говорили же-нужно вварить кусок твёрдого алюминия. И очень желательно цинковой проволокой миг-пайкой. Возможно держался бы и другой какой присадкой привареный- не знаю. А вообще сварка ЦАМа это из разряда трюков и фокусов- этот сплав совершенно не создавался для сварки.1 балл
-
1. Торговать для себя считаю неприемлемым, т.к. занятие спекуляцией унизительное, хотя имею определённый талант впаривания, который можно рассматривать как следствие эрудиции. 2. Высокомерия в своих словах не замечал, про свои способности я написал в теме "Кто есть кто". 3. Уже описывал эксперимент парня из города Сарова, замерявшегореальное время срабатывания, и про свои ощущения от работы в поганой маске тоже писал. Ничего подобного в маске Спидглас И кемппи я не наблюдал. Отсюда делаю вывод, что за 2000р хорошую маску не купить. Ваш выбор я не оспариваю- варите в чём хотите. Кстати, все дешЁвые маски-хамелЕоны были лично для меня удобны на головеи не царапались. Покупку маски Кемппи для себя считаю необоснованной, по этому варю в простой маске. Иногда пользуюсь "хамом" для кратковременных действий таких, как прихватки. 4. Есаб за 5000р не пробовал, но, думаю, что он по крайней мере честно выдаёт свои характеристики, если только не контрофактный. 5. Под гадюшником подразумеваю магазин, наполненный некачественным барахлом, продавцы и закупщики для которого совершенно ничего не понимают в оборудовании. Просто покупают самое дешёвое и впаривают подороже. Думаю, что вы с такими магазинами встречались. Из общения с некоторыми пользователями, такими как morgmail, можно сделать вывод о том, что за цену прораба можно купить более достойный китайский аппарат. Дальше утверждения экстраполируем на любой другой инструмент. Барыги из гадюшников на такое не способны. Это и отличает гадюшник от нормального магазина. 6. Глубоко убеждён, что хорошее дешёвым быть не может, но всегда можно подобрать оптимальные по своим потребностям инструменты по соотношению цена-качество. И выбор следует делать разумно, общаясь со специалистами, кои присутствуют на форумах подобно этому. И не стоит просто приходить в гадюшник (см. п.5) и доверять мнению людей, которые совершенно не компетентныни ни в инструментах, ни в работах под этот инструмент.1 балл
-
Избежать прежде всего правильным обращением с резаком и "штуковины" с фото пригодятся(от ожога может и не защитит, а вот баллон скорее не взорвётся). Про переделку резака на пропан не ведаю.
1 балл
-
Про "косинус Фи" и "постоянную составляющую" девушек не спрашиваю по этическим соображениям. Кстати, о этике.Если завтра в теме не будет постов конкретно по этой маске,объединю её с равнозначной в "Советы в выборе" и удалю наш флуд.1 балл
-
@laguna, и что это объясняет в контексте сварочной техники?1 балл
-
Сытому пузу вздремнуть не в обузу. Считаю одним из важных условий хорошей работы наличие оплачиваемых часов сна.1 балл
-
Инженер-сварщик, стаж более 20 лет. Специализация в основном цветные металлы и сплавы, кроме алюминия. Сам варю редко, в основном в огороде подаренным ЕВМ. В силу специфики есть к сожалению определенные обязательства.1 балл
-
1 балл
-
ЭП-647, Ar+СО2
1 балл
-
Принимайте новичка друзья.
1 балл
-
Подобные деталюшки приносят чуть ли не каждый день. Ничего нового и неизведанного-это ЦАМ4В. 85-87% цинка, 10-11% меди, остальное алюминий. Прекрасный сплав для тонкого и точного литья, но дикая гадость в плане ремонта сваркой (ТИГ не панацея). Из него изготавливают корпуса карбюраторов, поводки стеклоочистителей, затворные рамы и корпуса подобных "пукалок", петли для стиральных машин и прочие деталюшки. КАЧЕСТВЕННЫЙ (прочный) шов получить невозможно. Поры по границе шва гарантированы, всяческие шаманские штучки типа HTS2000, Harris52 и прочие положения не спасут. Эти детали специально делаются из материалов которые ремонту не подлежат. Проблема в низкой температуре ликвидуса-390 гр. по С. Цинк банально кипит и испаряется, отсюда и поры. Был случай, купился "на слабо", заварил затворную раму. Клиент был доволен. Разорвало эту раму на втором или третьем выстреле, глаз не выбило, только висок ободрало.1 балл
-
Не пахнет. И полу-баком тоже а также: форштевнем, форпиком и бушпритом. В судостроении приняты обозначения " нос",- передняя оконечность корпуса, и"корма"-задняя оконечность корпуса. Отсчёт шпангоутов идёт с носа в корму начиная с нулевого. Бывают и минусовые шпангоуты -1, -2... в частности на носовых "полых" оконечностях ПЛ и в нижней части от ОЛ обтекателей ГАС. Расстояние между шпангоутами называется "шпация", есть даже измерительный прибор "шпацимер" и ещё "бухтиномер"- но это из другой оперы.1 балл
-
@Шурпет,корпус электрокотла
1 балл
-
4" S40 труба. Это по сути только элемент. Провар показывать нет смысла, узел идёт под внутреннюю укладку полурезиной-полупластиком, внутренние швы стачиваются в ноль. ТИГ, корень 140А, заполнение 155, перекрытие 140. Присадка 2.4. http://s019.radikal.ru/i629/1211/e9/b7e9919d133c.jpg1 балл
-
Это который в Чистоозерном? Раньше там был цех по производству гвоздей, но дела у них плохо шли и начали электроды производить.1 балл
-
Трубы снова сунули на работе. Нестандартные 5" 304, своеобразное "колено" собирается из пяти, нарезанных под разными углами, элементов. Сначала собираю центральные три, варю два стыка. Потом добавляю концевые куски по одному. Сразу всю собрать нельзя, деформации на швах разные, а финальный размер должен иметь строгий угол. Т.е. на концевых стыках уже регулируешь зазор под шаблон. Собранное: http://s018.radikal.ru/i516/1209/9e/c15062d1e405.jpg Корень: http://s019.radikal.ru/i600/1209/0c/3515d5ac1fb8.jpg Заполнение: http://s019.radikal.ru/i600/1209/a9/0d52ff3aeec2.jpg Облицовка: http://i032.radikal.ru/1209/cc/1e14da6b03ee.jpg Обратный шов: http://s017.radikal.ru/i409/1209/38/a86d7e0a11c0.jpg Контроль - рентген. Токи: корень - 125, заполнение - 130, перекрытие - 125. Проволока везде 2.4.1 балл
-
делается за вечер и притом бесплатно, материал кусок спилка от робы или кусок брезента.
1 балл
-
@владимир из камышина, Главная особенность это разделка кромок плазменным резаком(потому что ломаются обычно там где даже резаком сложно подлезать). Если нет возможности проварить корень, то за сварку рам лучше не браться. Первый проход проварка корня; ток 100А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика. Второй и третий проход ток 110А точно так же но валики должны быть тонкие и перекрывать друг друга. Четвёртый проход ток 120А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл(3-5 валиков и прерывание дуги( если честно, то каждый случай сварки рам очень индивидуальный)). Пятый валик перекрывает в каждую сторону минимум 5 мм варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный. Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится. Таким способом варю с 1994г правда раньше с СО2 и проволокой 1мм, а ток такой же. Правда гиморно это и долго, иногда на 30см шва уходит целый день(с подготовкой).1 балл