Лидеры




Популярный контент
Показан контент с высокой репутацией 02.03.2013 во всех областях
-
из н\ж на стол сахарница,сольница,и вагон для чая11 баллов
-
Чё то давно не захадил...думал фоток залить и ненашол нечё(( так разнобой) http://i072.radikal.ru/1303/25/2e3c06b346fe.jpg http://s45.radikal.ru/i109/1303/01/50a5caf329ea.jpg http://i064.radikal.ru/1303/cc/c95f7139b327.jpg http://s017.radikal.ru/i423/1303/63/212577a0ad9a.jpg http://s49.radikal.ru/i125/1303/d4/a351df4073e6.jpg http://i078.radikal.ru/1303/0c/73746160a21e.jpg http://i062.radikal.ru/1303/e8/8fc8665ec4c7.jpg http://s55.radikal.ru/i147/1303/0e/1792d483cd11.jpg http://s020.radikal.ru/i715/1303/6c/6d6ae50c4790.jpg8 баллов
-
Добрый вечер, коллеги,хотелось бы поделится и своими наработками.На фото серый чугун 14мм и стальная труба 12мм диаметр 250мм.Электроды подобрал китайские СНС 408 варят не хуже чем 92 60,правда фаски слесаря совсем плохо сняли ,и в (спешке) всё делалось,но получилось нормально.5 баллов
-
1) Регулировка плавного спада и нарастания тока, импульсный режим, регулировка катодного распыления и следовательно возможность варить на переменке, установка времени продувки перед и после сварки, ток до 200 ампер минимум. 2) Китайская нержа одну тубу пруток 1,6-2мм, алюминий по тубе 4043 и 5356, бухта чернухи 1,6-2мм, магний (тут есть много вариантов), титан (тоже есть варианты). 3) Обычный китайский редуктор с расходомером в виде стального шарика в колбе за 1,5 тысячи. 4) Горелка длинная 6-8 метров с водяным охлаждением стационарно и одна горелка 3 метра с водяным охлаждением на выезд, можно еще одну с воздушным охлаждением на черный день и чтобы блок охлаждения с собой не возить. 5) Хамелеон и на грязную работу маска с фильтром с5. 6) Блок охлаждения горелки, болгарка маленькая, бормашинка, спецодежда, респираторы, защитные очки и т.п. 7) Делать всегда все на совесть, как для себя или лучшего друга - качественно и красиво. Даже если просят - "Ну прислюнявь как ни будь, чтобы держалось!" - отказывать таким. Либо делаем как надо, либо ни как!4 балла
-
Амг 5,s=3mm. Полозья для рыболовных санок.Требование заказчика:-)Прихвари,чтоб не оторвалось...Заявленное качество:"Не красиво?А ты попробуй,оторви!"Схема расчётов:"Свои люди - сочтёмся".
 4 балла
4 балла -
Сомое интересное,что если сделать всё как надо,даже быстрее получится. Не надо воздух по 3см заваривать,залеплять целый день.И качество-100лет простоит. А фаска действительно удивила.Толи прикололись,толи совесть на секундочку включилась.3 балла
-
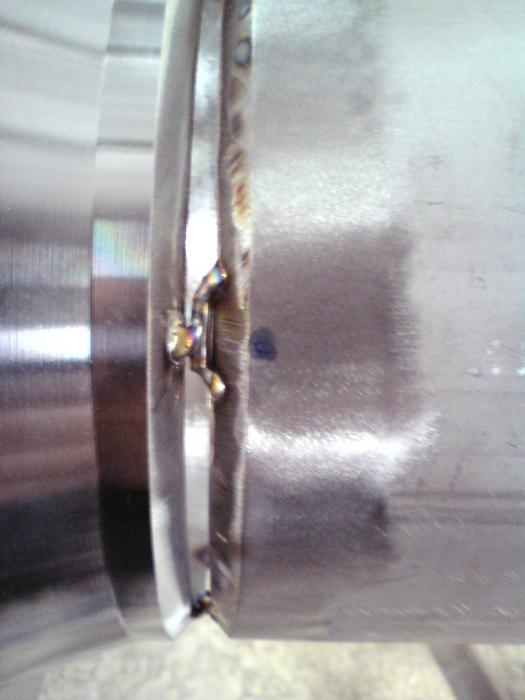
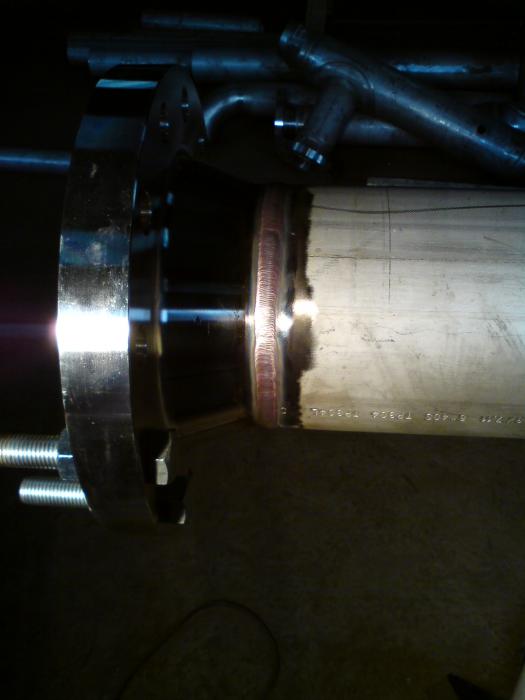
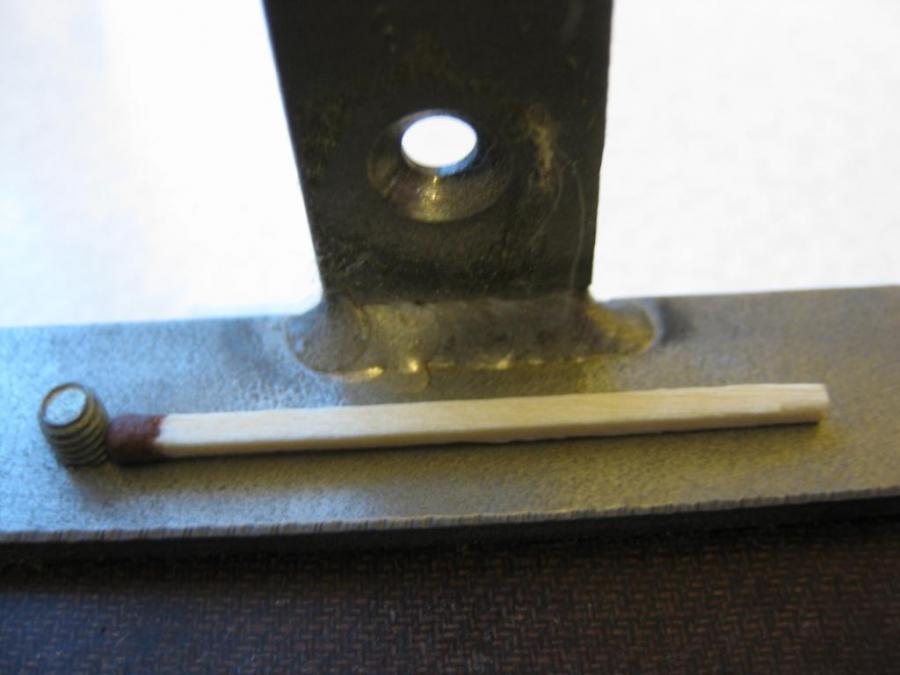
Еще вчера узнал от одного человека, монтажника, имя ему Сергей, как работают англичане при стыковке и сварке труб. Так как гибкости и смелости к экспериментам у меня не занимать, решил попробовать. Как известно, нерж. сильно тянет друг ко другу при сварке корневого шва и многие прибегают к зазору в 5 мм, стягивает в конце бывает до 2мм. Итак, у нас 7 мм толщина, нарезаем проволоку, как на снимке примерно 12-15мм(у англичан в мешочках готовая) и прихватываем в наше притупление, как на снимке в расстояние не меньше спичечного коробка(дедушкино) друг от друга. Проволока вдоль стыка между кромками очень хорошо держит зазор, это есть Вам и корректный зазорник, это есть и чистые прихватки, которые не надо вырезать, и при сварке, просто не надо подавать проволоку, а просто дугой сплавлять ее в сварочный корневой шов. Зазор держит четко 3мм, ПРОВЕРЕНО!!! Кстати с бумажным скотчем тоже нет проблем по заклейке стыка. Варил поворотную, где начал, там закончил, стык увело в 1мм., проверено угольником. Не поворотную, с 6 на 12 тоже нет проблем, зазор держит. Применял 2 способа сварки корневого шва, 1 в слепую, тот, что более ровный, второй с прожиганием кромок, как на снимке и сгон присадочной проволоки в сварочный шов. Облицовка не очень ровно получилась не спал пару недель нормально из-за храпуна. Вопрос решен сегодня в мою сторону. Сергею спасибо, в славе сегодня он , ну и англичанам
3 балла
-
Титан у титанщиков,а у нас "сплавники".Это АМг5 и присадка АМг61,d=3.0 Сплавные швы выглядят по-другому (ранее публиковались): 1) сп.2в s=3 mm, присадка сп.3в d=2.0. 2) сп.2в s=1mm+4mm и 14 mm, присадка сп.3в d=2.0,3.0 и 4.0
3 балла
-
Здесь не сайт сатиры и юмора - флуд наказуем.2 балла
-
Нет никакого желания спорить и вдаватся в околонаучные перепалки- я процитировал рекомендации ESAB. Возможно это финты переводчиков и манагеров. Но дураков там точно не держат(которые разрабатывают очень хорошие св. материалы) Да и разговор никак газосварки не касается. Тема про ТИГ.2 балла
-
@Elektro_D, нет. Клемму "выковырял" из кожуха отвёрткой, ослабил зажим шестигранником, сдёрнул кабель, воткнул другой. На держаке отвернул болтик, снял ручку, далее то же самое. Там даже "заморачиватся" не над чем. Удачи вам2 балла
-
Купил китайца под названием "Ермак", брал в Новокузнецке, обошелся он мне 4000, ток 180 ампер, из плюсов, более просторный корпус (в сравнение с Ресантой) охлаждается прекрасно, проверял - варил на строительстве ледового дворца отломанный ковш на погрузчике, ни разу за весь день не перегрелся (а я бросил курить).
2 балла
-
аргонавт,сомневаюсь я очень сильно, что сушилки испытывают на 30 мпа думаю максимум на 3 мПа да что говорить, сам варил и видел: тупо воздух в неё 0.5-1мпа и в бак с водой. у вас точно такие давления?1000-10 000 атм? Титан естественно отжигают в печах с защитой от атмосферы, потому как он насыщается всякой бякой, а поковки что делают, так с них корку снимают мм5 или больше и хочу сказать всем, кто варит титан, что из-за повышенного расхода аргона (вредности) хотя и кремне-марганцовистых вроде законом определено, что сварщик должен работать 6 часов в день сокращённую рабочию неделю 30ч.естественно и молоко 0.5л в день а также возможно и диет питание К сожалению соц.завоевания СССР в современной России, как правило капиталисты зачастую игнорируют. P.S. Берегите здоровье,если не вам, то кому оно нужно?2 балла
-
В выхлопных коллекторах(Мерседес, Фольксфаген Т5 и прочих) применяется как раз 08Х13 (забугорный аналог ALSI 409) раб. температура до 700 градусов, при перегреве как раз и трещит. Варится присадкой ER 347 ( примесь ниобия необходима для стойкости против серной кислоты которая образуется от взаимодействия серы и воды). Сам шов пластичен, а вот околошовная зона действительно становится хрупкой если перегреть во время сварки. Чаще всего это происходит при постоянном токе(не импульсном). Я пользуюсь импульсным режимом, дуга на присадке-косвенный нагрев основного металла. Есть постоянные клиенты, свои швы еще не переваривал-каждый раз в новом месте рвет. Как их варят на заводе изготовителе не совсем понятно. Но предполагаю что с перегревом справляются за счет более толстого метала присоединительного фланца. А половинки сваривают по отбортовке.2 балла
-
@jaan,родной, ну нету у сантехников главного сварщика, нетууу, и струбцин нету и центратора нету, в их работе такой инструмент не применяеться ввиду того что показатель качества там "не потекло-100% качество-офигенный сварщик", из-за высоких темпов производсва работ, минимум инструмента, только самое необходимое, так-как приходиться много передвигаться, с места на место(исключение "узлы").@АНТОН, 30кг?, вы откуда такое давление взяли в водопроводе, или компрессор+10х3 воздуха+мыло с кисточкой?2 балла
-
Прежде всего нужно точно знать ответ на вопрос:"Оно Вам надо?"2 балла
-
Грунт и предсборка весьма напоминают водонепроницаемые переборки любого парохода.Трубы и леса на втором плане - процесс постройки на стапеле.
2 балла
-
Кто знает что это?)))
2 балла
-
Хорошо-хорошо, я не спорю, до зеркального так до зеркального.2 балла
-
помогите пожалуйста разорбраться с аппартом Селма ВД-200, достался он мне сгоревшми, вышли из сторя W26nm60 10 шт. вот блин не дешовое удовольствие, потом HFA? какие не помню, потом 30bq100, короче говоря очень много всего поменял, сегодня включил, все нормальо, ни чего не греется и даже не взорвалось, напряжение на +транзисторах 19-23в. на - 3-3,2в. на выходе из этой части (на прансформатор)нет напряжения, ни чего не могу понять, сам не специалист, но что то понимаю. интернет весь перелопатил вдоль и поперек, схемы нет.Вопрос наверное больше hau, перечитав огромное количество форумов я так понял что придумал это чудо техники именно он, вот очень был бы благодарен если бы хоть глазком взглянуть на схему этого чуда, или к кому его принести в симфе, чтобы помогли как я понял с его настройкой.ну очень будет обидно если 10 шт. W26nm60 опять придут в негодность.помогите пожалуйста.1 балл
-
Мои помощники.От работодателя - одна болгарка Мелкие ключи в прокате.А на другом фото-закрома родины.Но тягать сие добро тяжеловато.Пару труб,4 фланца легко решают эту проблему.
1 балл
-
Вам надо больше гулять на свежем воздухе, меня, если честно, настораживает такая реакция человека. По поводу SSVA, то у меня и форумчан скоро появится возможность ближе познакомиться с этим сварочным инвертором (я имею в виду ММА), надеюсь, в этом месяце мы проведем тестирование продукции нескольких производителей. Думаю, будет правильнее под результат тестирования отвести отдельную тему, т.к. там будут обсуждаться не только инверторы SSVA.1 балл
-
Пока думаю, как линзу присобачить, а вот ассортимент сопел увеличил(на резбу нить от стекло-ткани)
1 балл
-
Лучше выбрать, т.к. можно "навешать соплей" внутри и перекрыть отверстие, мои слесари не подгоняли, резали ровно, я отверстие вырезал овальное, чтобы края стыкуемой трубы немного заходили во внутрь( грубое нарушение технологии)...1 балл
-
Больше вопросов не имею. Это надо запомнить и следующий раз,чтоб не строгать и не чистить,объясню мастеру ОТК:"место такое","других вариантов нет" -здесь РГК не назначай...
1 балл
-
Если говорить о том, что надо заварить единичное изделие, то прямая дорога на пункты сбора цветмета. Как правило, там полно и магния и титана, который можно распустить на лапшу. Так же можно просить заказчика отпилить на присадку кусочек от самого изделия. Ну а если подходить серьезно, то нужно очень много денег, присадка безумно дорогая, при том за границей на много реальнее купить, чем в России. Магний я купил на Ибеи, кто-то продавал из Америки как б/у бухту с аукциона, забрал ее как единственный сделавший ставку. 4,5 кг присадки диаметром 2мм вышло по цене с доставкой около 5 тысяч рублей. Присадка эта для полуавтомата и чем-то покрыта, синяя обмазка, но с ней варится отлично. Через месяц она окупилась, всего за один заказ - коробка на Ауди ТТ, сварка на месте. Титан тоже заказывал с ибея, пруток 450 мм с доставкой вышел где-то по 50р за штучку, тоже 2 мм диаметр.1 балл
-
Можно долго подбирать подходящую защиту, но рано или поздно придет время осознать что пора менять условия, или работу вообще. Здоровье не позволит работать в пыли.1 балл
-
Прекрасно всё Светлана описала. Не только рядом ,видимо,стояла. Коль душу и под маской увидала, Приправленную сгустками металла1 балл
-
Послали как-то нас варить в 100тый цех,подвод воды к ёмкость,где вращаеться винт форсажной турбины,труба 650мм/11мм 8 стыков с зазором в 2 пальца (милиметров 30)вот там мы и ...1 балл
-
Всем привет. Ребята, подскажите пожалуйста по присадкам. Купил несколько наборов прутков, в наборе прутки разных диаметров и заявлены как V2A, V4A, алюминий Al 99,7; AlMg3; AlMg5; AlSi5. На нержавейке есть такие маркировки: ER308LSI; ER308L; EN199L; RW 1.4318 для V2A и EN19123NbSi; ER318SI; RW 1.4576 для V4A. На тонких прутках маркировку не нашёл. Теперь вот в сомнениях, это одно и то же, или всё же, разные ? Может быть, где- то есть инфа, по маркировкам и применяемости ? Я сам ещё тот искун...1 балл
-
Сотрудничая с этим "заводом" ответственно сообщаю: Завод не совсем в Рязани, а в 15-20 км от неё. Занимаются там простой отвёрточной сборкой привезённых деталей. Предприятие работает далеко не в три смены, а порой даже распускает сотрудников отдохнуть. Немцы туда приезжают нечасто, но с проверкой.1 балл
-
Контора меняла старые принтеры на современные.Работяги пустили их на винты да гайки.Вот из недр этих чудо механизмов и были извлечены эти магниты.Один из них,чисто случайно ,перекочевал ко мне.Штука реально удобная.Раньше я тоже пинцетом да зажимом медицинским орудовал.Можно приспособить неодимовый магнит в трубочку(или же приклеить к немагнитному держателю).В дисководе их стоят два штуки,размеры маленькие,но сила их притяжения достойна уважения.1 балл
-
@vnuk,Интересный вариант для нержавейки.Надо для "чернухи" попробовать такое.1 балл
-
@saper24, согласен по всем пунктам. С понедельной з\п обманывать сложнее. Конкретно в УрФО есть т.н. "золотые работодатели", каждые 1.5 мес. им "срочно требуются сварщики" с з\п 25-45т.р.( реально 15-25). Только первая з\п в конце 2го месяца, нормально да? Про сделку и слышать не хотят; либо "работаем в общий котёл, начальник посчитает" + расценки покрыты мраком. Один "насяльника" с "ЖБИ-Восток" сказал: "берём только сварных; т.к. проще сварщика научить вязать арматуру, чем арматурщика варить" От такой логики начинают "клокотать фекальные массы"1 балл
-
Здравствуйте уважаемые! @Isperyanc, да любой договор это лоторея. Наш "джаз-бэнд" (4 чел.) попытки "причесать" старается отсекать жестко, потому работодатель либо не связывается, либо платит. P.S. В начале 2000-х работали в "Нефтьмонтаже" г-на Лопардина ( ныне СМХ "Главнефть") ставили ДНСки для ЮКОСа на Приобском. За 5 мес. лично я получил 1350 рублей, ещё пайковые (100р. в сутки) высчитали. Очень взбодрило. Этот "позорник" и ныне процветает и "имеет в виду" все комиссии-инспекции вместе с прокурором. А я всё к "барыгам" в ломбард снёс и всем знакомым задолжал чтобы отца похоронить, через неделю после приезда. Договор вообще не аргумент.1 балл
-
@аргонавт, деньги-то вернули? с сайта Фин.Лента: Правоохранительным органам и службе безопасности Сбербанка РФ удалось пресечь деятельность группы мошенников, подозреваемых в хищении денежных средств со счетов клиентов банка. По предварительным оценкам, ущерб от их деятельности оценивается более чем в 50 млн рублей."Установлено, что в группу входили бывшие и действующие сотрудники подразделений Сбербанка России, а также руководители ряда коммерческих организаций, задействованных в противоправной схеме", - отмечается в сообщении Главного управления экономической безопасности и противодействия коррупции (ГУЭБиПК) МВД России. Выяснив, у кого из клиентов банков на счетах лежат достаточно крупные средства, злоумышленники оформляли на их имя зарплатные банковские карты, получая их по фиктивным доверенностям от руководителей специально созданных организаций. После этого деньги со счетов жертв при помощи электронной системы "Сбербанк-онлайн" и удаленных каналов обслуживания переводились на вновь открытые мошенниками карты и обналичивались.В результате проведения обысков в местах жительства и пребывания подозреваемых, а также в арендуемых офисных помещениях изъято более ста поддельных расчетных пластиковых карт, более тридцати печатей различных юридических лиц, документы финансово-хозяйственной деятельности ряда коммерческих структур, свыше двадцати сотовых телефонов, средства видео фиксации и компьютерная техника."В ходе оперативно-разыскных мероприятий задержаны трое активных участников группы. Установлен организатор противоправной схемы – ранее судимый житель Нижнего Новгорода. Он также подозревается в незаконном обналичивании денежных средств для коммерческих организаций, осуществляющих свою деятельность на территории Приволжского и Центрального федеральных округов", - отмечается в сообщении ГУЭБиПК.В отношении подозреваемых следственными органами возбуждено уголовное дело по признакам преступления, предусмотренного ч.3 ст.159 (мошенничество) Уголовного кодекса РФ.В настоящее время продолжаются оперативно-разыскные мероприятия, направленные на выявление и пресечение дополнительных эпизодов противозаконной деятельности подозреваемых, а также установления местонахождения остальных преступников."Большая часть денег уже возвращена гражданам, пострадавшим от мошеннических действий. После проведения дополнительных проверок по остальным эпизодам всем потерпевшим будет возмещен ущерб в полном объеме", - заверили в пресс-службе Сбербанка.1 балл
-
@Васо_29,Зверская толщина.Самое толстое,что мне доводилось резать-это 40-ка (один раз,правда болванку толстенную подфартило помучать,иначе и не назовёшь тот опыт.Диаметр могу показать только руками,как рыбак ) Тоже засвечусь здесь.Корень,труба + отвод,ф 108мм,аргон.
1 балл
-
если не секрет,а кто на прихватки "ловит"....1 балл
-
@АНТОН, Даже комментировать как то неловко.Представляю,сколько геммороя доставляет такая сварка.Я себе готовлю стыки сам,от и до.Мне проще ?! Если бы мне такой стык попался,то я бы честно признался,что такое!!! - я варить не умею,кто собирал,тот пускай дерзает.И прояснил бы,в чём проблема такой сборки:низкая квалификация или элементарный пофигизм.Если первое-то повышай,а если второе,то почему из-за твоего рас-ва я должен страдать?НО это моя позиция.1 балл
-
А мне вот так стыкуют .И с удивлением "Чё, не заваришь?":
1 балл
-
Сегодня ремонтировал опору под стрелу от фишки.
1 балл
-
Есть такое дело... ЕМНИП, на отечественных генераторах серии ГД напряжение ХХ-около 85 В. Напряжение дуги-порядка 26 В. Так что при зарядке электрода в держак-через мокрую одежду трясёт весьма чувствительно. Я вообще в помещения подобного рода, как колодцы, подвалы и тепловые камеры, где есть вода-лезу исключительно либо в заброднях, либо в костюме Л-1 (химзащита). После микроинфаркта-к сердечку стал относиться с куда большим вниманием. "Взбадривающий" удар током может навеки успокоить...1 балл
-
При всём уважении к Вам.коллега,утверждение сие-весьма спорное.Шлаковые включения,особенно,при наличии "соплей" в потолочном положении-вещь достаточно коварная.Сначала может и не побежать,но потом,после нескольких циклов нагрева\охлаждения,шлак отрывается от металла и ага...Шов заплакал....В моей практике иной раз были ситуации,когда,при замене фрагментов трубопроводов,запорной арматуры,начинали подтекать соседние,при царе Горохе варенные стыки.Вот где печаль-то...Приходится "разбирать" такие стыки и заваривать по-новой.Обидно...Как говорится,знал бы прикуп,жил бы в Сочи...По теме.Если нет уверенности в качестве стыка,то лучше сразу зачистить поверхность маленькой болгаркой с зачистным диском.Снять шлак,окалину и "сопли" наплавленного металла.Дефекты сразу станет видно.И вот ещё один совет.Если с РАДС на "ты",то будет гораздо легче подружиться с её ближайшим родственником по процессу-автогеном.Многие сварщики,работающие с трубопроводами,особенно.в сфере ЖКХ,предпочитают именно автоген для сварки мелких труб.Меньше пожароопасность,проще контролировать процесс сварки. Да и вообще,не боги горшки обжигают.Тренируйтесь и всё получится!1 балл
-
@p0tap4ik, Да все всё понимают,а начальство делает такие глаза...когда "стыков" мало сварено...и на держак ему абсолютно наплевать.. Варить красиво и качественно можно и "трезубцем"...дело то не в нем...а в вашем умении...хоть обложитесь "есабами"..или еще чем...не поможет.1 балл
-
Предполагать можно сколько угодно, это как гадание на кофейной гуще. Я, к примеру, не могу работать с инструментом, если включая ту или иную функцию не знаю что от нее ждать и какие процессы должны при этом происходить, тем более, если на борту есть телефон производителя. Это я к тому, что есть вопросы без ответов, а реальные пользователи мало что знают об этом устройстве, но не забывают говорить, что там куча возможностей. Лично для себя я пока кроме кучи неудобств в сравнении с подобными устройствами ничего не увидел.1 балл
-
@Aлекс, Ваша "катушка" будет очень сильно нагреваться, следующие швы будут просто плыть... и вы не будете понимать почему не получается. ДУ 60 можно варить и электродами Ф 2.5-2.6 но Ф2 лучше..меньше ток,меньше нагрев.На " потолок" сразу не надо лезть,все равно ничего не получится и уж тем более ставить катушку на 45* это нужно на аттестации(что бы захватить все пространственные положения и не более) Начните варить с "вертикала" т.е. с 3-х часов до 12,затем проверните "катушку" на себя и повторите процесс...постепенно опускаясь ниже..Это лишь моё мнение и оно может не совпадать с мнением других участников форума.Но так учат сварщиков в центре подготовки ... во всяком случае в нашем.P.S. кромки на трубе всегда "притупляю"..меньше горит.1 балл
-
Скорей всего у вас электроды именно 2,6 в диаметре. А чтобы легко подбирать ток на трубе. Можете сделать следующие. Возьмите катушку трубы нужного вам диаметра и подбирайте ток так чтобы вы могли спокойно зажеч дугу на потолке и могли спокойно сваривать потолок. Когда таким образом подбираешь ток смотреть три вещи: 1-чтобы дуга зажигалась хорошо, 2-чтобы эл-д не гнал шлак, 3-чтобы не горели кромки труб. Подберёте ток. Проварите трубу с низу с 6 до 4 и с 6 до 8 часов сделайте заходы и уменьшите ток. И варите дальше.1 балл
-
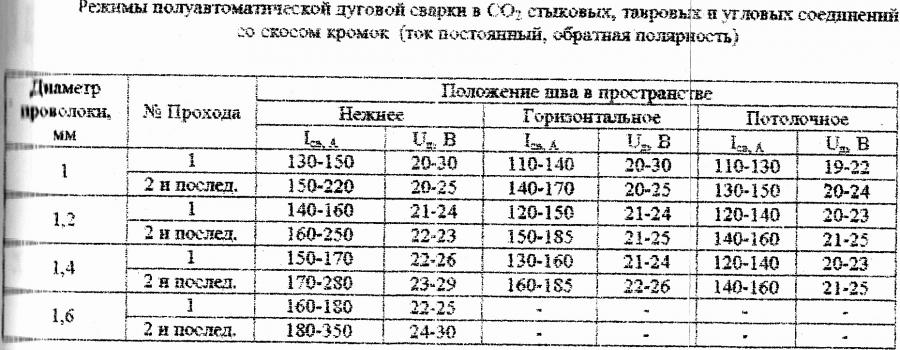
А чем варите. Какой источник питания. Вам нужно точно знать какое значение тока вы ставите. Не снимайте фаску с труб вовсе так легче. Зазор выставляйте 3,2 если стыки поворотные то можно очень легко проваривать на 40 амперах. Если неповоротные то подберите ток от 40 до 50 ампер. Почему такой зазор в 3,2 мм. потому что эле-д в 2,6мм. легко проходит в зазор что в свою очередь поможет вам проваривать корень так как дуга будет гореть в зазоре конец электрода и св. дуга будут у самих кромок труб провар будет полный и корень сформируется нормально и кромки проваряться нормально. НО вести эл-д придётся внимательно так как корень можно просто выдуть св. дугой. А так корень на таком диаметре примерно так и выглядит. И эл-д по трубе должен скользить всегда и везде под 90 градусов. И постарайтесь не махать эл-ом как кисточкой вы только греете обе кромки есть большой шанс большого прожого. А стыки под 45 градусов довольно сложно сваривать даже большого диаметра.1 балл
-
Опять не понятно, что означает "по этому"? Меня веселят выражения "крепко-накрепко", "большие нагрузки", "чугун к металлу"... Чугун не металл уже? Большие - это сколько - 1 кг, 1Т, 100Т? Сварные детали из чугуна на новых изделиях применяются крайне редко. Обычно сварка чугунных изделий применяется в ремонте или самоделках. И здесь очень много факторов, влияющих на прочность сварного соединения. Из опыта - я для дуговой сварки определяю прочность соединения примерно 0,5 - 0,7 от прочности новой детали. Для газопорошковой - 0,9 - 1,0. Каждая деталь (хочется в это верить) имеет изначально запас прочности (1,5 - 5 или больше). Сваренная чугунная деталь работает на этом запасе прочности, если он был не меньше х2. И т.к. эту величину никто не знает, гарантий на сварку чугунных деталей лучше избегать. Швы, как и шрамы не украшают и декоративными не бывают. Тысячи чугунных деталей после грамотной ремонтной сварки успешно работают.1 балл
-
@goshka, Если если правильно соблюдать порядок сборки-сварки то всё получится не хуже как в способе у vnuk. Я таких коптилок, баков, ёмкостей из 2-0,8 нерж в одно время переварил не мало. Квадратные ёмкости начинать варить с днища от середины к углам, желательно менять стороны давая остывать участкам шва. Круглые заглушки, днища обратноступенчатым. Во всех случаях очень важна частота и тщательность выполнения прихваток-точек,- от их зависит последующая качественная сварка изделия.1 балл