Лидеры




Популярный контент
Показан контент с высокой репутацией 13.11.2012 во всех областях
-
Пролистывая страницы данного форума,заметил,что в разных темах,нет-нет,да и всплывают сообщения,напрямую к этим темам отношения не имеющие,но содержащие разрозненную информацию о трубах в сантехнике.Чтоб не оффтопить и не засорять темы,а заодно как-то систематизировать информацию по трубам,сподвигся на создание данной темы.Как говорится,добро пожаловать! Имея опыт работы конкретно в сантехмонтаже 14 лет,поделюсь своими наблюдениями и личным опытом. Итак...Со сталью,думаю,почти всё ясно.Ну,или почти всё... В плюсе-дешевизна материала,надёжность и терпимость к разного рода сюрпризам эксплуатации (скачки температуры и давления),высокая механическая прочность. Минусы.Соединение на резьбе,особенно в больших количествах и,учитывая отвратное качество ныне производимых чугунных и латунных фитингов (привет братьям-китаясам...)-тот ещё секас...Сварка-процесс непростой,с кандачка не одолеешь.Опыт и ещё раз опыт.И оборудование надо для сварки габаритное и недешёвое.Да и сами трубы в последнее время всё чаще стали попадаться с браком,особенно,шовные.Коррозионная стойкость тоже ухудшается.Думаю,всем сантехникам встречались трубы 60-х,70-х гг,а то и раньше сделанные,насмерть забитые,но без сквозной коррозии.Более свежие трубы зачастую дают течь через 5-6 лет...Как-то не кузяво...Конечно,последние две проблемы имеют дисциплинарный характер,но нам-то от того не легче. Прогресс на месте не стоит и рынок наполнился материалами,имеющими высокую коррозионную стойкость,простыми и дешёвыми в монтаже и имеющими пониженные требования к квалификации сантехников и сварщиков.Исторически раньше у нас появился металлопластик.С него и начнём.Сама металлопластиковая труба дешёвая,гибкая,коррозионно-стойкая.Коэффициент линейного расширения-как у стали,т.е.,с температурной компенсацией длины можно особо не заморачиваться.Фитинги существуют в двух вариантах стыковки с трубой:обжим пресс-клещами и обжим накидными гайками.Обжим клещами более надёжен,но в малых масштабах невыгоден из-за цены инструмента.И само соединение фитинга с трубой-неразборное.Если что,только отрезай и устанавливай новую деталюшку.Обжим накидными гайками более популярен именно при небольших объёмах работ и практически полном отсутствии опыта.И инструментов нужен рекордный минимум.Ножницы для резки труб (пойдёт даже ножовка),да пара разводных ключей.На этом плюсы металлопластика заканчиваются.Металлопластик хорошо переваривает холодную воду.С горячей-не всё так гладко.Гарантированно он держит до 65 градусов,а дальше-как карты лягут.Много зависит от качества самой трубы (а оно весьма разнится),уплотнений фитингов и грамотности монтажников.Я в своей практике уже много встречал аварий именно на отоплении и ГВС,где трубы выполнены в металлопластике.Есть ещё одна проблема,связанная с проходным сечением фитингов.Допустим,сама труба вполне соответствует по своему сечению.А вот проход в фитинге-эдак в 2 раза меньше.Ладно,когда смонтирована времянка с несколькими фитингами.А если-целый дом,где их-сотни?Из-за такого количества дросселей от напора на входе в конце остаётся пшик...Впрочем,в таком случае дешевизна очень относительная,так как сами фитинги стоят не 2 рубля.Встречал случаи,когда сделать дом\коттедж медью вышло бы дешевле...Посему,я монтажом металлопластика почти не занимаюсь,предпочитаю иные композитные материалы.Исключение-тёплые полы в коттеджах,где температура и давление невысокие и всегда под контролем. Собственно,о меди.На рынке она появилась параллельно с металлопластиком,но учитывая её цену и малый опыт монтажа,она оставалась вешью в себе.Так,чисто для пацанов...Позже плюсы меди расчухали и процесс пошёл.А что,коррозионная стойкость высокая,фитинги относительно дешёвые.Можно спокойно хоронить в штробе.Сечение соединениями не заужается.Самих фитингов-на любой вкусТруба отлично противостоит температуре и давлению.По этим позициям впереди-только сталь.Композиты-аутсайдеры.Соединение труб-в трёх вариантах.Обжим.Популярен ту низкоквалифицированных монтажников.Так же,как и металлопластик,по тем же причинам.Но,фитинги дорогие.Пайка оловянным (мягким припоем).Проста ,дешева и относительно надёжна.Важны аккуратность и тщательность при подготовке и пайке.Фитинги стоят дешевле,чем на обжим.Данный способ пайки медных труб-самый распространённый.Требует самой простой пропановой горелки.Пайка медными припоями.Обладает очень высокой надёжностью,но требует повышенной квалификации (ибо по процессу ближе к газосварке) и пропан-кислородной,или,хотя бы,ацетилен-воздушной горелки,дающей большую температуру.Данный способ,в основном,практикуют монтажники климатического оборудования.Они же,для предотвращения окисления труб изнутри в процессе пайки,продувают их изнутри инертными газами (в основном,азотом и аргоном).В сантехмонтаже это не шибко актуально и выполняется чаще по прихоти богатых заказчиков (было бы предложено).Медью я работаю помногу и с удовольствием.Предпочитаю пайку жёсткими припоями. Гофротруба нержавеечная.Её появление сантехники восприняли с особой радостью.Коррозия пофигу.Температура-тоже.Гнётся на раз-два руками и под любым углом.Фитингов-минимум и они не заужают сечение.Стыковка-накидной гайкой и уплотнение силиконовыми манжетами.Мечта!И начали лепить гофронержу,куда можно и нельзя,напрочь забыв про то,что гофрированная поверхность создаёт нехилое гидравлическое сопротивление...Отсюда проблемы в системах отопления и водоснабжения (особенно,с высоким расходом воды).Я применяю гофронержу в нескольких случаях.Её применение связано со способностью данной трубы сжиматься и изгибаться.Например,при монтаже и обвязке канальных и подвесных калориферов в системах приточной вентиляции.В этом случае труба сглаживает вибрации от вентиляторов и не даёт расшатать соединения с магистралью.Также это практикую при обвязке медицинского,пищевого и прочего оборудования,при работе которого присутствуют вибрации.Ну и,само собой разумеется,при обвязке гидромассажных ванн,душевых кабинок и прочего сантехоборудования,которое запитывается скрытой подводкой и,при том,от случая к случаю (при ремонте и обслуживании),передвигается и разбирается.Разного рода гибкую подводку из резиновых шлангов в оплётке ставлю только на смесители,да и то,чаще (если клиент согласен),выполняю подключение гибкой медной трубкой ф 10 мм.Знаете ли,люблю спокойный сон. Композитные (полимерные) материалы. Полиэтилен низкого давления (ПНД).Чёрная полиэтиленовая труба.Применяется для холодной воды.К коррозии равнодушна.Пластична (в известных пределах).Лёгкая и дешёвая.Стыкуется на обжимных фитингах,которые нисколько не заужают сечение.Обжим применяется до диаметров 65 мм.Высокое давление обжимные фитинги не держат.Впрочем,на холодной воде оно бывает редко.Для больших диаметров-только сварка.Сварка стыковая применяется,в основном,при укладке труб под землю.Особенно это актуально при бестраншейной укладке,чтоб при протяжке трубы ничего не мешало.Разного рода ответвления,изгибы и примыкания сначала выполнялись через стальные тройники,отводы и переходы сталь\ПНД типа "ёрш".ныне от таких "сборных фитингов" отказались.Нафиг в трубе коррозионно-нестойкий участок?Широкое применение получила муфтовая сварка электромуфтами.В муфту вделана нагревательная спираль.Муфта с натягом напрессовывается на трубу и фитинг (отвод,тройник,переход сталь\ПНД),подключается аппарат для нагрева и по соответствующей программе выполняет прогрев.Стык готов.Сейчас электромуфтовым способом соединяются и мелкие трубы ПНД.Да,стоит оборудование немало,электромуфты-тоже не копейки,зато надёжность-выше всяческих похвал.Кроме укладки магистральных водоводов,ПНД применяется даже для подвальной разводки холодной воды в многоквартирных домах (бюджетный вариант) и обвязке систем водоснабжения в бассейнах,на водоочистке.Также,при обвязке бассейнов применяют фитинги,приклеиваемые к трубам.На небольших давлениях и температурах работает,но очень тщательно надо зачищать,обезжиривать и промазывать клеем стыкуемые поверхности.Поэтому,склейка полиэтилена-удел немногих фанатов данного процесса. Сшитый полиэтилен.В отличие от ПНД,может переносить умеренно горячую воду (до 65 град. гарантированно).Стыкуется муфтовой сваркой (аналогично полипропилену) и на обжимных фитингах.В отличие от забугории,у нас муфтовая сварка как-то не задалась и стыкуют трубы обжимом.Основное применение сшитого полиэтилена-укладка труб тепло- и водоснабжения в пол и стены.Прокладка труб осуществляется в гофротрубе или теплоизоляции из вспененного полипропилена и т.д.,ибо коэффициент линейного расширения СП выше,чем у стали.Трубы применяются,в основном,малых диаметров (15-20мм) на монтаже радиальных систем отопления в коттеджах.Лично я с сшитым полиэтиленом не работаю по причине отрицательного отношения к радиальным системам. Полипропилен.Думаю,что и распространяться о нём много-излишне.Плюсов у него немало.Дёшев,прост в монтаже,коррозионно-стоек.Фитинги стоят копейки,разнообразия великого,сечение не заужают.Но,коэффициент линейного расширения у него-куда больше,чем даже у меди.Отсюда,трубы,применяемые для отопления и водоснабжения,лучше прятать от глаз подальше.Лежащие по синусоиде "кишки" красоты не добавляют.Полипропилен (даже армированный фольгой) плохо переносит высокую (свыше 80 град.) температуру.Начинаются необратимые удлиннения трубы,вздутия,расслоение армировки и порывы.Посему я никогда и ни за какие коврижки не смонтирую полипропилен в системе отопления или ГВС,где нет контроля за температурой и давлением.Слишком часто там,где подача ГВС-не через теплообменник,а напрямую,с теплоузла,да с подачи и перед узлом смешения,температура взлетает по зиме за сотку.Ну,не рассчитан полипропилен на такое издевательство.В загранице такой технический авантюризм давно под запретом.Давление-до 6 атм и температура 60,ну,70 град.,не более.А у нас ещё почти вся страна-на элеваторных теплоузлах...Какой тут контроль?Безусловно,применение полипропилена в системх центрального отопления разных малых городков и посёлков-вполне оправданная мера.Материал и его монтаж стоят копейки (значит,хилый провинциальный бюджет не так пострадает).Температура и давление в системах невысоки и,как правило,зависят от степени адеватности кочегаров.А,вот,химподготовка теплоносителя-часто ни к чёрту...Стальной трубе жить пару-тройку лет...Хрен с ними,с наружными сетями.Главное,чтоб в домах ничего не текло и не отваливалось...В коттедже,частном доме,полипропилен для водоснабжения-само то.Уже немало смонтировал систем в домах на полипропилене.Но,всё стараюсь спрятать.В стяжку,в штробу.Чтоб глаз не резало.И трубу укладываю в рубашку из теплоизоляции,в короба со свободным креплением,чтоб трубы двигались при удлиннении.Пока нареканий нет.Монтировал из полипропилена системы снабжения сжатым воздухом на производстве.Оченно кошерно!Влага,даже если и есть (осушителей нема или филонят),то не вызывает коррозии труб и не убивает частицами ржавчины оборудование. Ну,вот...Вкратце,о своём опыте,всё.Вышеизложенное основывается только на моём мнении и на ранг абсолюта не претендует! Если кто тоже поделится своим опытом-буду только рад!1 балл
-
посмотри тут tosp_kurs,2006.pdf1 балл
-
Потому что запас прочности откидной части - один день.
 1 балл
1 балл -
@Max77,Эттто точно, минимум наворотов. На работе взяли нам по трубным делам бегать, нормально. А вот кабеля сразу наращивал1 балл
-
"Доработанный" "Геркулес".Поставил кнопку на воротник,так же заменил на них все пуговицы.Отрезал хлястики на рукавах и заузил их.
1 балл
-
http://www.morskayakollegiya.ru/bezop/spas_sudopodyom_raboty/poisk_spas_na_more/20071123142624-4350.jpg Шампанское разбивают при спуске на воду,а сейчас уже достройка идёт.Поздно пить шампанское... http://spb.ria.ru/ph...00279684_2.html1 балл
-
Бумажный скотч поможет исправить ситуацию.На процесс сварки он не сильно влияет.1 балл
-
На котлах, обычно, фланцевое соединение. С фланцем можно собрать на прихватках, затем разъединить фланцы, отодвинуть котел и спокойно обварить. Если участок обратки достаточно длинный, то и трубу можно высоко поднять и с комфортом варить.
1 балл
-
Когда зашла речь о скорости сварки-мол ты обязан варить быстро,я послал этого умника далеко и по пути порекомендовал "почитать" ЕНиР,дабы он знал,что,почём и как.Так это "оно" с образованием и при должности даже не знает,что это такое,а когда я ему пояснил,о чём речь,мне заявили,что для каждого предприятия-свои ЕНиРы.И в заключении диспута,меня поставили перед фактом,что на прошлой работе он был технологом и не мне его учить.Один раз он как то потрогал готовый стык и заявил,что усиление маловато.Я поинтересовался ,а сколько,на Ваш взгляд,оно должно быть,на что мне был дан чёткий ответ- 4мм и более.На вопрос,откуда такая информация,получил ответ,мне так кажется.Так он ещё и ПИЛовцев позвал,чтобы доказать свою правоту.Ему деликатно указали на ГОСТ(о нём,я думаю,он слышал)1 балл
-
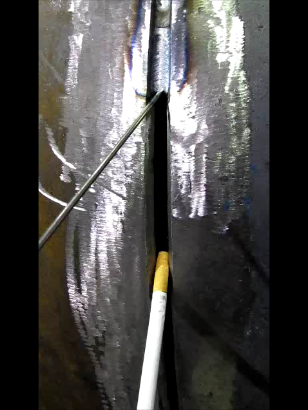
Недавно заменили розлив по ГВС, и один стояк побежал прям в перекрытие, как потом увидели, трубу прихватили к арматуре, видать, чтоб не падала вниз, там-то она и сгнила. Так-как стояки это не наше, было решено возложить всё на плечи ЖЭКа, но они сослались на чудовищную занятось и сегодня пришлось нам устранять эту течь. Думаете всё так быстро и произошло? Я тоже сперва так подумал яж типа такой спец нев.......й, ща я быстренько резьбу приварю, даже переодеваться не стал... Не тут-то было, на фото первая попытка, пока слесарь ходил открывать воду, я и сфотал. Замокрело от стены, привариваю новую резьбу, ещё тщательнее, опять мокрота, даже капать начало! Слесарь гад, ни в какую не соглашается отрезаться выше отвода на смеситель, отогнуть трубу от стенки и нарезать резьбу, под предлогом того, что мы сейчас и у соседей выше оторвём трубу, а вдруг там всё зашито, тогда... Короче только третья попытка оказалась успешной и то, заварил через операцию. Фотать уже не стал, как-никак три часа на карачках вокруг унитаза. Вот такая вот суббота.
1 балл
-
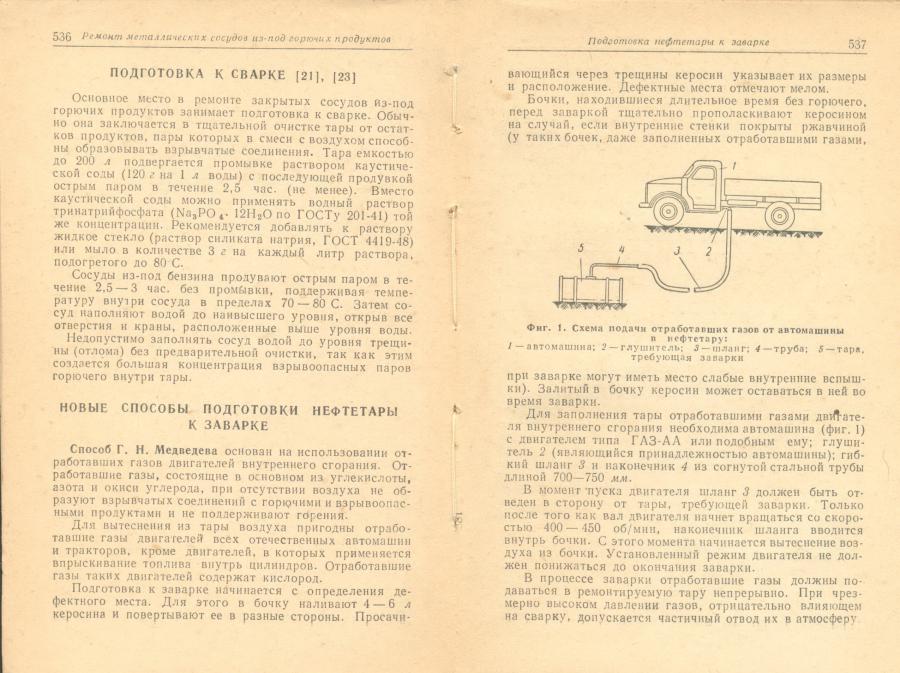
В начале 2000-х разрезал две 25 м3 ёмкости из под ГСМ по этой методе, владельца газика было уговорить непросто.
1 балл
-
В перекур вспомню слесаря(словом "добрым")
1 балл
-
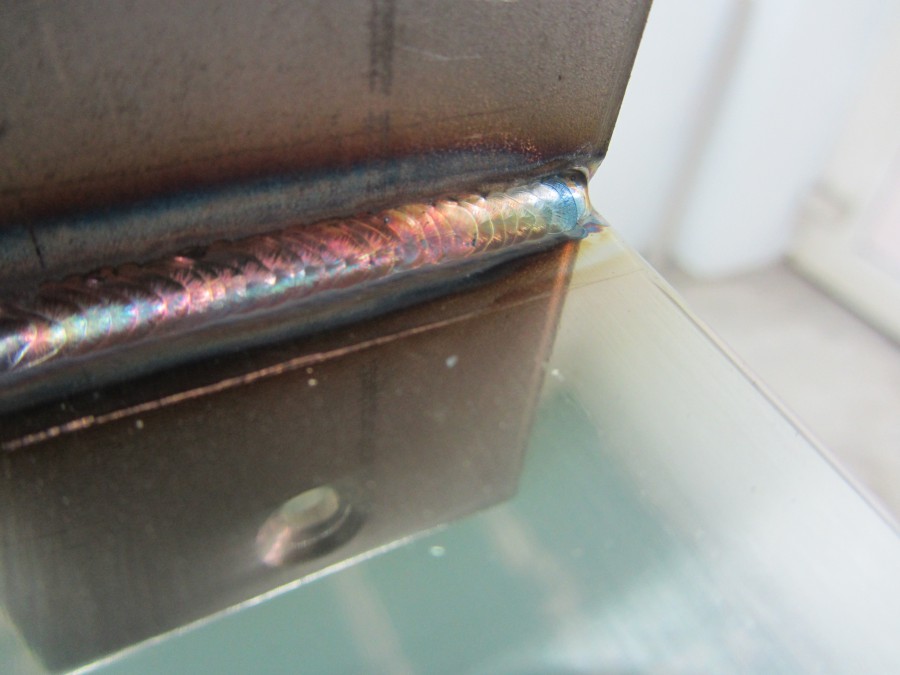
Кольцо из ленты 4 мм к листу 5 мм, МР-3, 180 А А А справа лёг шов китайскими электродами Ф 3,2 мм, 130 А стало так:
1 балл
-
Нда. А я было почувствовал себя самым умным. По поводу динамики Hau растолковал: http://websvarka.ru/...=160#entry318991 балл
-
Слушайте, меня чесно говоря немного напрягает этот термин"подсос". Откуда он может взятся если в шланге избыточное давление? Это что инжектор? что бы подсасывать воздух? Давайте говорить более правильно-в результате утечки в неплотностях газового тракта недостаток аргона в зоне сварочной ванны. Попросту говоря обедненная газовая защита, нехватка аргона. Да как угодно, но правильно. На моей памяти этот термин пошел с чипмейкера от одного "гуру" которого в конце концов забанили, а его бредовые высказывания живут и процветают...1 балл
-
Как по мне то 38 А многовато будет. Счас пивной цех овязываю, в основном труба 32 х1.5. 25А с головой хватает. И проплав на всю глубину-заказчик лично, своими руками (когда настроение плохое ) вырезает шов, убеждается в проплаве и уходит. Я не расстраиваюсь-платят за количество швов.1 балл
-
@svarnjuk, пенсия близко, а в душе мне до сих пор 20 лет! Это же хорошо, это просто радует! Когда прочитал и посчитал, то долго смеялся и радовался - буду получать нормальные копейки, неплохая прибавка к зряплате!))) Стареем, но молоды душой и дух наш рвется к сварке, сварке и только к сварке! Ну разве что к женщинам еще...1 балл
-
Ура-аа! Значит мне скоро на пенсию! какой же я старый стал! Буду сидеть на лавочке, пить пиво и гонять палочкой молодежь Нет, я оборжусь ей богу!!!!1 балл
-
Е сли предприятие не существует то есть архив где можно подтвердить что оно было . но вся наа.....а в том что если предприятие не осуществляло платежи в пенсионный фонд то вроде ты там за зря работал (а назовите мне такие кто в 90тые отчислял). И сейчас гайки тянут . то что газо-электро вредность отменили это они уроды не дышали раньше сгоревшей краской в автомобилях . и в подвалах :фольгу; не видали . а вот подтверди что электро-газо должен в помещении точно не помню но не семь ли часов из восьми ? у меня напарник увлёкся зачисткой деталей так ему уже намекнули в отделе кадров что он уже не вырабатывает свою ;вредность : по бумагам . И в остальном вся эта система просто хрень . И не знаеш что ещё придумают -но не в нашу пользу это точно !1 балл
-
Привет! Это - как фильме "Белые росы". ...Я так не могу, мне трудности нужны! - Трудности я тебе буду создавать!!!1 балл
-
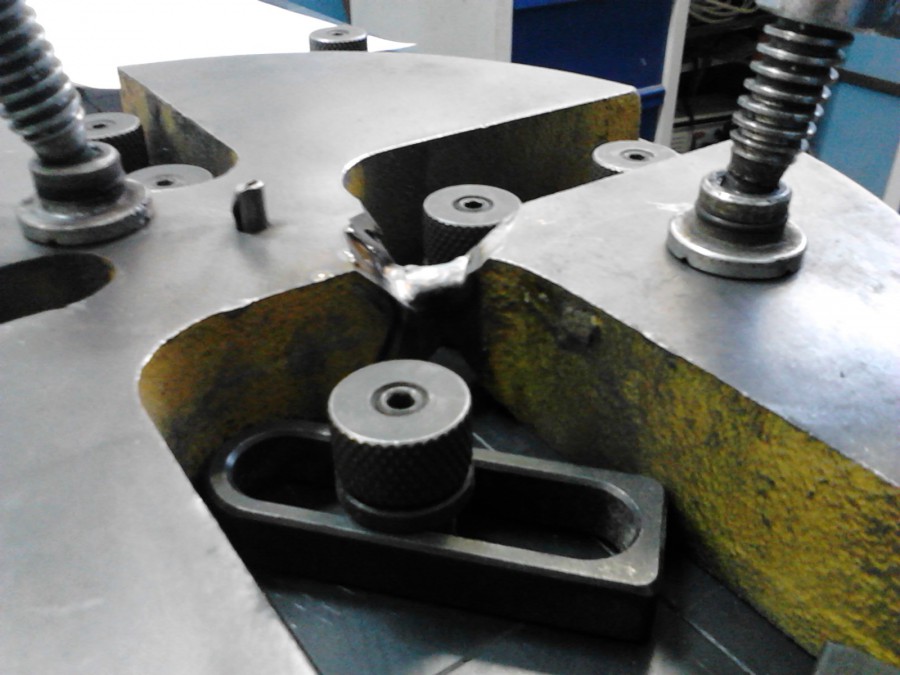
Здравствуйте. Маловато информации, что за металл ? прокат или литьё? Чем варите? Только щас заметил что тема полуавтомат. А чего-то такие страшненькие швы? Режимы? Защита углекислота или смесь ? Банальная грязь в разделке? Ну и собственно аппарат и режимы какие? Смущает дефект на обработанной поверхности - фото №3 почти посередине. И на приварном кольце такой же. На литье такое часто, но это же прокат ? Хотя встречался мне прокат плохого качества. Причина может быть такова - В дефект при обработке попадает эмульсия , вы же на станках детальки обрабатываете? скорее всего с эмульсией. И никакое обезжиривание её от туда не удалит. Далее вы проходите шов и при нагреве эмульсия выгорает и образует такой именно пузырь 3-5 мм, хотя обычно меньше всё таки, внутри шва. В общем дайте больше информации. Профессия у меня такая - сварщик-дефектолог ,исправляю дефекты.1 балл
-
Регулятор индуктивности в инверторных источниках на самом деле таковым не является. Меняется реакция (динамика) источника на вход в короткое замыкание во время сварки. Визуально реакция выглядит действительно как изменение индуктивности сглаживающего дросселя в классическом аппарате. Отсюда и термин. Теперь об источниках ИТС-"Selma". Результатом вращения ручки "Индуктивность" будет изменение скорости нарастания тока короткого замыкания. В крайнем левом положении регулятора - "жесткая" сварка с большим разбрызгиванием и малой глубиной проплавления, "холодная" сварочная ванна. В крайнем правом - дуга становится мягче, глубина проплавления увеличивается, ванна становится более "горячей" (вплоть до появления шлаковой корки на шве). Сфера применения, если не залезать в дебри металлургии : минимальная индуктивность - сварка корневого шва с формированием обратного валика (тот самый ВКЗ от Карасева), максимальная - облицовочный шов.1 балл
-
Ага, мне тоже огромный гудящий агрегат дядей и отца вспоминается, и как я в 11 лет дорвался до него в перерыве, и самозабвенно в треске и искрах жёг электроды тройки и четвёрки, на каких то обрезках уголка и швеллера, со сварочным щитком, как я помню. Ну и зайцев нахватался, как же без этого Прямо таки пёрло от осознания того что я МОГУ расплавить такую неподатливую и крепкую железяку и приплавить её к другой железяке1 балл
-
Блазен79 и 70rufs правы.Илья,не соглашайтесь,это будет начало конца вашей карьеры.Потому и берут без "корочек,что это не сварка,а "конвейер Форда в узбекском варианте".1 балл
-
Я насчитал четыре метра шва. Даже если предположить, что сборка происходит в некоем кондукторе (а вы его видели?), получается полный бред. Думаю, некий куровод пытается въехать на чужом горбу в рай. Двенадцатичасовой рабочий день и ночные смены означают так-же, что куровод пытается сэкономить на рабочих площадях и сварочных аппаратах. Оставьте ему его заботы, будут и другие предложения. По вашим швам понятно, что вы видите сварочную ванну (хотя при сварке рутиловым электродом она скрыта под шапкой пены). Ширину шва контролируйте, ориентируясь на ширину силуэта электрода, она у электрода четверки шесть-семь мм. Силуэт влево, силует вправо - 12...14 мм.1 балл
-
Иван, с зарплатой около 30ти новичком можно потерпеть. Все зависит от того,как себя покажете. До момента ,когда перевелся в другое подразделение сварщиков там побывало куча. Кто-то варил,кто-то ляпал.Кто-то пил,кто-то во все горло кричал "я не буду это делать,не буду то". Когда меня взяли,тоже смотрели с опаской,типа молодой,борзый,тоже уйдет скоро. Ан нет. Раньше привык делать все заготовки сам(так уж получилось в старом коллективе), когда здесь дали задание я был шокирован. Подходит бригадир слесарей со словами. "Разматывайся пока и иди перекури. Как подготовим все,мы тебя позовем". Перекурив подхожу,без лишних вопросов по привычке начинаю помогать размечать и собирать уже нарубленные части. Так день за днем зарабатывается репутация. Если просят помочь,действительно просят ,по-человечески -то никогда не отказываю,так и мне не отказывают. Даже с начальником спелись. Подкалывает постоянно,особенно когда весь план работ сделал еще в начале недели и слоняюсь из бокса в бокс в ожидании приедет ли погрузчик/ лесовоз или нет. Еще часто удивляюсь ,когда приходит водитель или слесарь ,начинаем собирать что-то,подготавливать и он интересуется у сварщика(то бишь у меня), как лучше сделать,как мне будет удобнее варить, перебираем кучу вариантов пока не найдем наиболее подходящий. (Есть конечно и такие: " ты мне сделай-а как меня не е..ет" , таким делаю на тяп ляп,но это другая история). Так что Иван,учитесь,держитесь и все со временем придет,а там может и переведетесь.1 балл
-
@IvanWelder,Вы всё правильно понимаете,только влиять на это трудно.Есть вероятность,что в штатном расписании нет вакансий слесарей и других специальностей,но должно быть энное кол-во сварщиков,вот и берут.Слишком много вариантов,чтоб точно ответить.Вредность идёт?Зарплату платят вовремя?Зацепитесь,время всё поставит на место.Кстати,у Вас завтра праздник!1 балл
-
Вертикальный шов это самое лучшее положение для получения качественного провара с наибольшим контролем во время сварки. Плюс его в том, что учитывать надо всего один вектор движения - гравитацию. В других положениях к нему добавляется ещё и горизонтальное перемещение.1 балл
-
Нас только местный поддув спасал и аргон меньше улетает.
1 балл
-
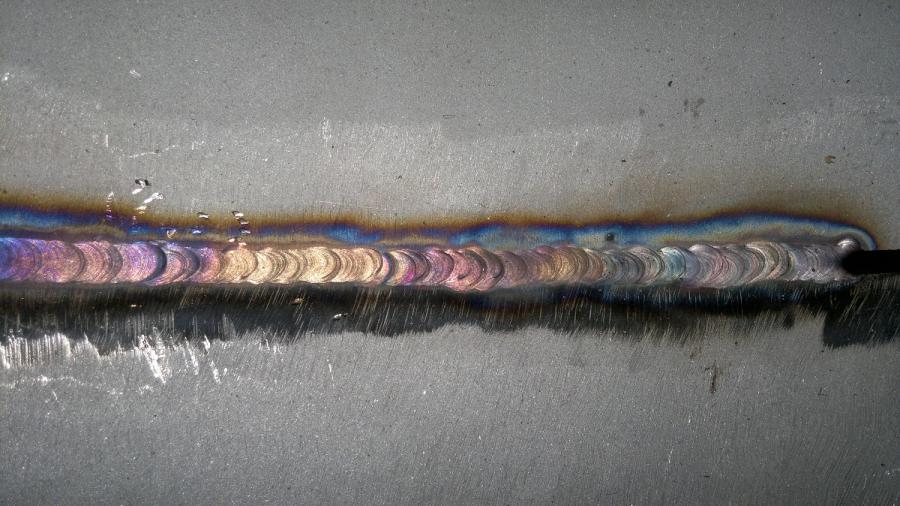
Трубы снова сунули на работе. Нестандартные 5" 304, своеобразное "колено" собирается из пяти, нарезанных под разными углами, элементов. Сначала собираю центральные три, варю два стыка. Потом добавляю концевые куски по одному. Сразу всю собрать нельзя, деформации на швах разные, а финальный размер должен иметь строгий угол. Т.е. на концевых стыках уже регулируешь зазор под шаблон. Собранное: http://s018.radikal.ru/i516/1209/9e/c15062d1e405.jpg Корень: http://s019.radikal.ru/i600/1209/0c/3515d5ac1fb8.jpg Заполнение: http://s019.radikal.ru/i600/1209/a9/0d52ff3aeec2.jpg Облицовка: http://i032.radikal.ru/1209/cc/1e14da6b03ee.jpg Обратный шов: http://s017.radikal.ru/i409/1209/38/a86d7e0a11c0.jpg Контроль - рентген. Токи: корень - 125, заполнение - 130, перекрытие - 125. Проволока везде 2.4.1 балл
-
ГОСТ 5264-80 един для всех,это государственный стандарт,а Совесть всего лишь Лучший Контролёр.В книгах много чего пишут,а работать приходится по официальным документам.Тема называется "Св.швы" и совсем не подходит для дискуссий.1 балл
-
Прямоугольная труба 80-120мм. Накладки толщина 4мм.
1 балл
-
"Горизонты" попёрли. Ширина 25мм, эл. ОК 74.70 3,2мм(четвёрка кончилась), ток 147а.
1 балл
-
@volt, Неплохая работа , ещё с режимчиками нужно поиграться , а то швы перегрев , серые швы -это ни есть гуд. Лучше на пульсе варить, хотя попадается труба с поднебесной - режимы не помогут, всё равно пережжённые будут.
1 балл
-
опыта ноль теория ноль....пока научился сваривать убил 2 горелки tig..и баллонов 5аргона... вот результат....спасибо парням из форума websvarka.ru почитал фак научился вот и результаты за 1.5 мес что получилось))))
1 балл
-
Сварено много лет назад на ПРС-3,ГСН-3,WL-20 d=4.0.Сп.2В,s=3 mm,присадка Сп.3в d=2,0.
1 балл
-
вроде стало полутше чем было? http://s52.radikal.ru/i138/1208/1c/22848bc6c5b0.jpg http://s019.radikal.ru/i621/1208/64/9333016710c3.jpg http://s019.radikal.ru/i631/1208/59/1e46d60d9afd.jpg http://s017.radikal.ru/i403/1208/6a/60885b828979.jpg http://i074.radikal.ru/1208/af/3e8af7c27498.jpg http://s017.radikal.ru/i418/1208/28/7352f97bc3ec.jpg http://i056.radikal.ru/1208/30/e5694f3d8539.jpg http://s006.radikal.ru/i214/1208/00/4d901d1fdb40.jpg1 балл
-
Бак MAN 400л
1 балл
-
В нашем маленьком малорусском городке швеллер № 6,5 страшно дефицитный прокат! А для прижима запаски полуприцепа он идеально подходит. Пришлось изготовить сварной швеллер из листа 5 мм. Каюсь, поверхности не зачищал, гнал по-быстрому.http://s5.rimg.info/48d2a7d11bcbab914f7c8e6a05d18ce7.gif
1 балл
-
Исправляюсь... Вот котельная 3-х-этажного коттеджа: http://s44.radikal.ru/i105/1207/a4/a0dba8434610.jpg http://s019.radikal.ru/i604/1208/7c/7f889fa0d903.jpg http://s019.radikal.ru/i623/1208/bc/c09077f40bc0.jpg Обвязка электрического и угольного котлов выполнена стальной,тёплые полы-металлопластиком. Обвязка контура тёплых полов и гидрострелка с насосом: http://s59.radikal.ru/i164/1208/5f/56fa777771b9.jpg Система тепло-и водоснабжения самого коттеджа-армированный полипропилен.Система ГВС выполнена с контуром циркуляции.Система теплоснабжения-контурная поэтажная.Нижний розлив (двухтрубная система),попутное движение теплоносителя.Пуск и дальнейшая работа системы показали,что дополнительная балансировка не требуется. На другом коттедже медью и сталью делал обвязку газового отопительного котла и бойлера косвенного нагрева: http://s018.radikal.ru/i521/1208/40/b0627852d67e.jpg http://i062.radikal.ru/1208/9b/1320b402a7c1.jpg Подвальная разводка контуров Т1,Т2,Т3,Т4. http://s56.radikal.ru/i153/1208/fa/5de4451c36d4.jpg Электрокотёл: http://s019.radikal.ru/i624/1208/8c/368248175289t.jpg Развязка контуров газового котла,бойлера косвенного нагрева через термогидравлический разделитель (в обиходе "гидрострелка"): http://s017.radikal.ru/i429/1207/65/d4b7b6930a73.jpg Ну и напоследок.Тепловой узел,по сути,так сказать,узелок в сельском фельдшерском пункте: http://s019.radikal.ru/i620/1208/9d/363ce0e9e9f5.jpg В данный момент работаю на теплотрассе.Пашем так,что фоткать некогда...Будет расслабон-пощёлкаю.1 балл
-
привет всем
1 балл
-
у меня блу вэлд 220с про.тоже себе выбирал,нашим не доверил и взял италию и не прогодал вот уже 4 года.1 балл
-
Я просто сравниваю этот сегодняшний накс с предыдущим гостехнадзором . вот на примере можно даже два государственых строя сравнить . Накс платим -Гостех нет . Накс надо искать конторы где сдавать -Гостех сдаёш на предприятии где работаеш . По ;теории ; Накс надо знать книгу -Гостех тоже лихорадочно листая книгу готовишся ибо не знаеш по какой странице вопрос зададут . Накс тебя ещё перепроверяют куда устраиваешся -Гостех ты и так уже тут работаеш . Конечно при этом строе и наличия частной (в такой дикой форме) собственности Гостех не применим . но сравните разницу . не шаг ли назад сделали ?1 балл
-
Напомню для сварщиков,нарушающих ТБ, ожоги в другой теме - Вред здоровью от сварки.1 балл
-
Вспомнился случай на эту тему. Варили катушки на аттестацию в соседних кабинках с одним товарищем, на успешный результат которого никто не надеялся. Однако ему удалось уговорить работодателя, что все у него получится. И получилось, никто не ожидал такого результата, даже техкомовцы. Cпустя год или больше, он потом признался, что катушку, которую нужно было катать в положении Н45, он отломал и заварил в поворотку, потом прихватил на место. Просто тупо повезло, что никто не заглядывал к нему в кабинку. В итоге он так и не смог работать на трубе, куда бы не устроился, допстыки не проходили. Так и работает на металлоконструкциях с липовым 6-ым разрядом.1 балл
-
И открыть собственное дело, ну или по выходным работать в своём гаражике в собственное удовольствие, а на работу ходить за расходником1 балл
-
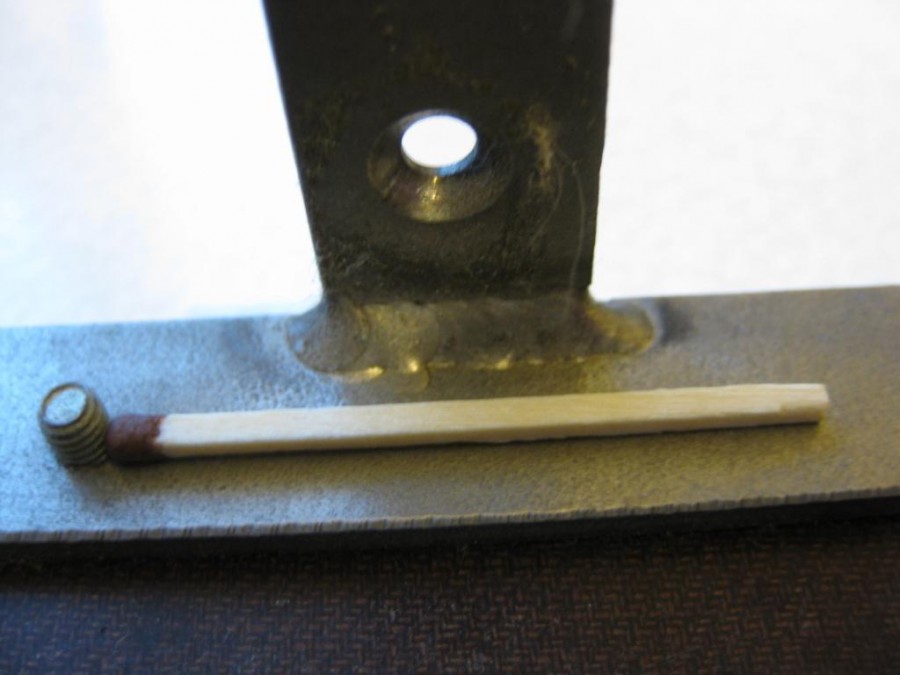
Короткая дуга ( электрод плотно прижат к металлу и его продвижение осуществляется по мере сгорания) ,оптимальный наклон электрода ( чтобы и металл грел и шлак отгонял ) и повышенный ток.Всё это работает вкупе,все параметры подбираются опытным путём и с обязательным контролем .Сложного ничего нет. Врезка в 100-ку трубки ф 32мм.,эл.ОЗС-12,ф 3мм.,ток 140-160 А .Нижнее положение,в два захода( 2 замка)
1 балл
-
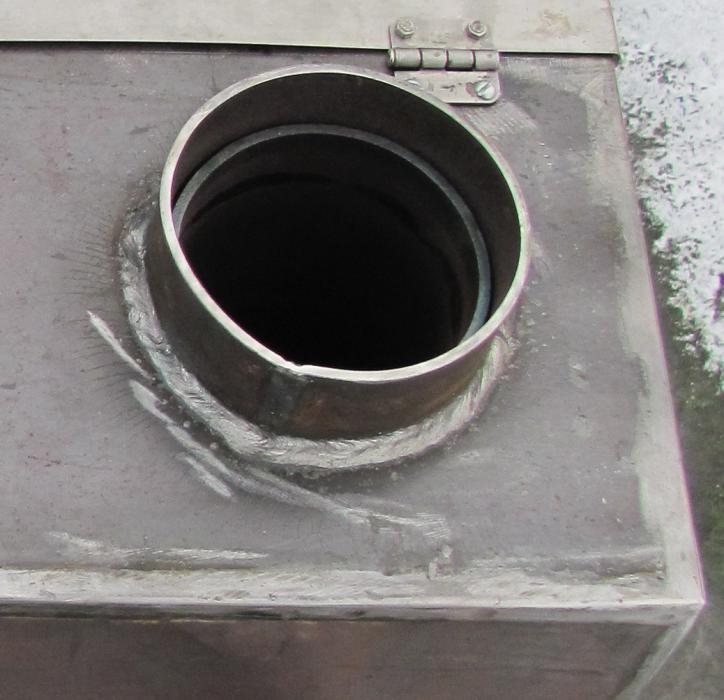
Я такое "практикую" на 57 мм труба / фланец,на большие диаметры не хватает электрода.Шлак,правда,отбиваю в ходе сварки (на ощупь ),потому как рутиловую обмазку переплавлять дело неблагодарное и ненадёжное. Сварка в нижнем положении,деталь на месте,я - по кругу ,эл. ф 4мм (ОЗС-12, МР-3,что под рукой оказывается), 260 - 280 А.
1 балл
-
Согласен с pro100chaynick , правда сваврочников с IP выше чем 23 не встречал(просто необходимости такой не было) По токам и мощьности св. аппаратов для подводной сварки ничего не подскажу, нет такого опыта. Но электроды видел-толстые, примерно 12 мм в диаметре, говорят дыма от них очень много.1 балл
-
смотря что ,чем и как резать мощность нада подбирать исходя из толщин свариваемого металла и диаметра планируемых к использованию электродов с учетом ограничений по потребляемой мощности,возможности сети и пн степень защиты зависит от условий эксплуатащии - в вашем случае не IP23 а не меньше IP23 вот расшифровка цифр http://www.electro.ru/info_03.htm так же для работы в опасных условиях нада ьрать сварочник с ограничителем напряжения холостого хода (VRD)1 балл