Лидеры




Популярный контент
Показан контент с высокой репутацией 09.10.2012 во всех областях
-
Шильдик аппарата http://data.photo.sibnet.ru/upload/imgbig/134979204918.jpg Шов сверху http://data.photo.sibnet.ru/upload/imgbig/134979204642.jpg Снизу http://data.photo.sibnet.ru/upload/imgbig/134979204737.jpg "Шлиф" http://data.photo.sibnet.ru/upload/imgbig/134979205018.jpg Легкое травление http://data.photo.sibnet.ru/upload/imgbig/134979204825.jpg6 баллов
-
Ну значится так... Для начала, собрали "стенд" из вилки, счетчика, автомата на 16А и розетки. И попробовали, что мы вообще потребляем. http://youtu.be/bTGTMtSvDDo Оказалось, что слегка потребляем, а потому оппоненту будет чуть легче Сварим просто найденные на полу две пластинки толщиной 12 и шов будет коротким. Ну не садисты мы5 баллов
-
Сказал Льву "Спасибо", думал, что про саморегуляцию длины дуги никто и не вспомнит. За дискуссией слежу, но не хотел вступать. "Я же не настоящий сварщик" (с) анек. Дмитров, во втором видео изменяется ток при увеличении вылета проволоки, длина дуги не изменяется. Это так, к слову. То, что величина тока напрямую зависит от скорости подачи - это аксиома. Правильная настройка всех параметров (напряжение, скорость подачи/ток, расход защитного газа, скорость ведения сварки, длина вылета проволоки) - залог качественного шва. При одном и том же токе (скорости подачи) при маленьком напряжении валик (шов) узкий и высокий. При большом напряжении валик широкий и низкий. (может кто-нибудь сделает видео, а то меня радикулит вторую неделю мучает, да и баллон с газом вчера другу отдал, машину варить) Напоследок статья о саморегуляции длины дуги:4 балла
-
Регулятор индуктивности в инверторных источниках на самом деле таковым не является. Меняется реакция (динамика) источника на вход в короткое замыкание во время сварки. Визуально реакция выглядит действительно как изменение индуктивности сглаживающего дросселя в классическом аппарате. Отсюда и термин. Теперь об источниках ИТС-"Selma". Результатом вращения ручки "Индуктивность" будет изменение скорости нарастания тока короткого замыкания. В крайнем левом положении регулятора - "жесткая" сварка с большим разбрызгиванием и малой глубиной проплавления, "холодная" сварочная ванна. В крайнем правом - дуга становится мягче, глубина проплавления увеличивается, ванна становится более "горячей" (вплоть до появления шлаковой корки на шве). Сфера применения, если не залезать в дебри металлургии : минимальная индуктивность - сварка корневого шва с формированием обратного валика (тот самый ВКЗ от Карасева), максимальная - облицовочный шов.4 балла
-
Есть у нас одна хитрая деталь на которой заведено до меня ещё шлак не отбивать . это груза для гео-физических приборов . смысл в том что после сварки с деталь проходит заливку во внутрь свинца (давление в скважинах приличное и приборы как то надо туда пропихнуть )) . очень много погрузо разгрузочных . когда доходит до токарного станка . шлака там и в помине нет . варю Уони 55 . на : спуск : чтоб токарям меньше снимать . разделка под фаску с одной стороны . полу автоматом быстрей но качество хуже . .
 3 балла
3 балла -
Ну и долгое травление 4 часа штайнклином. http://data.photo.sibnet.ru/upload/imgbig/134979204508.jpg3 балла
-
http://youtu.be/Gar1T0zqs_k http://youtu.be/8gZX8DW8K-83 балла
-
@andrus, спорить можно до безконечности, а зачем? Я не владею ни знаниями, ни теорией мощностей входов-выходов сварочных источников. Мы с разных позиций смотрим на само занятие сваркой. Я могу начать доказывать и высчитывать сейчас что газосварка будет не впример дешевле, и варить и паять с современными присадками ей можно что угодно, а на остаток "мультиплазных денег" можно ещё и инвертор ММА или ТИГ ДС докупить и варить всем этим не в пример качественнее мультиплазу... словом аргументы у меня даже не начинались Вопрос: Зачем это делать? Я например не хочу, так как имею мирное душевное устроение и твёрдые убеждения о сварке. Поймите, я уважаю лично Вас, но сказать что уважаю Ваше мнение о нужности мультиплаза-равносильно признанию его правильности. Как сказал Профессор Преображенский: Обедать я буду в столовой, а оперировать в операционной, а не ванной или детской.. (возможно я неточен в цитате, но не смысле сказанного) Хотите иметь мнение отличное от моего? Пожалуйста, меня это нисколько не задевает. Желаете чтоб люди со слабенькой проводкой умели дома как то соединить кусочки металла? Благое начинание- пожалуйста. Но только не называйте это полноценной сваркой, уж будьте снисходительны к нашим нервам Если человек заинтересован сильно переплатить и иметь ваше чудо под свои скромные непрофессиональные нужды, если он просто не уверен и БОИТСЯ (кстати ничего стыдного!) связываться с разными сварочными источниками- дайте тогда ему краткий обьём информации об источниках и процессах сварки и пусть решает сам. Мне кажется здесь идут дебаты скорее не о технической стороне и разном качестве разных источников, а скорее о этическом или если хотите нормо-этических отношениях людей на форуме. Выясните, желают ли форумчане иметь эту тему среди других вообще? Второе, модераторы имеют право посчитать что тема неформатная и просто удалить её. Я лично за монархию, даже если это ущемит в чём то и мои права. Строят, развивают, управляют(кстати советуясь и с нами, но принимая решения самостоятельно) они, модераторы, а не мы, простые пользователи.. Если разрешение будет получено, и соберётся какой то процент желающих участвовать в обсуждении этой темы, общайтесь в ней, делитесь опытом, без попыток рекламы или попыток рассуждать на тему мультиплазов в соседних ветках.. Ну не хотим мы этого, уж простите нас. Сторонникам волшебных водородно-кислородных горелок, электролизёров и прочих вечных двигателей на постном масле я бы пожалуй сказал то же самое.. Я изложил своё видение проблемы, думаю если нужно меня поправят, или совершенно переправят люди имеющие для этого полномочия. Вот положа руку на сердце Вам говорю, не счёл бы такие условия для себя обидными, будь я на Вашем месте. С уважением к Вам... и прошу уволить меня от дальнейших дискуссий, я уже определённо высказался. Не люблю ни спорить, ни одерживать победы, уж такой характер.3 балла
-
В тему "сварочные швы", по-моему, не тянет, выложу здесь. Мои будни до после
2 балла
-
Пока оппонент в читателях - ему есть, чем заняться. Ожидаем ответа.2 балла
-
Ну и резка электродом. http://youtu.be/De5kwWfnZz82 балла
-
Хм... А если металл толстый, а ? Вот тогда хорошо учишься резать или на скорость что-нить ювелирно отрезать. Это ж не просто резка, у нас в дупле, в депо гайки срезать научился ювелирно - выплавлял болт и гаечка сама на электрод одевалась. Иногда ее даже можно было повторно использовать!2 балла
-
Контрольные промеры. Оказалось глаз совсем не алмаз )) http://youtu.be/CQciAJBYP5w2 балла
-
Интересно, а психиатры сюда заглядывают?2 балла
-
Ваши проблемы из-за разной толщины (между спицами и в районе луча) ,такие толстые места желательно предворительно прогревать газовой горелкой (пропаном,можно даже с литрового баллончика) и вам и вашему аппарату будет проще,ну и соответственно токи в таких местах побольше.Вообще если трещина проходит возле луча Всегда перед сваркой лучше прогреть область сварки(луча) градусов 200-300,разницу сразу почуствуете.2 балла
-
Конкретный ответ на конкретный вопрос.(фото были сняты еще в прошлом году, выложить не успел) Сколько стоит?- http://www.nu-da.com...-isg-10001-740/ цена указана в гривнах, евро, долларах-в рубли сами перещитать можете. andrus, началось осенне-весеннее ничегонеделание на огороде и опять обострилась старая болезнь под названием флудерство и высеризм? (ничего личного, использую ваш лексикон из закрытой темы). За один только вечер благодаря вашим стараниям 4 страницы пустопорожнего трепа. Учитывая ваше образование, место образования и место работы до пенсии я не удивляюсь. Вам предложили условия сравнительного эксперимента. Вы условия принимаете? ДА или НЕТ? Если ДА то ждем фотовидео отчета от вас и вашего оппонента, а пока воздержитесь от топтания клавы (это моя личная и трепетная просьба). Если НЕТ, то тогда тем более не флудите в теме которая называется " Сварка Мультиплаз 3500" и к вашему аппарату она никоим образом не относится.
2 балла
-
Уважаемые коллеги, решил создать тему по сбережению нашего с Вами здоровья. Как известно мы часто работаем в наклонном состоянии, что приводит к нарушению осанки. Буду короток, мне 39 и сутулость заметил уже в 35 лет. Подтягивание решает эту проблему. За 10 часов работы, по мимо ее подтягиваюсь по 5-7 подходов по 10 раз через день или каждый день, все зависит от нагрузок по работе. Турник не всегда возможен, но лестница алюмишка всегда под рукой. Ее наваливаем на стену, так, что бы удобно было подтягиваться и вперед. Упражнение силовое, многие мужики его не любят, предпочитают гантели, а зря. Ведь в этом упражнении укрепление плечей, так нужных нам для фиксирования руки на потолке, вертикале, да даже в нижнем положении, так же лопаток, пресса, спины и бицепсов. По опыту скажу, за 4 года избавился от сутулости, живота и частой слабости и усталости.1 балл
-
Ну ещё раз себя похвалю . режу просто от руки . разметку сам черчу . Есть одна хрень на такой толшине . Угол . Вот не умею резать как многие сварщики видал делают . резак на больших толщинах на себя тащут . я так не могу . я не вижу область реза . я с боковой резки процесс луътше контролирую .1 балл
-
Тоже выложу . ну между основной работы . так как у нас нет :плазмы : . я пиляю заготовки под плазму . которые после везут в другой город . 2 гс . 32 мм . это то что сфоткал . а так в ассортименте от 4 мм до 40 мм каждый заказ под плазму . Меня давно тревожит мысль Мне реально не доплачивают .
1 балл
-
Всем спасибо . дело то оказалось проще простого . а я не знавши неделю глаза ломал . Теперь всё нормально .1 балл
-
Оку не нашёл.. вот это нашёл.
1 балл
-
У меня на работе Fubag in 160 третий год эксплуатируется. Когда начальник притащил, то предрек я ему пол года жизни, а ни че еще работает! Хотя условия не очень благоприятные для бытового инвертора. Во первых пыльно очень на стройке! На морозе в -40 как-то приходилось варить. Нагрузки, хоть варю только тройкой этим аппаратом, но бывает весь день включен. Ну и небрежное отношение. Сам бывало ронял с метровой высоты на бетон. А коллега ушатал кабельные гнезда, поварив четверкой, приходилось отдавать в мастерскую на замену кабельных гнезд. Сами понимаете не свое не жалко. А вот у других, данный аппарат, немало встречал отзывы в интернете, в первые месяца эксплуатации выходил из строя и безвозвратно. Может повезло, кто его знает! А еще недавно услышал мнение, что этот аппарат ломается у тех, кто редко его использует. Надо как купил, так использовать на всю катушку!1 балл
-
Эх, молодость... Раньше тоже мог много раз подтянуться. А потом было долго нельзя - в декабре 2008 года с однополчанином подрался и сломал три позвонка между лопаток! Щас раз 10 подтянусь, ну может 12 если напыжиться сильно! Потом в 2009 г. когда по пьянке павильон брал штурмом из мелкашки ногу попортили - пули достал, но долго на костылях прыгал! Вот такой я камикадзе!1 балл
-
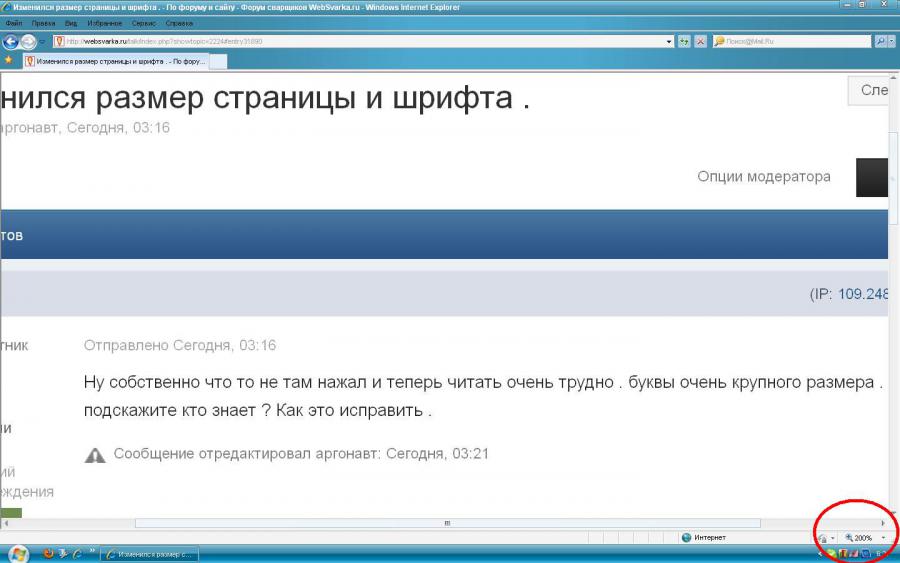
@tig верно заметил про масштаб - дело в нем. Если вдругв правом нижнем углу нет информации о масштабе, то есть другие способы его изменить: Увеличение масштаба веб-страницы: Если мышь с колесиком, прокрутите его, удерживая клавишу CTRL, чтобы увеличить или уменьшить масштаб. Если нажать кнопку Изменить масштаб, масштаб будет циклически проходить по значениям 100%, 125%, и 150%, обеспечивая быстрое увеличение веб-страницы. С клавиатуры можно увеличивать и уменьшать значение масштаба с шагом 10%. Для увеличения нажмите CTRL+(+). Для уменьшения нажмите CTRL+(-). Чтобы вернуться к 100%, нажмите CTRL+0. Самый быстрый способ вернуться к масштабу 100% - нажать ctrl+0 (см. 3й пункт).1 балл
-
АВН, я позавчера потратил время на прочтение той закрытой темы. А тут смотрю всё по новой началось... Вот и решил поставить жирную точку. Меня это нисколько не затруднит1 балл
-
Если на компе, а не в телефоне, посмотри на правый нижний угол, должно стоять 100%
1 балл
-
Б.., не даром меня сегодня кошмары ночью мучали...Оттого и не выспался, и настроение хреновое с утра. Просил же не флудить в теме.. 7 дней в "читателях". Может еще раз картошку посадите, озимую? Или огород еще раз перекопаете вместо болтовни.1 балл
-
Немного пролетел по времени с ответом в тему, но добавлю вдруг интересно кому. Обесточивать очень желательно будь то машина грузовая, лекговая, заводская линия или что либо автоматизированное имеющее различные датчики и прочую тонкую электронику. Дуга - это по сути видимое и не видимое электромагнитное излучение (так Тесла в своих экспериментах не заморачиваясь со сбором генератора на нужную частоту, взял мегасборник всех чатот). Так вот войдя в резонанс с элементами эл.схемы, частотная составляющая дуги наводит в элементах паразитную ЭДС, в результате чего выходят из строя силовые ключи, датчики, контроллеры и т.д. А если устройство запитано, такая ЭДС может вырасти в разы Естественно любая электроника и автомобильная в том числе экранирована, риск сведен в минимум, однако стечение не хороших обстоятельств (закон Мерфи) как раз таки никто не отменял. Есть пример. (Все знают что такое весы, так вот нагружая весовую платформу мы деформируем некий элемент весов - тензодатчик, электрический сигнал которого приходит в АЦП(аналогово-цыфровой преобразователь), а затем выводится на дисплей в виде привычных нам единиц в килограммах.) У нас на производстве есть участок приема продукта (контейнер с полезным весом), соответственно и весы которые способны взвестить данный вес примерно 1100кг, так вот однажды запарившись диспетчер приема не отключил питание линии, а тем временем проводились сварочные работы, (при весе контейнера 1100кг, защитные упоры при погрузке деформируются, что не безопасно при эксплуатации)укрепление упоров. В результате один тензодатчик (всего 4) и концевик (индуктивный датчик, накрылся через некоторое время) вышли из строя, не смотря на то, что вокруг металл, тензики находятся в металлических стаканах, один просто прошило, причем видимых причин выхода из строя нет, а индуктивный, проработав некоторое врем, просто вошел в насыщение и подавал постоянный сигнал. (Возможно пришло этим датчикам время, возможно производственный брак, возможно сварка дала толчок уже имевшемуся дефекту, фих его знает, ни на кого не списали, все уладили по тихому, был так сказать запас датчиков, заменили забыли. Но мы Асушники знаем, что индуктивный датчик выходит из строя когда герметичность корпуса нарушена, скол трещина рабочей поверхности, а тензик если чрезмерное усилие по весу, значит только одно - что-то проскочило по питанию. С тех пор сварку проводить на необесточенной линии нельзя. Мех служба приходят сами и говорят - вырубайте питалово будем варить) Так что так,в автомобилях, грузовых, легковых, не важно, сейчас столько напихано, что такой риск без обесточивания борт сети череват неприятностями.1 балл
-
Нет никакой резки электродом.Нету...ни в одном документе не встречал.Есть много слов на сленге или жаргоне от "сдуть" до над***,под***,от*** и др.Один мальчик на аттестации к вопросу о электродуговой строжке стал блеять про УОНИИ d=5.0 и 240 А - результат не заставил себя ждать.Это о теории. Про обоснованность.РДС намного проще раз*** уголок-оснастку,швеллер,иногда (чаще РАДС) нержавеющую трубу поперек,чем пилить или тащить строгач..Движение эл-дом как будто батон за горбушку держишь на весу и вдоль сверху вниз режешь делишь,что б кончик эл-да гулял по центру толщины металла.1 балл
-
андрус,И от меня маленькая такая реплика: Если ещё раз хвост на модератора поднимете,я даже повод выдумывать не буду... Взяли трубу -заварили под давление и что б вентиль рядом был и вода текла из него тугой дугой - выложили видео всего процесса ОТ и ДО. Траг090,ну а Вы то?Взрослый дядя,а на щелбаны с ребёнком в карты играете...1 балл
-
Просто интересно. Вам такое словосочетание- "падающая вольт-амперная характеристика" о чем-нибудь говорит? Знаю способ раз и навсегда расставить точки над Ё в вопросе КПД плазмомётов. Берем например одинаковую трубу, скажем 108х4. Затем идем к электросчетчику и фиксируем показания. Далее варим стык по ГОСТУ. И ещё раз фиксируем показания. Выкладываем разницу показаний и время, затраченное на сварку Ну и фото шва само-собой. Снаружи и внутри катушки. Что-то мне подсказывает, что плазмомёт уже проиграл пару трамвайных остановок, если вообще доедет до финиша ( соответствие шва ГОСТУ). Примечание: На наличие дефектов внимание не обращаем(исключаем субъективное мастерство сварщика), только на формирование шва, и на подготовку изделия к сварке - одинаковая разделка, одинаковый зазор. Надеюсь понятно, что это просто задает количество наплавляемого металла. Ну и фотка подготовленной к сварке катушки на фоне счетчика и затем заваренной катушки на фоне счетчика. Фотка внутри катушки нужна, чтобы не было соблазна мухлевать, наложив валик усиления просто поверх неразделанной трубы1 балл
-
@andrus, Ничего не имея против Вас лично, и про оборудование которым Вам нравится работать всё же замечу, преобладающая часть людей на этом форуме- люди интересующиеся ПОВЫШЕНИЕМ качества своей работы, и расширением своего кругозора по оборудованию и методам, которые помогли бы им в этой цели. Поглядев по Вашим ссылкам не увидел ничего превосходящего обычные виды сварки: ММА, ТИГ, п/а, газосварку. Без перехода на личности и попыток задеть: да, аппарат варит-режет паяет.. Но делает это откровенно некачественно. И дело скорее всего не в Вашем умении-навыках, я и на ютубе насмотрелся роликов. Нигде не могу сказать, что хотя бы внешний вид шва меня удовлетворил. Возможно при помощи этого аппарата можно выходить из ситуации когда никакого другого сварочного оборудования нет, но людей раздражает сама постановка вопроса продвигающих эти аппараты: якобы их равенство по качеству обычным видам сварки. Однозначно это не вещь, которой можно СТАНДАРТНО И ВОСПРОИЗВОДИМО получать сварные соединения дотягивающие качеством до любого вида сварки. Ещё раз подчёркиваю- не имею ничего против Ваших предпочтений в выборе оборудования. Другое дело что оборудование нравящееся Вам не нравится людям старающимся совершенствовать и повышать качество своей работы. Ну просто не тянет оно на это. Я вовсе не против плазменного сварочника, и очень желал бы иметь её в соём арсенале оборудования, но чтоб это было именно качественное оборудование. Разве здесь кому то не понравится как работают EWM-овские или Мигатроник-овские аппараты плазменной и микроплазменной сварки? Да, это несомненно стоящее оборудование, и оно МОЖЕТ делать то чего не могут, или делают хуже ММА, ТИГ, газосварка и полуавтомат. А "Го-чи", "Мультиплазы" это в восприятии профессиональных сварщиков устройство мало отличающееся качеством и применимостью в сварке от керогаза. За далеко не керогазные деньги. С уважением и полным отсутствием задеть лично- Дмитрий.1 балл
-
Даа, были тролли в наше время, не то что нынешнее племя1 балл
-
Отсек оружия и то, что Вы подумали.1 балл
-
На короткой дуге, тепло эффективнее расходится, а на длинной наплавленный металл без пользы греется.1 балл
-
Если не хуже.Кроме принципа саморегулирования длины дуги для стабильности процесса, в некоторых сварочных аппаратах используется принцип автоматического регулирования длины дуги. Он заключается в том, что в процессе сварки скорость подачи проволоки не постоянна, а изменяется в зависимости от длины дуги, а следовательно , и напряжения на ней. Управление скоростью подачи проволоки осуществляется за счет обратной связи между дугой и двигателем подающего механизма.1 балл
-
Единственное,что мне удаётся(как мне кажется) варить уонями 13/55.К трубе 6мм приварен лист(заглушка) 3мм.
1 балл
-
из нашего армейского http://www.youtube.com/embed/2kh2KUrbjbk1 балл
-
Аргонавт. Я на комп ставил Стерео-драйвет для игры в анаглифических очках.. Советую!! Драйвер свободно скачивается из сети, очки делаются из цветного стекла. Сам играми непроч побаловаться но времени на это нет . Семья, дача,работа, интернет. Ну и дефчёнки чуть чуть.... хе ))1 балл