Лидеры



Популярный контент
Показан контент с высокой репутацией 14.06.2012 во всех областях
-
1)Не комфортные условия это когда дуга горит в 40 мм от глаз и за 100 мм шва 4-5 раз стекла в маске приходится менять.Чтобы увидеть место сварки нужно запихнуть щиток,засунуть руки,согнув их в локтях,а потом медленно поднимаясь по трапу надеть маску на голову.Потом зацепить с плеча держак,вставить на ощупь эл-д и в один тык зажечь в определённом (на ощупь) месте,иначе придётся всё повторять снова.Глухая шхера,залезая туда полностью перекрываешь вход воздуха и выход дыма. 2)Иногда вставать на цыпочки и перегнувшись назад,через спину варить под пятками.Всё это не на спортивной площадке,а в балластной цистерне и под рентген.Ширина горизонтальной поверхности ~200 мм.Высота до выхода около 10 метров,в люк протянута переноска 12 в,св.кабель,воздушный шланг с ЗПШМ,выт.вентиляция.Сначала залезаешь,всё затягиваешь.Прежде чем вылезти нужно всё вытолкать наружу.Впрочем,это лучше меня знает девушка из Снежногорска. А если аргоном,то ещё и вторую руку с присадкой надо к дуге протянуть...5 баллов
-
2 года назад купил инвертор, надоело на 5 десятке бегать по знакомым и преданно заглядывая в глаза и протягивая пиво жалобно тянуть: "Дядяяя привариии...." Последний раз держал в руках сварку в Вооруженных силах СССР (так баловался, но азы сварного дела, друг, служившим сварщиком в хоззводе, разъяснил) Начил варить сам и получил огромное удовольствие. Жена смеётся: "В профессии попутал". Жду конструктивной критики и советов.
 4 балла
4 балла -
Всем доброго времени суток, коллеги! Несколько дней назад столкнулся с китайской промышленностью. Буду откровенен: это уже не первый случай в моей ремонтной практике, но первый – с фотографиями и пояснениями. Хочется предостеречь от такой «встречи» с узкоглазой техникой и, если она всё-таки состоялась, то не падать духом! Итак, поехали. Сосед по гаражу, он же и сосед по даче, купил китайскую бензопилу какой-то фирмы «Сунь йух в чай». Ходил и радовался сему удачному приобретению, которое обошлось ему в 345 хохлобаксов = 1380 рублей. Кубометры поваленного леса расстилались в его мечтах. Гринпис ни в жизнь не смог бы остановить этого новоявленного лесоруба, дровопила и лесозаготовителя в одном лице! И вот наступил сладостный миг окончательной победы механизированного труда над тяжелым, изнуряющим и, уже не отвечающим никаким европейским нормам, ручной пилкой дров. Этот миг тут же закончился сразу после 2-х раз дергания за веревочный кикстартер бензопилы. Все «торжества» соседа происходили на даче, а так как я в это время имел неосторожность находиться рядом на своей даче, то передо мной возникло лицо человека, с которым китайцы ещё не расплатились за Халхин-Гол. Вот такая картина маслом открылась моему взору. http://s019.radikal.ru/i607/1206/80/385867b7f849.jpg Ось, на которой вращался пусковой маховичёк, была выполнена как единое целое с пластмассовой крышкой. Большая консольная нагрузка не оставила никаких шансов такому решению китайских конструкторов. http://s017.radikal.ru/i414/1206/8e/a6dddd5978cc.jpg http://s008.radikal.ru/i304/1206/64/f62105620baa.jpg Пожалел я соседа и взялся за ремонт, потом долго жалел себя. Начались танцы с бубном. Изготовил новую ось с фланцем в сварном варианте, так как точить из круга ф70 мм такую детальку было верхом расточительства, да и нетехнологично. http://s54.radikal.ru/i146/1206/26/7d84af2e8662.jpg http://i063.radikal.ru/1206/b9/df3d3326017f.jpg И ещё, друзья. Убедился, что пословица «дурная голова рукам покоя не даёт», действует! Поленился вытащить шнурок из крышки и в результате при сверловке на станке крышку вырвало из рук, а шкив, болтающийся на шнурке, разбило о стойку станка. Пришлось станцевать второй танец с бубном и для шкива. http://i049.radikal.ru/1206/b7/47c7c204b31d.jpg http://s017.radikal.ru/i420/1206/eb/e4581c8c595a.jpg http://s017.radikal.ru/i438/1206/03/e1a6563f23e6.jpg http://s15.radikal.ru/i188/1206/e2/0648a863c218.jpg Вот что у меня получилось. Болты, стягивающие металлическую ось и крышку между собой, пришлось выпустить только так, чтобы они не мешали изнутри вращаться маховичку. http://s16.radikal.ru/i191/1206/74/2be4c0672b89.jpg http://s017.radikal.ru/i438/1206/5c/06e29dddfdb8.jpg Все собрал, отнёс соседу. Прикрутили крышку на место, дернули пару раз за шнурок и, о чудо, - «Вжик!»,- сказала пила. В глазах соседа появился взгляд, прощающий китайцам и Халхин-Гол, и первое разочарование от такой поломки…4 балла
-
Обещал вчера,но до компа не добрался-выкладываю сегодня. Электрод LB 3.2 провариваю за один проход на большом токе без разделки не сливая масла. Провар идет в глубь на 5-6 мм(приходилось не однократно вскрывать)заводской шов проварен максимум на четыре мм за красоту не судите,не так-то просто рисовать шов когда масло вытекает.
3 балла
-
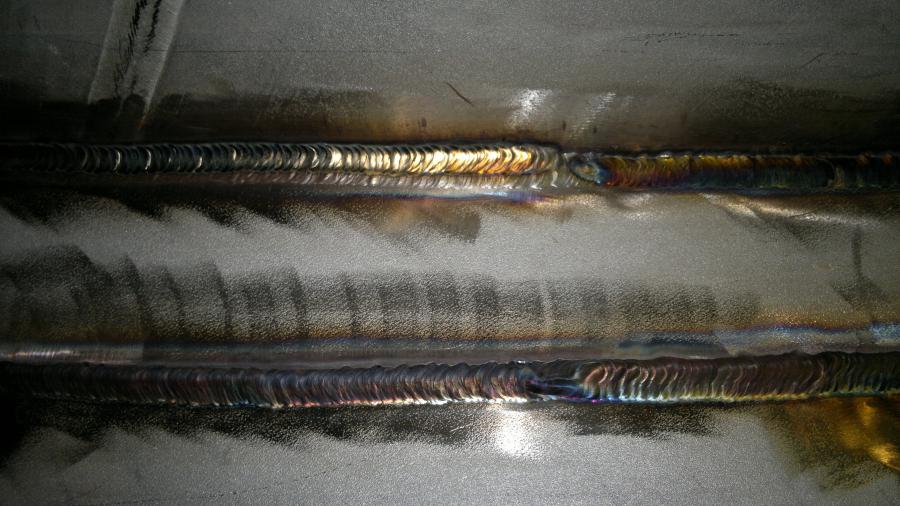
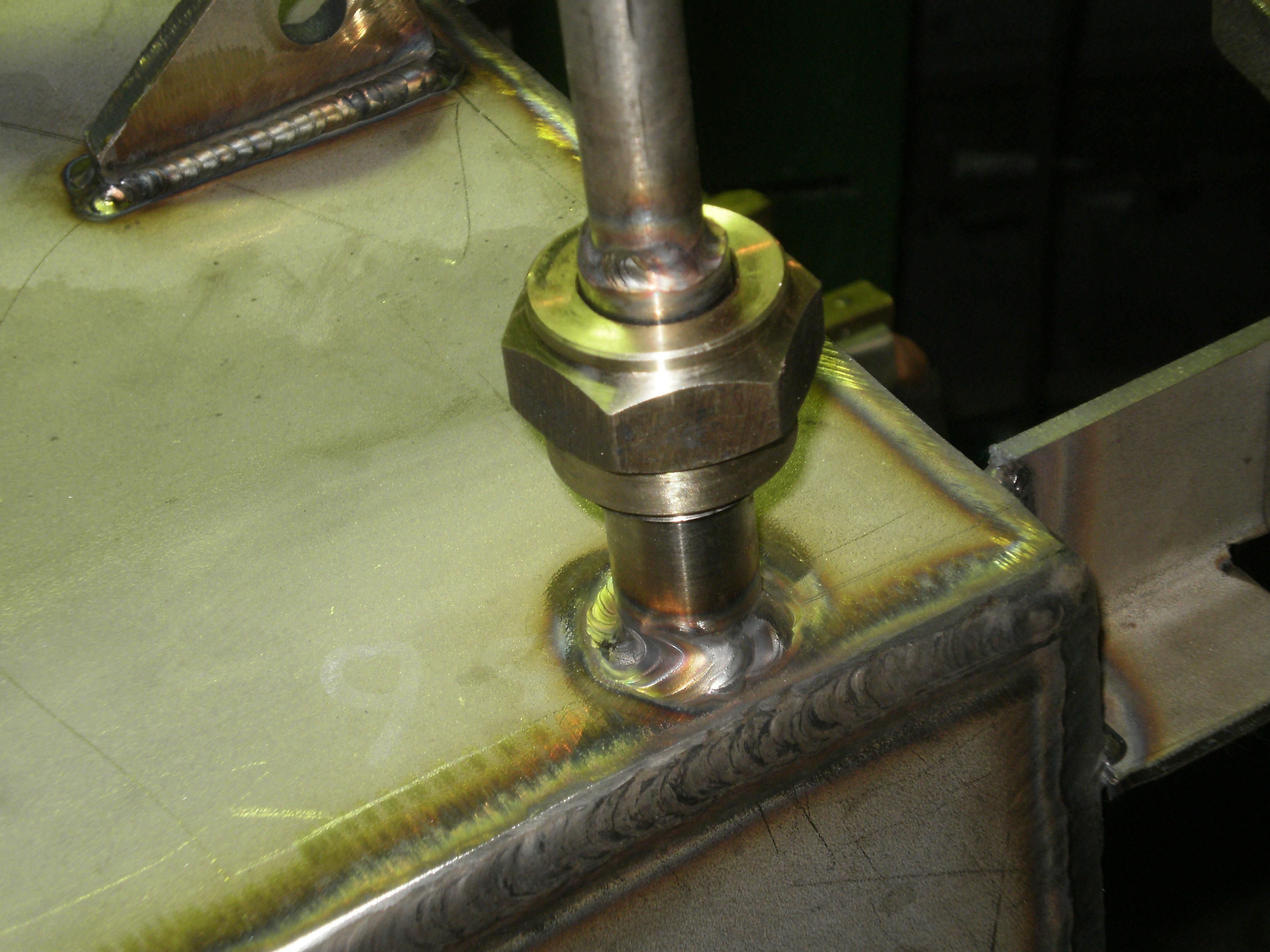
Воротник и труба в три "наката". На таких железяках самое оно тренироваться. Режимы не скажу(смысла нет), сталь 304я 10мм, присадка 308lsi 2,4мм.
3 балла
-
Зачем себе жизнь усложнять? Я полностью согласен с коллегой "Аргонавтом"- есть специально обученные люди, которые снимут и установят обратно эту хрень. А аргонщик- должен варить!!! А не корячиться. Наша работа и так очень полезная для здоровья, поэтому и на пенсию в 45 уходим. Да и всё равно никто не оценит, какой красивый шов ты сделал. Любая работа сварщика начинается, по крайней мере у меня, с уважения к себе. Надо приготовить инструмент, удобно разложить, самому пристроиться, термоперчатки рядом, вольфрам с запасом наточить, при необходимости обеспечить предварительный нагрев (я когда то не поленился и изготовил печь самостоятельно, взяв за макс размер поддон с "бычка" и блок с "волги" и температура- до 450 градусов- хватает с головой. В чём плюсы- все жиры выгорают, не ведёт, снимает напряжение с "пациента" полученное при ударе, микротрещин не будет) и последующее остывание так же должно быть плавным, а если попался конструктор лего- изготовить скелет, на чём собирать будешь, из чего утраченные фрагменты восстанавливать(иногда, очень кстати пищевой алюм- например сковорода. Почему? Всё просто- очень чистый сплав, есть закругленные участки. Присадку только правильно надо подобрать. На всех немцах и половине японцев- сплав с магнием и т.д.). И самое главное!!!- выгнать клиентов, чтоб над душой не маячили пока будешь творить!!! А если это не поддон , а ГБЦ и трещина между сёдлами или поврежден масло провод- нагрев всей головы до 400 градусов неизбежен и туда же остывать!3 балла
-
Привет всем! я тут новенький, так что извините если что. Как по вашему должна выглядеть кирочка сварщика? Я предлагаю такой вариант. Пожелания, отзывы и т.д.
2 балла
-
Привет всем! я тут новенький, так что извините если что. Как по вашему должна выглядеть кирочка сварщика? Я предлагаю такой вариант. Пожелания, отзывы и т.д.
2 балла
-
Ещё фотку нашёл:
2 балла
-
Проволока св08г2с ф1мм газ микс 2. Конденсатор Ф1220мм длина (точно не помню) примерно 5000мм. Врезка трубы Ф273 и Ф325 Заглушка Колени с переходом и фланцем Ф273 на Ф159 и Ф325 на Ф159 Внутренняя сторона колена.
2 балла
-
Наши дороги легко добивают не только отечественную технику, но и хваленую немецкую. Обратился клиент с просьбой о возможности замены стоек створок дверей - родные немецкие "устали" окончательно и почти сгнили. Ввязался. На приведенных ниже фотографиях виден не весь объём выполненнных работ, так как не всё фотографировал. http://s003.radikal.ru/i202/1202/d8/e092c158f1cc.jpg Дно полуприцепа под стойками пришлось усилить пространственной конструкцией из швеллера №10, сами стойки из швеллера №12. Так как в старой конструкции створки двери имели внутренние замки, и им пришел "кирдык", пришлось изготовить наружные замки. Кронштейны под втулки тяг, петли - все покупные изделия. http://s017.radikal.ru/i436/1202/76/97ba29d9f277.jpg http://s017.radikal.ru/i429/1202/89/a05a08b64ea5.jpg Сварка ручная дуговая, электроды АНО-36, диаметр 3 мм, аппарат самодельный, постоянка.1 балл
-
Здравствуйте, уважаемые мастера сварных дел! Особенно хвастаться нечем, но стараюсь развивать свою мастерскую. http://s017.radikal.ru/i443/1201/48/62b1f1858adb.jpg Занимаюсь металлообработкой и сваркой, в основном ремонтом станков, а в настоящее время - ремонтом полуприцепов. http://s018.radikal.ru/i506/1201/1f/6b0969b512f0.jpg http://s017.radikal.ru/i401/1201/68/2c75f478753d.jpg http://s004.radikal.ru/i207/1201/3c/3f7e75b91813.jpg Имеется в наличии заточной 3К634, настольный сверлильный 2М112, токарный 1А616К, полуавтомат 250 А, TIG 200 AC\DC, самодельный ММА, инверторный ММА 145 А. Ну где-то так вот!1 балл
-
Дочь Аней назвал, бабушку мою так зовут. Достойная эстафета почти век, 1917 - 2012 Бабулька блин узнает, еще с десяток проживет1 балл
-
Наверное накрякал: насос приказал долго жить, проработал около 9 месяцев. Пришлось покупать новый. Сейчас собираю комплектующие для тетрикса, в этот холодильник поставлю циркуляционник из системы отопления дома, радиатор опять из кондиционера - уж больно хорошие радиаторы.1 балл
-
Хитрец ты,дяденька @Leka,это готовые изделия,а не сварные швы.Конструктивная критика на этом заканчивается. Из неконструктивного:"прошу сильно не пинать" из названия удаляю.1 балл
-
У нас всё проще:на корень ЦЛ-39,а дальше ТМЛ-3.С предварительным подогревом и с последующей термообработкой.А после УЗК и рентген.Ну и конечно сварка без перерыва,пока не сваришь1 балл
-
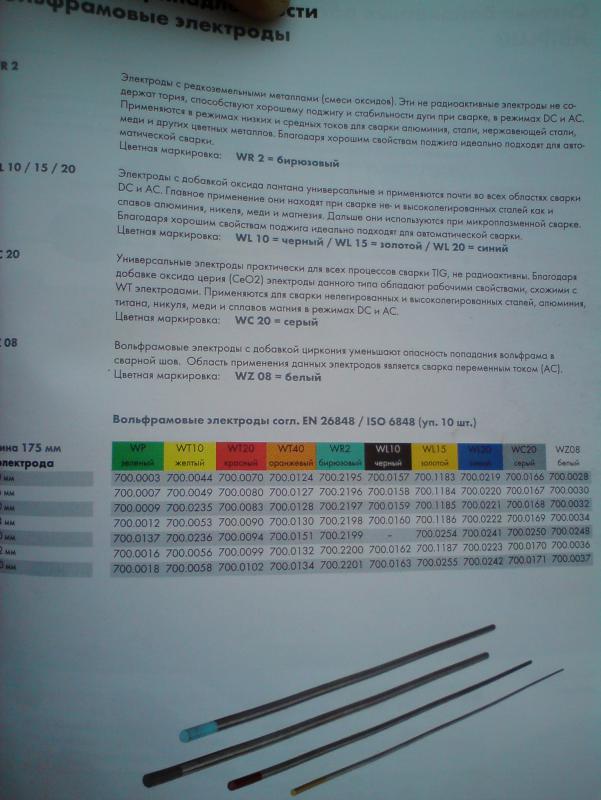
Нашел тут книжицу с полезной инфой по вольфраму, посмотрите 2 странички и старайтесь избегать торированный вольфрам(радиоактивный), в основном нам покупают красную маркировку, серая безопасная и белая, белая самый сенокос, при заточке в руке не так греется и особо не нуждается в охлаждении но он и дороже.
1 балл
-
@pikasso1979,а где Вы работаете,что в 45 на пенсию?1 балл
-
Коллеги,тема создавалась для разных хитрых и нужных вещей для дома и гаража,а не для работы.Для оборудования есть тема "Где,чем и как работаю" в разделе "Наше оборудование".1 балл
-
Cпасибо за советы, будем пробовать варить, технологию сварки надо только будет заказать и сертификат на проволоку. У нас светилы и рентген и узк, и толщинометрию и твердость бъют, и хим состав наплавленного металла делают. Кстати при узк контроле стыков с подкладным кольцом всегда показывается сигнал от зазора между кольцом и трубой, только по глубине залегания он чуть больше чем толщина трубы.1 балл
-
А у меня несколько шлаковок. Одна из зубила и пластинки заточенного металла, другая с ручкой от шланга. На работе живем по принципу Кто первый, того и тапки!
1 балл
-
2 года назад взял "master tig ас/дс 200" - стоит дешевле того, что ты выбрал. Прост в эксплуатации, варит прекрасно в аргоне в любом режиме, ручником- 3й без проблем, 4й в натяг. Вес 20 кг. Единственно - поменял сразу горелку на плавающую с водяным охлаждением и 6 м. длиной. И главное - материнская начинка Италия, корпус Китай, а собирают у нас за Уралом.1 балл
-
Привет всем сварщикам! Насчет "Ресанты 220" могу сказать только то, что мне не понравилось ей варить. Эт я на кирпичном заводе во время капремонта переваривал подтопки (печи) в которые я при моих 182 захожу не пригибаясь. Так вот, металл был 10 мм с разделкой, варилось поначалу все нормально, на полном токе, но минут через 15-20 начались отключения из-за перегрева. Хотя у нас в апреле еще стоял дубак и шел пар из рта. В итоге намучился я с этим аппаратом - варить надо много и быстро, а лазить из печки и обратно приходилось очень часто и перекуров на остывание было больше чем работы Этот смайл про того начальника, который эту гадость покупал. Хорошо напарник притащил кемповский инвертор и 2 из 4 печек варил уже без геморроя А это мой домашний полупрофессиональный инвертор. Варил им даже там, где микроволновка отказывалась работать из-за подсадки сети. Стоит сей агрегат 10 000
1 балл
-
а у нас пришел молодой пацан на верфь и сразу 4 разряд, ну вывели его во 2 смену , мастер ему говорит там то и там то стоят фундаменты, нужно за ночь заварить, а сам спать пошел. и что вы думаете? пацан заварил не только те фундаменты которые были выставлены, но и те которые ПРОСТО ЛЕЖАЛИ РЯДОМ причем так красиво что матерые сварные завистливо присвистнули1 балл
-
Про ножовочные полотна как то узнал что бывают только двух видов . зимние и летние . сначало не понял но слесаря просветили - чтоб согрется в холодном помещении . ставиш тупое полотно и долго им пилиш . ну а летом легше .1 балл
-
@drakon76,Ваши предположения - почему финские пограничники ездят на наших УАЗиках? Как говорит Аргонавт: "не люблю технику, которая умнее меня".Моё мнение - "лучшая электроника та,которую можно отключить". Смею Вас уверить,"примитив не остался в прошлом",если не верите - в галерее есть две темы; "Динозавры" и "Потомки динозавров".По тридцать лет работает и не ломается.Нечему там ломаться...Что касается трансформаторов,инверторов и выпрямителей,то у каждого из них есть и плюсы, и минусы,которые неоднократно обсуждались.1 балл
-
План синим пламенем горит. И всё ж, пока ещё мы живы, Давайте плану посвятим Души прекрасные порывы! Но сварщик уж неделю пьян, Ему, конечно, не до плана. Ему сверхплановый стакан Важней осилить за диваном. Труба не ждёт, труба зовёт, Зияют чёрной раной дыры. Бригада на руках несёт На поле брани дезертира. Он сам не свой, он никакой, Но, возвышаясь над народом, Плывёт с протянутой рукой, С зажатым насмерть электродом! Сосредоточен в точку взгляд, Аврала море по колено, И искры брызгами летят, И сварки застывает пена! Мужчин здоровых взмокли лбы И руки передышки просят - Варящего вокруг трубы Со сваркой бережно обносят. Всю ночь варили до утра, Кантуя тело осторожно. Что можно дали на-гора, И даже то, что невозможно. И вот конец - отбой трубить! Мы сдали в срок! Мы победили! ...Когда собрались уходить И облегчённо закурили, Народ, уставший от борьбы, Собрав все инструменты в ящик, Услышал, как из-под трубы Поёт, забытый всеми, сварщик.1 балл
-
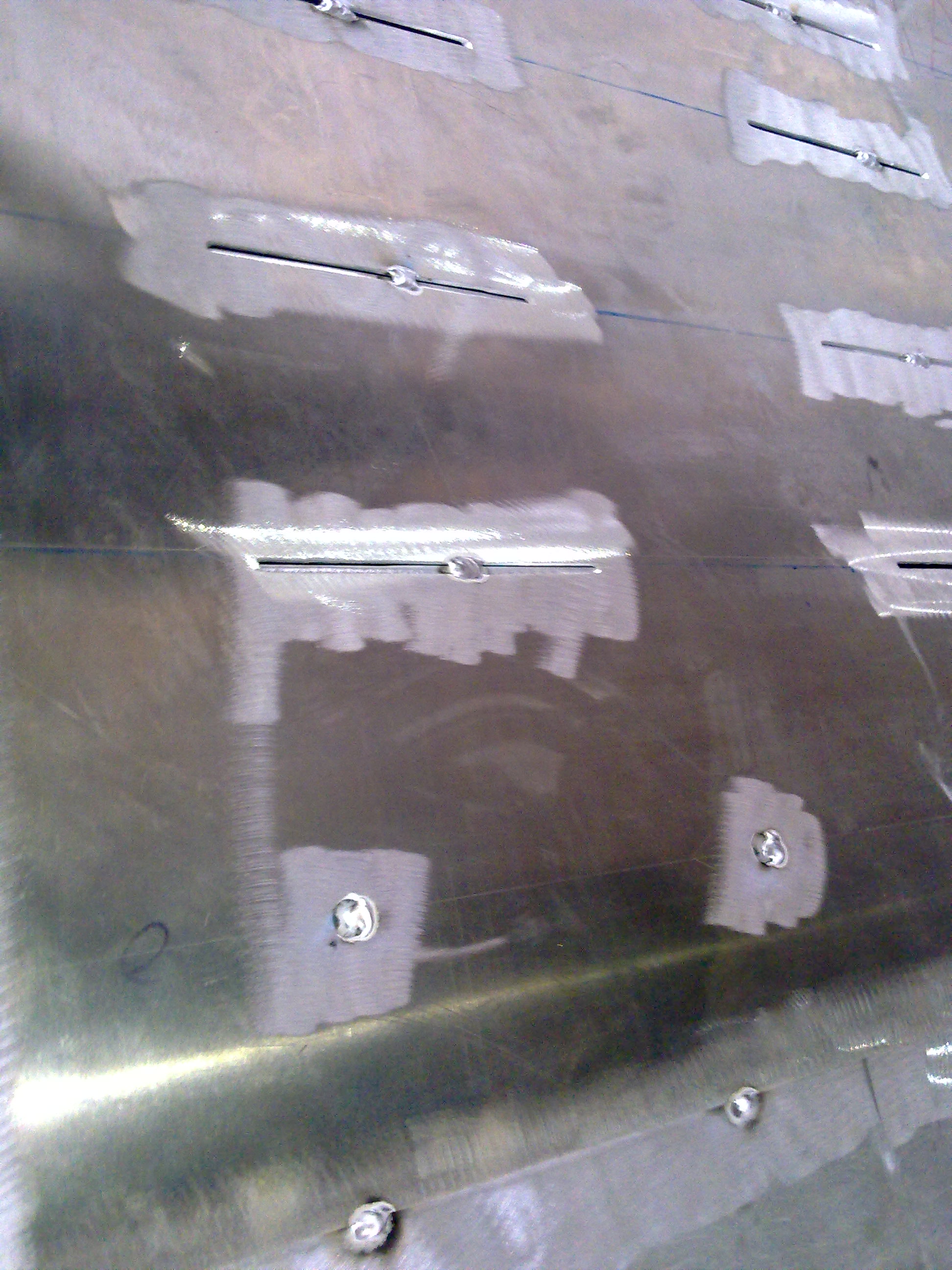
Способ сварки (бабочка) все же куда качественнее и проще, чем просто вести. Не поворотные стыки именно на столе очень удобно варить. Обозвал бы его ленивый способ сварки. Помню лет 10 назад не касаясь соплом изделия варил и тоже было не плохо, но на это более уходит физических затрат, концентрации внимания и напряжения тела. Бывает так, что монтажник ошибается в расчетах, а использовать новую трубу более длинную просто нет возможности, приходиться делать вставку, катушку и тут приходит на помощь(бабочка), что бы скрыть лишний стык. Когда за катаешь правильно, да еще скотч " Брайт " возьмешь, то стыка словно и нет и не было. Для примера выкладываю недавние последние работы по этой теме. Сварку провожу указанным соплом, на выходе 12 диаметр, если нет сквозняков, но обычно использую 8 ку. Сетка для распыления газа очень продуктивна, варить просто и легко, защита лучше и варить проще.
1 балл
-
Привет. Друг едет в Китай, хочу ему заказать тиг-сварку...параметры не знаю, просто пока не разбираюсь, чтобы например можно было заварить блок без проблем.Просветите деревню пожалуйста.1 балл
-
Осенью начал, почти летом закончил! Итак, было испробовано три разных горелки, пережито пару обратных ударов Компрессором я так и не разжился, пока пользуюсь для плазмореза чужим, и за это время кардинально пересмотрел свои взгляды на компрессор для горна, шума много. В сети наткнулся на поддув от автоулитки и вот, впендюрил! Правда горн ещё не приведён в должный вид...
1 балл
-
Заехал ещё один Кёгель. На средней оси полуприцепа отломился верхний палец крепления амортизатора. Так как в этой конструкции полуприцепа он вварен в кронштейн рессоры «намертво», то пришлось внести изменения в конструкцию, сделав её ремонтнопригодной со съёмным и покупным пальцем. Технология была уже отработана, так как на этой же оси, но с другой стороны, мы уже раньше проделали эту операцию. Вырезали остатки обломанного пальца, зачистили и подготовили места под сварку. Изготовил втулку под покупной палец амортизатора с резьбой М24. Так как старый палец выломал стенку кронштейна рессоры (стенку «быка»), то пришлось изготовить накладку из стали толщиной 6 мм. Для расточки отверстия в этой накладке до ф40 мм в токарном станке приварил к ней трубу , за которую конструкцию и зажимал в патроне. Потом эту трубу просто срезал. Всё обварил и установил амортизатор на место. Амортизатор тоже пришлось варить, так как у него вырвало верхнее ухо.
1 балл
-
Сегодня залил побольше масла, разжёг резаком (так быстрее) и печка моя вышла на очень хороший КПД, нагрелась до красна довольно быстро, но выхлопную трубу надо всётаки удлинить. Закрыл ворота и увидел, что печка светится.
1 балл
-
Гламурные дальнобойщики устанавливают на свои полуприцепы вот такие умывальники. И я потакаю их прихотям, изготовливая кронштейны под такие рукомойники. http://s51.radikal.ru/i131/1205/3b/6a4ac56e4801.jpg http://s019.radikal.ru/i626/1205/09/8da6831a4656.jpg http://s019.radikal.ru/i634/1205/49/7e648ab9dd3f.jpg1 балл
-
Даже не слыхал.. А что это? Ковкой я такие вещи не считаю... Ковка это когда одними руками и ручным инструментом. А это именно художественная сварка.
1 балл
-
Оценивайте.
1 балл
-
Вчера показал молодому(22года) технику сварки газом, он под чутким руководством положил пару валиков, снял очки, схватил молоток и начал колотить по наваренному. - Чё делаешь?! спрашиваю. - "Шлак отбить надо", отвечает.1 балл
-
Средневолжский станкостроительный сваял сие чудо - 1А616К (К - автоматическая коробка скоростей на электромагнитных муфтах). Автоматическая коробка - офигительная штука при работе на этом станке!1 балл
-
А у меня вот такая "телега". http://s018.radikal.ru/i513/1202/b0/560fd3474795.jpg1 балл
-
Переделал печь на опилках в бубафоню. Четвертый день уже пользуюсь и ненарадуюсь-на улице -20, в мастерской +15. Трубу подсоса воздуха поставил как советовал Сварик на 2 дюйма, без заслонки прогорает за 2.5-3 часа, дрова сосновые. Пробовал загружать опилки.... Еле тлеет, тепла никакого. Пробовал дрова пересыпать опилками-чуть лучше, но тоже горит плохо и тепла очень мало. Так что дрова и никакого мусора, желательно твердых пород. На дубовых горела около 5 часов, баллон раскалился до красного свечения хорошо видимого несмотря на хорошее освещение. (из мастерской ушел почти в 9 часов вечера-боялся оставить этого дракона без присмотра )1 балл
-
Загрузил немножко дров (каюсь, жалко было транжирить дрова для отопления улицы), сверху них положил тонкий хворост и бумагу, полил соляркой, разжег, вставил поршень, закрыл крышкой и ....http://s.rimg.info/1800faf937e202974a01718d1cfd88aa.gif Это напоминало паровоз, который застоялся на запасном пути, и который готов был отдать всю свою тепловую мощь окружающей среде! На улице было -150С, сильный ветер, но в радиусе полметра расстаял весь снег. Жар от неё шел сильный, грелся я на улице, а не в мастерской, так как там стоит обычная буржуйка и я замучился в оную подбрасывать дровишки. Три часа зверюга вырабатывала тепло (потому что мои наблюдения ограничились этим временным промежутком, так как отбыл домой, оставив печку продолжать отапливать атмосферу и "углублять" парниковый эффект ). На следующее утро открыл крышку и снял поршень. Столько осталось золы - почти ничего. http://s018.radikal.ru/i504/1201/94/62f05035c3f2.jpg Чистить её придётся редко, но только через верх, что, может быть, и неудобно. Но колоссальный КПД сего агрета закапывает все его и недостатки! Это крышка с квадратным отверстием под поддувную трубу 60х60 мм (такая была в наличии. Можно использовать стадартную водогазопроводную трубу на 2"). http://s017.radikal.ru/i444/1201/d4/2eb07d6535a0.jpg Поршень http://s017.radikal.ru/i439/1201/be/119d0e2ae5a1.jpg http://s018.radikal.ru/i509/1201/5c/9c41e8688988.jpg А это регулировочная заслонка на поддувале, которая позволяет регулировать процесс горения и его длительность. При испытании у меня была почти полностью открыта. http://s06.radikal.ru/i179/1201/ed/0e36061d6430.jpg Слава Афоне-бубафоне за его чудесную и простую конструкцию такой печурки!!!!http://s4.rimg.info/a20bd3bf5d8d82facb4847590afe1f38.gif1 балл
-
Всех с новым годом. А я вцелом и говорил, что встречал сварного LB52U нефтепровод варит под просвет сверху вниз - корень и заполнение - да и нефтепровод это не показатель, ибо там контроль так себе(ну конечно есть где и серьезно смотрят, даже встречал мооди). А про целюлозу на газопроводе можно забыть - Требование газпрома запрещает сварку электродами с целюлозным покрытием, но я не сомневаюсь, что ими еще варят, и возможно будут варить многие фирмы. LB52U - это очень хороший электрод, но он очень хитрый и требует правильного обращения, поставить пору этим электродом - нетрудно. Ну сколько времени и при какой температуре на каждой пачке написано. Лично я практически не смотрю как были прокалены электроды - Подошел к печки взял электроды, папихал новые и пошел, а кто их до меня туда ложил и сколько они там лежали хрен его знает. Резаком не пробывал, как вариант можно сделать так - Берешь трубу 57 на один торец варишь пластинку, затем на получившуюся конструкцию надеваешь трубу 108 и привариваешь к пластине к которой уже приварена труба 57- Ну и в трубу 57 ложишь электроды и резаком нагреваешь внешнюю трубу несколько раз, минут по пять. Можно и еще проще сделать экспрес просушку - лист метала(чем толще тем лучше) привариваешь на него(поперек) 2-3 прутка, нагриваешь лист до красна, сверху на прутки ложишь электроды. А вообще когда на котельной работал электроды сушили на обычной батареи. А когда на нефтепроводе печка прокалочная сгорела, я запихивал электроды в пачке - отложив из нее лишние(чтобы влезли), между ребрами масленного обогревателя. Ну тут смотря что и как варить. В целом если варить в два прохода стенку толщиной около 4 мм, то в идеале для корня 2мм, облицовка 2,5(2,6)мм. Если варить в один проход, то я всегда использовал 2,5(2,6)мм Но если варить толщену стенки менее 3,5 мм то тут уже везде возьму электрод 2мм. А если толщина стенки 6мм и корень и облицовку буду электродами 2,5(2,6)мм. Но когда выбора нет, то и электроды 3мм пойдут, но уже внешний вид шва будет хуже. Согласен полностью, но бывает так когда нет 2,5(2,6) - вот и призодиться извращаться с 3-ой. В целом тоже верно, но каждый здесь работает по своему. Например:я варю все на одном токе, я так приучился. Если есть пульт тогда бывает и играюсь с током. А вот видел(вернее подсматривал) за человеком который регулировал ток прямо во время сварки и так привык, что уже без пульта почти не может. А именно он ложил пульт себе на правое плечо и левой рукой его прижимал и во время сварки добавлял, либо убовлял ток. Я попробывал - мне не понравилось, надо привыкать . Короче здесь дело привычки, кто как приучиться. Незабывай, что таким способом я описывал сварку электродом уонни 3мм в два прохода(я бы не сказал, что это правильно, но куда деться если есть только уонни 3мм). В верх(вперед) уходишь на долю секунды, а возвращаясь ставишь небольшую каплю, при этом сварочная ванна отсутствует. В целом уходом верх(вперед) и большой скоростью я и добиваюсь того, что сварочная ванна просто не успевает образоватся, иначе бы мы прожгли такую тонкую стенку. Отсутствие сварочной ванны не означает, что будет брак - В целом ванна есть, но она очень мала- мы ставим маленькую капельку(в данный момент она и есть маленькая сварочная ванна), чуть уводим электрод вперед, а возвращаясь, на еще не застывшую капельку ставим новую(тем самым перенося ванну вперед). Провар же обеспечивается зазором около 3мм, а ток я бы не сказал, что низкий(около 80А), иначе бы электрод залипал. Как уже говорил все надо подбирать под себя. Тоесть играешь и с током и со скоростью и с зазором - и в определенный момент понимаешь как лучше. Попробуй на пластинах - берешь пластины толщиной, как толщина стенки трубы, на которую хочешь научиться. Ставишь в проблематичном положении и на пластине подбираешь ток и скорость сварки, когда хорошо получится переходишь на трубу.1 балл
-
У меня постоянно возникает такое ощущение, когда варю мелкую трубу, что надо прерваться, но я продолжаю.Чтобы было легче при смене положения, нужно удобно расположиться: я сначало выбираю наиболее удобную позицию, для сварки(тоесть встаю так, что бы было удобно),а потом пробую вывести электрод с потолка, на нижнее(не зажигая электрод) и смотрю насколько удобно мне это делать, если нужно меняю расположение, так чтобы было удобно выводить электрод с потолка на нижнее, а потом начинаю сварку. Вот здесь очень хорошо помогает функция "горячий старт"(если она есть) - при поджиге электрода сварочный ток завышен, что помогает легко зажечь электрод, а также хорошо прогреть и проплавить метал в начале сварки, а затем ток сам падает и позволяет варить без прожега. А если нет такой функции, то можно заранее выставить ток меньше, а чтобы получить провар на потолке, можно болгаркой проточить стык с потолка чтобы увеличить там зазор и проплавить на маленьком токе. Мелкую и тонкостенную трубу без отрыва на большом токе не заваришь, поэтому ток ставится низкий, а проблему с проваром потолка можно решить горячим стартом или увеличеным зазором на поталке. Но даже на низком токе при переходе от потолка к вертикалу может потечь металл, нужно увеличивать скорость сварки в этом месте, ну и держать электрод под правильным углом. Кстати, можно эксперементировать с током на пластинах - стыкуешь пластины толщиной=3мм как будто бы это труба, и выставляешь состыкованные пластины под уклоном как будто бы это то место на трубе, где начинается прожег.И можно поэксперементировать с зазором, током, проваром, вообщем добиться того, чтобы небыло прожега, а затем вернуться к трубе и опробывать уже на ней. Когда я учился варить мелкую трубу, я сначало забил на провар и уделял внимание внешнему виду сварного шва, а когда научился ложить красивый шов безотрывно за один проход, то проблема с проваром сама собой решилась(провар сам стал получаться). Поначалу я обрубал электроды примерно на 100-150мм, что бы они были короче и ими было удобнее варить, а перерыв на вертикале для смены электрода, помогал избегать прожега, позже я набил руку и смог варить целыми электродами и без отрыва. Но и без брака не обходиться бывает у меня проваливаеться ванна, бывает и провар не полный(усадина вылазит). Какбы попробую подвести итог: Нужно занять удобное положение; Провести электродом (не зажигая) около стыка с потолка до нижнего - чтобы рука запомнила движение и убедиться, что ничто не мешает вывести электрод с потолка на нижнее; Начать варить, тут не надо совершать ни каких колебательных движений, нужно просто держать ванну и плавно продвигать электрод вперед по стыку; при переходе с потолка на вертикал ускорить сварку, чтобы метал не потек; все время следить, чтобы электрод находился под правильным углом и держать короткую дугу. А вообще к любому условию сварки можно максимально хорошо приспособиться только если будет возможность делать одну и туже операцию довольно долго.Щас попробую коротко объяснить: Например я хорошо научился варить мелкую трубу, когда варил саляропровод на энергоцентр одной ДНС. Я был единственным сварщиком в звене и больше ни кто не работал на саляропроводе, объект был не срочным и ни кто не торопил.Работа заключалась в том, чтобы провести трубопровод от резервуара 1000м3, до насосной, от насосной, до 5 дизилей, прокинуть обратку на резервуар, завязать дренажную емкость с переливом каждого дизеля и завязать ее с насосной, а так же сварить систему по которой происходила закачка саляры с бензовозов в резервуар 1000м3. Вцелом около 1000 стыков трубы d= 32, 57, 89. Я там зависал больше месяца, в день варил около 20 стыков - первые 5 дней было мучением, как только я не варил и с отрывом и игрался с током и с зазором и с фасками и в два и в один проход варил - меня начинало тошнить от этой саломы, но через неделю как то само стало получаться. Причем глядя на то как собран стык я уже начинал прикидывать, что в этой ситуации надо добавить два ампера, а в этой добавыить 4 ампера, а здесь наоборот надо убавить, короче я просто набрал опыта на мелкой трубе,так как стал регулярно варить только ее, но надо подметить, что тогда у меня было стремление научиться хорошо варить мелкую трубу. Не куда она не провалится если ток правильно подобрать, главное в данном случае - не затягивать сварку корня, а быстро проходить, немного понабивать руку и будет получаться. Надеюсь, что не запутал и кто нибуть сможет подчерпнуть, что-нибуть полезное.1 балл
-
ОК 46 электрод хороший для мелкой трубы. При толщине стенки 3мм вариться без фаски, в один проход(не я придумал,такое требование у нас) Этими электродами я бы варил без отрыва, в один проход. Лично я бы торцанул заготовки болгаркой, зачистил внутри(чтобы грязи небыло), фаску на такой толщине снимать не надо, зачистил бы края заготовок до металичекого блеска(хотя бы на 10мм - это если лень зачищать) состыкавал с зазором около 2мм(можно использовать для выставления зазора спички, электрод д=2мм, диск отрезной от болгарки 1,5-2 мм и тд). Насчет сварочного тока, я давно не варил ВДГ-З, попробую так описать -Разные аппараты варят по разному и отображают значение тока тоже по разному(тоесть взять два разных аппарата оба могут отображать 100А, а по факту один выдает 90А, а другой 112А уже не говоря про баластники), да еще могут быть накручены фрункции типа форсажа и наклона дуги(когда они есть). Поэтому трудно сказать про необходимый сварочный ток, вот когда работал со сварогом на 3мм ОК 46 - 75-80А поставил бы, а когда работал с BlueWeld поставил бы 70-75А.В целом когда варишь одним и темже аппаратом или хотябы одной и тойже моделью, то уже чувствуешь когда и сколько поставить. Тут у нас малый диаметр и малая толщина стенки, если варить без отрыва, нужно ставить низкий ток,(в таких случаях хорошо помогает функция горячий старт если она есть).[Если варить с отрывом то тут проще можно поставить ток 90А и избегать прожега отрывами дуги.] Если расматривать стык как циферблат часов, я бы начал варить на 6:30 и закончил бы, на 11:30,варил бы без каких либо движений(никаких колебаний, ведешь электрод ровно). Когда доходишь до 5:00 часов(место на стыке когда потолок переходит в вертикал) здесь метал стремиться стекать в низ и нужно увеличивать скорость сварки, чтобы метал не утек, а когда выходишь на 2:00 часа(Место на стыке, где вертикал переходит в нижнее), то на оборот скорость сварки снижаешь, иначе высота шва здесь будет маленькой. Когда пол стыка сварено, то болгаркой удаляю по 5 мм сварочного шва с низу и верху, немного развальцовываю концы шва(чтобы в замках провар был нормальный) и довариваю стык. Если всеже варить с отрывом, то изменений было бы не много - зазор я бы поставил 3мм и как уже говорил ток около 90А, а варил бы всеравно в один проход. если были бы электроды LB-52U, то варилбы как и ОК 46, но с УОНИИ 13/55 я так не могу. УОНИИ 13/55 Бывали случаи, когда УОНИИ 13/55 попадались отменного качества и ими можно было легко варить, но чаще всего эти электроды были хреновыми и у них было много брака. Поэтому варить УОНИИ 13/55 в один проход, как положено при такой толщине, я бы не стал. И так: опять без фаски, но зазор я бы поставил 2,5-3мм, ток выставил бы на корень побольше где то 80-85А, тут я бы варил без отрыва и не затягивая - стенка тонкая и держать ванну бесполезно она все равно сбежит и будет прожег. Нужно быстро пробегать по стыку. Я попробую объяснить, но это надо пробывать самому и я незнаю насколько понятным получиться описание: И так: зажигаю электрод, и здесь я совершаю движения напоминающие сварку с отрывом, тоесть - ставлю каплю увожу электрод, возвращаюсь и ставлю еще каплю и тд. Но в отличае от сварки с отрывом, дуга у меня не гаснет, я уважу электрод немного вперед и возвращаю его назад, дуга очень короткая, движение электрода очень быстрое, а капли формирующие корень шва мелкие и я довольно быстро продвигаюсь по стыку вперед. Ну а потом остаеться зачистить корень и положить облицовку. P.S. Всем любителям поспорить объясняю:так варил бы я - никто не мешает вам написать как варилибы вы. Любой контроль мои стыки при такой сварке проходят(не раз проверено)-если кто варит по другому и его стыки проходят контроль - то молодец. Вцелом есть поговорка -"кто как хочет так и дро...". Я опустил различные требования и нормативы, чтобы не разводить писанины и рассуждений стоит ли их соблюдать, тут опять можно вернуться к поговорки -"кто как хочет так и дро..."1 балл
-
Самосвал. Был замят ковшом экскаватора, мятую часть вырезали, остальное на фото.
1 балл
-
Это называеться закон подлости- в чистом поле будет торчать один штырь и кабель обязательно зацепиться))1 балл
-
А у меня вполне обычная, не хамелеон)
1 балл
-
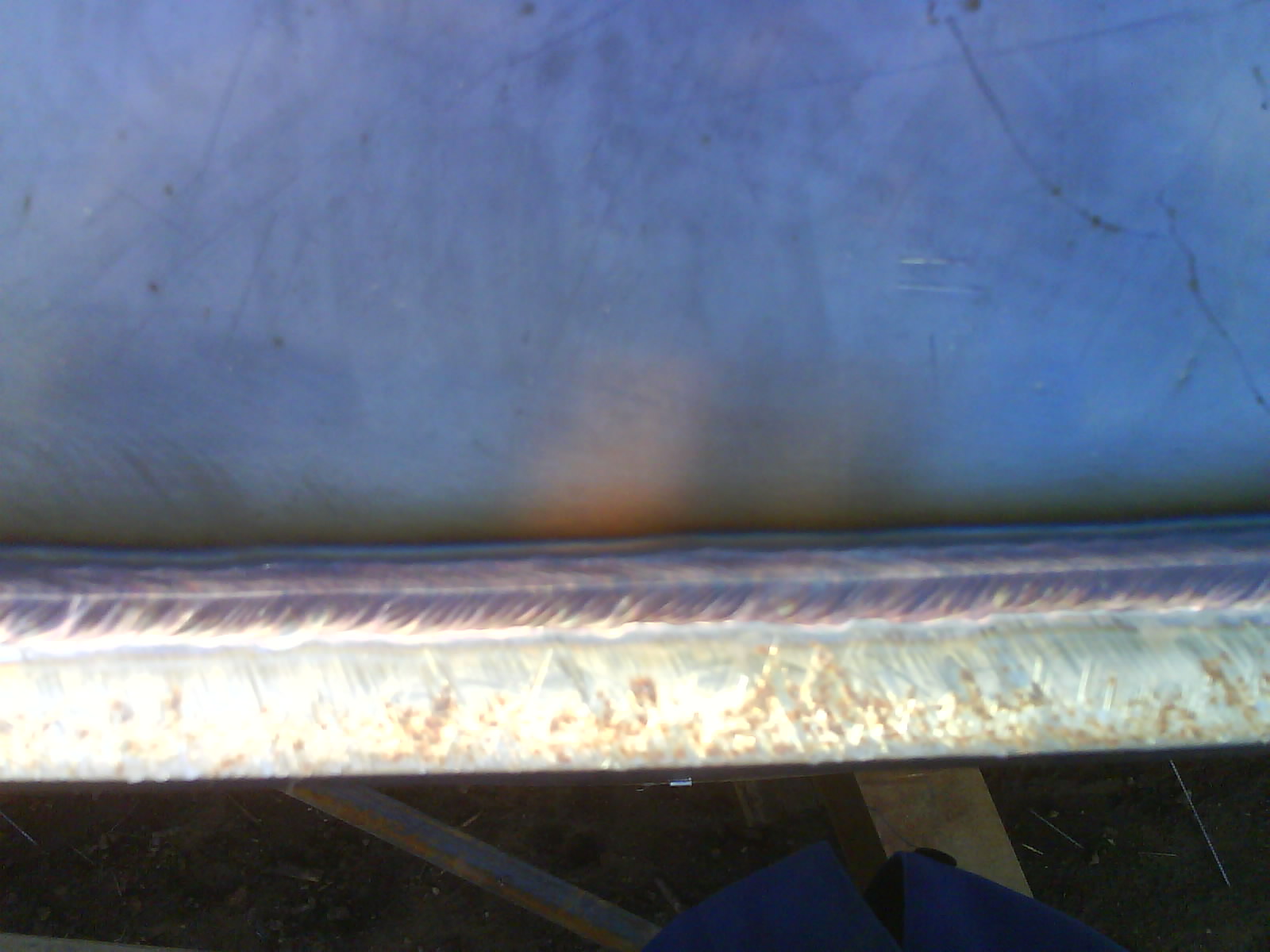
500. 2.Стык аргонодуговой. 3.Полуавтомат в чистом аргоне с сплющенным соплом для более лучшей защиты для угловых соединений. Экономно . Фишку плющить придумал сам, сопла изготавливал токарь на выходе внутренний диаметр 22мм., когда стандарт идет 15. Одно овал другое круг большим диаметром и варите полуавтоматом в аргоне даже не порошковой проволокой. Защита хорошая.
1 балл
-
Электрод. 6 лет профессионально не варил им, все на аргоно дуговой и вот результат без тренировки.
1 балл
-
Немного нержавейки
1 балл
-
Вот немного нафоткал, толщина от 5ти до 10мм ток от 170до 217
1 балл